

Особенности конструкции
К особенностям конструкции 1К62 относят универсальность его функциональных возможностей и грамотно организованное рабочее пространство. Особо отмечается простота настройки режимов работы станка.
Повышенная жесткость всех его рабочих узлов обеспечивается применением в конструкции сверхпрочных подшипников. Благодаря значительной по величине мощности привода на 1К62 допускается обрабатывать заготовки, прошедшие длительную закалку.
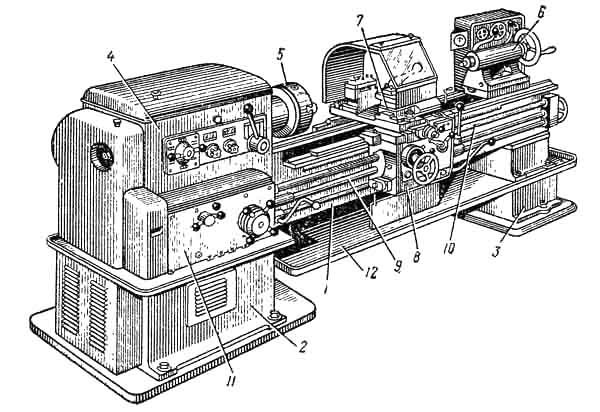
Обратите внимание: В конструкции станины предусмотрена возможность изменения положения задней балки, позволяющая обтачивать детали конусообразной формы. Сама балка стыкуется с нижней плоскостью суппорта особым замком, что расширяет диапазон операций сверления. К основным конструктивным узлам этого изделия относят:
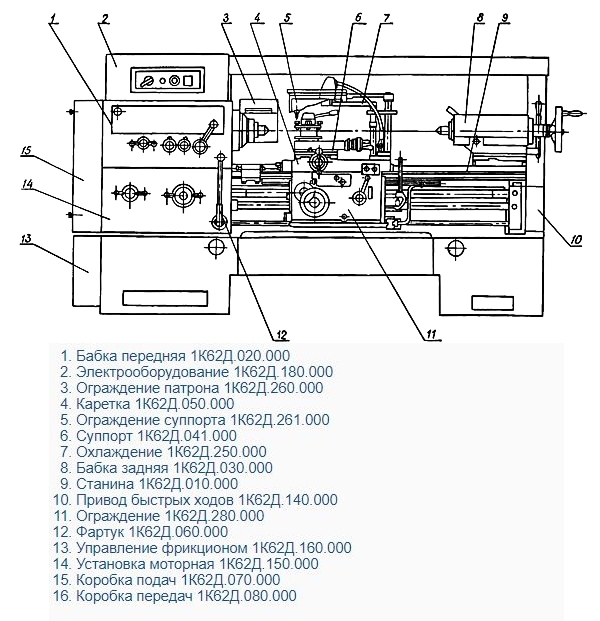
К основным конструктивным узлам этого изделия относят:
Сама балка стыкуется с нижней плоскостью суппорта особым замком, что расширяет диапазон операций сверления. К основным конструктивным узлам этого изделия относят:
- Станину с двумя расположенными по краям тумбами.
- Две бабки (переднего и заднего размещения).
- Суппорт с резцедержателем и фартучный механизм.
- Коробку передач (КП).
Рассмотрим далее организацию рабочего места.
Габариты рабочего пространства
Характеристики рабочего места 1К62 выглядят следующим образом:
- высота станины с надстройками – полтора метра;
- общая длина основания – от 2,5 до 3,5 метров (при ширине 1,2 метра);
- допустимый размер детали, размещенной над суппортом – до 22,4 см, а над станиной – до 43,5 см
- допустимое резцовое сечение – в пределах 2,5 см;
- предельный размер болванки, фиксируемой при обработке – в границах от 75 см до 150 см;
- сквозной размер (диаметр) вала – 5,5 см;
- свободный ход рабочей каретки – до 1330 мм.
В определенных условиях эксплуатации станкового оборудования (при фиксации заготовки в патроне, в частности), вес обрабатываемой болванки может достигать 300 кг. При установке заготовок в центрированной позиции ее масса может достигать 1300 кг.
Передняя и задняя бабки
Основное предназначение передней бабки – обеспечить заданные параметры вращения вала в различных режимах работы при выполнении всего спектра рабочих операций. Здесь же размещены элементы переключения сменных зубчатых шестерен КП. Расположенные в ней механизмы позволяют:
- делать резьбу с шагом, который кратен 4-м и 16-ти единицам; при этом передаточное число увеличивается в 8 и 32 раза соответственно;
- обеспечивать правую и левую нарезку;
- подготавливать резьбы в многозаходном режиме (от 2-х до 60-ти заходов).
Имеющаяся в этом узле рукоятка переключения скоростей позволяет выставлять один из 4-х возможных разрядов частот вращения вала в соответствие с нанесенным на нее обозначением.
Задняя бабка поддерживает металлическую деталь в режиме центрированной обработки, создавая вторую опорную точку. При совершении операции сверлении она посредством особого прихвата стыкуется с кареткой суппорта, обеспечивая тем самым механическую подачу от него. При этом сам инструмент вставляется в специальный пиноль.
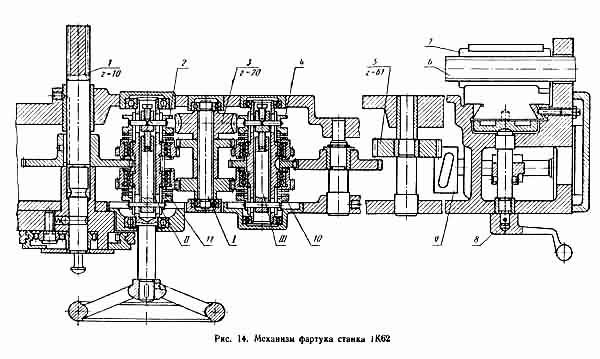
Суппорт модели и механизм фартука
Рабочий механизм фартука с имеющимися на нем муфтами обеспечивает как прямой, так и обратный ходы суппорта и рабочей каретки. Для управления их перемещениями на нем предусмотрена специальная рукоятка. Помимо этого, фартук оснащен блокировочным механизмом, не допускающим работу с двумя подачами сразу (продольным перемещением и поперечным сдвигом). Здесь же располагается предохранительная муфта, срабатывающая в случае перегрузки фартука.
Величина просвета (зазора) в ней выставляется при заводской настройке станка. В случае ремонта он корректируется специальным винтом, находящимся снизу фартука в торце основания маточной гайки.
Коробка подач и скоростей
КП обеспечивает задание необходимых скоростей вращения основного рабочего вала в широком диапазоне частот. Такая возможность позволяет не только обтачивать заготовки, но и делать на станке резьбовые нарезки пяти видов (в разных скоростных режимах).
Преимущества модели
Станок 1К62, как следует из его характеристик, входит в категорию токарного оборудования лобового типа. Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
В то же самое время токарно-винторезный станок 1К62 – это универсальное устройство, технические возможности которого обеспечивают выполнение всего спектра токарных операций. На таком устройстве можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации
Что важно, все режимы работы такого станка настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка данной модели, обеспечиваемой использованием в его конструкции особых подшипников, на нем можно обрабатывать детали, прошедшие предварительную закалку
Основные узлы станка 1К62
К наиболее значимым преимуществам, за которые станок 1К62 особенно ценят и профессионалы, и начинающие специалисты, следует отнести следующие.
- Подача и скорость вращения могут регулироваться в широком диапазоне.
- Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и конструктивные элементы отличаются высокой прочностью и жесткостью.
- Используя инструмент с минералокерамической и твердосплавной режущей частью, на таком оборудовании можно эффективно выполнять разрезание заготовок.
- Конструкция устройства, оснащенного мощным приводом, разработана таким образом, что может эффективно противодействовать вибрационным нагрузкам.
- В стандартную комплектацию этого токарного станка входят сменные зубчатые колеса, сообщающие движение от передней бабки коробке подач.
- Высокоточной обработкой деталей на токарном станке 1К62 можно заниматься даже при наличии ударных нагрузок (их влияние компенсируют специальные подшипники).
- За перемещение суппорта агрегата отвечает особый электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающего быстрое движение суппорта, вращается с частотой до 1410 об/мин.
- Задняя бабка оборудования может двигаться в поперечном направлении, что позволяет использовать токарно-винторезный станок 1К62 для работы с заготовками, имеющими форму пологого конуса.
- В электрической схеме станка имеются плавкие вставки и тепловые реле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
- Шпиндельный узел токарного станка 1К62 укомплектован сверхпрочными подшипниками.
В тех ситуациях, когда в задней бабке закрепляют сверло для формирования отверстий в заготовках, ее можно жестко соединить с нижней частью суппорта при помощи специального замкового устройства, в таком случае ее можно будет двигать при помощи механического привода.
Органы управления станка 1К62
Нередко в процессе выполнения токарных операций возникает необходимость ограничить перемещение каретки станка в продольном направлении. Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета – подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения в ходе обработки деформации длинных заготовок. Благодаря подвижному люнету, фиксируемому на каретке станка, обрабатывают заготовки с поперечным сечением от 2 до 8 см, а неподвижный, размещаемый на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 см.
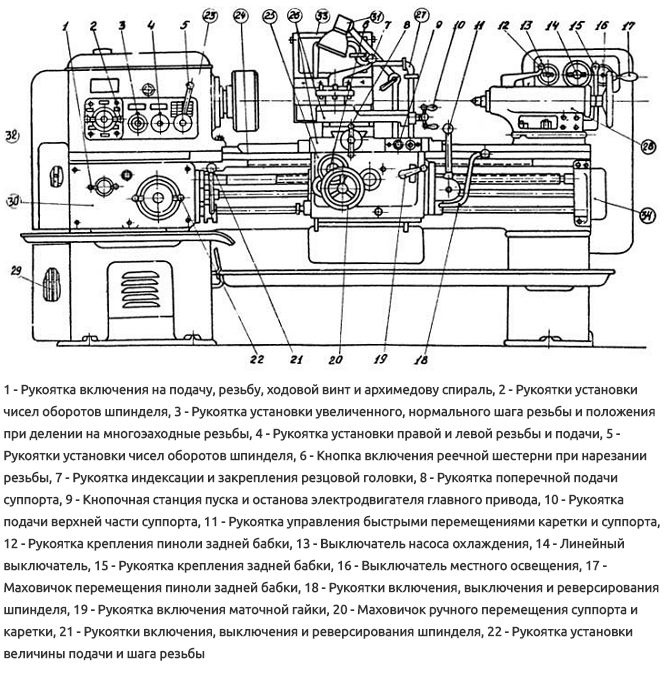
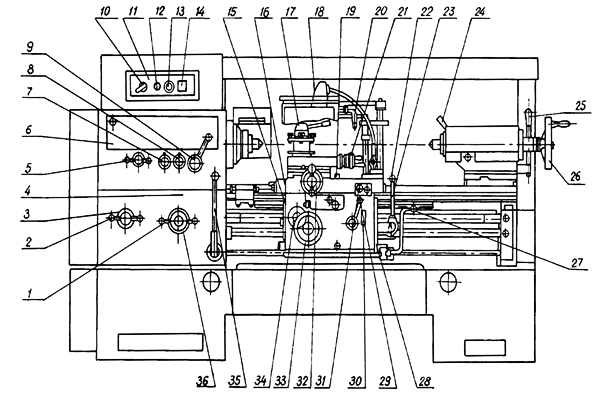
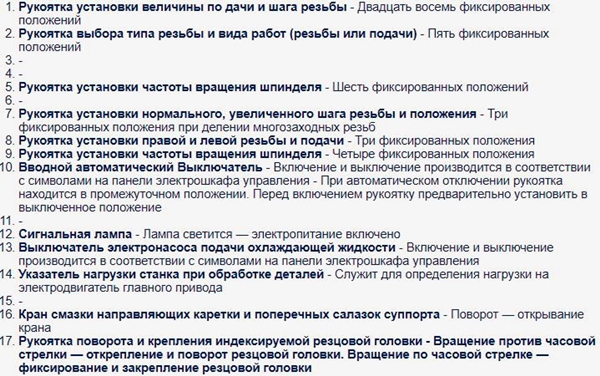
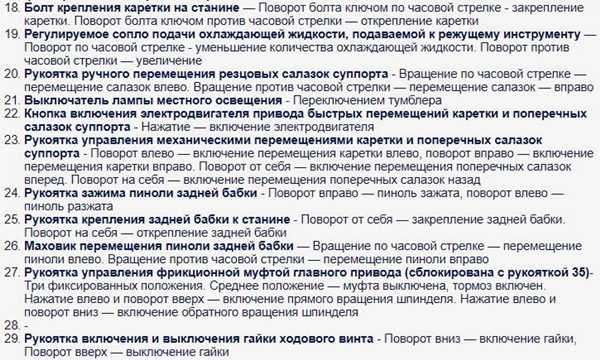
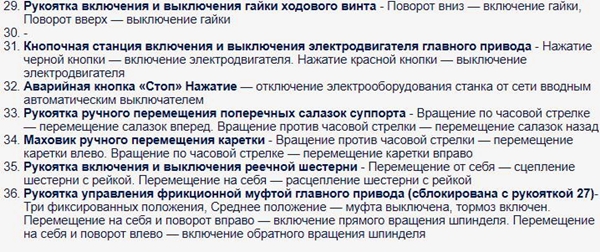
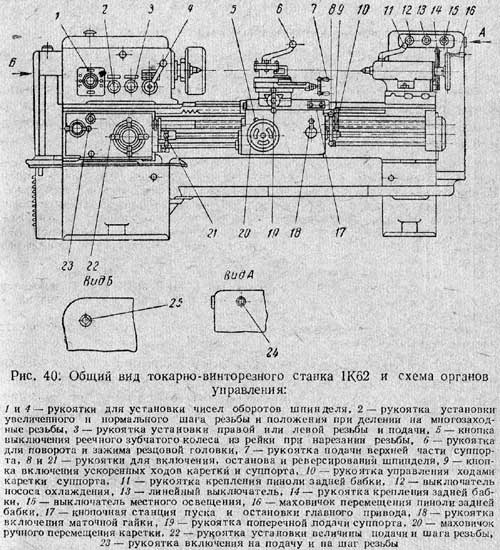
Расположение органов управления
У механизма присутствуют следующие рукоятки, отвечающие за управление:
- Для перемещения салазок и каретки в механическом режиме.
- Для перемещения салазок.
- Соединения со станиной у задней бабки.
- Зажима пиноли, её перемещения.
- Управления ходовым винтом.
- Поворота резцовой индексируемой головки, её крепления.
- Муфтой фрикционной части.
- Шаг и положение резьбы – на нормальном, либо максимальном уровне.
- Для управления шестернёй.
- Выбора вида резьбы.
- Для левой резьбы, подачи.
- Показателя шага резьбы, подачи.
- Частоты работы шпинделя.
У каждой рукоятки несколько положений, чтобы управления было функциональным.
Передняя бабка
Общий паспорт с техническими параметрами подтвердит, что деталь способствует тому, что шпинделю передаётся определённая частота при вращениях. Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:








- Резьба многозаходного типа.
- Правосторонняя резьба, либо обратная левая.
- Увеличенное в 8, 32 передаточное число.
- Резьба, увеличенная в 16 с шагом больше в 4 раза по сравнению со стандартным.
Задняя бабка
Направляющие элементы продвигают задние бабки вперёд. Обязательно крепление к станине. Определённое закрепление этого узла позволит выполнять те или иные определённые работы. Дополнительными фиксаторами становятся эксцентрик рукояти вместе с простой рычажной системой. Пиноль дополнительно крепится тоже рукояткой. Вращательные движения рычага обуславливаются смещением рукоятки.
Характерно активное применение поперечных смещений задних бабок. Конусы пологой формы не должны доставить проблем. Благодаря чему просто ювелирно обрабатывать детали, чьи габариты небольшие. Метрическая резьба делается с минимальной глубиной.

Суппорт
Главное назначение – перемещение резца, закреплённого в резцедержателе. Такое движение проводится вдоль оси шпинделя, поперёк этой части, либо под определённым углом. Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
- Каретка.
- Поперечные салазки.
- Резцовые салазки.
Эти узлы иногда имеют разные названия в различной технической литературе. Поворотная плита закрепляется буквально под любыми углами по отношению к основанию. Главное – чтобы подача суппорта не включалась одновременно от нескольких деталей сразу. Для этого предусмотрен специальный блокировочный механизм.
Коробка подач
Определённые виды резьбы создаются благодаря модулю с подачами. Ходовой винт с фиксированным шагом в 12 миллиметров становится главным помощником во время всевозможных манипуляций. В специальных звеньях нет необходимости, даже когда требуется увеличить текущий шаг. Если верить паспорту, то механизм облегчает создание следующих видов резьбы:
- Питчевая 1-96.
- Модульную – 0,5-3.
- Дюймовую – с 2 до 34 ниток.
- Метрическую. Минимум шага – 0,5 миллиметров. Максимальное ограничение по шагу равно 12.
Достаточно применения соответствующих деталей, чтобы резьба в итоге увеличила шаг. Несмотря на универсальность агрегата, и у него есть определённые пределы эксплуатации.
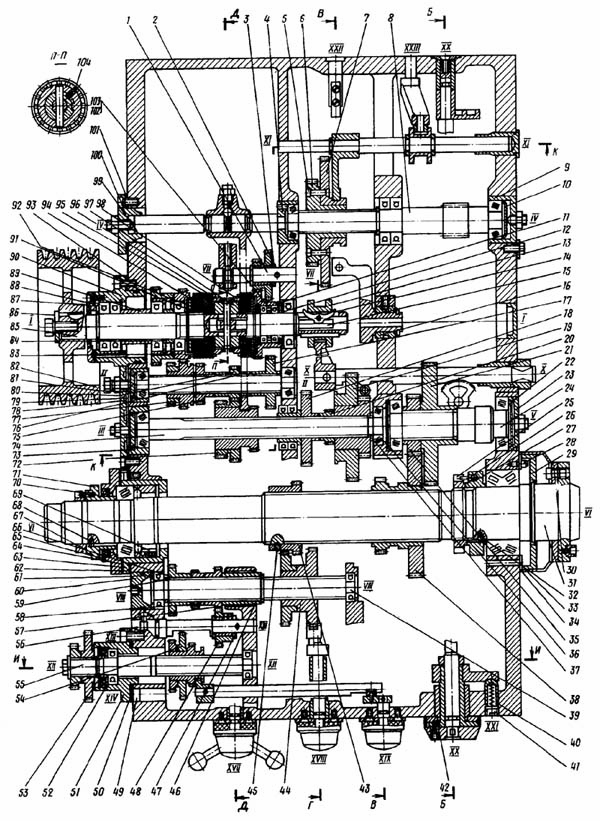
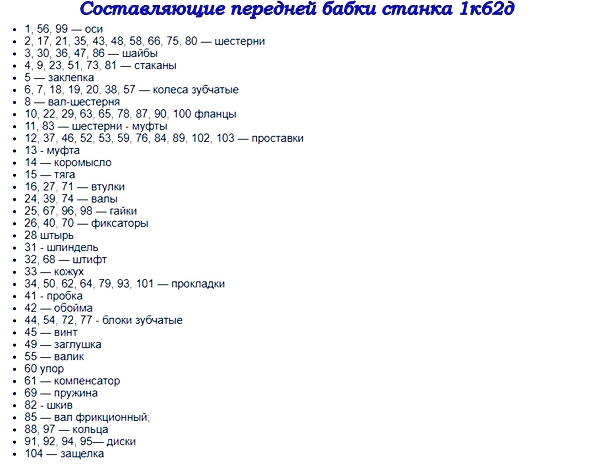
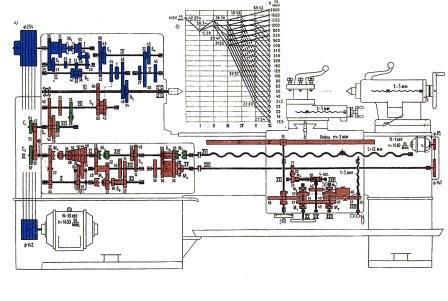
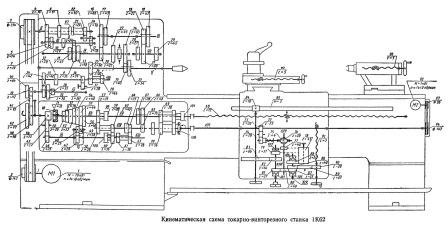
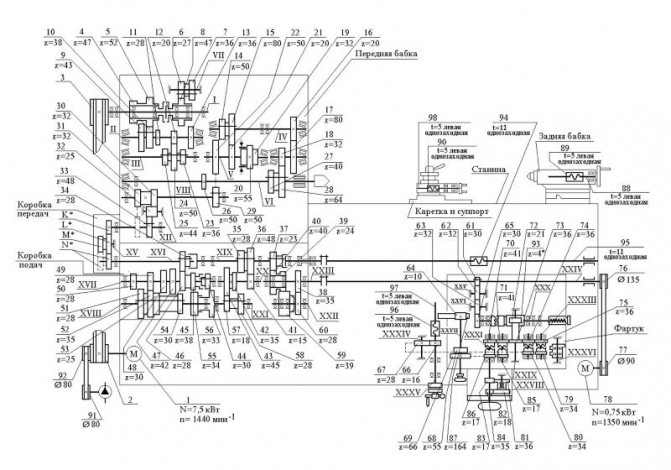
Кинематическая схема универсального токарно-винторезного станка 1К62.
Кинематическая схема универсального токарно винторезного станка 1К62 приведена на следующих рисунках:
| < Предыдущая | Следующая > |
|---|
Похожие материалы:
- ELL 12XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- ELL 4XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- 2431. Координатно-расточной станок. Паспорт, Характеристики, Схема, Руководство
- NC-301. Система ЧПУ. Паспорт, Руководство, инструкция, описание, характеристики.
- 2Н55. Радиально-сверлильный станок. Паспорт, Характеристики, Схема, Руководство
Следующие материалы:
- 1М63. Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство
- 16А20Ф3С39. Токарно-винторезный станок с ЧПУ НЦ-31. Паспорт, Характеристики, Схема, Руководство
- 16К20Ф3. Токарно-винторезный станок с ЧПУ NC-210. Паспорт, Характеристики, Схема, Руководство
- 6Р13Ф3. Фрезерный станок с ЧПУ NC-220. Паспорт, Характеристики, Схема, Руководство
- 16А20Ф3. Токарно-винторезный станок с ЧПУ NC-210 . Паспорт, Характеристики, Схема, Руководство
Предыдущие материалы:
- 16К20 токарно-винторезный станок: Паспорт, Характеристики, Схема, Руководство, Чертежи
- ТВ-320. Токарно-винторезногый станок. Паспорт, Характеристики, Схема, Руководство
- ТВ-320П. Токарно-винторезногый станок. Паспорт, Характеристики
- 6М82ГБ. Консольно-фрезерный станок. Паспорт станка
- 6М82Г. Консольно-фрезерный станок. Паспорт станка
Техобслуживание
Для 1К62 существуют определенные правила техобслуживания, помогающие поддерживать оборудование в рабочем состоянии на весь период эксплуатации. Должен совершаться постоянный осмотр оборудования на наличие повреждений, которые видны невооруженным взглядом.
Работа двигателя оценивается сначала на слух. После его запуска необходимо проверить, подается ли в систему масло. Если слышны посторонние звуки, нужно определить причины их появления и внимательно осмотреть все механизмы.
Особое внимание следует уделять удержанию заготовки, подаче изделия, предохранительному щитку. При обнаружении даже незначительной неисправности, следует немедленно прекратить работу на станке
Он отправляется на ремонт и отладку.
Масло в станке меняется согласно карте смазки. Должна проводиться профилактическая чистка труб, фильтра оборудования и его промывка. Необходимо своевременно менять резцы. Это снижает нагрузку на движок. На поверхности станка, кроме самой заготовки, не должно больше находиться никаких предметов.

Когда делается перерыв, оборудование должно выключаться. Если задачи не требуют автоматической подачи, то трензель устанавливается в нейтральное положение. После окончания работы аппарат нужно очистить от масла тряпками. Потом неокрашенные поверхности оборудования смазываются маслом.
Генеральная очистка станка должна проводиться раз в месяц в обязательном порядке. Масло не доливается, а меняется полностью. Все узлы тщательно смазываются, а фильтр промывается керосином.
Токарно-винторезные станки, технические характеристики которых описаны выше, являются надежным и высококачественными аппаратами. При условии соблюдения всех рекомендаций по работе, они служат очень долгое время. Что же касается их стоимости, то она примерно составляет 140-200 тыс. рублей.
Токарный станок 1к62: технические характеристики
Чтобы разобраться во всех преимуществах рассматриваемого нами агрегата, необходимо подробнее изучить его технические параметры. Ниже будут представлены основные характеристики модели 1к62.
Предельный диаметр заготовки у данного станка составляет (при фиксации над станиной) 400 миллиметров, а диаметр прутка – 45 миллиметров. В агрегате предусмотрено двадцать три встроенные скорости вращения шпинделя в пределах от 12.5 до 2000 оборотов в минуту.

В станке токарно-винторезном 1к62 предусмотрен 10-киловаттный двигатель. С помощью коробки передач мастер может выбирать оптимальный режим поперечной и продольной передачи суппорта. Переключение осуществляется путем манипуляций со встроенными рукоятями. Кроме того, в агрегате предусмотрена возможность интенсивного движения суппорта, что стало возможным благодаря дополнительному киловаттному двигателю.
Описывая, какие свойственны токарному станку 1к62 технические характеристики, следует упомянуть то, что агрегат имеет тепловые реле, призванные защищать его от продолжительных перегрузок. Кроме того, оборудование укомплектовано предохранителями, препятствующими появлению замыкания.
В соответствии с ГОСТ 8-82 устройство относится к классу точности Н. Допустимая масса заготовки составляет 500 кг в патроне и 1500 кг в центрах. Техника укомплектована четырьмя электрическими двигателям: основным силовым агрегатом главного привода, двигателем быстрых перемещений, электродвигателем гидростанции и насоса охлаждения. Модель имеет серьезные габариты, которые составляют 2812х1166х1324 миллиметров при массе станка 2140 кг.

Очевидно, что токарный станок 1к62 технические характеристики демонстрирует на самом высоком уровне. Он способен справиться с большинством задач, возникающих перед токарем, что делает его незаменимым помощником и на крупном производстве, и в небольших цехах.








Подводя итоги
Токарный станок 1к62 – это достойный инструмент советского образца, который, несмотря на свое моральное устаревание, остается серьезным конкурентом многим аналогам, таким как Samat 400S (Россия), CA6140A (Китай) и CU402 (Болгария). Его главные преимущества заключаются в надежности, высокой производительности и дешевизне обслуживания. Однако современные технологические достижения мастерам, работающим за станком, спроектированным в середине 20 века, конечно же, остаются недоступными.
Серия 1к62 – это недорогая альтернатива многим станкам, однако стоит учитывать, что функционал этой модели скромнее возможностей более современных аналогов.
Шпиндель и коробка подач
Шпиндель станка устанавливается на выходном валу коробки скоростей на торцевой части передней бабки. Вал шпинделя вращается на специальных высокоточных подшипниках, не нуждающихся в регулировке и обслуживании в процессе эксплуатации оборудования. Шпиндель имеет трехкулачковый патрон и служит для фиксации заготовки и сообщения ей вращательного движения. Зажим детали осуществляется от руки, штатным ключом.
От вала шпиндельной бабки осуществляется привод коробки подач. Данный механизм расположен в нижней левой части станка и приводится во вращение от коробки передач при помощи сменных шестерен. Такой привод обеспечивает заявленные технические характеристики 1К62.
Токарно-винторезный станок оснащен приводом суппорта от коробки передач при помощи ходового валика и винта. При точении суппорт перемещается ходовым валиком, а при нарезке резьбы – от ходового винта. Ходовой винт имеет устройство увеличения шага, которое расширяет диапазоны нарезаемой резьбы. Для более точнго процесса станок имеет возможность прямого привода ходового винта, минуя коробку подач. Обороты выставляются при помощи сменных шестерен из отдельного набора.
Смазка коробки подач производится от отдельного насоса. Запас масла — 0,7 литра — находится в картере коробки. Для контроля исправности насоса в передней части коробки подач имеется смотровой глазок.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
Кинематическая схема станка 1В62Г
Кинематика токарно-винторезного станка 1В62Г дает возможность запустить в движение как основной привод (вращение шпинделя, подачу суппорта), так и вспомогательные: ускоренный подвод суппорта, реверс оборотов и другие. Вращение шпинделя достигается за счет клиноременной передачи от двигателя 1 через шкивы 2 и 3 на шкив шпинделя, затем шпиндель крутится через шестерни коробки скоростей. Движение суппорта происходит через вал 12 от коробки подач и оно синхронно связано с коробкой скоростей через ряд шестерен и промежуточных валов.
Кинематическая схема станка 16в20
В левой тумбе станины находится резервуар для масла, в котором встроен масляный насос для подачи масла в узлы станка. В правой тумбе установлен насос для воды, которая стекает и собирается в нижней нише станка. Она же служит основанием для установки станины. На ней же сбоку крепится двигатель передачи ускоренного движения суппорта за счет кронштейнов. Двигается суппорт через ходовой вал 5 и винт 4, а они прикрыты кожухами 1 и 14. При обработке деталей над впадиной, возможно перемещение верхней каретки в нужном направлении. Перед тем, как начать обрабатывать заготовку с диаметром 445 мм, нужно снять защитный мостик (22). Он крепится на направляющих станины потайными болтами (23) и штифтами (24).
При установке переходной планки на место, затягивать болты нужно осторожно, крест — накрест, чтобы не было перекоса. Под направляющей находится рейка, собранная из частей, и через неё осуществляется движение суппорта во время работы
Под направляющей находится рейка, собранная из частей, и через неё осуществляется движение суппорта во время работы.
Используются такие станки на промышленных и сельскохозяйственных предприятиях, а также, из-за сравнительно небольшого веса (2430 кг), в ремонтных мастерских.
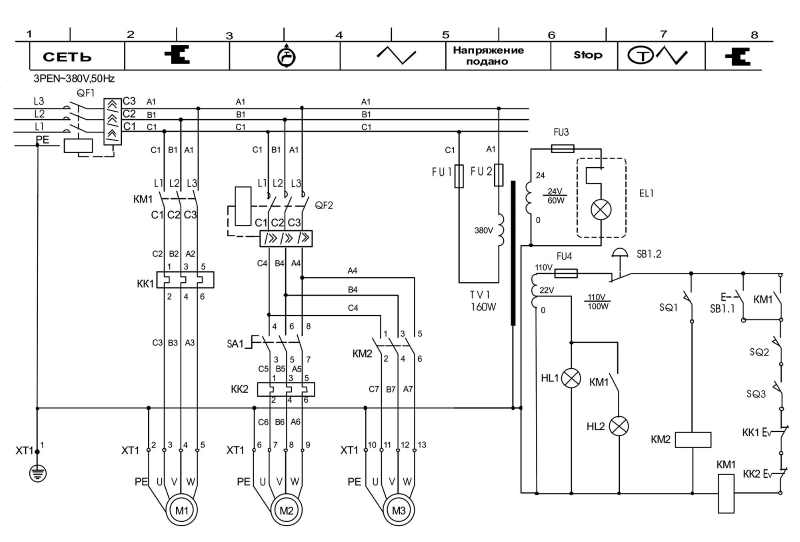
Электрическая схема станка 1В62г
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Преимущества агрегата
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
- Узлы и конструкционные детали оборудования имеют повышенную прочность и усиленную жёсткость, а также специальные опорные детали, что позволяет работать с закалённым материалом.
- Особая конструкция станка позволяет лучше противостоять вибрациям в процессе изготовления деталей.
- Заводская комплектация включает в себя сменные шестерни для расширенной настройки гитары передней бабки с целью увеличения диапазона нарезаемых резьб.
- Продуманная система энергоснабжения станка, включающая несколько тепловых реле и плавких предохранителей для защиты от коротких замыканий и перегрузок.
- Наличие специальных опорных элементов, компенсирующих излишние динамические нагрузки. Благодаря этому становится возможным изготовление деталей повышенной точности.
- Возможность смещения задней бабки в поперечном направлении на 15 мм в прямом и обратном направлении для точения пологих конусов.
- Широкие рамки регулировки оборотов шпинделя и рабочих подач.
- Один из главных плюсов токарно-винторезного станка 1К62 и его технических характеристик — это лёгкость и простота настройки рабочих режимов, что, несомненно, облегчает управление станком в производственном процессе и снимает с рабочего излишние физические нагрузки.
- Наличие дополнительного оборудования и оснастки, идущего в комплекте со станком либо приобретаемого отдельно. Оно значительно расширяет рабочий функционал.
Несмотря на давно прекратившийся выпуск станков этой модели, продолжают выпускаться усовершенствованные варианты станков, изготавливаемых на основе 1К62. Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
Технические характеристики станка
Возможности станков типа 1А62 направлены на производство токарных работ по металлу. Они обеспечивают точение заготовок с максимальным диаметром до 400 мм. Допустимый размер детали при обработке над суппортом ограничен диаметром 200 мм. Модернизированная модель — токарный станок с индексом 1А62Г, позволяет протачивать заготовки диаметром 600 мм над специальным углублением в конструкции станины. При этом длина заготовки большого диаметра не должна превышать 300 мм. Максимальный продольный размер протачиваемой детали в зависимости от модификации составляет 750, 1000 или 1500 мм.
Весь диапазон разбит на 24 ступени. В обратном направлении, коробка реализует 12 скоростей со значениями от 18 до 760 об/мин. Станок оснащен коробкой переключения подач, обеспечивающей перемещения фартука со скоростью от 0,082 до 1,59 мм/об, а поперечные перемещения суппорта — от 0,027 до 0,522 мм/об. Технические характеристики редуктора позволяют точить метрические резьбы с шагом от 1 до 12 мм. Таблица резьб также включает дюймовые, модульные и питчевые ряды.
Для главного привода используется трехфазный асинхронный двигатель мощностью 7,0 кВт. Суммарная потребляемая мощность не превышает 7,2 кВт. Габариты станка, обеспечивающего работу с метровыми заготовками, составляют 1295×2785×1500 мм. Вес такой модели равен 1960 кг.
Особенности устройства станка
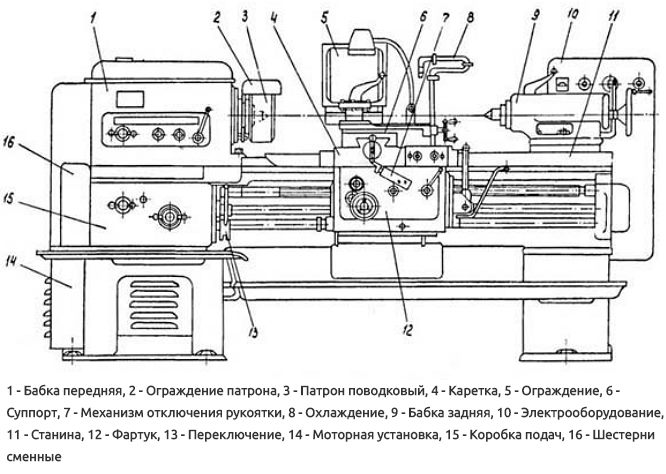
С целью общего понимания устройства станка следует ознакомиться с его основными узлами:
- Передняя бабка — это главный функциональный орган, включающий в себя чугунный корпус, шпиндельный узел и коробку для переключения скоростей. Она предназначена для фиксации и обеспечения вращения обрабатываемой заготовки. Ключевым элементом передней бабки является шпиндель, обладающий формой стального пустотелого вала. В передней части шпинделя выполнена стандартная резьба.
- Гитара — предусмотрена для настройки подачи или шага выполненной резьбы станка благодаря установке соответствующих запасных зубчатых колес. В современных моделях станков фактически не применяется.
- Коробкой подач называется узел агрегата, который передает вращательный момент от шпинделя к ходовому винту и валу. Она отвечает за изменение числа оборотов в минуту при вращении ходового вала, чем достигается продольное и поперечное движение суппорта с установленной скоростью.
- Станиной является основание из чугуна, где размещены главные механизмы станка. Вверху станина включает в себя две плоские и две призматические направляющие полосы для движения задней бабки и суппорта. Станина смонтирована на двух тумбах.
- Фартук предназначен для трансформации вращения ходового вала в прямолинейное движение суппорта.
- Суппортом называется один из основных элементов токарно-винторезного станка 1К62, обеспечивающий продольное, поперечное и наклонное, по отношению к оси агрегата, движение резцедержателя с резцом. Резец может передвигаться как вручную, так и автоматически в продольном и поперечном направлении по отношению к станине. Суппорт включает в себя каретку, фартук, механизмы поперечных салазок, механизмы верхних салазок, механизмы держателя резцов.
- Задняя бабка предназначена для фиксации конца длинных заготовок во время обработки и для установки и подачи таких режущих инструментов, как сверла, зенкера, развертки.
- Шкаф с электроаппаратурой обеспечивает пуск электропривода, запуск и остановку станка, контролирует работу коробок скоростей и подач, контролирует работу механизма фартука и т. д. с помощью соответствующих органов управления (рукояток, кнопок, маховиков).
 Деталь станка-гитара
Деталь станка-гитара
Таблицы токарно-винторезного станка 1В62Г
Основные узлы
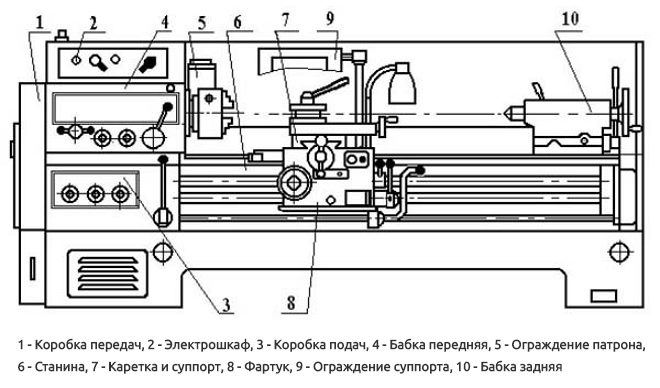
Основные узлы станка 1В62Г
- Станок имеет литую чугунную станину (6) с двумя тумбами. Профили направляющих станины формы Т-образной с одной стороны, а с другой «ласточкин хвост», имеют клинья для регулировки. В совокупности это позволяет жестко удерживать суппорт, тем самым повышается класс точности в сравнении с другими станками, у которых профили простые призматические.
- Слева на станине смонтирована передняя бабка (4), в которой размещена коробка скоростей. На ней находятся рукоятки для переключения скоростей и подач. Переднюю бабку можно разворачивать в пазах, что дает смещение центра и обтачивание пологих конусов.
- Справа на станине располагается подвижная задняя бабка (10). Посредством вращающегося центра в пиноли бабки прижимаются и обрабатываются длинные заготовки. Бабка обеспечена механическим зажимом и плавным перемещением за счет воздушной подушки. Благодаря коническому отверстию в пиноли задней бабки, в неё можно вставлять сверла, зенковки, метчики, развертки и центра вращающиеся и неподвижные. Это позволяет производить сверление, зенкерование и поджим детали.
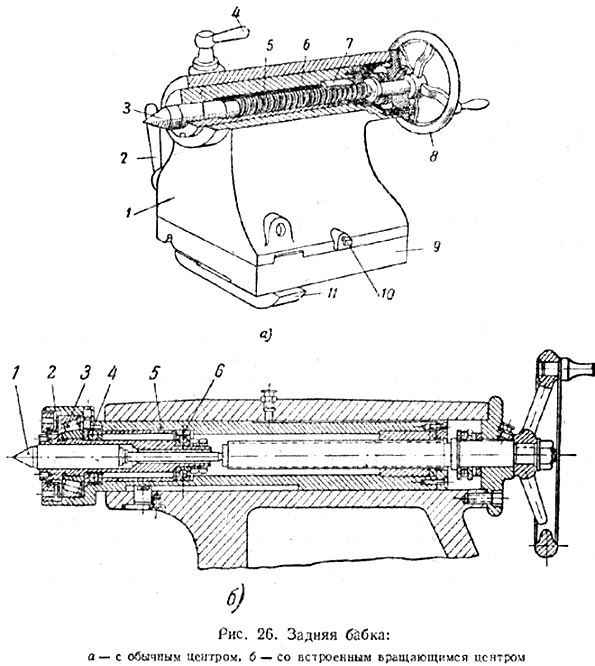
Задняя бабка станка 1В62Г
- Снизу посередине смонтирован фартук (8). Он передает движение суппорта, а также с помощью винта позволяет нарезать резьбу в деталях
- Над фартуком располагается каретка и суппорт (7), на них расположен резцедержатель с поворотной головкой
- Ограждение патрона и суппорта (5 и 9) служат для защиты токаря от стружки и охлаждающей жидкости
- Электрошкаф (2) находится за станком. В нем собраны все органы управления по электрической части
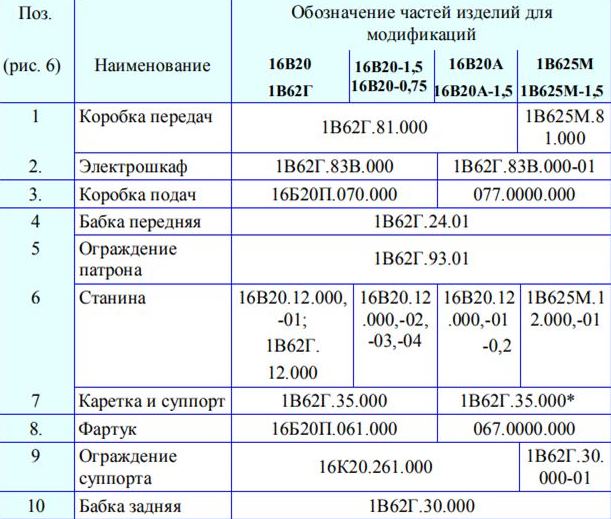
Обозначение частей изделий для модификаций
Для сборки узловых частей аппарата применены высококачественные материалы из стали и чугуна, станина имеет шлифованные поверхности, что увеличивает срок службы и позволяет производить ремонты по плану, предусмотренному заводом изготовителем.
Коробка передач, фартук и коробка подач снабжены принудительной смазкой, что увеличивает срок службы трущихся частей.


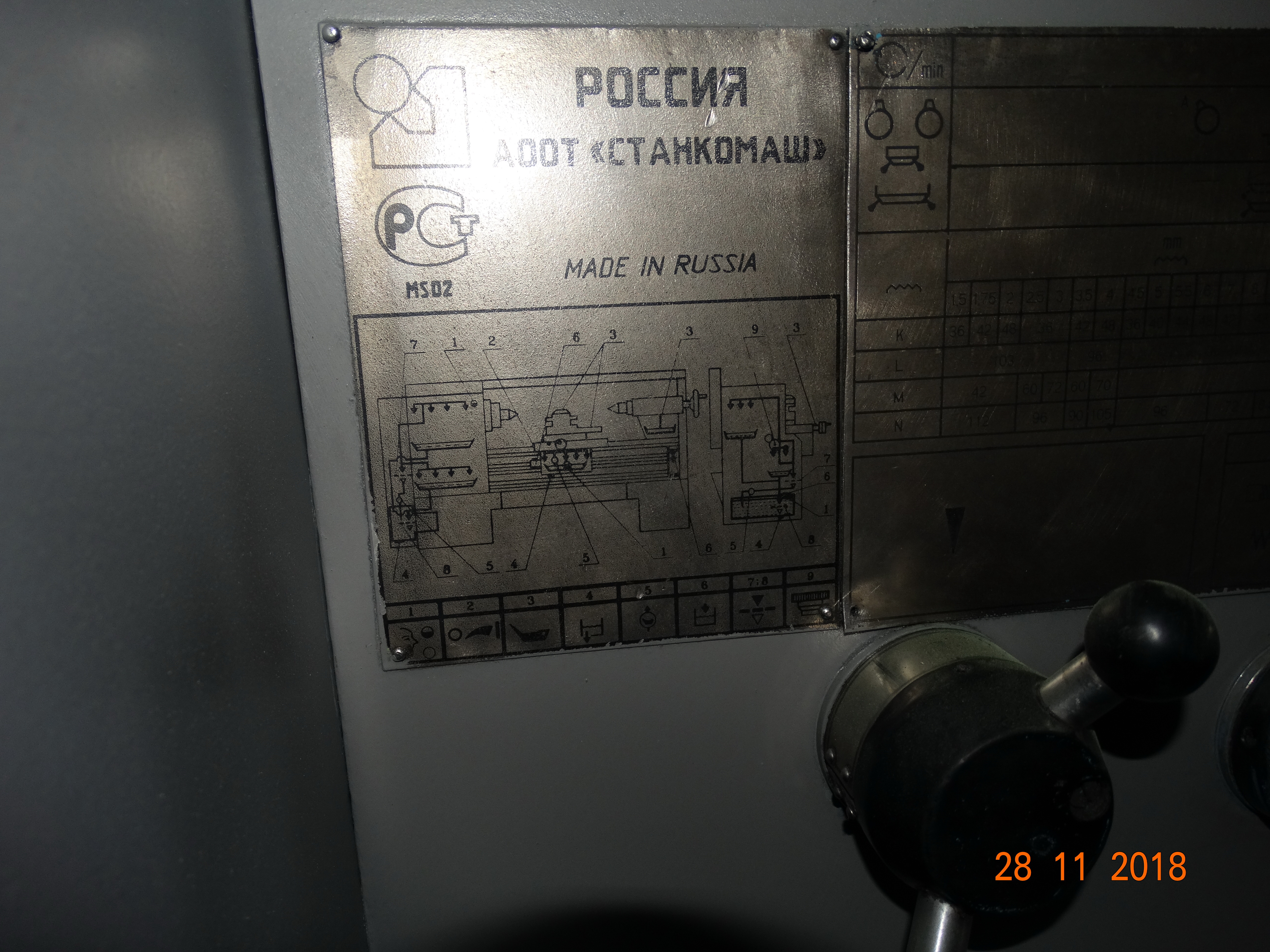
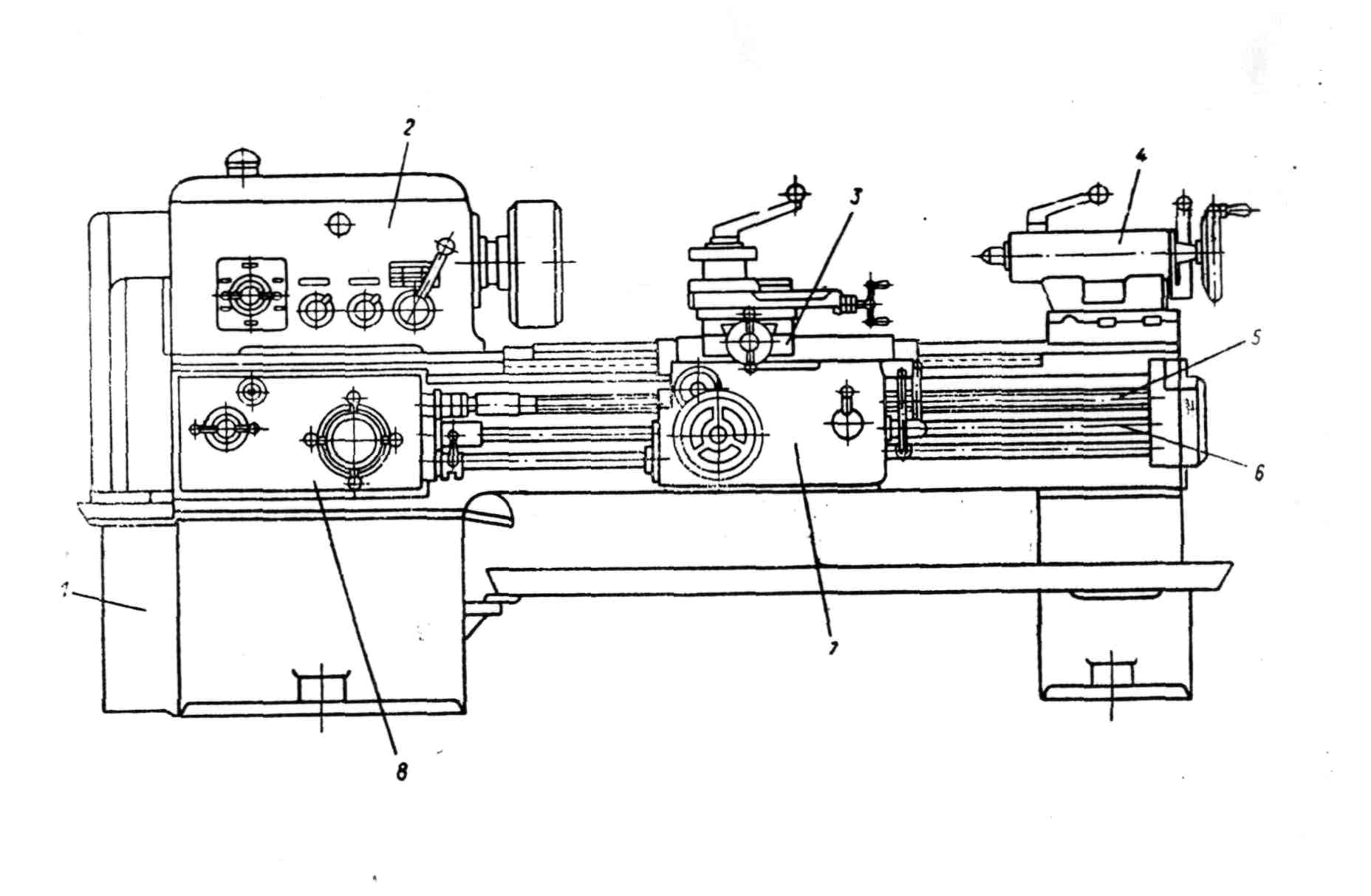

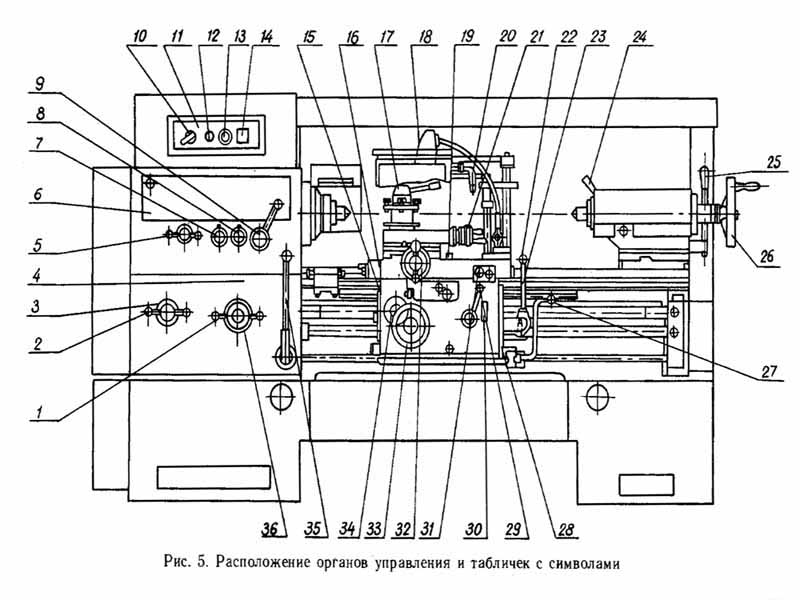
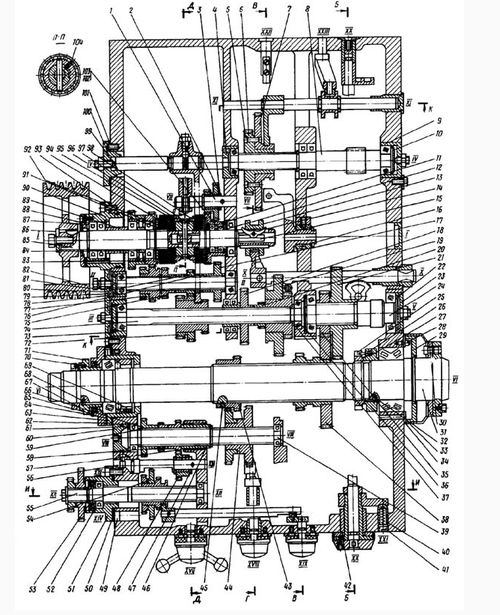
Таблица для нарезания резьбы токарного станка 1В62Г
На токарном станке для нарезки резьбы нужно настроить шестерни коробки подач и шестерни гитары подач, чтобы они вошли в зацепление. Эта синхронность настраивается так, чтобы движение резца на суппорте образовывало профиль зуба за один оборот шпинделя. Для этого существуют таблицы нарезания резьбы, по которым с помощью рукояток и рычагов настраивают различные комбинации зацепления шестерен.
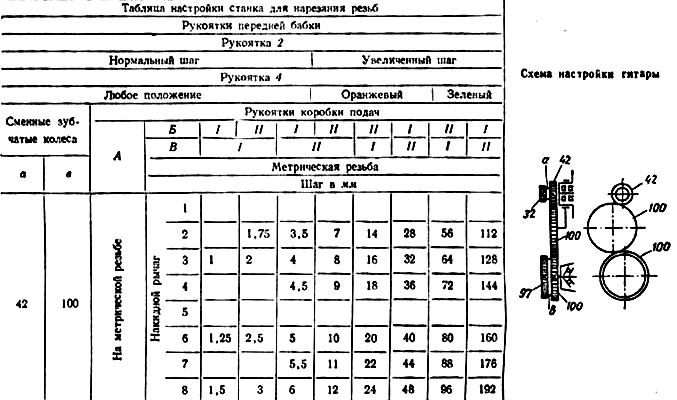
Таблица настройки станка для нарезания резьб
На станке имеются 3 трех фазных двигателя:
- для основного привода 7,5 кВт;
- для движения суппорта
- для охлаждающей жидкости.
Технические характеристики и паспорт
Начиная с основных параметров, внимание рекомендуется уделять следующим цифрам:
- Максимальный вес для заготовок выглядит следующим образом: масса в центрах до 1500 килограмм, масса в патроне – до 500.
- Общая длина заготовок – до 150 миллиметров.
- Диаметр обработки: над суппортом до 200 мм, над станиной 400.
Шпиндель, которым снабжается винторезный тип оборудования, обладает следующими параметрами:
- Используется корпус серии М6.
- Обороты при реверсном ходе имеют частоту оборотов, равную 2420 оборотов в минуту.
- Вращение происходит с частотой от 12,5 до 2000 оборотов в минуту.
- Прямое вращение на 25 скоростях.
- До 45 миллиметров диаметра стального прутка.
- Отверстие с 47-миллиметровым диаметром.

У подач суппорта так же имеются определённые параметры:
- От 1 до 192 мм шага нарезаемой резьбы.
- 44 штуки возможных типоразмеров для резьб метрического вида.
- 3,4 метра в секунду – скорость подачи вдоль, когда перемещение быстрое. Поперечная составляет 1,7 метр в секунду.
- 49 ступеней у продольных подач.
- 250 мм – поперечный ход суппорта.
- Ход каретки – 1330, 930 и 660 мм.





