

Как заточить цепную пилу в домашних условиях
Правильная эксплуатация и уход значительно влияют на качество и производительность инструмента. Для комфортной работы нужно вовремя проводить заточку цепи бензопилы STIHL. Затупленную цепь можно отнести к специалистам или же заточить её своими руками, тем более что весь процесс не является особо сложным. Необходимо лишь приобрести определённую сноровку, так как зубья на ней имеют необычную форму.
Описание процесса заточки с помощью напильников
Первое с чего начинается правка пильной цепи на пиле, это установка инструмента на ровную площадку или стол. В условиях леса, для этого хорошо подойдет чурка большого диаметра. Далее нужно провести осмотр пильной цепи на наличие каких – либо дефектов, это могут быть трещины, полностью отломленные зубья. После осмотра, нужно установить тормоз в рабочее состояние, тем самым заблокировав её движение по шине.
Цепь во время заточки при помощи напильника, должна быть натянута.
Под шину желательно подкладывать подставку, в качестве неё можно использовать полено, кусок ветки подходящего диаметра, либо у производителей инструментов для заточки имеются специальные струбцины для удержания шины в процессе заточки цепи.
Заточка цепи производится движениями напильника изнутри зуба наружу. При этом напильник должен располагаться параллельно специальной метке на цепи. Эта метка наносится изготовителем цепей для указания стандартного угла заточки.
Затачиваемый зуб, должен располагаться примерно посредине шины, это необходимо для удобства проведения работ, в процессе заточки нужно продвигать цепь по шине, не забывая при этом каждый раз устанавливать тормоз в рабочее положение.
Работу по заточки цепи на бензопиле, нужно обязательно проводить с использованием перчаток из грубого материала, в противном случае достаточно легко себя травмировать, т.к. рабочая поверхность зубьев очень острая.
В идеале, производители советуют проводить одинаковое количество движений напильником для каждого зуба, но на практике это не всегда возможно, т.к. зубья имеют разную степень повреждений рабочей кромки.
Для облегчения заточки пильной цепи с помощью напильника, могут применяться специальные держатели, с нанесенными на них разметками углов. Разметки сделаны не только для стандартного поперечного реза, но и для продольного.
Державки также удобно использовать, если вы не обладаете достаточным опытом заточки. Опытные мастера для заточки не применяют держатели, а могут использовать только специальные устройства, поддерживающие напильник.
Еще одно устройство, предназначенное для заточки, это ручной станок для правки пильных цепей. В качестве заточного инструмента в нем применяется обычный напильник, который можно самостоятельно заменить. Крепление станка производится непосредственно на шину, в нем также имеется возможность регулировки угла заточки зуба и специальный упор, удерживающий затачиваемый зуб.
Ручной станок для заточки, отлично подойдет для новичков. Наряду с электрическими моделями станков для заточки, ручной имеет свой неоспоримый плюс в виде низкой цены. В зависимости от производителя ручного станка их внешний вид может различаться, но принцип работы у всех один.
Как заточить полотно для ленточной пилы своими руками,простое приспособление
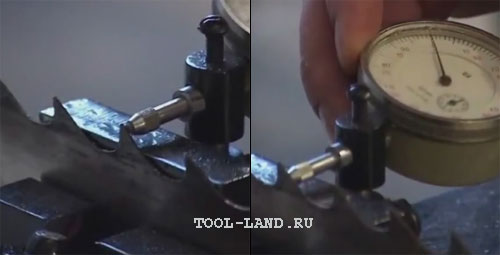
Корректировка глубины реза производится при помощи плоского напильника, таким образом, чтобы имелась разница между верхней режущей кромкой зуба и ограничителем высоты.
Как видно из рисунка ограничитель глубины стачивается таким образом, чтобы довести показатель зазора до заводского значения. Ниже приведена таблица, в которой указаны основные значения углов, а так же зазоров для наиболее распространенных типов цепей.
Как правило, величина зазора корректируется с применением специальной плашки. Она устанавливается на цепь во время заточки, после чего стачивается ограничитель глубины.
2.1 Самостоятельная замена пильной цепи
Компании, занимающиеся выпуском электропил, не запрещают ее владельцам своими руками заменять цепи. Наиболее распространенная конструкция бюджетного агрегата обладает боковым натяжением. Для замены цепи выполняют следующие действия:
- отодвигают защитный щиток и одновременно отпускают тормоз,
- отверткой поворачивают натяжной винт, откручивают гайку,
- освобождают крышку и отделяют шину от звездочки,
- убирают старую цепь и ставят новую,
- повторяют все действия в обратном порядке.
После этого цепь следует плавно натянуть. Окончательную натяжку совершают, когда закрыта пластиковая крышка.
Развод ленточных пил
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
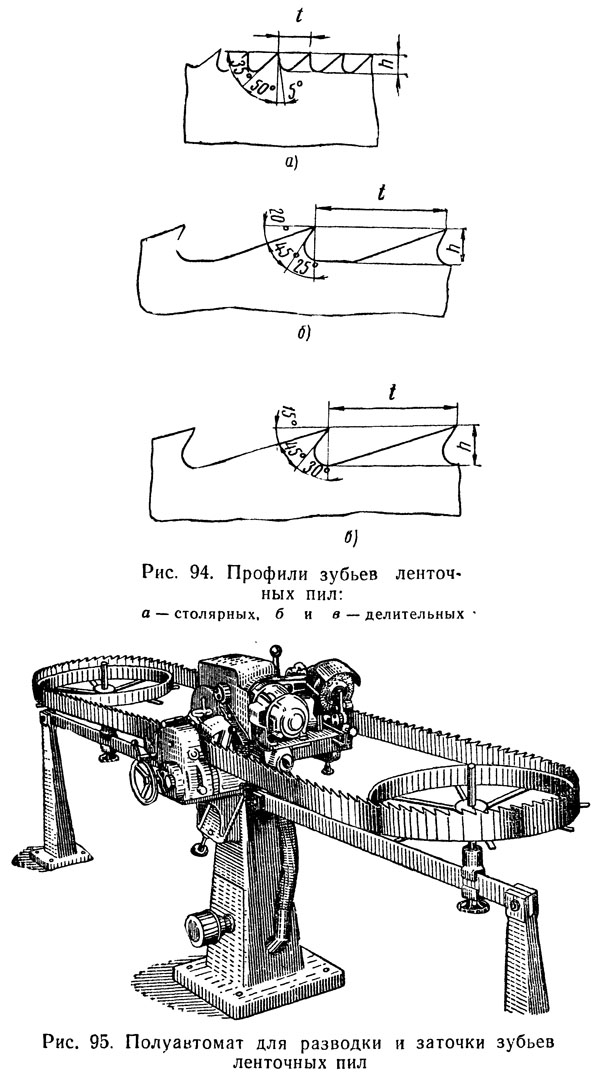
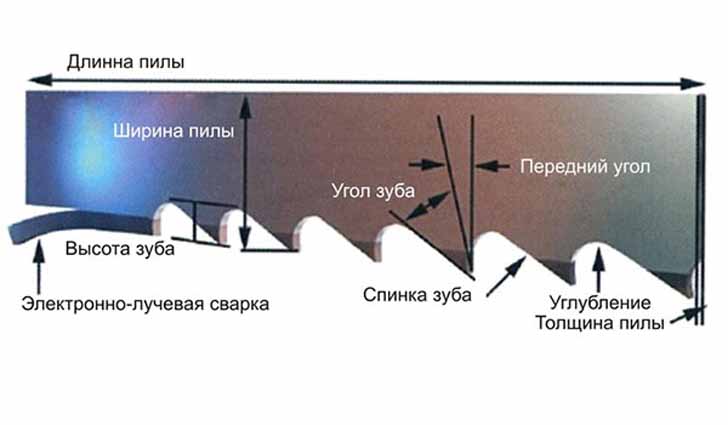
Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
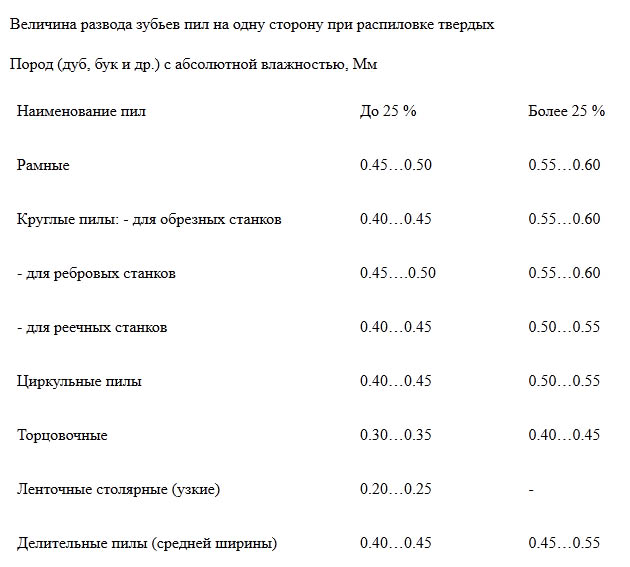
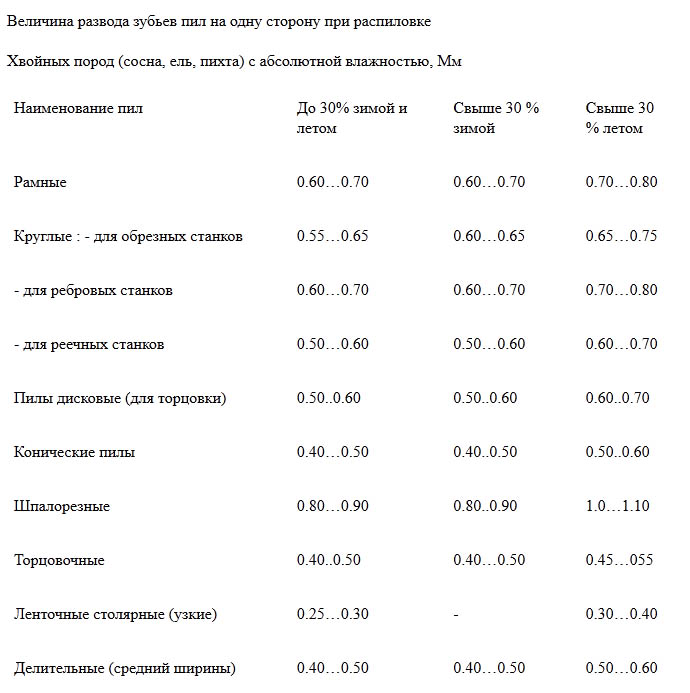
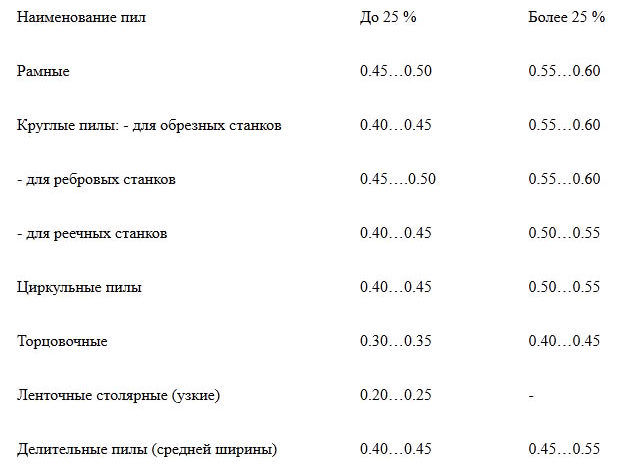
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
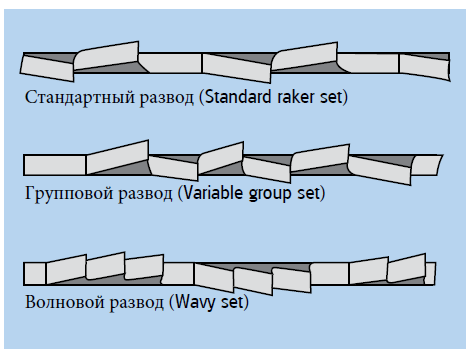
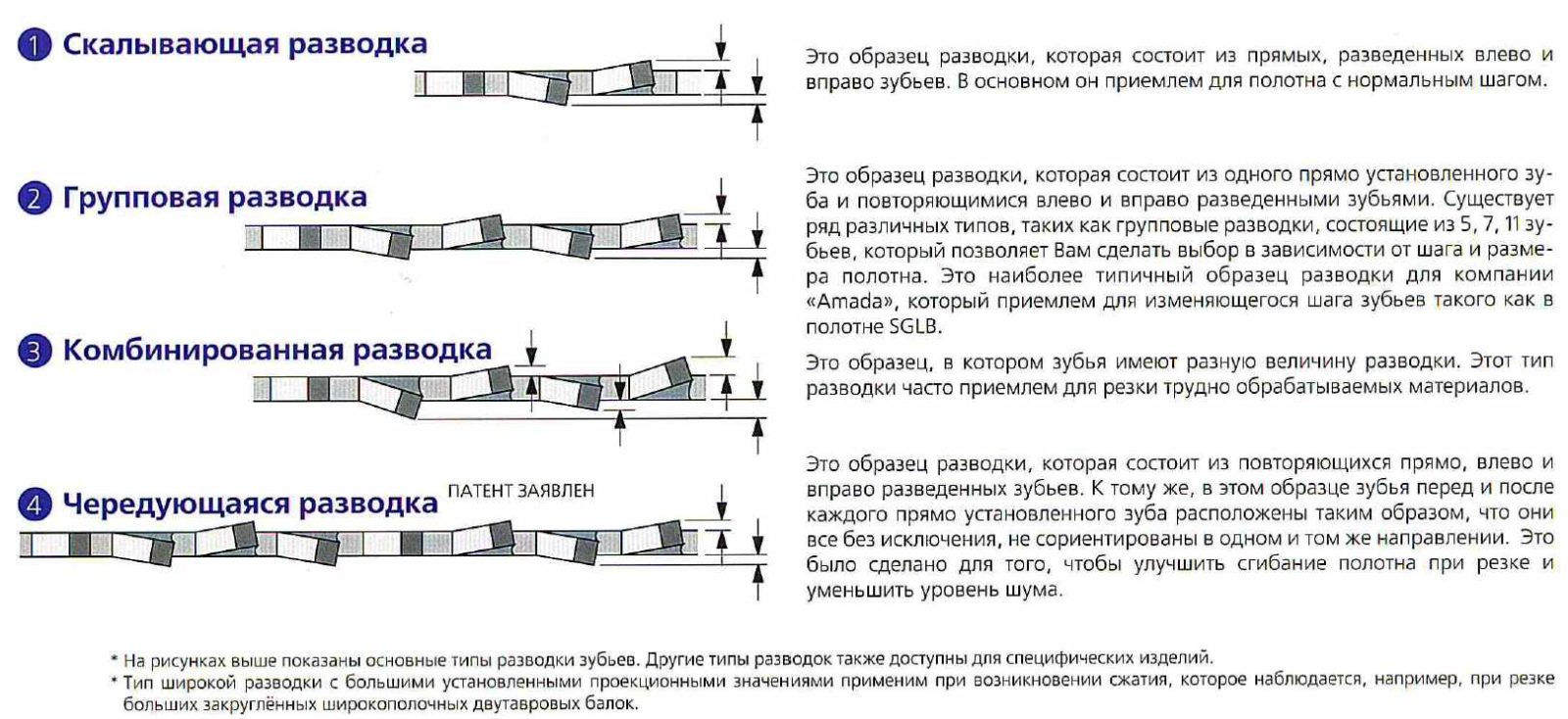
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
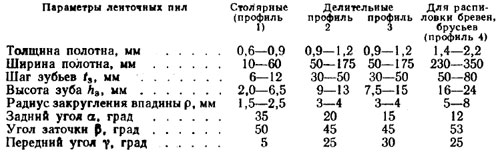
Формы режущей части и угол заточки
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Ленточное пиление позволяет работать с материалом большого диаметра.
Возможность пилить материал большого диаметра это второй существенный плюс ленточного пиления. Но если первое преимущество вытекает из особенностей режущего инструмента в виде ленточной пилы, то второй плюс это фактор ленточного пиления как процесса в целом.
Дело в том, что человечество пока еще не придумало как использовать на практике дисковые пилы диаметром значительно превышающем 1,000 мм. При попытке выйти за этот размер дисковой пилы при пилении происходят процессы делающие пиление сначала слишком дорогим (стоимость пилы, конструкция станка, толщина пропила), а производство нерентабельным, а затем и просто невозможным.




Таким образом с точки зрения размеров обрабатываемых материалов, читай возможности распилить бревно на брус и доски, дисковое пиление ограничено диаметром в 450 ÷ 550 мм. Конечно большая часть промышленно перерабатываемой древесины не превышает эти предельные размеры, тем не менее стволы в 1,000 мм встречаются на практике довольно часто.
Ленточное же пиление позволяет разнести шкивы, удерживающие ленточную пилу на расстояние позволяющее пилить метровые стволы. Конечно, ленточнопильный станок или точнее уже ленточная пилорама подобной конструкции так же получается не дешевой. Но стоимость ленточной пилорамы, способной переработать ствол толщиной 1,000 мм, все равно будет дешевле или сопоставима со стоимостью дискового станка с пилой 1000-1200 мм.
Во-вторых.
Как только ширина пропила достигает необходимого размера, и остаток высоты бревна дошёл до получения нужного размера, его переворачивают. То есть если Вы пилите брус к примеру на 150, то и ширина пропила и высота остатка бревна должны соответствовать этому значению, даже быть больше, с учётом снятия горбыля.
Далее нам известен конечный размер материала, который необходимо получить, и мы его получим.
Для этого, после переворота бревна, начинайте расчёт от конечного размера до полного использования высоты бревна, но при этом не забывайте учитывать размер пропила, который как нам уже известно составляет от 2 до 5 мм.
К примеру — у Вас на эстакаде бревно, которое вы срезали до размера в 260 мм. Перевернем бревно и продолжим.
Конечный результат, которого мы хотим добиться — лафет, толщиной 150 мм. Далее, нехитрым способом сосчитав, что 260 мм-150 мм=110 мм. Мы получаем целых 110 мм толщины дополнительного материала. И именно его необходимо правильно рассчитать.
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=9 мм.
Как видите, из наших расчётов, получается 9 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.
Установка и регулировка направляющих роликов
Установка
Перед установкой и регулировкой направляющих роликов необходимо проверить, насколько изношены детали ролика.
Во первых, нет ли биения ролика, достаточно поболтать ролик что бы это определить. В случае даже малейшего биения производится замена подшипников либо вала, а так же может быть износ внутренней части ролика.
Во вторых поверхность ролика должна быть ровной как по ширине, обычно во время эксплуатации он изнашивается под конус, что очень влияет на качество материала. Так и по диаметру, ролик не должен быть эллипсом.

После сборки направляющего ролика и его проверки, начинаем установку его на станок. Вставляем вал в держатель ролика и фиксируем его специальным болтом, если держатели на шпильках, и несколькими болтами фиксируется эксцентрик.
Регулировка
Для дальнейшей регулировки ставим пильную ленту и производим слабую натяжку, так чтобы лента прижалась к роликам. Ослабляем болты фиксирующие вал ролика и сдвигаем ролик, так чтобы расстояние от передней части ролика до основания зуба ленты составляло 3-5 миллиметров, и снова фиксируем вал ролика.
Затем устанавливаем уровень, который должен быть не менее 120 см, на нижнюю часть рамы и производим замер от ведущих колёс до уровня, а затем от направляющих роликов до уровня. Ролики должны быть на 3-5 мм ниже ведущих колёс.
С помощью шпилек устанавливаем это расстояние, откручивая или подтягивая гайками. На эксцентриках, ослабляем фиксирующие болты и поворотом вала устанавливаем необходимый размер и снова фиксируем вал ролика.
Далее производим полную натяжку пильной ленты согласно инструкции, натяжение ленты должно быть минимальным, но достаточным для работы
Берём небольшой уровень и ставим его поперёк ленты между роликами, при этом обращаем внимание на выступающие зубья ленты, уровень не должен стоять на них, и так же шпильками или болтами, выравниваем ленту до ровного состояния, двигая уровень от одного ролика к другому
После всех этих манипуляций подкатываем пилораму к первой упорной стойке и выставляем размер. Проще это будет сделать если размер, к примеру, 10 см выставить сначала между лентой и направляющей стойкой, при этом незабываем, что мерить необходимо от выступающих вниз зубьев, а потом уже просто открутить крепления линейки на раме и выставить размер на линейке.
Проверяем все наши регулировки, делая контрольные замеры, а так же надёжность фиксации роликов, и производим контрольный распил бревна, если распил показал качество и точность размеров материала, то вся регулировка направляющих роликов произведена правильно. В дальнейшем лишь только остаётся поддерживать эти регулировки, своевременно устраняя неисправности деталей ролика.
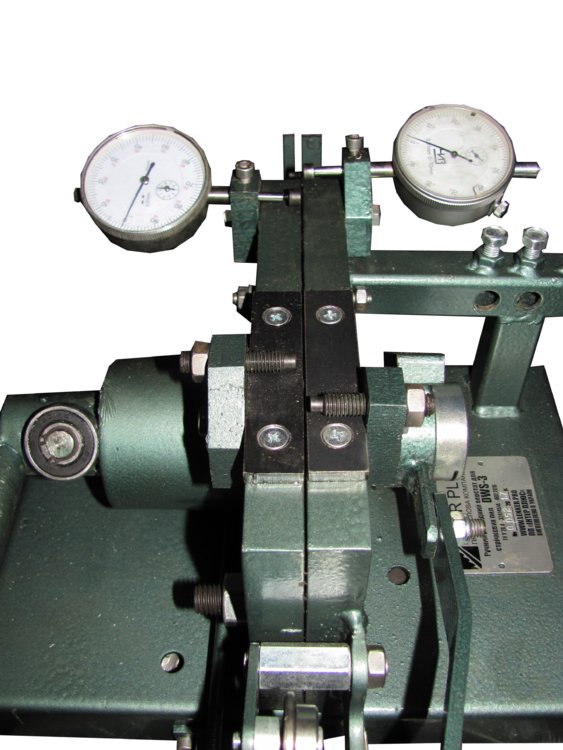
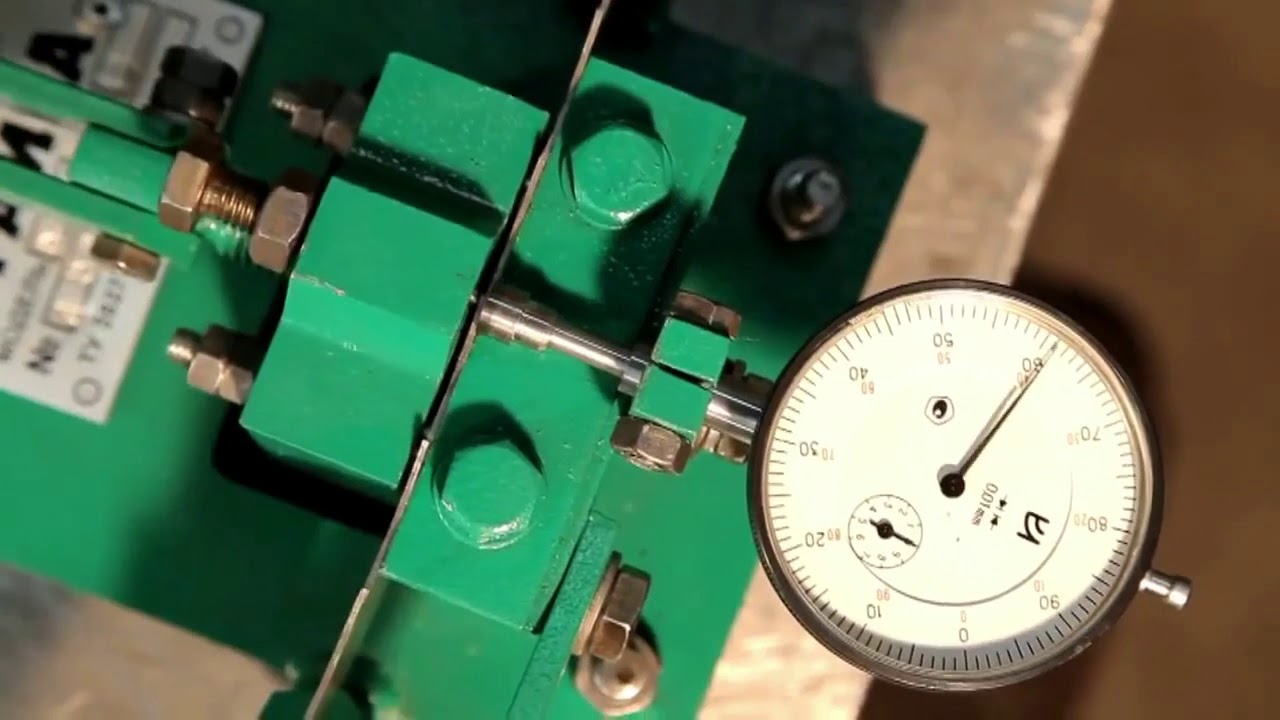
Приспособление для развода зубьев пилы
Разводка режущей кромки в разные стороны позволяет исключить вероятность застревания полотна на момент работы. Примером можно назвать случай, когда при разрезе толстого бревна полотно нельзя сдвинуть с места и вынуть. Также пила может заклинить по причине нагрева металла и его расширения, горячая часть может разогреть смолу и превратить его в своего рода клей.
Использовать приспособление для разводки зубьев ножовок следует для того, чтобы избежать подобных проблем. Не стоит забывать о том, что допущенные ошибки при работе могут привести еще к большим проблемам. Провести рассматриваемую процедуру можно при применении следующих инструментов:
- Встречаются специальные механизмы. Они позволяют в ручном режиме провести смещение отдельных элементов относительно друг друга. Стоит учитывать, что подобный вариант исполнения изготавливается под определенные изделия.
- Чаще всего используются механические разводки. Они позволяют проводить изменение угла положения, а также их ширины. Этот инструмент характеризуется более высокой эффективностью в применении.
- Подручный вариант исполнения не предназначен для работы с ножовкой по дереву, но может применяться для этого. Примером назовем плоскогубцы и другие подручный инструменты, встречающиеся практически в каждой мастерской.
Если пиление проводится часто, то специалисты рекомендуют приобрести специальное приспособление, позволяющее быстро выставить требуемый угол.
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Оборудования для распила бревен
Самым известным видом оборудования для роспуска бревен на пиломатериалы является пилорама. Как понятно из названия, пильный станок такого типа обладает рамами, на которых закреплены режущие части. С помощью передвижения рам вдоль бревна происходит его раскрой.
Работа ленточной пилорамы, видео которого можно найти в Интернете, даст представление о работе этого оборудования. Такой станок позволяет произвести обработку бревен диаметром до 80 см и длиной до 7 метров. Конструкция ленточных пилорам бывает двух видов: вертикальной и горизонтальной. В обоих типах такого оборудования за распил древесины отвечает ленточное полотно.
Почему пила плохо пилит?
Это может быть следствием большого угла заточки зуба, что сопровождается при входе пилы в древесину скачком вверх. Затем обычно пиление протекает нормально до самого конца, но на выходе из бревна пила падает вниз. Такой режим пиления называют «отжатием», поскольку пила отжимается. Выход из положения – уменьшение угла заточки градуса на 2-3.
При значительном угле заточки и недостаточном разводе пила в начале входа в бревно совершает скачок вверх и форма доски получается кривой в «виде сабли». Качество доски восстанавливается уменьшением угла заточки градуса на 2 и увеличением развода. Доска получится похожей «на саблю» и при «нырянии» пилы вниз. Это есть совместное следствие малого угла заточки и недостаточной разводки. Выйти из этого положения можно увеличением заточного угла на два градуса и увеличением развода.
Если доска обильно облеплена рыхлыми на ощупь опилками, то это сигнализирует о малом разводе, который требует увеличения при одновременном уменьшении угла заточки.
Пропил в виде волны при острой пиле вызывается слишком маленьким разводом, который необходимо довести до нормальной величины.
Пиление тупой, ни разу не переточенной пилой приведет к тому, что она треснет по ложбинкам зуба. Это же может произойти, если пытаться распустить дерево пилой, развод которой недостаточен для данной работы или продолжать пилить уже затупленным полотном.
На пиле могут образоваться трещины с тыльной стороны, когда расстояние между задними упорами направляющих роликов и задней частью полотна слишком велико.
Явление «накатывания» опилок на полотно наблюдается, когда зубья пилы не слишком разведены и в пропиле нет нужного объема воздуха. В этом случае пила разогревается из-за трения об опилки, что приводит к напеканию древесной пыли на полотно пилы.
Если «накатывание» опилок занимает внутреннюю поверхность зуба, а полотно пилы чистое, то это объясняется рядом причин: плохой заточкой (слишком большой подачей или толстым съемом материала, приводящим к плохому качеству поверхности впадины зуба), чрезмерно огромным заточным углом зубьев или продолжением пиления затупленной пилой.
Иногда наблюдаются трещины со стороны впадин зубьев. Обычно так происходит, когда при переточках за один проход снимается много металла, что ведет к перекалу кромки зуба.
Многих проблем удастся избежать, если уделять достаточно внимания заточному камню, постоянно и тщательно его заправлять.
Надо помнить, что какой бы хороший станок не применялся для роспуска древесины, это всего лишь привод для пилы. Качество и эффективность работы по распилу на 90% связано с правильным обслуживанием пилы и лишь на 10% от общего состояния станка.
Заточной угол определяется углом отхода кромки зуба от вертикальной линии. Желательный в большинстве случаев угол заточки равен 10-12о. Если распиливаются твердые породы и мерзлая древесина, то величина угла заточки должна быть 8-10о. Для распиловки мягких пород он увеличивается до 12-15о.
Разводка зубьев сильно сказывается на свойствах режущей кромки зуба. Надо помнить, что заточка зубьев уменьшает их высоту, а значит и разводку.



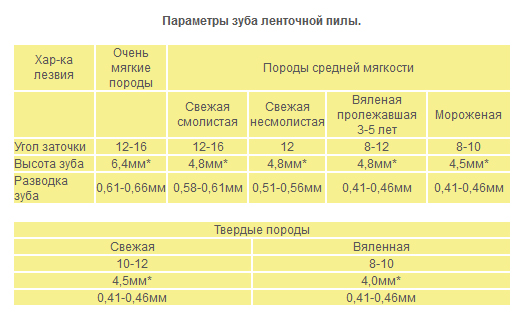

Заточные показатели пилы ленточного типа в функции от породы распускаемой древесины показаны в нижеследующей таблице.
| Хар-ка лезвия | Очень мягкие породы | Породы средней мягкости | |||
| Свежая смолистая | Свежая несмолистая | Вяленая пролежавшая 3-5 лет | Мороженая | ||
| Угол заточки | 12-16 | 12-16 | 12 | 8-12 | 8-10 |
| Высота зуба | 6,4мм* | 4,8мм* | 4,8мм* | 4,8мм* | 4,5мм* |
| Разводка зуба | 0,61-0,66мм | 0,58-0,61мм | 0,51-0,56мм | 0,41-0,46мм | 0,41-0,46мм |
| Твердые породы | |
| Свежая | Вяленная |
| 10-12 | 8-10 |
| 4,5мм* | 4,0мм* |
| 0,41-0,46мм | 0,41-0,46мм |
* — наименьшее допустимое значение.
Эти табличные данные не носят директивного характера, поэтому к каждой породе древесины необходим индивидуальный подбор параметров инструмента. Качество распиловки связано не только с удачным подбором этих показателей, но и от места, где идет применение, или от региона произрастания древесины, которая доставлена сюда на распиловку. Дело в том, что даже деревья одной и той же породы, могут иметь разную плотность и смолистость, обусловленную регионом.
Чтобы придать ленточной пиле большую стойкость и получить качественный рез, необходимо обильное смачивание полотна водой при распиловке деревьев с большим содержанием смолы. Пилам же для распиливания деревьев с малым содержанием смолы нужен мыльный раствор для смачивания. В мороз пилу лучше всего смачивать соляркой.
Общие сведения об устройстве пилорамы ленточного типа
Модификаций оборудования данного типа существует несколько. Но если речь идет о сборке пилорамы своими руками, то выбор небольшой – вариант с фиксированным положением пилы и подвижной станиной (тележкой), на которой располагается заготовка. Именно она и перемещается в процессе деревообработки по специальным направляющим (рельсам). Все остальное – это усовершенствования, «сервисы», облегчающие труд персонала и обеспечивающие качество продукции. Например, мобильная пила.
Вот несколько несложных в изготовлении моделей самодельных ленточных пилорам.
Особенности конструирования
Габариты пилорамы определяются в зависимости от места ее расположения. Участки (придомовые, дачные или иные) отличаются планировкой, поэтому выбирать оптимальные размеры установки хозяину придется самостоятельно. Все чертежи, имеющиеся в доступе (специальная литература, интернет), могут служить лишь «ориентирами» – по соотношению отдельных частей, их линейным параметрам и так далее. Своими руками пилорама делается так, как удобнее работать именно в конкретном месте и с определенным видом сырья. В основном такое оборудование используется для роспуска бревен и обрезки досок.
Что учесть при проектировании пилорамы
Конструкция установки такого типа хороша тем, что ее можно постоянно дорабатывать и совершенствовать, более точно «подгоняя» ее характеристики и возможности под растущие потребности хозяина. К примеру, если она первоначально планировалась для роспуска бревен на доски, то вполне возможно, что через некоторое время встанет вопрос об организации собственного производства бруса.
Она собирается по блочно-модульной схеме, и при отсутствии практического опыта в изготовлении сложных механизмов, целесообразно начинать с простейших вариантов. Ленточную пилораму с ручным управлением впоследствии нетрудно оснастит элементами автоматизации (регулирование толщины реза, подача пилы, программатор и тому подобное). Именно поэтому далее – общие инструкции по составлению чертежей ленточной пилорамы и сборке. Автор настоятельно рекомендует соблюдать последовательность и первую в своей жизни установку монтировать по упрощенной схеме.
Существует множество модификаций ленточных пилорам. Первый вопрос – в какой плоскости предполагается вести рез? Это определяет расположение рабочего инструмента. Второй – однотипная ли продукция будет изготавливаться или придется использовать пилораму как устройство универсальное? Например, не только для роспуска лесоматериала на доски, но и для обрезки бревен на отдельные сегменты. Все это учитывается заранее. Желательно, чтобы раму, на которой крепится рабочая пила, можно было переустанавливать.
Бревна, которые распускаются на ленточной пилораме, характеризуются значительным весом. В процессе работы ее станина подвергается еще и динамическим нагрузкам
Главное внимание – устойчивости лентопильного оборудования. Это и качество реза, и безопасность обслуживающего персонала
Изготовить ленточную пилораму – это полдела. Ее грамотная эксплуатация требует определенных навыков в настройке. Основной «подводный камень» – разводка и заточка пилы. Следует детально изучить данный вопрос!
Основные типы пилорам
Существуют следующие разновидности пилорам:
- Рамная. Она представляет собой конструкцию с плоскими пильными полотнами, закрепленными на раме. Рамная пилорама чаще всего устанавливается в крупных деревообрабатывающих цехах. Этот аппарат отличается высокой мощностью, прочностью конструкции. Рамная пилорама не требует дополнительного обслуживания. Ее недостатком является большая толщина среза, что увеличивает количество вырабатываемой стружки.
- Ленточная. Обработка заготовок осуществляется при помощи пильной ленты, регулируемой стабилизирующими роликами. Режущий элемент совершает только поступательные движения, получаемые от роликов. Ленточные пилорамы используются в небольших деревообрабатывающих цехах.
- Дисковая. Является одним из самых распространенных видов ручных пилорам. Она оснащена диском с зубьями. Каждый зуб распиливает небольшую часть бревна. Для улучшения производительности данные станки оборудуются несколькими режущими дисками.
- Цепная. Распиловка бревен производится при помощи цепной пилы, установленной на каркасе с металлическим профилем. Цепная пилорама отличается малым весом и небольшими габаритами. Поэтому этот мини-станок чаще всего используется в бытовых условиях.
При выборе пилорамы необходимо определить объем обрабатываемых заготовок и условия эксплуатации оборудования. Также нужно учитывать технические характеристики и материалы, из которых изготовлены режущие элементы. Одним из основных критериев выбора является прочность конструкции. Деревообрабатывающий станок должен выдерживать вес обрабатываемых бревен.
Формы режущей части и угол заточки
Виды профилей ленточных пил
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
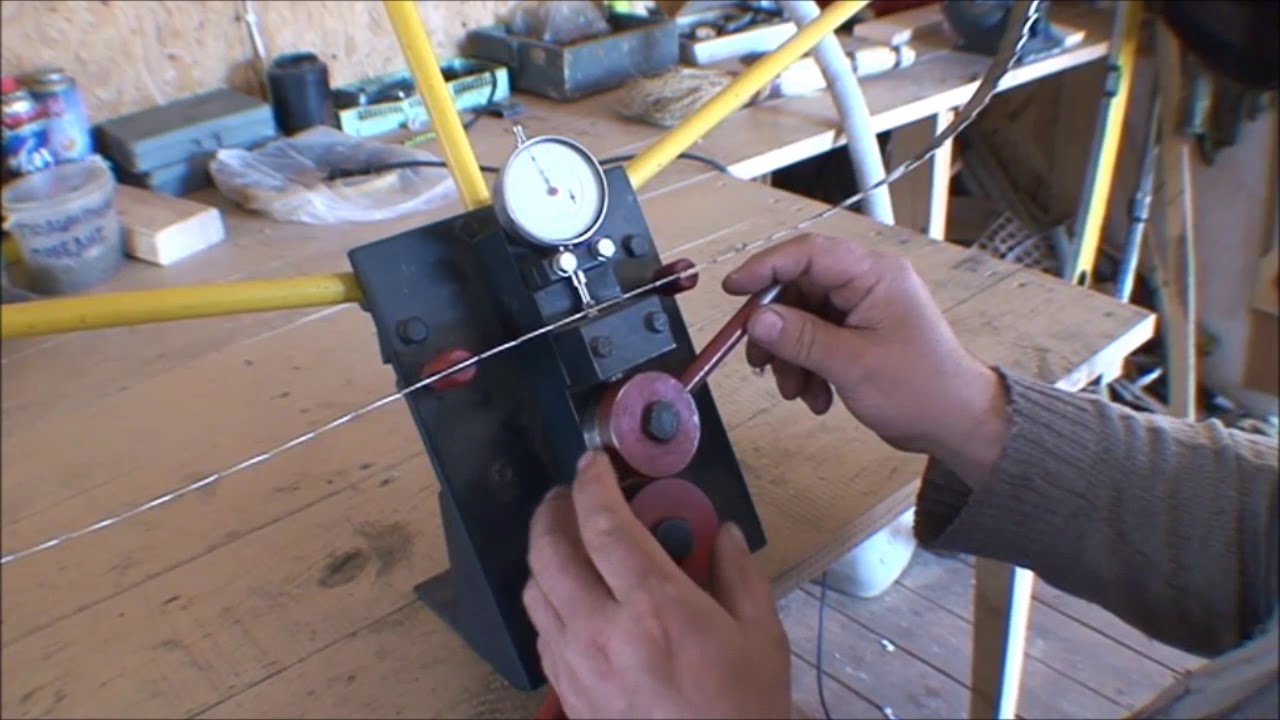
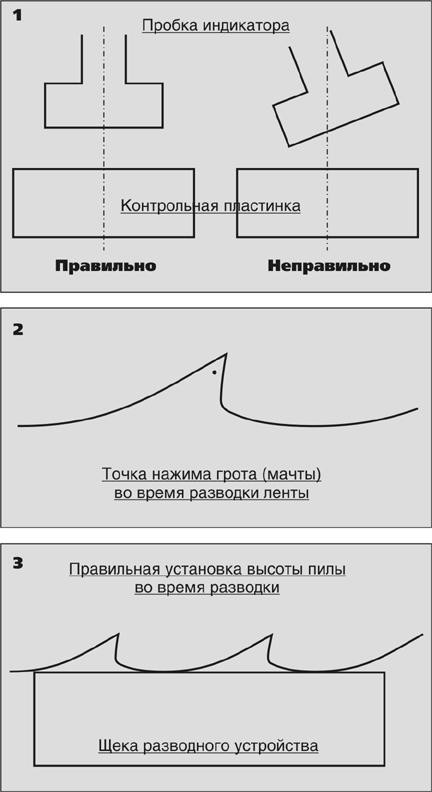
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
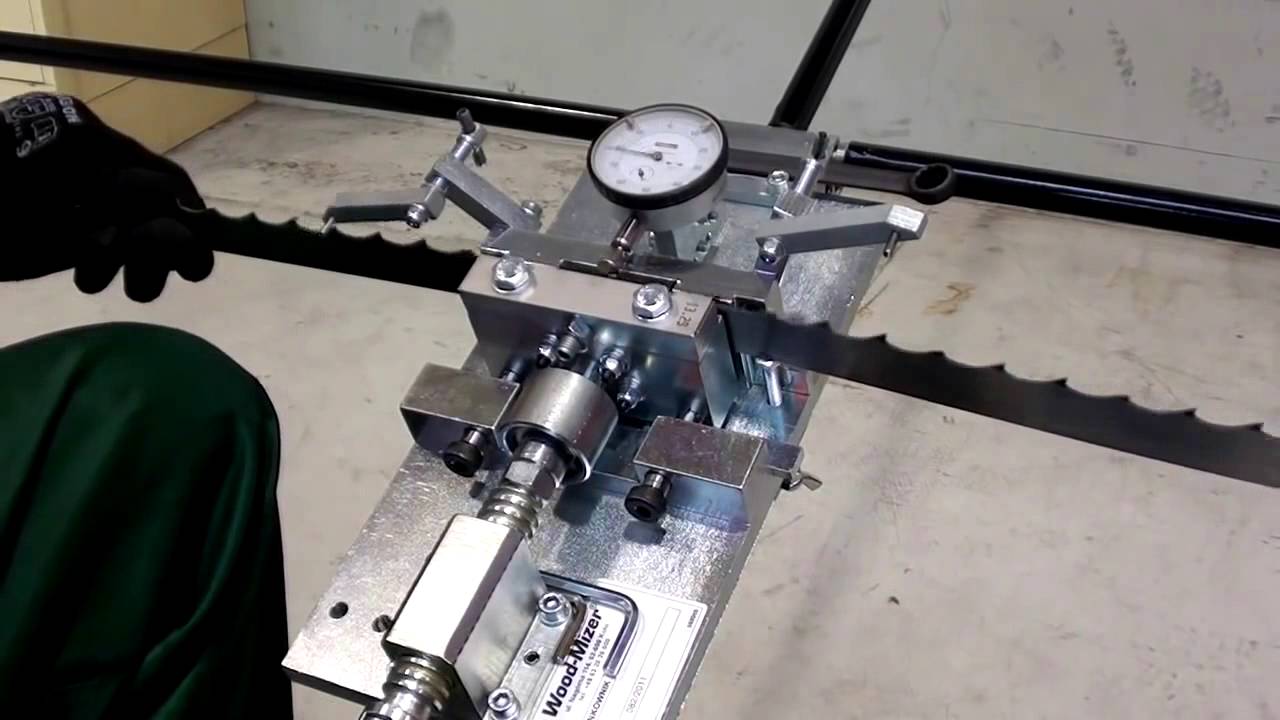
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.






Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Стеклянные межкомнатные двери из матового стекла: рассматриваем развернуто
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Не маловажным в подготовке ленточной пилы является ее развод зубьев. Очень много вопросов от наших клиентов поступает по этому поводу. Отвечаем на Ваши вопросы:
60 м3 вместо 20-30, а так же он снимает напряжение с пилы что очень важно, каждый зуб будет иметь одинаковый профиль, что повысит устойчивость пилы в пропиле. ООО «ПилорамCервис» 2004–2019
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта – ссылка на него обязательна!





