

Почему происходит затупление инструмента
Каждая бензопила обладает определенным периодом стойкости. Так называют время от начала работы новым инструментом, до приведения его в неработоспособное состояние.
Разрушение или износ режущего инструмента, предназначенного для работы по дереву, происходит из-за воздействия набора сил, возникающих в процессе резания. Одна из ключевых – это сила трения. Затупление пильной цепи происходит из-за длительной работы, из-за использования бензопилы не по назначению
Размер износа может быть определен как показатель веса, измеряемого в миллиграммах. Износ – это параметр, который показывает изменение характеристики формы и размеров режущего лезвия. Изменение геометрических параметров, которые происходят в ходе резания, и при этом отсутствует линейный износ, называют затуплением.
Существуют параметры, на основании которых выносят решение о возможности дальнейшей эксплуатации инструмента
В частности, при обследовании зубьев пильной цепи необходимо обратить внимание на кромки передней и задней поверхности, высоту лезвия, на площадь износа. Если они пребывают в неудовлетворительном состоянии, это значит, пришло время выполнять заточку бензопилы
К признакам того, что пила потеряла остроту можно отнести следующие:
К признакам того, что пила потеряла остроту можно отнести следующие:
- Уменьшение размера стружки.
- Использование большего усилия при выполнении работы.
Виды ленточных пил
Несмотря на то что все пилы ленточной конструкции имеют в своем составе такой элемент, как лента, и поэтому внешне мало отличаются друг от друга, между ними есть принципиальные скрытые отличия, понятные только опытному мастеру. Заключаются они в виде зубьев и способе их разводки. Разные зубья предназначены для выполнения разного вида работ.
Так, исходя из этого показателя и типа распиливаемого материала, все ленточные пилы можно разделить на:
- столярные;
- делительные;
- распиловочные.
Исходя из данной информации, стоит выбирать тот или иной тип пил для проведения распиловочных работ.
Кроме того, подбирая необходимую вам пилу, стоит внимательно осмотреть ее зубья, а именно изучить их геометрию. Существует непреложное правило: чем более твердый и плотный материал вы собираетесь пилить, тем меньшим должен быть шаг зубьев изделия и их передний угол.
Если вы собрались распиливать древесину с тонкостенной поверхностью, то вам для этого понадобится инструмент с малым или же стандартным шагом зубьев, т. к. именно они адаптированы под проведение подобных работ. Если же вы начнете пилить изделие с помощью пилы с крупными зубьями, то риск ее поломки значительно возрастет. Лучше всего ее использовать по прямому назначению: для обработки толстостенных металлических и деревянных изделий.
Правила заточки пил
Если вы решили заточить вашу ленточную пилу самостоятельно, соблюдайте некоторые достаточно несложные правила, касающиеся технологии процесса, а также техники безопасности при проведении таких работ.
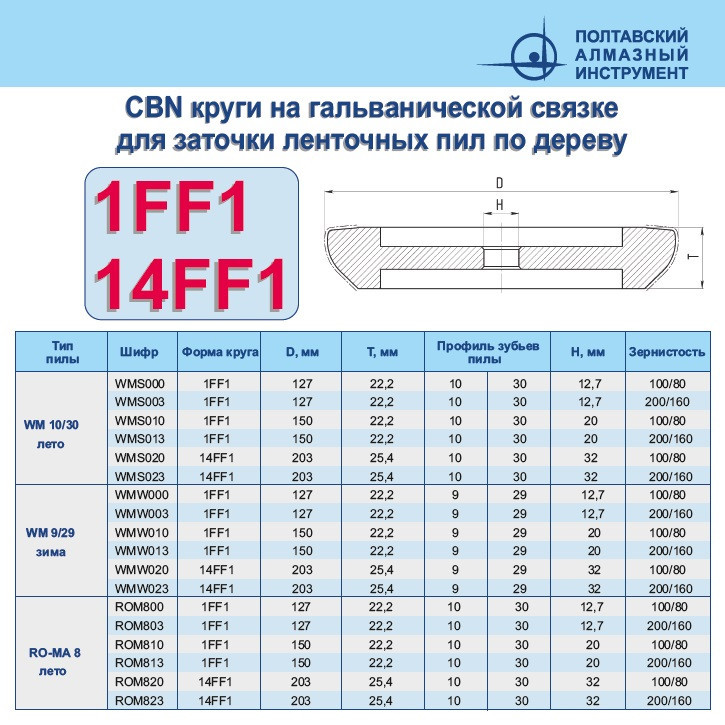
Во-первых, при проведении операций для заточки ленточных пил используйте исключительно круги специального назначения. Подбираются они в зависимости от уровня твердости зубьев вашей пилы. Кроме того важна и форма такого круга, выбираемая в зависимости от технической особенностей вашей пилы. Так известны заточные круги профильные, плоские и в виде тарелки или чашки.
Во-вторых, пред тем как начать затачивать пилу, в обязательном порядке проверьте, насколько равномерно зубья пилы могут срезать обрабатываемую поверхность. В процессе заточки избегайте резких движений и рывков. Это поможет вам сохранить высоту зубьев и их первоначальный вид.
В-третьих, контролируйте уровень охлаждающей жидкости в механизме точильного круга. Это поможет вам избежать его перегрева и обеспечит большую точность заточки пилы.
В-четвертых, после окончания процедуры заточки в обязательном порядке проконтролируйте отсутствие на полотне заусениц и задиров. В случае обнаружения таковых, их стоит удалить с помощью шлифмашинки или же точильного круга.
Что же касается техники безопасности, то все работы по заточке пил должны осуществляться исключительно в защитных очках и с использованием респиратора. В крайнем случае можно надеть защитную маску.
Как заточить цепную пилу в домашних условиях
Правильная эксплуатация и уход значительно влияют на качество и производительность инструмента. Для комфортной работы нужно вовремя проводить заточку цепи бензопилы STIHL. Затупленную цепь можно отнести к специалистам или же заточить её своими руками, тем более что весь процесс не является особо сложным. Необходимо лишь приобрести определённую сноровку, так как зубья на ней имеют необычную форму.
Описание процесса заточки с помощью напильников
Первое с чего начинается правка пильной цепи на пиле, это установка инструмента на ровную площадку или стол. В условиях леса, для этого хорошо подойдет чурка большого диаметра. Далее нужно провести осмотр пильной цепи на наличие каких – либо дефектов, это могут быть трещины, полностью отломленные зубья. После осмотра, нужно установить тормоз в рабочее состояние, тем самым заблокировав её движение по шине.
Цепь во время заточки при помощи напильника, должна быть натянута.
Под шину желательно подкладывать подставку, в качестве неё можно использовать полено, кусок ветки подходящего диаметра, либо у производителей инструментов для заточки имеются специальные струбцины для удержания шины в процессе заточки цепи.
Заточка цепи производится движениями напильника изнутри зуба наружу. При этом напильник должен располагаться параллельно специальной метке на цепи. Эта метка наносится изготовителем цепей для указания стандартного угла заточки.
Затачиваемый зуб, должен располагаться примерно посредине шины, это необходимо для удобства проведения работ, в процессе заточки нужно продвигать цепь по шине, не забывая при этом каждый раз устанавливать тормоз в рабочее положение.
Работу по заточки цепи на бензопиле, нужно обязательно проводить с использованием перчаток из грубого материала, в противном случае достаточно легко себя травмировать, т.к. рабочая поверхность зубьев очень острая.
В идеале, производители советуют проводить одинаковое количество движений напильником для каждого зуба, но на практике это не всегда возможно, т.к. зубья имеют разную степень повреждений рабочей кромки.
Для облегчения заточки пильной цепи с помощью напильника, могут применяться специальные держатели, с нанесенными на них разметками углов. Разметки сделаны не только для стандартного поперечного реза, но и для продольного.
Державки также удобно использовать, если вы не обладаете достаточным опытом заточки. Опытные мастера для заточки не применяют держатели, а могут использовать только специальные устройства, поддерживающие напильник.
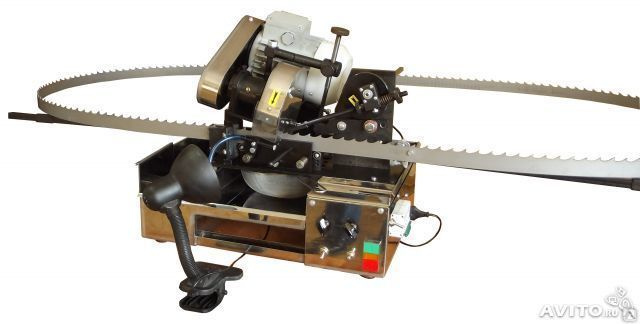
Еще одно устройство, предназначенное для заточки, это ручной станок для правки пильных цепей. В качестве заточного инструмента в нем применяется обычный напильник, который можно самостоятельно заменить. Крепление станка производится непосредственно на шину, в нем также имеется возможность регулировки угла заточки зуба и специальный упор, удерживающий затачиваемый зуб.
Ручной станок для заточки, отлично подойдет для новичков. Наряду с электрическими моделями станков для заточки, ручной имеет свой неоспоримый плюс в виде низкой цены. В зависимости от производителя ручного станка их внешний вид может различаться, но принцип работы у всех один.
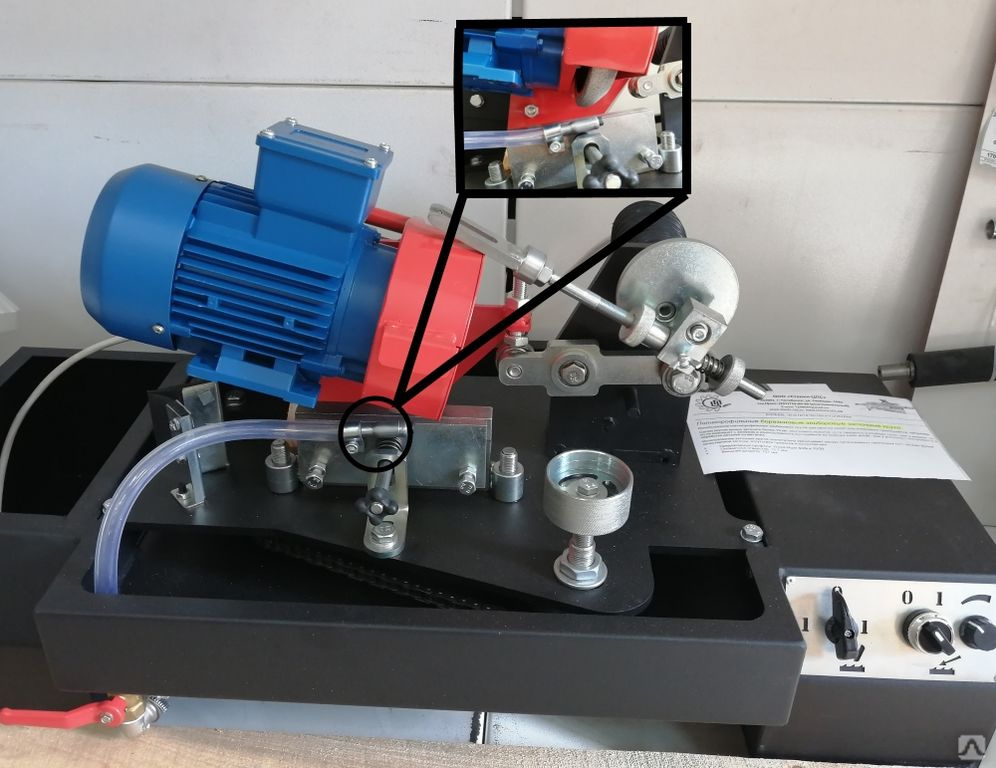
Как заточить полотно для ленточной пилы своими руками,простое приспособление
Корректировка глубины реза производится при помощи плоского напильника, таким образом, чтобы имелась разница между верхней режущей кромкой зуба и ограничителем высоты.
Как видно из рисунка ограничитель глубины стачивается таким образом, чтобы довести показатель зазора до заводского значения. Ниже приведена таблица, в которой указаны основные значения углов, а так же зазоров для наиболее распространенных типов цепей.
Как правило, величина зазора корректируется с применением специальной плашки. Она устанавливается на цепь во время заточки, после чего стачивается ограничитель глубины.
2.1 Самостоятельная замена пильной цепи
Компании, занимающиеся выпуском электропил, не запрещают ее владельцам своими руками заменять цепи. Наиболее распространенная конструкция бюджетного агрегата обладает боковым натяжением. Для замены цепи выполняют следующие действия:
- отодвигают защитный щиток и одновременно отпускают тормоз,
- отверткой поворачивают натяжной винт, откручивают гайку,
- освобождают крышку и отделяют шину от звездочки,
- убирают старую цепь и ставят новую,
- повторяют все действия в обратном порядке.
После этого цепь следует плавно натянуть. Окончательную натяжку совершают, когда закрыта пластиковая крышка.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.

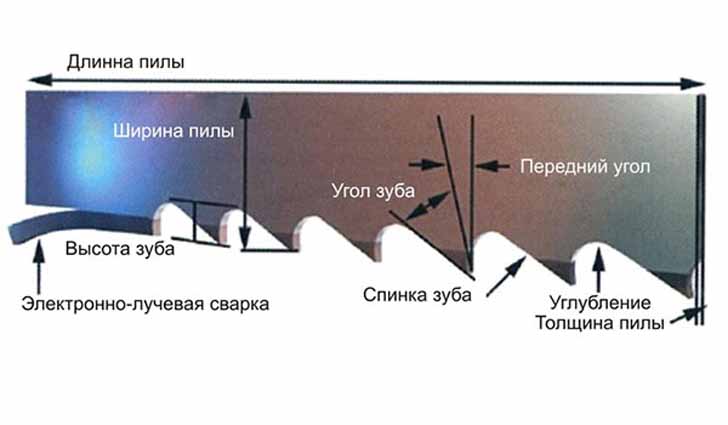



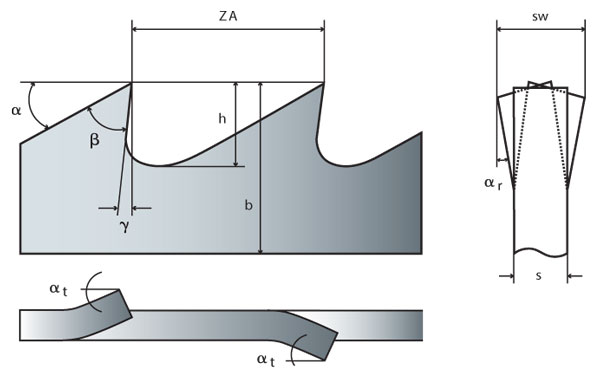
Углы и «зубы» пильной ленты
Чтобы наточить режущую кромку ленты, необходимо знать и выполнять некоторые «правила». Для распиливания древесины применяются пилы с 3 типами зубьев, условно их делят на следующие группы:
- Столярные ленты.
- Делительные ленты.
- Ленты для бруса и бревен.
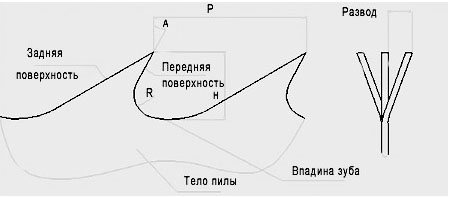
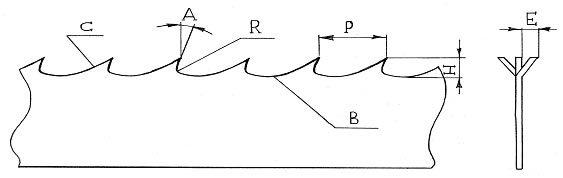
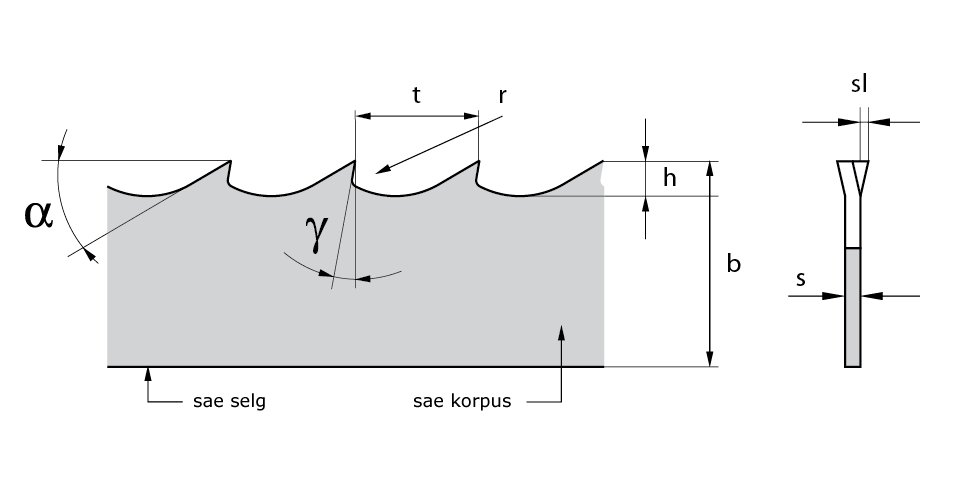
Схема ленты для пилы.
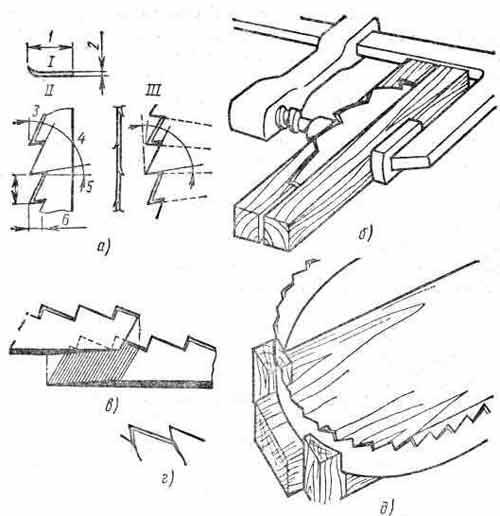
Главным и единственным отличием режущей кромки разных групп являются угол наклона и угол заточки зуба. Форма зуба практически не изменяется — используется стандартная треугольная. Однако на более старых моделях и некоторых новых может применяться волнообразная, с острым и тонким гребнем. Все ведущие изготовители отказались от волнообразных зубцов из-за сложности их производства и заточки, как заводской, так и домашней.
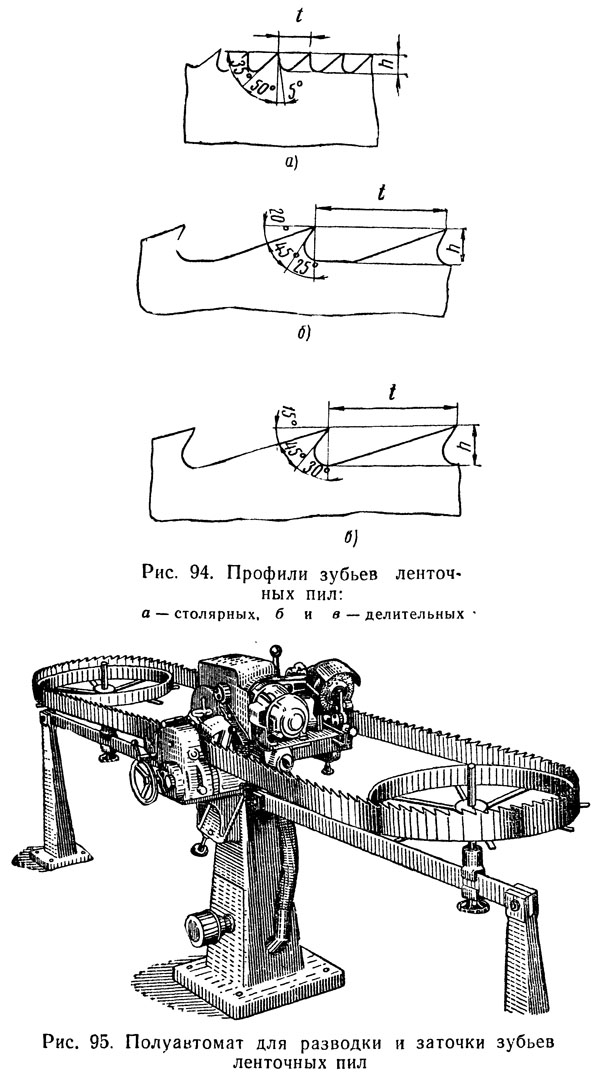
Чтобы правильно наточить пилу, требуется максимально точно выдержать углы. Для столярных лент угол заточки должен быть в пределах 45-50 о , а угол наклона (часто указывается задний) — 35 о . Делительные пилы имеют угол заточки 40-45 о , а угол наклона 18-22 о . Обработку бревен и бруса осуществляют полотна с углом заточки 50-53 о и углом наклона 10-15 о . Из приведенных цифр видно, что угол наклона зависит от твердости (плотности) заготовки. Наиболее плотные материалы, бревна, обрабатывают лентами с самым большим наклоном зуба, а самые простые столярные работы производят более ровными зубьями. При этом плотные бревна распиливаются менее острыми «зубами» (углы обычно от 50 о ) потому, что при таких работах происходит черновой распил заготовки.
Металлические листы и детали обрабатывают 2 видами лент:
- Стандартные ленты.
- Ленты с положительными передними углами зубьев.
В зависимости от обрабатываемого материала могут использоваться полотна с разными расстояниями между зубцами, а их форма остается неизменной.
Стандартные ленты применяют для тонких и небольших металлических заготовок, зуб имеет передний наклон, близкий к 0 о . Для длительной работы с большим количеством металла используют пилы, имеющие положительные передние углы. Размер угла может быть разным, и его выбор зависит от твердости обрабатываемого металла.
Главной отличительной чертой пил по металлу от пил по дереву является размер (высота) зуба. На пилах по металлу зубья имеют высоту не более 2-3 мм, а у пил по дереву их высота не бывает ниже 4-5 мм. Другой параметр — расстояние между зубцами, обычно его указывают количеством зубьев на один дюйм. Чтобы уменьшить вибрацию станка при работе (снизить резонанс), часто применяют полотна с разным шагом зубцов. Такие ленты обозначаются 2 числами, написанными через дробь. Например, 2,5/4,5 з/дюйм. Это означает, что на первый дюйм приходится 2,5 зуба, а на следующий 4,5, потом опять 2,5 и т.д.
Формы режущей части и угол заточки
Виды профилей ленточных пил
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
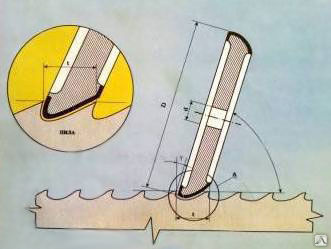
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
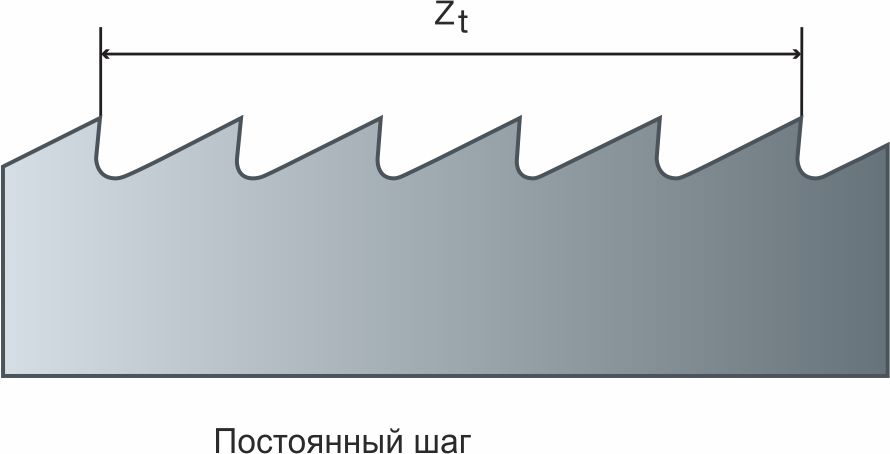
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
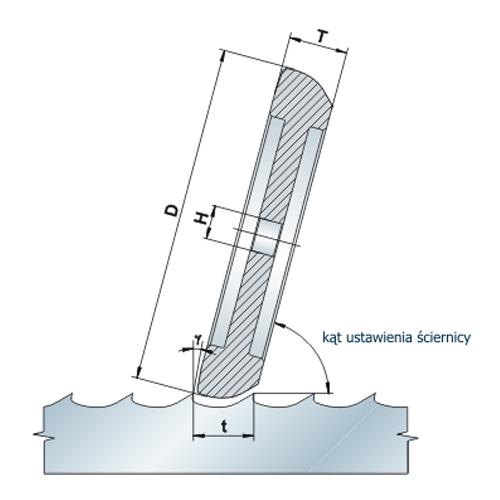
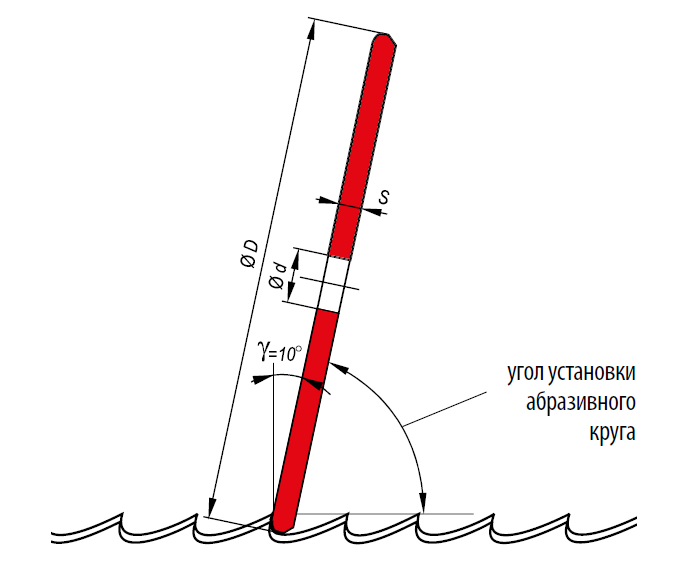
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя
От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Как заточить и развести пилу
Ленточные пилы часто продаются в незаточенном состоянии. Профессиональный инструмент необходимо сначала развести, а потом наточить. Раз в два-три года процесс разводки повторяют. Неправильно разведенная и плохо наточенная пила может испортить всю работу.
Как заточить и развести пилу правильно? Для начала надо разобраться в сущности этих процессов. Ведь подготовка ручного инструмента отличается от подготовки электрического. У ручных пил совсем другая форма зубьев и техника работы.
Зачем разводят пилу
Разводка — это такой процесс, в результате которого зубья ленточной пилы отгибаются в разные стороны. Четные зубья отгибают в одну сторону, нечетные — в другую.
Перед тем как развести ленточную пилу, надо понять, для чего это необходимо. Бессмысленные процессы обычно не приносят хорошего результата. Известно, что во время пиления ширина распила должна быть в два раза больше, чем толщина полотна пилы. Если распил будет уже, то пила начнет застревать в нем. При неправильной разводке возможно искривление полотна. В результате пила будет идти криво, и ровного распила не получится.
Способы разводки
Способы разводки пилы
Один из самых простых способов разведения зубьев пилы осуществляется с помощью плоскогубцев. Надо просто брать каждый зубчик и отгибать попеременно в разные стороны.
Зуб надо зажимать на две трети, тогда уклон будет правильным.
В результате такой работы половина зубьев будет отогнута вправо, а половина — влево. Еще один способ разводки осуществляется с помощью специального инструмента.
Заточка
Заточка пилы
После разведения пилу надо заточить. Это делается с помощью специального набора нехитрых инструментов. Заточить ленточную пилу можно просто при помощи обычного трехгранного напильника. Во время заточки, двигая напильник от себя, его прижимают к зубьям. Двигая в обратном направлении, его надо слегка отклонить.
Если заточить дисковую пилу можно только с помощью целого набора инструментов, ленточная может быть приведена в рабочее состояние одним только простым трехгранным напильником.
Зубья ленточной пилы должны быть заострены с двух вершин.
В рабочем процессе можно подтачивать зубья также с помощью бруска. Когда пилу постоянно точат, то разводка постепенно пропадает, зубчики выравниваются. Для того чтобы вернуть инструменту рабочую форму, разведение повторяют снова. Капитальная разводка и заточка требуется не так уж часто.



Уход за пилой
Пилу важно уметь не только разводить и затачивать. Надо также уметь ее хранить
Когда инструмент не эксплуатируется, он должен быть помещен в теплое и сухое место. Если на пилу попадет влага, то она заржавеет.
Даже обработанная специальными составами, пила не сможет противостоять всем агрессивным факторам.
Нужно бережно относиться к инструменту, и тогда он будет служить очень долго. Хранится пила обычно завернутая в материал. Можно также обеспечить для нее футляр. Оставлять инструмент на зиму на балконе не рекомендуется.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
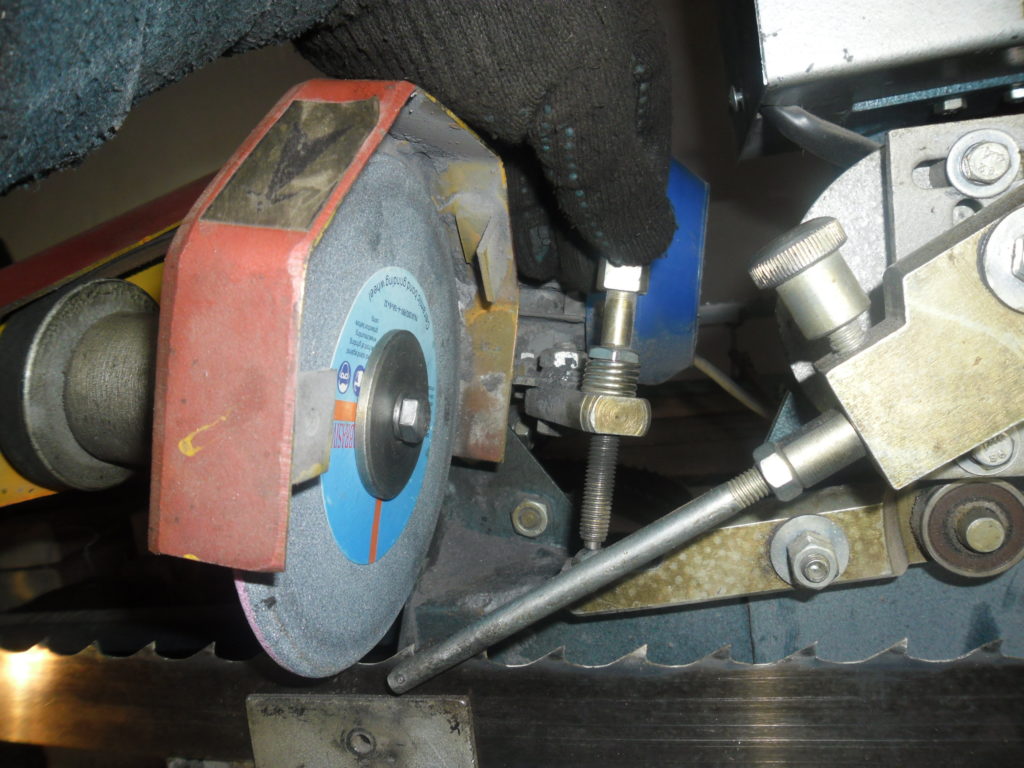
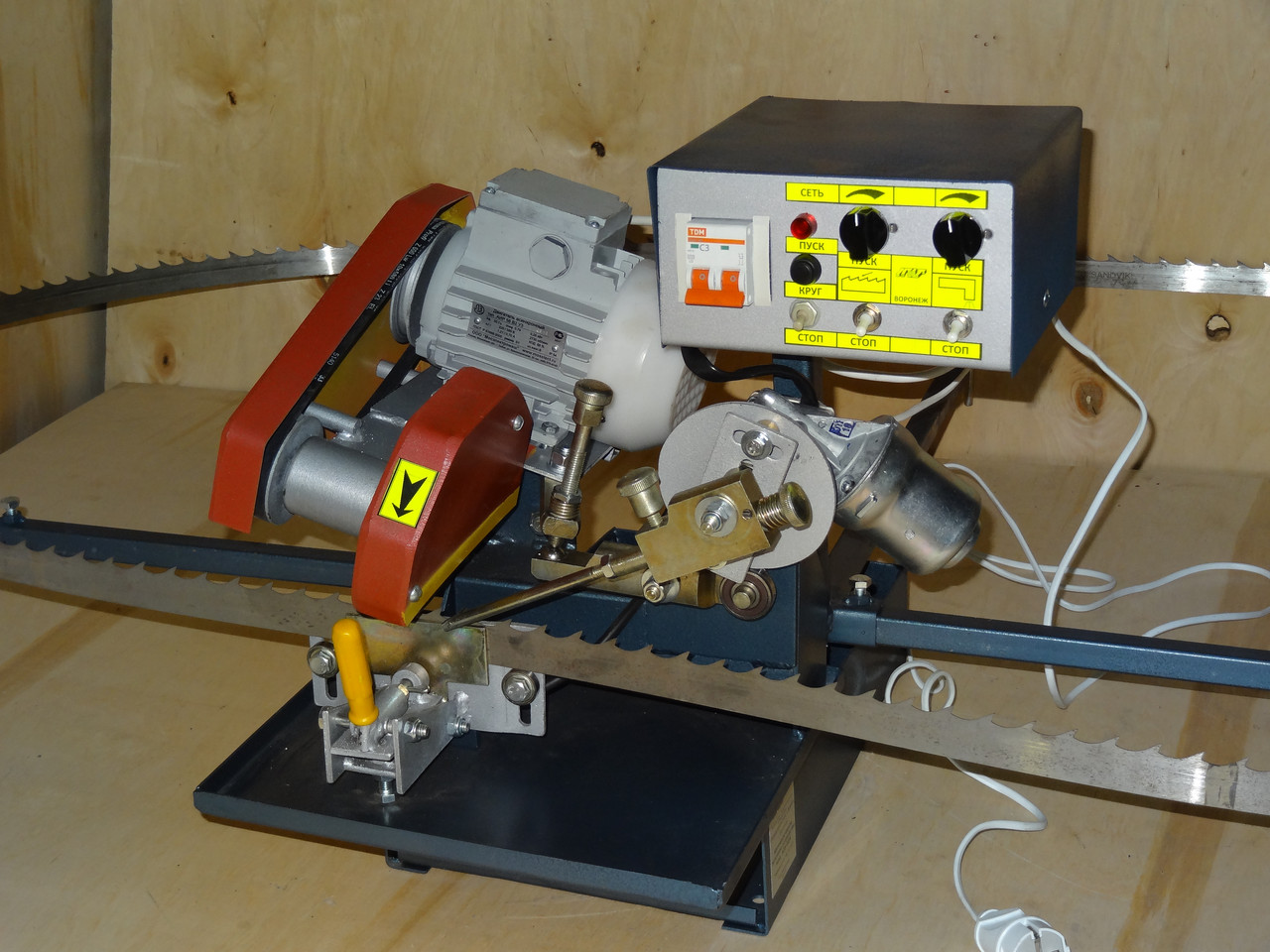
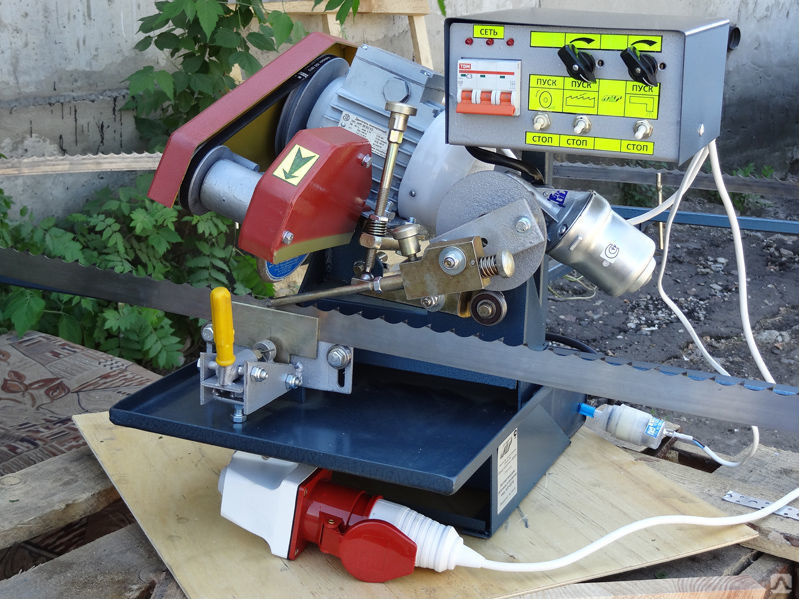
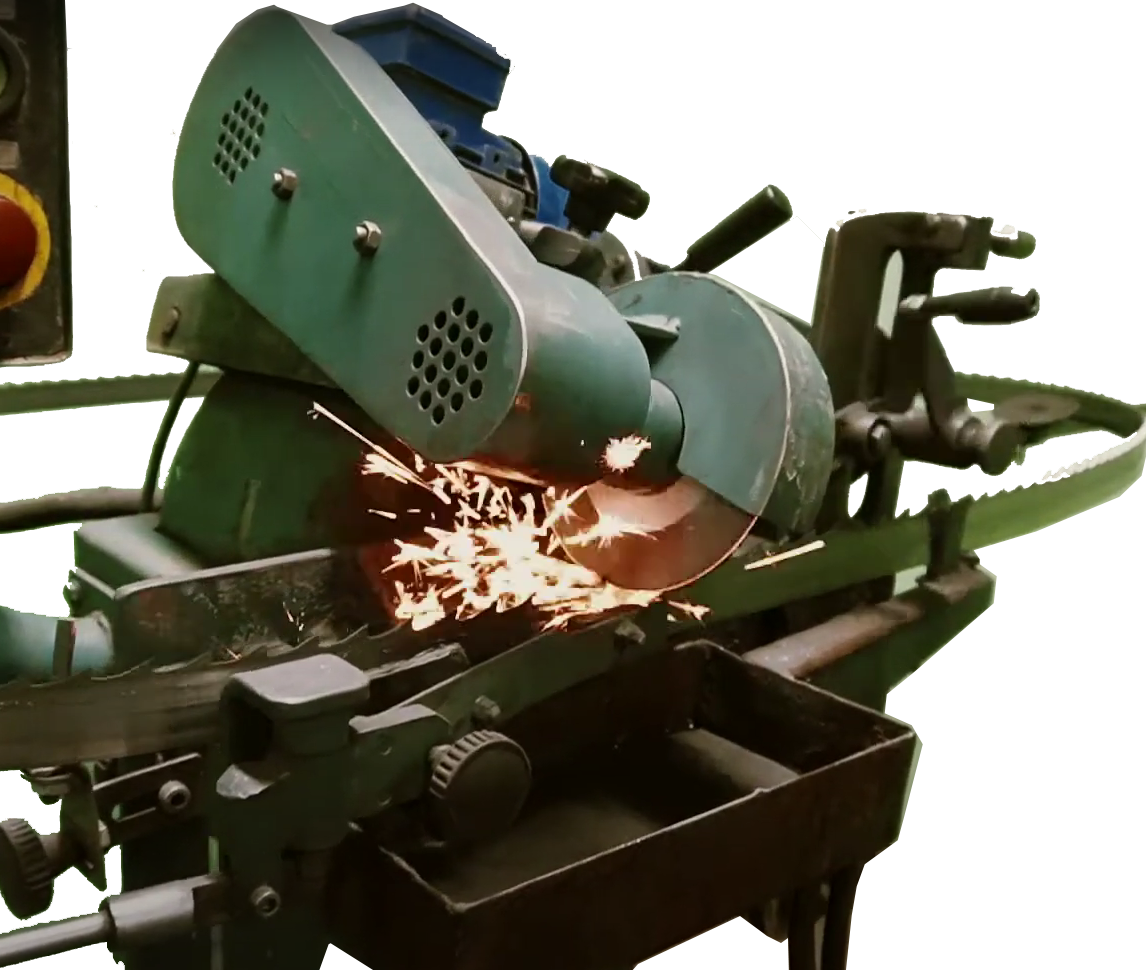
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
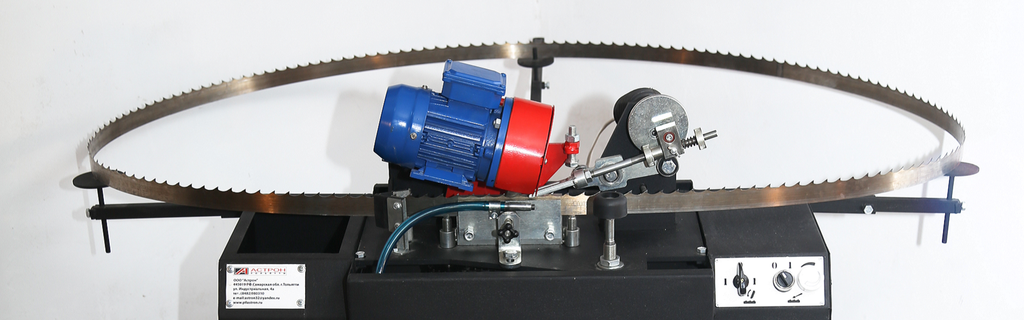
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Стеклянные межкомнатные двери из матового стекла: рассматриваем развернуто
2 Разводка и заточка ленточных пил – суть процессов
Режущая кромка инструмента теряет свои свойства после каждого его использования по назначению. Исправить данную ситуацию невозможно, естественный износ пилы в процессе эксплуатации считается неизбежным
. В связи с этим разводка, осуществляемая перед заточкой приспособления для резки, и непосредственно заточка оказывают большое влияние на функциональность инструмента.
Разводка представляет собой процедуру по отгибу в стороны зубьев режущего приспособления, необходимую для снижения трения полотна и предотвращения его зажатия. Указанная операция выполняется по трем вариантам:
- зачищающий: в начальном положении оставляют каждый третий зуб пилы, такой способ разводки рекомендован в тех случаях, когда ленточнопильный станок обрабатывает очень твердые сплавы и материалы;
- классический: производится поочередный отгиб зубьев в левую и в правую сторону;
- волнистый: наиболее сложный вид процедуры, при котором показатель отгиба каждого отельного зуба является сугубо индивидуальным.

Разводка выполняется посредством разводных специальных приспособлений. Ее величина, как правило, не превышает показателя в 0,7 мм (на практике зубы разводятся и на меньшую величину – от 0,3 до 0,6 мм)
Обратите внимание на то, что отгибают 2/3 либо 1/3 зуба, а не весь зуб
После грамотно сделанной разводки можно отправлять инструмент на заточной станок для ленточных пил, и приступать к его заточке. Известно, что более 80 процентов случаев потери пилой своих рабочих параметров связано с неправильной их заточкой или же с тем, что таковая не была произведена своевременно. Определить необходимость выполнения процедуры несложно визуально – по повышенной шероховатости стенок пропила, либо по виду зубьев.

Твердость зубьев напрямую влияет на то, какие конкретно круги следует установить на станок для заточки ленточных пил. Для биметаллических приспособлений обычно выбирают боразоновые или алмазные круги, для сделанных из инструментальных сталей – корундовые. А вот форму изделий для заточки определяют по характеристикам пилы. С этой точки зрения круги могут быть:
- тарельчатыми;
- чашечными;
- профильными;
- плоскими.
Выполняя заточку зубьев, нужно придерживаться следующих обязательных требований:
- не должно появляться заусенцев;
- по профилю зуба съем металла должен быть равномерным;
- следует использовать жидкость для охлаждения агрегата для заточки;
- профиль зуба и его высота не должны изменяться в результате проведения процедуры;
- чрезмерно сильный нажим на круг недопустим, так как в данной ситуации высока опасность формирования отжига.

Перед проведением заточки желательно оставить инструмент на 10–12 часов в вывернутом подвешенном состоянии. Это значительно облегчит процесс.
В большинстве случаев заточка в домашних условиях выполняется по задней поверхности зубьев пил, хотя рекомендации производителей позволяют осуществлять операцию и по передней поверхности.
Что нужно знать об углах заточки зубьев
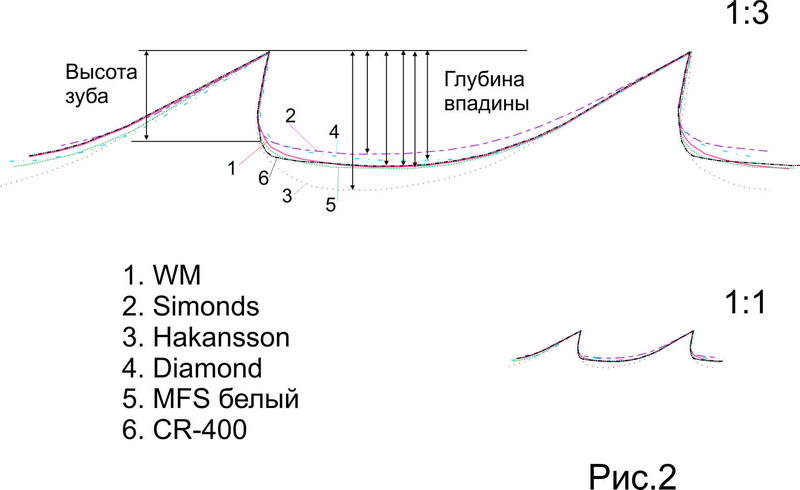
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.


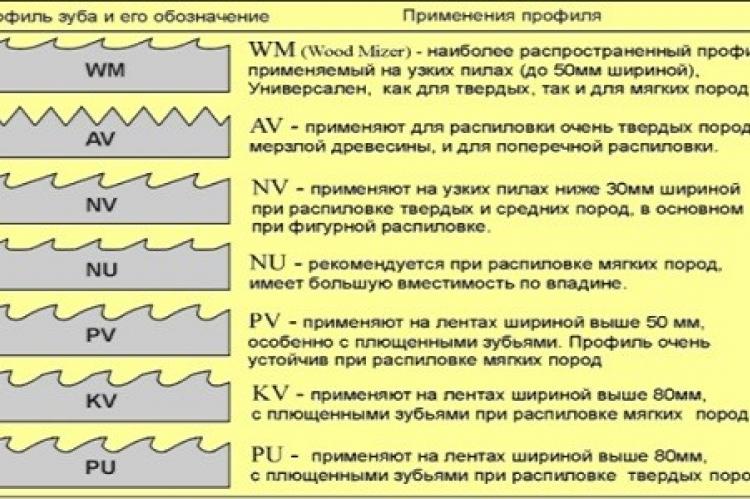
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Методы разводки пилы
Второй обязательной операцией по подготовке пил к работе после заточки является их разводка. С технической точки зрения она заключается в отгибе зубьев в стороны на необходимый угол. Смысл такой процедуры состоит в том, что бы снизить силу трения между зубьев. Это позволяет обеспечить свободное движение полотна инструмента по распиливаемой поверхности.
Самой распространенной разводкой пил является стандартная. При данном способе разводки звенья пилы отгибаются в разные стороны на расстояние не больше чем 0,4 мм. Провести такую разводку вполне возможно в домашних условиях, при этом необходимо будет проверить, чтобы угол отклонения зубьев был одинаковым.

Другой вид разводки — защищающий. Он обычно не применяется в домашних условиях, т. к. для этого необходимо отогнуть 2 зуба в разные стороны, оставив третий на месте. По сложности с ним сходна разводка волнистая. Здесь звенья полотна отгибаются в одну сторону, создавая при этом своеобразную «волну» на полотне. Эти типы разводок может выполнить только опытный мастер, поэтому в быту они практически не встречаются.
В связи с этим необходимо тщательно изучить инструкцию по эксплуатации пилы того или иного вида. В частности, в данном документе указана плотность металла полотна, а также рекомендуемый угол отклонения зубьев. Обычно он равен 30-60%, хотя для некоторых изделий он может быть увеличен.
Подбор мастера для заточки пилы
Т. к. ленточную пилу, предназначенную для распила большого объема деревянных изделий, практически невозможно развести и заточить самостоятельно, возникает вопрос с подбором специалиста, который будет проводить такую работу. Лучше будет, если он произведет данные работы на профессиональном станке. Поэтому обязательно уточните этот момент, оформляя свой заказ.

Кроме того, мастер должен уметь выполнять все виды заточки и разводки, а не только простейшие. Это позволит вам сохранить свой инструмент от преждевременного износа и получить качественный разрез. Если мастер вам заявляет, что существует только один тип заточки — сразу же отказывайтесь от его услуг, т. к. профессионалом он не является.
Настоящий профессионал должен иметь соответствующий сертификат. На его наличие или отсутствие вы должны будете ориентироваться при подборе специалиста по заточке ленточных пил.
- Режущее ленточное полотно по дереву
- Как работает ленточная пила по дереву и ее сборка
- Дисковая пила для работы по дереву: о том, как выбрать инструмент





