

Поэтапная инструкция
Дисковые пилы затачивают с изнаночной плоскости, обращенной к распиливаемой заготовке. При желании можно заточить пилу, предварительно вынув ее из станка, хотя это и необязательно. Если вы решили производить заточку в станке, то сперва следует отключить машину от сети, чтобы она случайно не запустилась. Закрепите диск в неподвижном состоянии, прижав к пиле с обеих сторон деревянные бруски. Маркером обозначьте резец, с которого начинаете заточку
Важно запомнить, сколько движений напильником вы сделали, поскольку все последующие резцы должны быть заточены точно так, как первый. Стремитесь сделать поверхность резцов как можно более гладкой
Оставшиеся зазубрины приведут к быстрому изнашиванию инструмента. По окончании работы воткните вилку станка в розетку и проверьте качество заточки, использовав для распилки ненужный брусок
Громкий шум и неровная работа свидетельствуют о том, что зубья имеют разную высоту. Коснитесь маркером резцов и поверните диск против часовой стрелки. Оставшаяся отметина позволит определить выступающие зубья, длину которых нужно будет уменьшить при помощи напильника.
Не допускайте чрезмерного затупления пилы. Допустимый радиус скругления резцов – 0,2 мм. Помимо значительно меньшей производительности при работе с затупленным инструментом, заточка такой пилы требует в разы больше времени, заточка пилы в терпимом состоянии. Степень изношенности легко определить как по внешнему виду резцов, так и по оставленному ими пропилу.
Основные характеристики
Аппараты для затачивания дисковых пил по дереву, как правило, комплектуются кругами. Эти круги могут значительно отличаться друг от друга по нескольким характеристикам:
- по диаметру (варьируется в диапазоне от 12 до 250 мм);
- материалу, из которого изготавливаются абразивные круги (это может быть, допустим, эльбор или карбид кремния, в некоторых случаях также используется алмазное напыление);
- толщине (она может составлять от 16 до 40 миллиметров);
- размерам крепёжных отверстий (стандартные диаметры таких отверстий на сегодняшний день равны 16, 20 и 32 мм).
Почти во всех современных заточных станках есть электрический привод. От его мощности будет напрямую зависеть производительность заточки. Маломощные бытовые модели могут бесперебойно функционировать до 20 минут, потом их надо отключать, чтобы они отдохнули и охладились. А вот профессиональные заточные агрегаты могут работать до восьми часов с двумя короткими перерывами по полчаса. Причём здесь главным рабочим элементом может быть не абразивный круг, а так называемая шлифовальная лента.
Как вырезать окно в куске фанеры
Иногда доски необходимо распилить внутри, вырезав так называемое «окно» из общей части. Но это необходимо также делать с соблюдением особых правил. Для начала необходимо отметить точку на месте среза. Она должна совпадать с угловой и средней частями циркулярного диска. Во время всего процесса отмеченная линия пропила должна находиться чуть сбоку.
Главное плавно опустить циркулярный диск в фанеру, чтобы не произошел возвратный удар. Далее на полной мощности можно непосредственно осуществлять распил. Окончание работ можно осуществлять только при полной остановке инструмента.
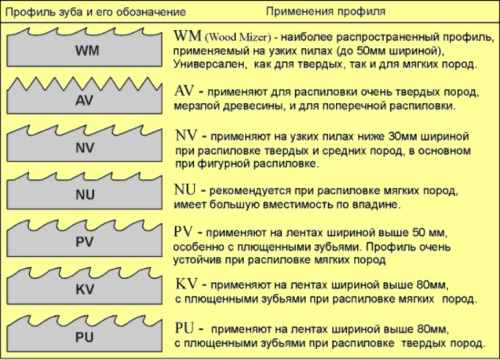
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.
Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
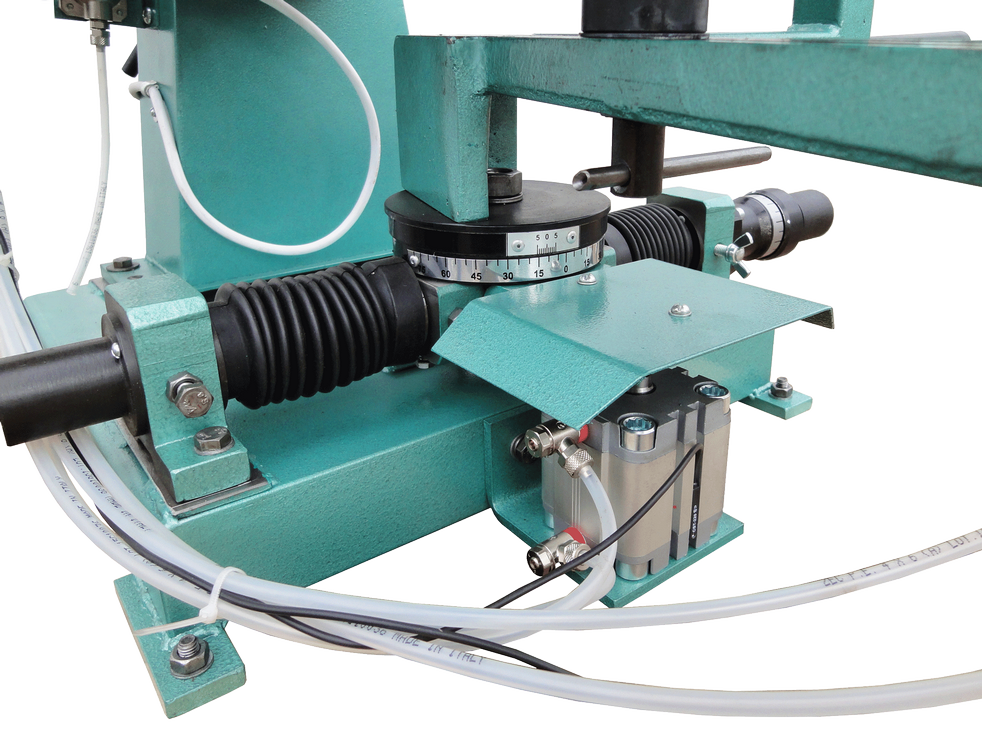
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
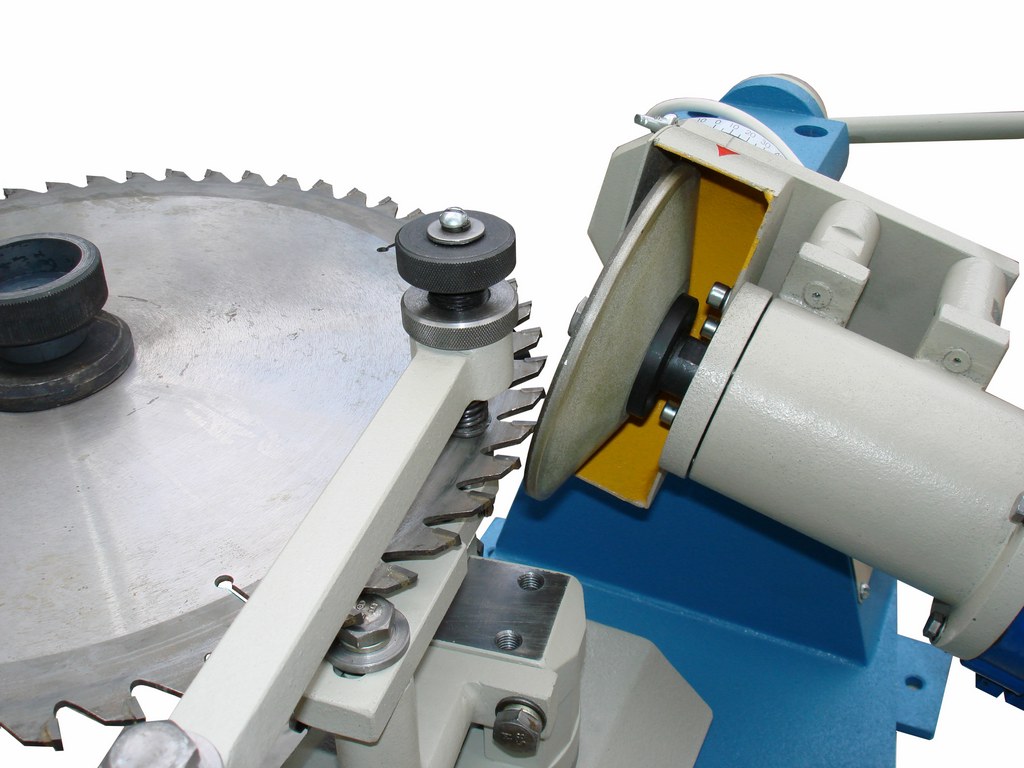
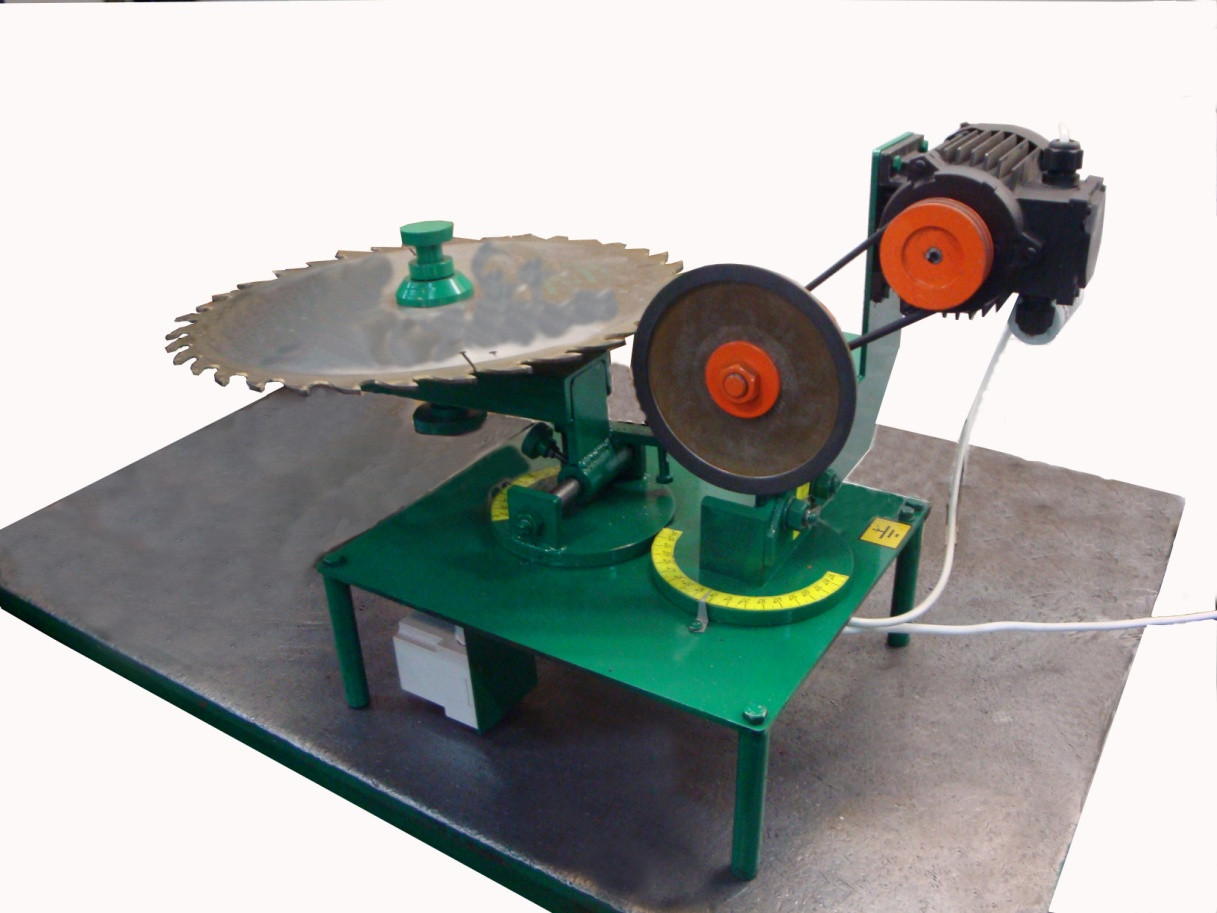
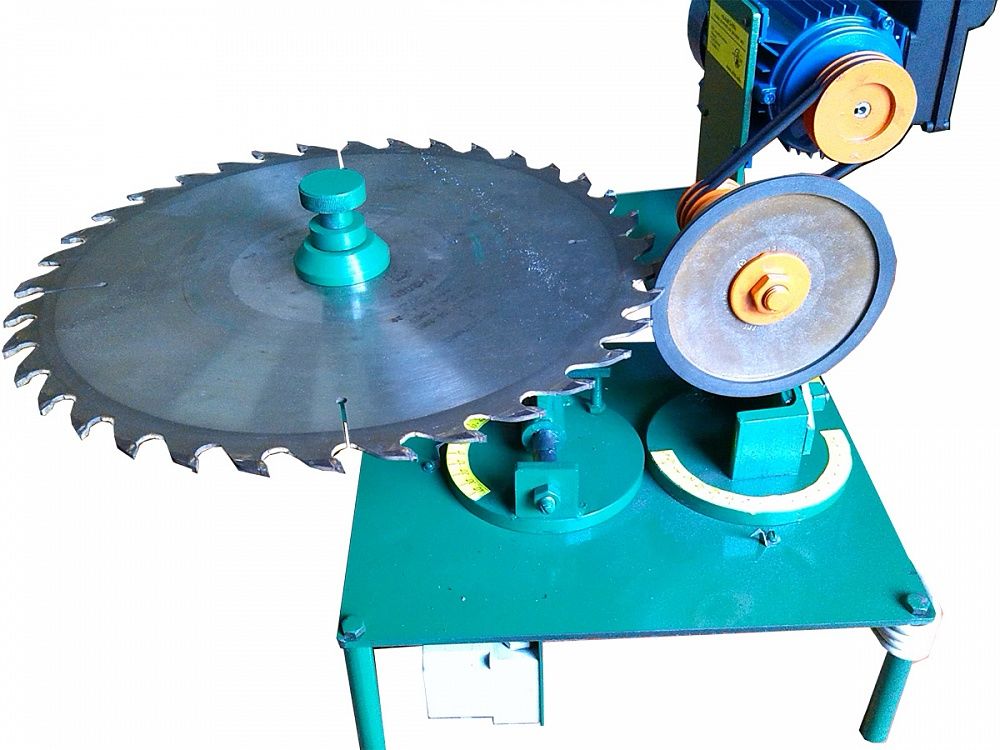
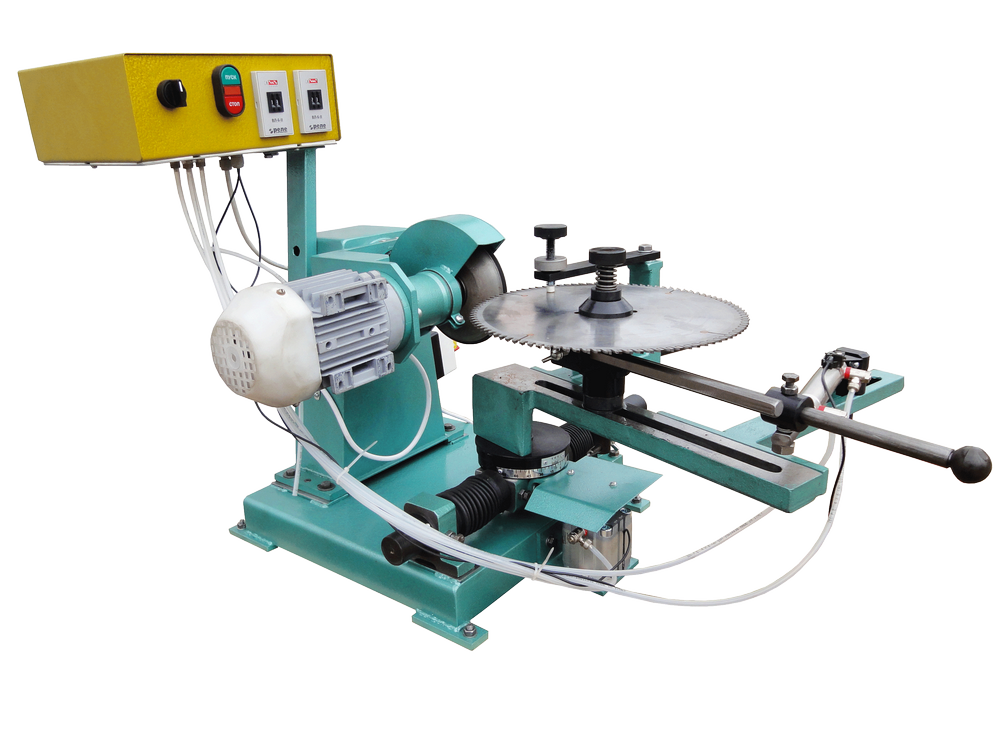
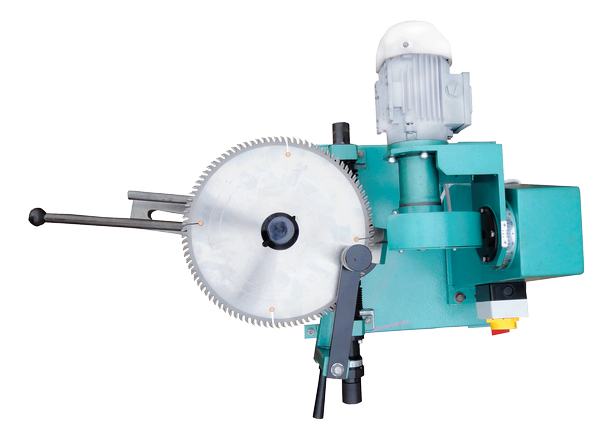
Станок
Станок для заточки дисковых пил – это не одно какое-то устройство. Так можно назвать большую группу оборудования и инструментов специального назначения.
– Автоматические. Весть процесс заточки полностью механизирован и нет необходимости в участии человека. Такие аппараты применяются в производственных целях.
– Ручные. Это могут быть любые приспособления и инструменты для заточки ручным методом. Производительность такого оборудования гораздо ниже автоматов. Такой вид нашел применение в кустарных мастерских для бытовых нужд.
Оборудование такого рода в широком ассортименте представлено в продаже, отличаться аппараты могут функциями, мощностью и ценой. Ручной станок для заточки дисковых пил, цена которого будет значительно ниже (порядка 20 тысяч рублей), можно изготовить самостоятельно. Оборудование состоит из плотна и пластин из твердых сплавов, которые служат резцами.








Полезные советы частным мастерским
- В первую очередь во время работы на станке или циркулярке следить за износом пильного диска и нагрузкой на двигатель, соответственно вовремя вы сможете заметить момент когда диск следует заточить. Ниже приведу признаки, по которым можно определить степень износа:
- Во время работы стало труднее пропиливать пиловочник или конкретную заготовку;
- Пропил становится бурым, как все равно он подгорел;
- Появление специфичного запаха и темных следов от пильных зубьев;
- Защитный кожух двигателя нагревается при перегреве. Что в свою очередь говорит о большой нагрузке на двигатель.
- Своевременная и правильная заточка оградит вас от преждевременного износа режущего элемента, принесет снижение затрат на электроэнергию т. к. тупым диском мы только сможем усугублять положение, тем самым увеличивая нагрузку на электродвигатель, что в дальнейшем приведет к его поломке. Особенно ощутимо это на циркулярке с двигателем малой мощности.
Ну конечно если доверяться действительно на самом деле профи, то только не в нашей любимой стране. Выбор конечно у каждого свой. Каждый живет по средствам.
Зачастую домашние умельцы осуществляют заточку дисковой пилы с победитовыми напайками посредством использования ручной болгарки. Метод не очень безопасный, да и диска так на долго не хватит. Данным способом легко повредить зубья пильного диска, так же необходимо умение работать с болгаркой. Но это один из способов заточки пил своими руками — хотя как я и сказал не очень безопасный.
С вами был Андрей Ноак. Заходите на мой блог и будьте в курсе всех событий. Подписываться на обновления и приглашайте своих друзей ознакомиться с моими советами и материалами. Я думаю, что предоставленный материал для вас оказался полезным
Спасибо за внимание, удачи и до новых встреч!
Рабочая лента
У ленточного гриндера всегда можно увидеть пружину, которая необходима для того, чтобы обеспечивать автоматическое натяжение ленты-наждака. Если использовать такую пружину, то менять ленту будет очень удобно, а ее натяжение будет регулироваться автоматически. Следует сразу сказать, что менять ленту даже при обработке одного изделия необходимо будет несколько раз. Обработку любой металлической детали необходимо начинать с лентой с более крупным абразивом, постепенно меняя ее на более мелкую.
Очень важное внимание следует уделить склеиванию ленты. В интернете есть варианты правильной склейки, также можно посмотреть этот процесс на видео. Для ее изготовления необходимо использовать бумагу-наждак на тканевой основе
Шов на ленте делается только встык и его необходимо обязательно усилить, для чего используется полоска плотной ткани, подкладываемая с обратной стороны склеиваемого участка. Для склеивания ленточного наждака необходимо использовать только эластичный клей, и он должен быть очень качественным
Для ее изготовления необходимо использовать бумагу-наждак на тканевой основе. Шов на ленте делается только встык и его необходимо обязательно усилить, для чего используется полоска плотной ткани, подкладываемая с обратной стороны склеиваемого участка. Для склеивания ленточного наждака необходимо использовать только эластичный клей, и он должен быть очень качественным.
Для качественного и надежного склеивания ленты для ленточного наждака вам понадобится ее правильная подготовка. Склеивать ленту можно при помощи клеевой палочки для термопистолета: такой способ можно наглядно изучить в ролике выше. Для нагрева можно применить обычный технический фен.
При желании, можно сделать свой самодельный шлифовальный станок еще более универсальным, для этого его следует оснастить дополнительным столиком, размещаемым со стороны самого большого шкива. Это позволит вам выполнять обработку деталей на ленточном гриндере, прижимая их к ленте-наждаку со стороны самого большого шкива. Если вы решите сделать такой столик, то необходимо будет предусмотреть возможность изменения направления движения ленточного наждака, который всегда должен перемещаться по направлению к рабочему столу, а не от него.
С более простой конструкцией гриндера можно ознакомиться в видео ниже:
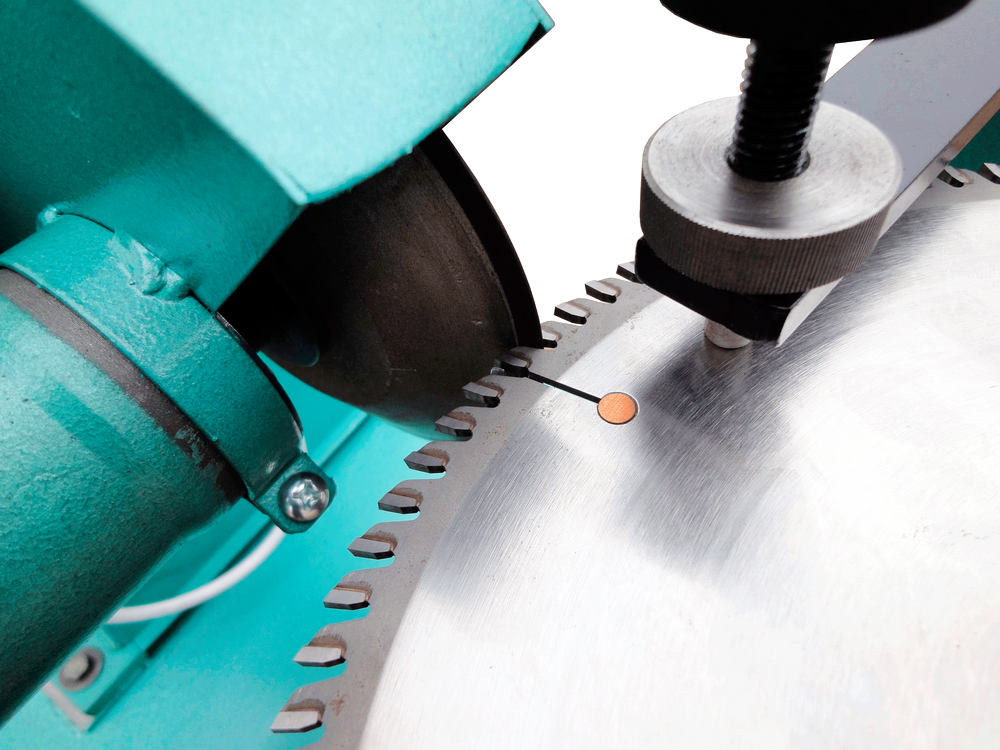
Необходимые инструменты
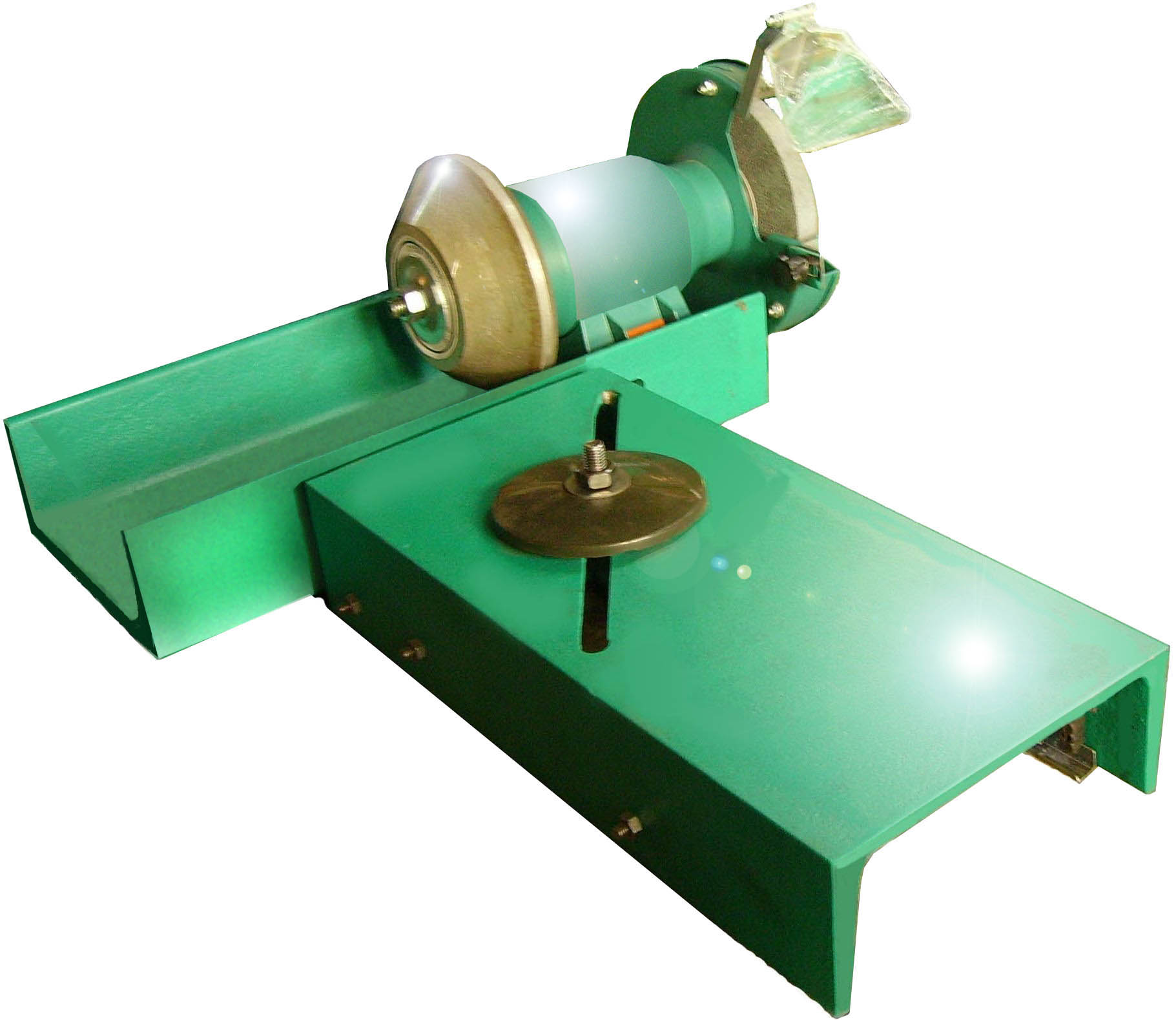
Своими руками диски для циркулярной плиты можно заточить только при наличии специальных инструментов. Также есть станок, который позволяет автоматизировать процесс, сделать его более эффективным.
Для проведения работы по заточке диска своими руками можно использовать нижеприведенные инструменты:
- монтажные тиски;
- напильник;
- брусок из дерева.
Также можно использовать заточной станок для дисковых пил, для которого не нужны вышеприведенные инструменты.
Когда нужно проводить работу по восстановлению дисковых пил?
Довольно важным вопросом можно назвать определение того, когда должна быть проведена заточка дисковых пил. Сильный износ может привести к отсутствию возможности проведения подобной работы. Можно выделить три четких сигнала, которые определяют необходимость проведения заточки диска циркулярной пилы:
- Появление дыма, нагревание защитного кожуха. Приспособление, как правило, имеет специальный защитный кожух, который может нагреваться, если диск затупился. Также следует отметить, что в особых случаях происходит появление дыма вследствие сильного нагрева зоны резания.
- Также при механической подаче, когда нажим регулируется своими руками, следует придавать большое усилие для получения необходимого результата.
- При обработке древесины или другого материала в зоне резания появляются следы нагара и соответствующий запах.
В вышеприведенных ситуациях рекомендуется проводить заточку диска циркулярной пилы.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.






Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Как Точить Диск От Циркулярки
Заточка дисковых пил
Материал и характеристики твердосплавных зубьев
В российских пилах в роли материала для режущих пластинок употребляются спеченные вольфрамокобальтовые сплавы марок (6, 15 и пр. цифра значит процентное содержание кобальта). У 6 твердость 88,5 HRA, у 15. 86 HRA. Зарубежные отечественные изготовители используют свои сплавы. Твердые сплавы состоят в главном из карбида вольфрама сцементированного кобальтом. Свойства сплава зависят не только лишь от его хим состава, да и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и крепкость сплава.
Укрепляют твердосплавные пластинки к диску высокотемпературной пайкой. В роли материала для пайки, скорее всего, употребляются серебряные припои (ПСр-40, ПСр-45), в худшем случае. медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
По форме различают последующие виды зубьев.
Прямой зуб
. Обычно употребляется в пилах для продольного резвого пиления, когда качество не имеет особенного значения.
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с различным углом наклона чередуются друг с другом, по причине чего именуются попеременноскошенными. Это более всераспространенная форма зуба. Исходя из величины углов заточки, пилы с попеременноскошенным зубом употребляются для пиления разных материалов (дерева, ДСП, пластмасс). как в продольном, так и поперечнике. Пилы с огромным углом наклоназадней плоскости употребляются как подрезные при резке плит с обоесторонним ламинированием. Их внедрение дает возможность избежать сколов покрытия на краях пропила. Повышение угла скоса понижает усилие резания и уменьшает опасность сколов, но сразу уменьшает стойкость и крепкость зуба.
Зубья имеют наклон не столько задней, зато фронтальной плоскости.
Трапециевидный зуб
. Особенностью этих зубьев является относительно неспешная скорость затупления режущих кромок сравнительно с попеременноскошенными зубьями. Обычно они используются в купе с прямым зубом.
Чередуясь с последним и немного возвышаясь над ним, трапециевидный зуб делает предварительное пиление, а прямой, последующий за ним. чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки плит с обоесторонним ламинированием (ДСП, МДФ и пр.), и конечно для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и употребляются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.







Обычно передняя грань зубьев имеют плоскую форму, однако сейчас имеются пилы и с вогнутой фронтальной гранью. Они используются для чистового поперечного пиления.
Углы заточки зубьев
Значения углов заточки
определяются предназначением пилы. т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой фронтальный угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в рамках 5-10°. Универсальные пилы, созданные для поперечного и продольного пиления, имеют усредненное значение фронтального угла. обычно 15°.
Величины углов заточки определяются не только лишь направлением распила, зато твердостью распиливаемого материала. Чем выше твердость, тем меньше должны являться фронтальный и задний углы (меньше заострение зуба).
Фронтальный угол вам больше понравятся не только лишь положительным, да и отрицательным. Пилы с таким углом употребляются для раскроя цветных металлов и пластмасс.
Правила заточки
Технология заточки:
- Хорошей остроты можно добиться только при повторном выполнении обработки режущих зубьев. Обе пильные поверхности должны затачиваться одинаковое количество раз.
- Когда первый круг заточки завершится, необходимо очистить диск от металлической пыли, проверить точность выставления углов.
- Если станок для заточки пильных дисков оборудуется алмазным абразивным кругом, необходимо установить систему подачи охлаждающей жидкости.
- После выполнения процедуры необходимо проверить поверхность режущих зубьев. Если на них есть трещины, нужно заменить диск на новый.
Форма режущих зубьев:
- Прямые — встречаются на дисках для быстрой протяжки.
- Конические — применяются для разрезания досок, пластика. Позволяют избежать появления сколов на обратной стороне заготовки после реза.
- Трапециевидные — используется для глубокого пиления. Рез остается чистым.
- Скошенные — применяются для черного распила, поскольку развернутые в разные стороны зубья оставляют грубые сколы.
Учитывая особенности разных пильных дисков, можно добиться хорошей остроты.
Заточка дисковой пилы (Фото: Instagram / tm_tools)
Характеристики пильных дисков
Прежде чем сделать станок для заточки пильных дисков своими руками, нужно выяснить, какими производятся круги. Они отличаются между собой размером и формой зубьев.
Прямые. Они применяются для продольного быстрого распила материала. При этом качество работы не имеет значения – оно не блещет.
Скошенные. Такие зубья на станках встречаются чаще всего. Тут заточка производится правой или левой. При использовании таких циркулярных пил практически не происходят сколы, которые часто появляются на краях обрабатываемого материала. Применяются подобные круги для работы с разными материалами: деревом, пластмассой, ДСП. Резать они могут вдоль и поперек.
Трапециевидные. Такие круги способны служить продолжительное время без заточки. Такие зубья применяются одновременно с прямыми. Это обеспечивает глубокое пиление, при этом распил получается качественным и ровным.
Конические. Благодаря им существует возможность нарезать нижний слой древесины (ламината).
Важен угол заточки. Он встречается передний и задний, а еще скос по задней и передней плоскости. Для продольного распила переднего угла необходимо значение 15–25 градусов. Поперечный составляет 5–10 градусов. Угол зависит от того, насколько твердым является материал изготовления пильного диска. Чем он прочнее, тем градусы меньше.
https://youtube.com/watch?v=Z4pivLmhAkY





