

Эксплуатационные возможности
Указанные на станок 6Т82Г технические характеристики позволяют применять его во многих производственно-технологических линиях для фрезерования изделий различной сложности. Стандартные опции расширяются применением дополнительных приспособлений, оснастки:
- тиски;
- делительная головка;
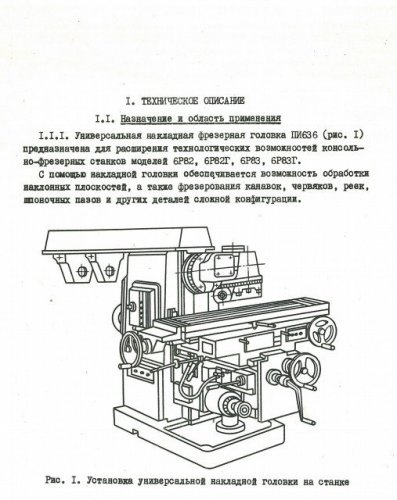
- накладная фрезерная головка;
- долбежная головка;
- круглый поворотный стол с механическим редукторным приводом.
Комплектующие устанавливаются на горизонтально-фрезерные станки 6Т82Г посредством фиксации в стандартных пазах. Технические характеристики оборудования шире, чем у обычных аналогов. Консольный станок имеет стол, с широким диапазоном перемещения по трем направлениям, что расширяет технологические возможности. У простого оборудования с горизонтальным шпинделем такой опции нет. Обеспечивает защиту от перегрузок у 6Т82Г схема с электромагнитной муфтой. Это эффективный механизм, предохраняющий от поломок, поскольку мощность двигателя, тяговые усилия приводов стола могут серьезно повредить конструкцию станка и нанести травмы работнику.

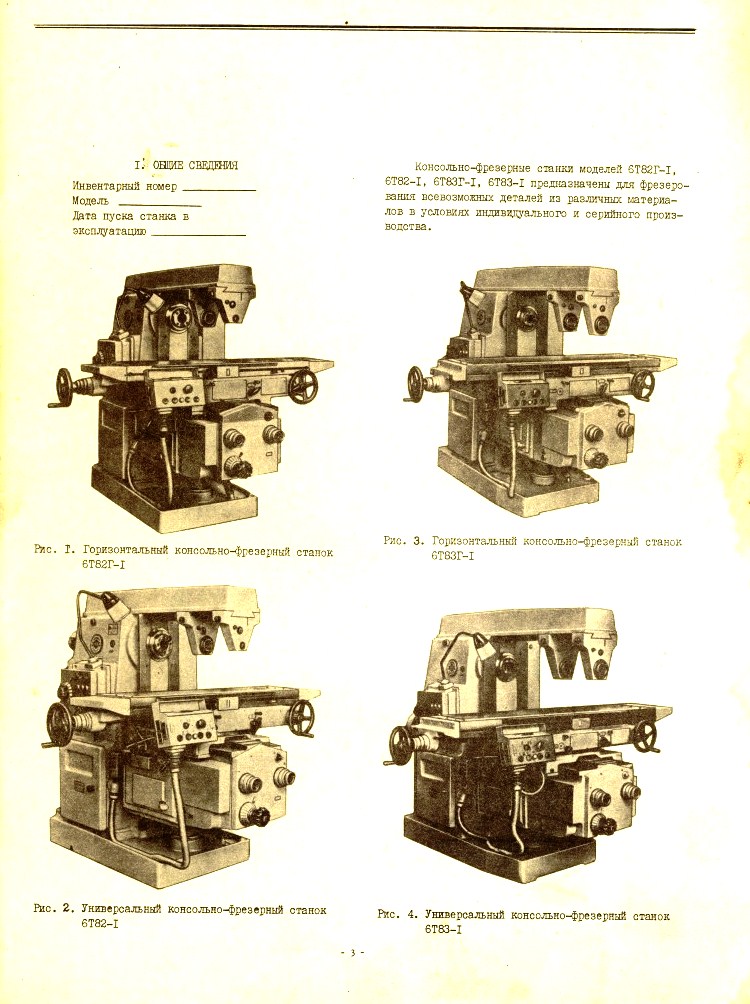
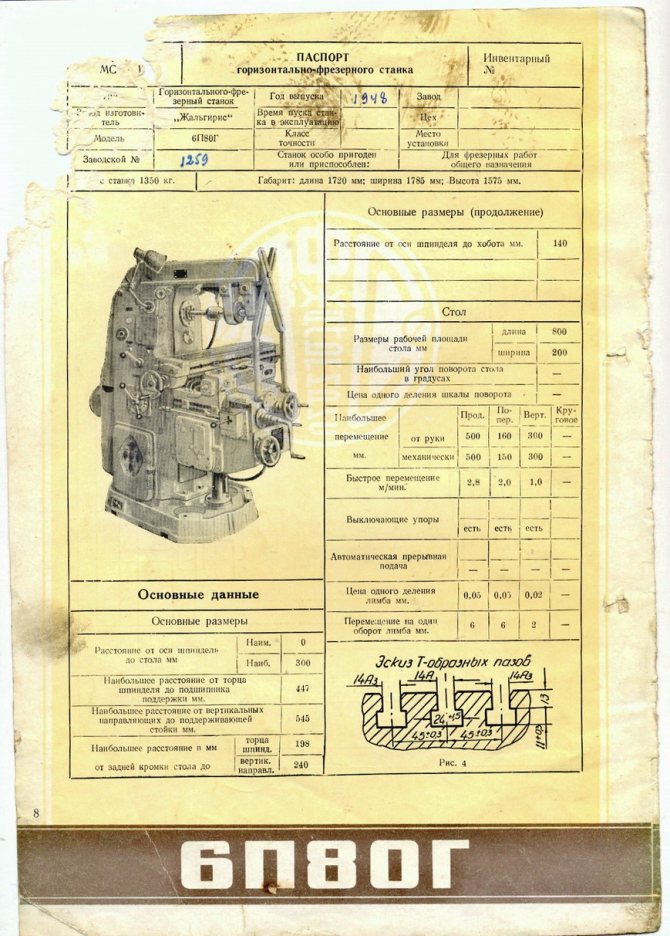
Общий вид фрезерного станка 6Т82Г
На данном оборудовании выполняется весь перечень фрезеровочных операций для этого класса станков. В работе с оснасткой используются все известные приемов приемы обработки металла. В зависимости от расположения режущей кромке на инструменте, заготовки обрабатываются:
- по вертикали;
- по горизонтали;
- по копиру;
- с помощью дополнительных приспособлений.
При работе предполагается наличие допуска к оборудованию, оформленного соответствующим образом, поэтому описание базовых понятий металлообработки в паспорте отсутствует. Но рекомендации по выбору режимов обработки есть. Возможности при работе с деталями различной прочности и площади поверхности у станка широкие. Варьируется в широком диапазоне скорость вращения шпинделя, тонко регулируется подача стола. Оперируя этими значениями, подбираются оптимальные режимы для достижения конкретных целей, добиваясь:
- высокой производительности;
- заданной шероховатости поверхности;
- поддержания температуры в нужном диапазоне;
- сохранности режущего инструмента.
Удобное управление позволяет быстро осуществлять перенастройку станка, установку и демонтаж дополнительного оборудования. Элементы конструкции унифицированы. Установка фрез и оснастки производится стандартным инструментом по обычной схеме. При обработке металлов допускается использование рекомендованного инструмента. Фрезы могут быть выполнены как их быстрорежущей стали, так и изделия с твердосплавными напайками. Для каждого вида режущего инструмента имеются свои рекомендации, под которые настроить станок не составит труда.
При высокой надежности, долговечности, точности станок имеет относительно доступную цену, соответственно и быструю окупаемость. Перечень выполняемых операций позволяет применять оборудование во многих сферах деятельности. При выполнении условий эксплуатации устройство безопасно для фрезеровщика. Большой ресурс и ремонтопригодность стали решающим фактором при выборе оборудования для установки в небольших частных организациях, крупных металлообрабатывающих предприятий. Если для первых это станок, который отлично подходит для выпуска единичных изделий, то для вторых это инструмент повышения производительности труда.
Буква «Т» в аббревиатуре названия означает поколение оборудования, и в отличие от предыдущих выпусков серии «Р» существенно выросла мощность, расширен частотный диапазон вращения шпинделя, увеличена скорость подачи стола, в том числе и в ускоренном режиме. Удобным стало управление, конструктивно станок стал более эргономичным.
Эксплуатация и обслуживание
Станок 6Т82Г достаточно прост в эксплуатации и обслуживании. Стандартные опции расширяются дополнительными устройствами:
- Тиски.
- Поворотный стол.
- Делительная головка.
- Долбежная головка.
- Накладная фрезерная головка.
- Специальные кондукторы для фиксации определенных деталей в массовом и крупносерийном производстве.
- Устройства жестко крепятся на столе в пазах.
Большой ход стола по всем осям, жесткость и большое тяговое усилие дает возможность выполнять любые работы для данного класса станков.
Диапазон скоростей вращения шпинделя и скоростей подачи стола позволяет подобрать оптимальные режимы обработки деталей с нужными параметрами:
- производительность;
- заданной шероховатости поверхности;
- износостойкости инструмента.
Хорошая система защиты от перегрузок надежно работает в аварийных ситуациях и защищает станок от повреждения.
Обслуживание включает в себя поддержание станка в чистоте, своевременное поддержание достаточного количества масла и охлаждающей эмульсии.
Паспорта токарных станков
1а62
станок токарно-винторезный: — 1955, pdf; 110 Мб. Фото станка1А621а1616п
станок токарный: — djvu. Фото станка1а1616п1а240
станок токарный шестишпиндельный прутковый: — djvu; 5,7 Мб. Фото станка1а2401а616п станок токарно-винторезный: — djvu; 0,5 Мб. Фото станка 1А616п
1а625
станок токарно-винторезный: — djvu; 1,8 Мб. Фото станка1а6251а983
станок трубонарезной: — pdf; 95,7 Мб. Фото станка1а9831в62г, 16в20
станок токарный: — pdf. Фото станка1в62г , Фото станка16в201д62м (ДИП 200)
станок токарный: — djvu. Фото станка1д62м (ДИП 200)1д63а
станок токарный: — djvu. Фото станка1д63а1д601
станок токарный: — djvu. Фото станка1д6011е61пм, 1е61вм, с1в61пм, с1в61вм
станок токарно-винторезный: — 1981, pdf; 24,9 Мб. Фото станка1Е61ПМ1е95, 1е95г
станок токарно-винторезный: — 1986, pdf; 28,9 Мб. Фото станка1Е95, 1Е95Г1и140п
станок токарный револьверный: — pdf. Фото станка1и140п1и611п
станок токарно-винторезный: — 1968, djvu; 1,1 Мб. Фото станка1И611П1ис611в
станок токарно-винторезный: — 1968, djvu; 2,62 Мб. Фото станка1ИС611В1к62
станок токарно-винторезный: — 1966, djvu; 1,8 Мб. Фото станка1К621к62д, 1к62дг, 1к625д, 1к625дг
станок токарно-винторезный: — 2001, djvu; 1,8 Мб. Фото станка1К62Д1м61, 1м61П
станок токарно-винторезный: — djvu; 2,8 Мб. Фото станка1М611м63
станок токарно-винторезный: — djvu; 2,0 Мб. Фото станка1М631м63н_1
станок токарно-винторезный. Часть 1: — djvu; 3,8 Мб. Фото станка1м63н1м63н_2
станок токарно-винторезный. Часть 2: — djvu; 0,7 Мб. Фото станка1м63н1м95
станок токарно-винторезный: — djvu; 1,0 Мб. Фото станка1м951п611
станок токарно-винторезный: — djvu; 3,2 Мб. Фото станка1п6111к341
станок токарно-револьверный: — djvu; 2,3 Мб. Фото станка1к3419м14
станок трубонарезной: — djvu; 11,1 Мб. Фото станка9м1416Б04п, 16Б05п
станок токарный: — djvu. Фото станка16Б04п, 16Б05п16Б16, 16л20
станок токарно-винторезный: — djvu; 3,3 Мб. Фото станка16Б1616Б16п, 16л20
станок токарно-винторезный: — djvu; 3,3 Мб. Фото станка16Б16п16Б20п
станок токарно-винторезный: — djvu; 8,9 Мб. Фото станка16Б20п16Б25псп
станок токарно-винторезный: — djvu; 5,0 Мб. Фото станка16Б25псп16в20
станок токарно-винторезный: — 1993, Формат: djvu; 4,1 Мб. Фото станка16В2016е16кп
станок токарный: — djvu. Фото станка16е16кп16к20, 16к20п, 16к20г, 16к25
станок токарно-винторезный: — 1975, pdf; 3,6 Мб. Фото станка16К20163
станок токарно-винторезный (Тбилиси). Руководство. Руководство по электрооборудованию: — djvu, pdf; 12 Мб. Фото станка163250итвм
станок токарно-винторезный: — djvu; 1,5 Мб. Фото станка250итвм1341
станок токарный револьверный: — djvu. Фото станка13411341 наладка
станок токарный револьверный: — pdf. Фото станка13411603
станок токарный: — pdf. Фото станка16031615
станок токарный: — djvu. Фото станка16151616п
станок токарный: — djvu. Фото станка1616пиж250
станок токарно-винторезный: — djvu; 1,0 Мб. Фото станкаиж250ит-1м, ит-1гм
станок токарно-винторезный: — djvu. Фото станкаИТ-1М, ИТ-1ГМmn80a
станок токарный: — djvu. Фото станкаmn80aсн-1
станок токарный настольный: — djvu. Фото станкасн-1СУ-400 (CU 400)
станок токарно-винторезный: — doc, 4.9 Мб. Фото станкаСУ-400 (CU 400)СУ-500 (CU 500)
станок токарно-винторезный: — doc, 4.9 Мб. Фото станкаСУ-500 (CU 500)т-4
станок токарный: — pdf. Фото станкат-4тв-250
станок токарный: — pdf. Фото станкатв-250тв-320, тв-320П
станок токарно-винторезный: — djvu; 1,93 Мб. Фото станкаТВ-320
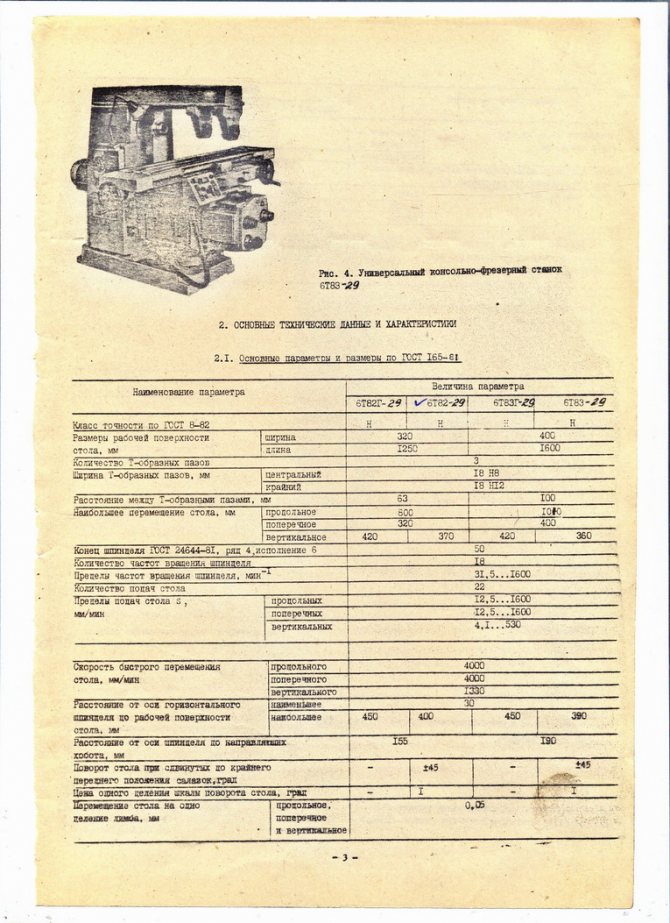
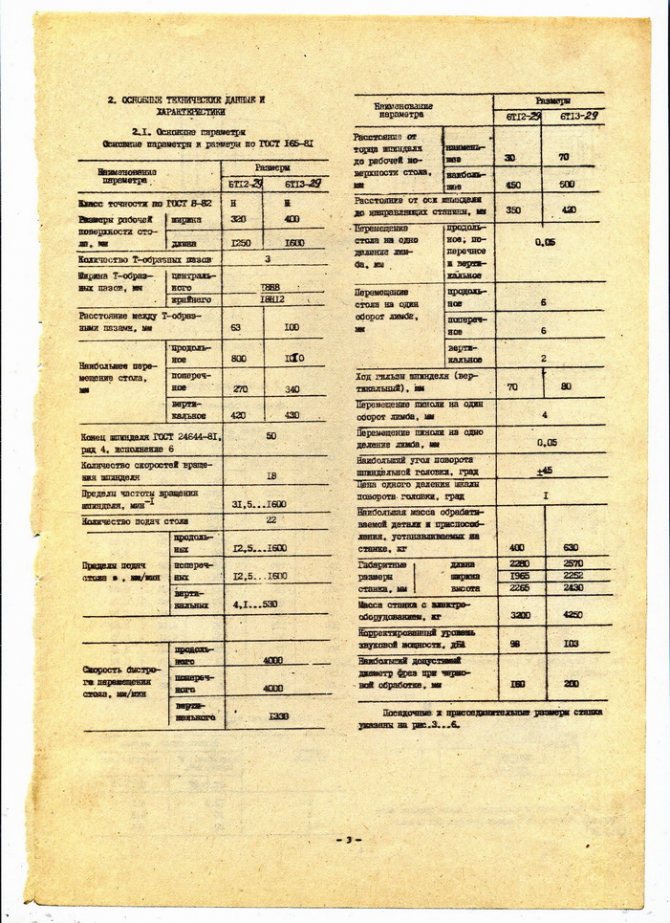
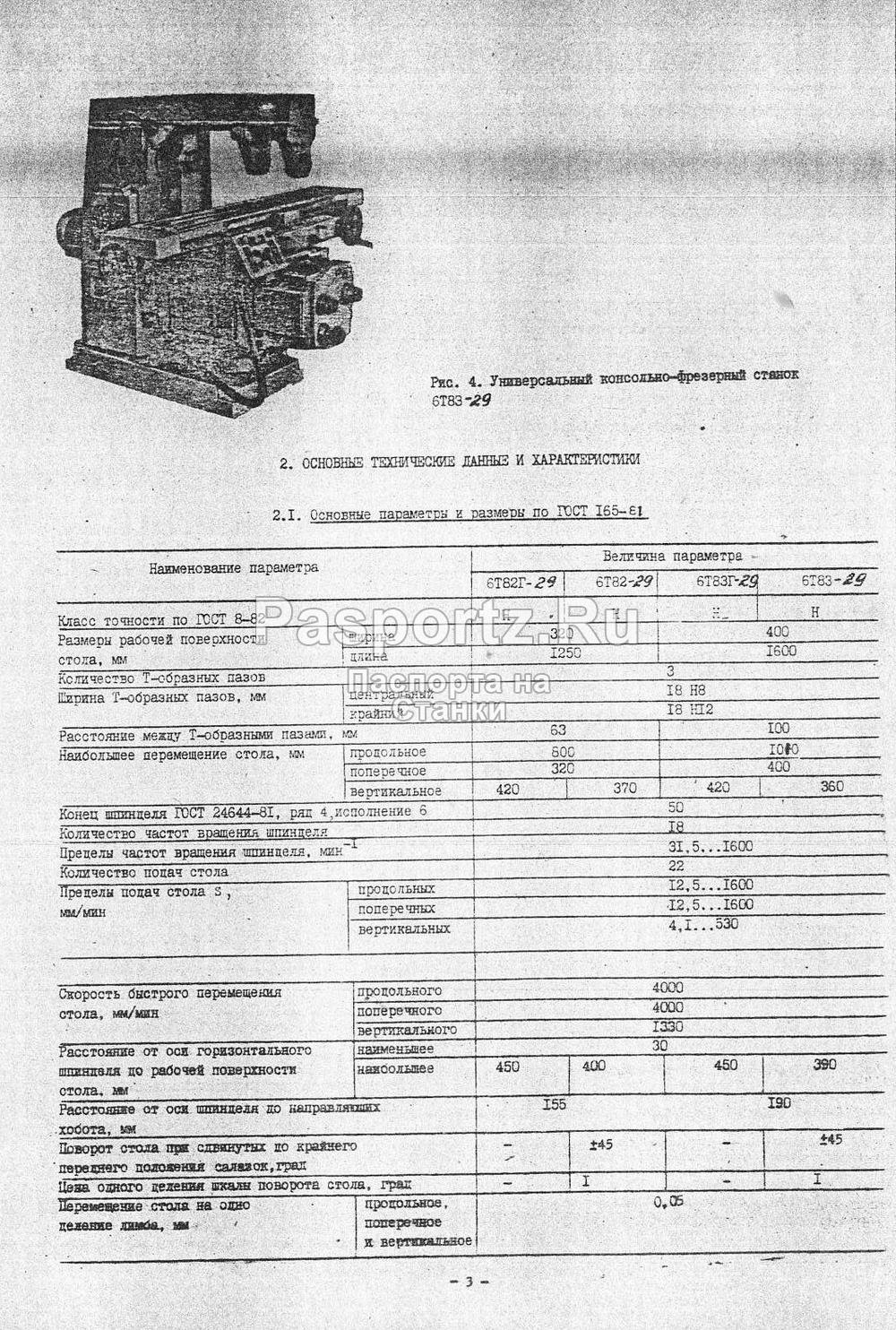
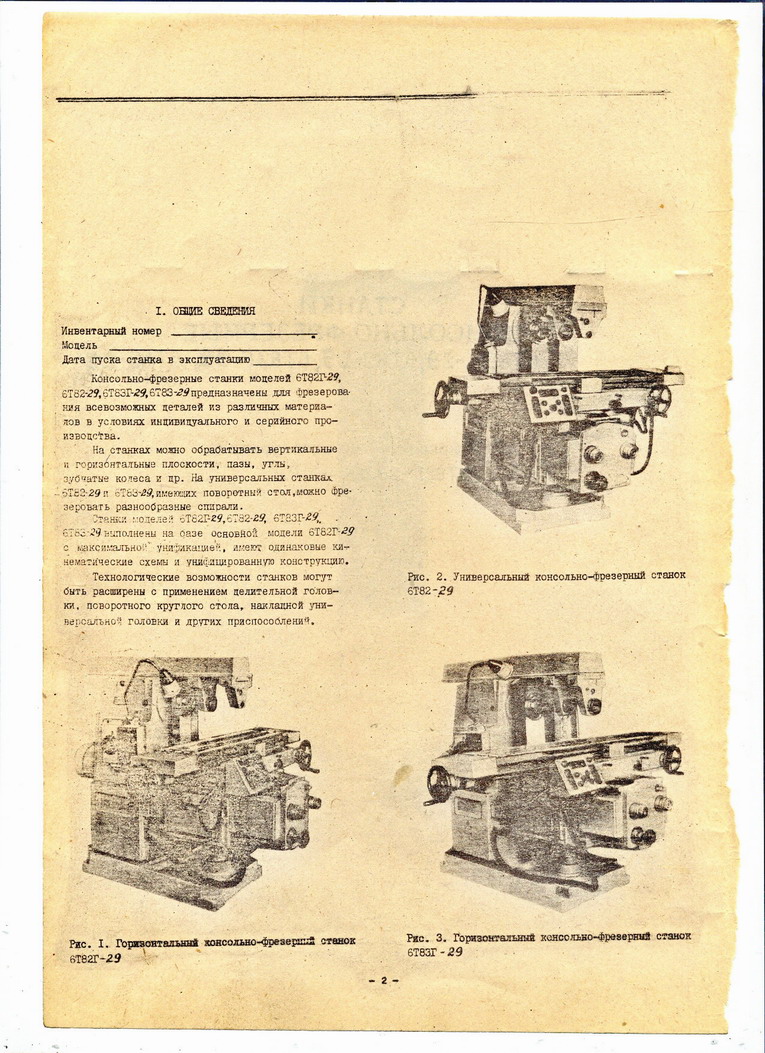
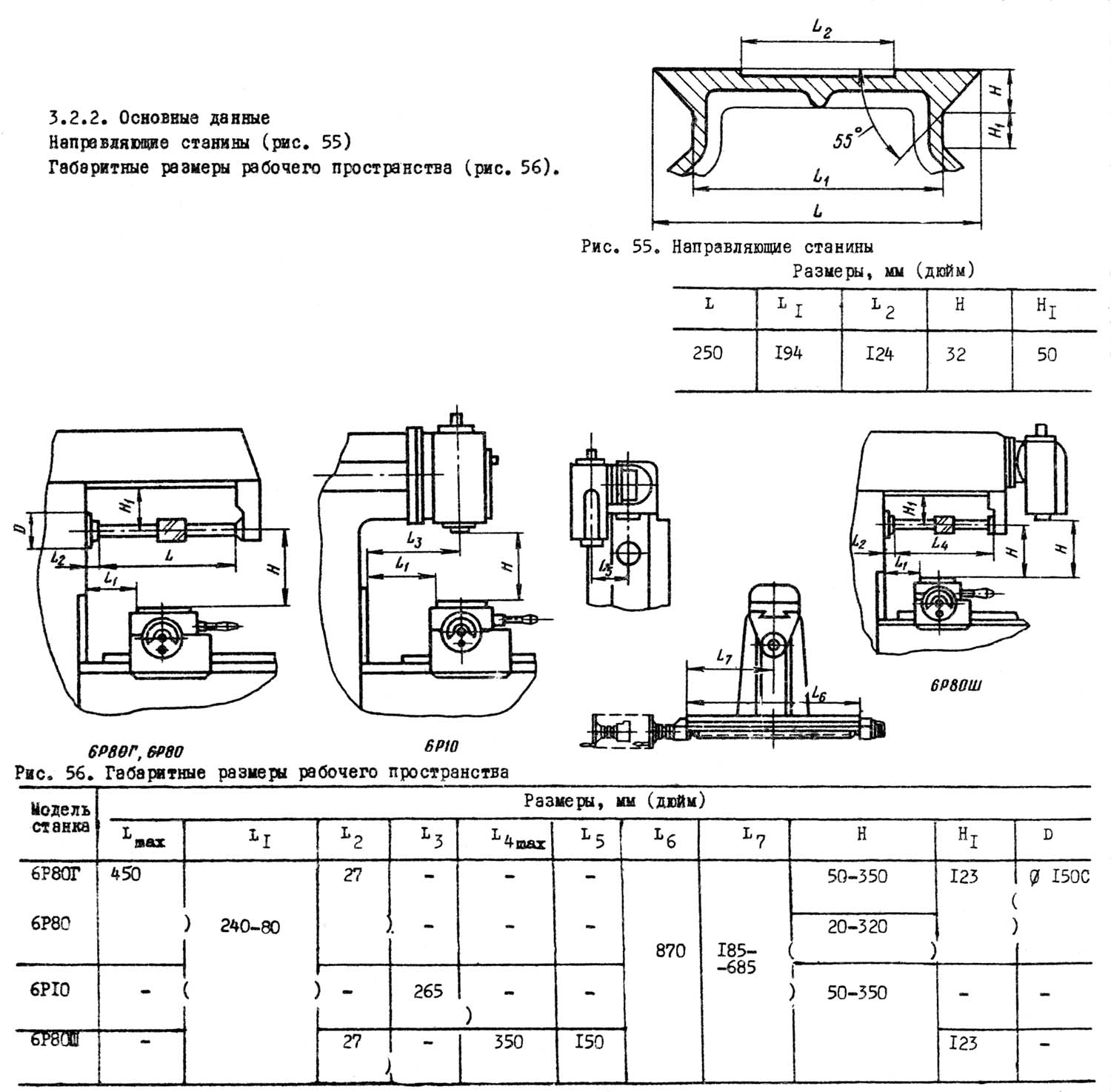
История горизонтального консольного фрезерного станка 6Р82г
Модели горизонтально фрезерные начали выпускать с 1932 года — через год после открытия предприятия. В 37 появились прототипы — варианты серии 6Б, который были оснащены столами с размерами 320 на 1250 миллиметров. В 51 году началось производство вариаций 6Н. Одни из приборов — 6Н13ПР — был положительно воспринят общественностью и принят к рассмотрению ведущими европейскими специалистами. В 1956 году, то есть через пять лет после создания, конструкторов наградили в Брюсселе за эту разработку.
В 1960 году появляются варианты серии 6М, станков такого типа было выпущено семь моделей. Они были удобны, но все еще присутствовала проблема недостаточной безопасности.
Модель 6Р82 появилась одновременно с еще одной популярной 6Р83 — в 1972 году. Консольные вариации понравились специалистам, которые настояли на том, что ассортимент необходимо расширять. Так появились в 1985 году другие линейки станков с маркировкой Т-1 — 6Т82 и 6Т83. Принципиальных различий у оборудования нет. В 1991 году показали разработки серии Т — станков представлено десять видов.
Многие вариации оборудования выпускаются до си пор. Не стоит думать, что ранний год изготовления говорит о плохом качестве или недостаточном функционале. На самом деле приборы раннего производства могут подойди предприятиям лучше, чем выполненные во времена миллениума — дело в том, насколько они подходят для конкретного выполняемого вида работ.

https://youtube.com/watch?v=RQxoXwJ4gfU

Паспорта кузнечно-прессового оборудования
нв5221
пресс-ножницы комбинированные: — rar, Фото машинынв5221п6324
пресс гидравлический: — pdf, Фото машинып6324к2130
пресс кривошипный: — pdf, Фото машинык2130кд2124, кд2324
пресс кривошипный: — djvu, Фото машиныкд2124 , Фото машиныкд2324ГД-162
станок для правки и резки арматурной стали: — pdf; 3,98 Мб.Фото машины ГД-162н3118
ножницы гильотинные: — djvu, Фото машинын3118н3222
ножницы гильотинные: — djvu, Фото машинын3222нд3316г, нд3318г
ножницы гильотинные: — djvu, Фото машинынд3316г , Фото машинынд3318гнг-13
ножницы гильотинные: — pdf, Фото машинынг-13нг-6,3
ножницы гильотинные: — djvu, Фото машинынг-6,3нк3416, нк3418
ножницы гильотинные: — djvu, Фото машинынк3416 . Фото машинынк3418
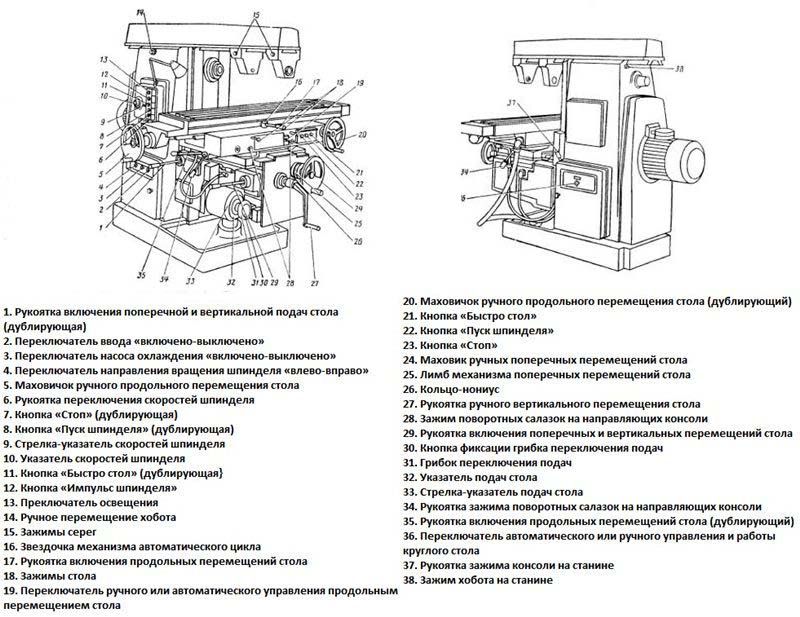
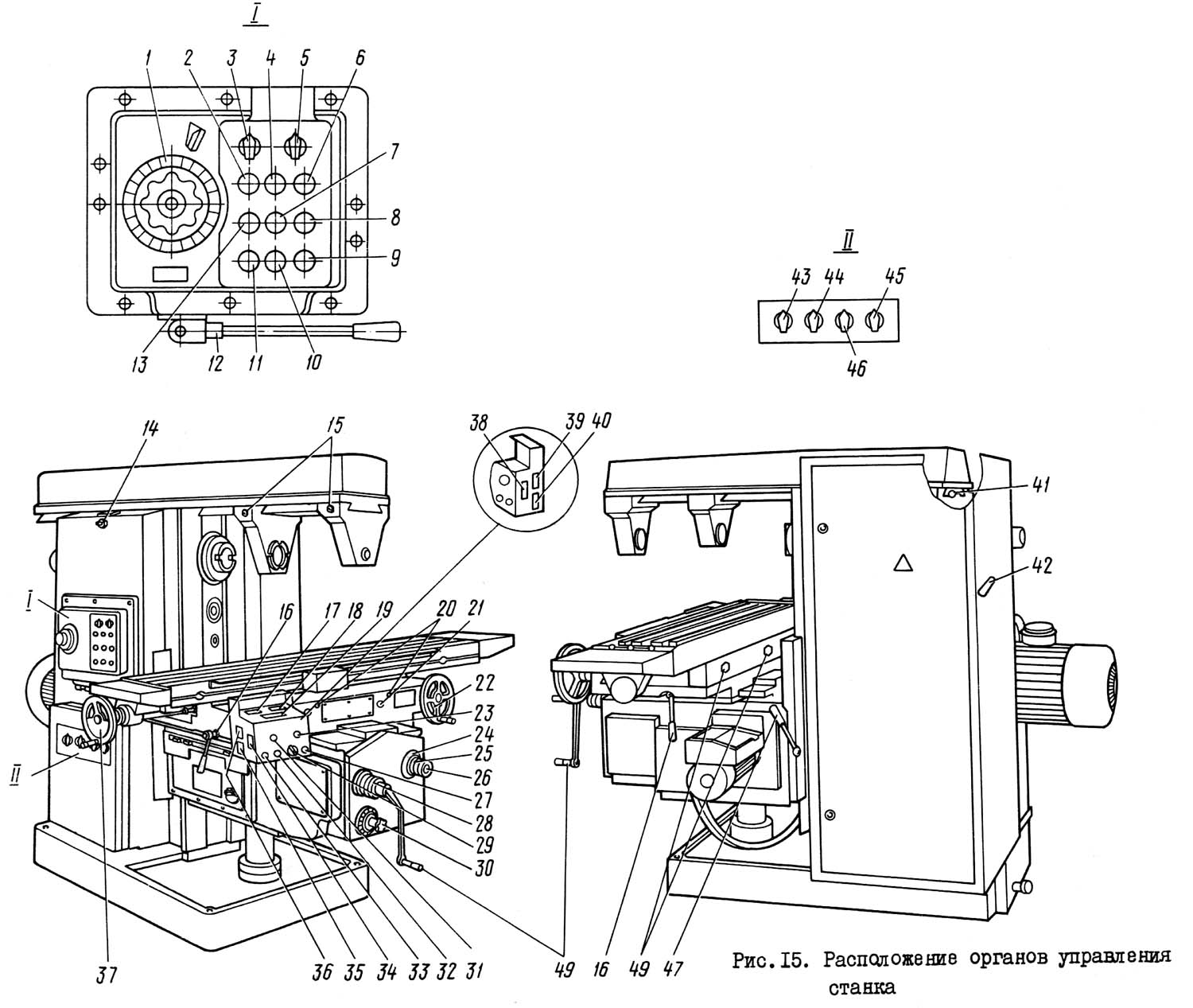
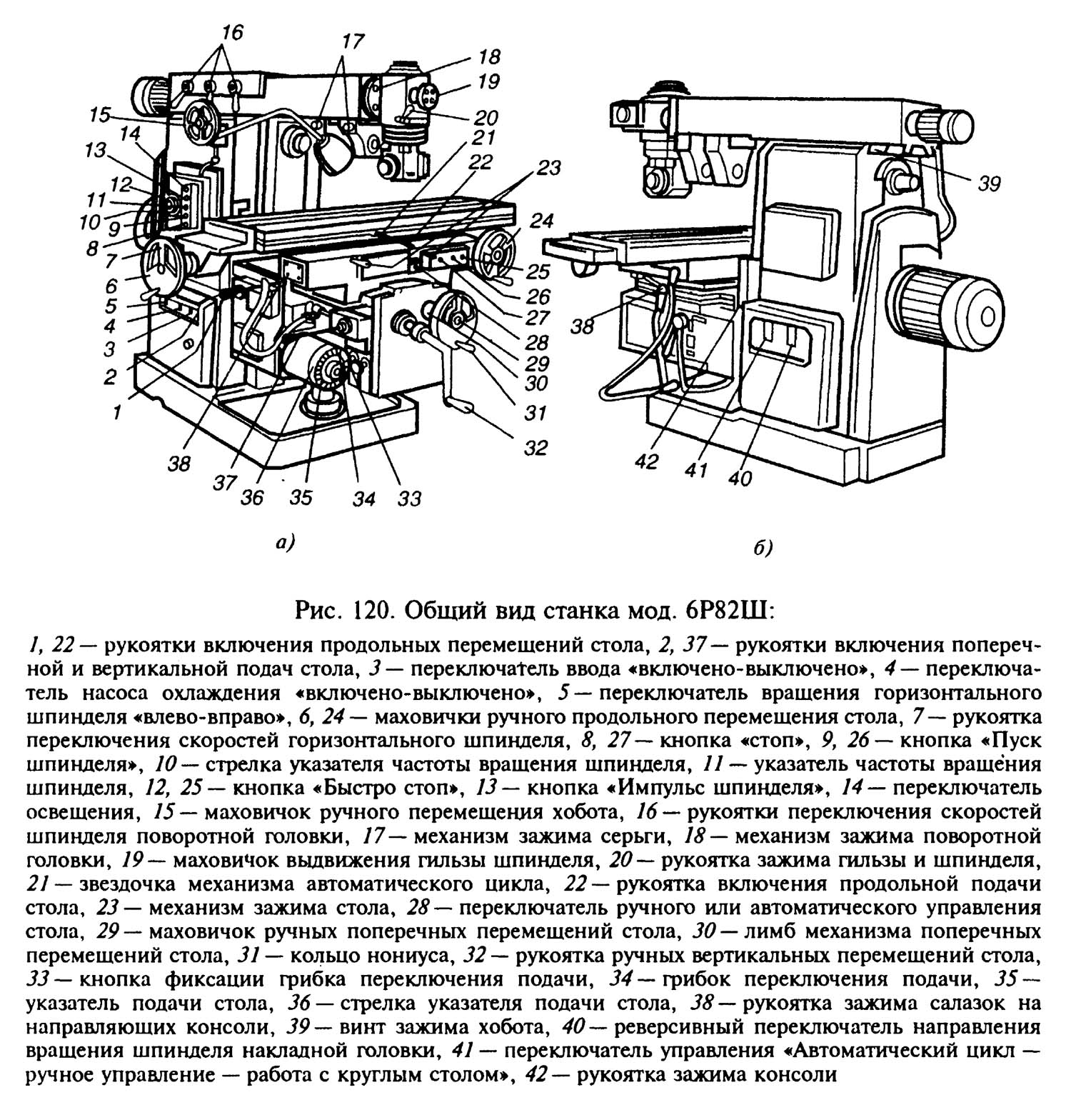
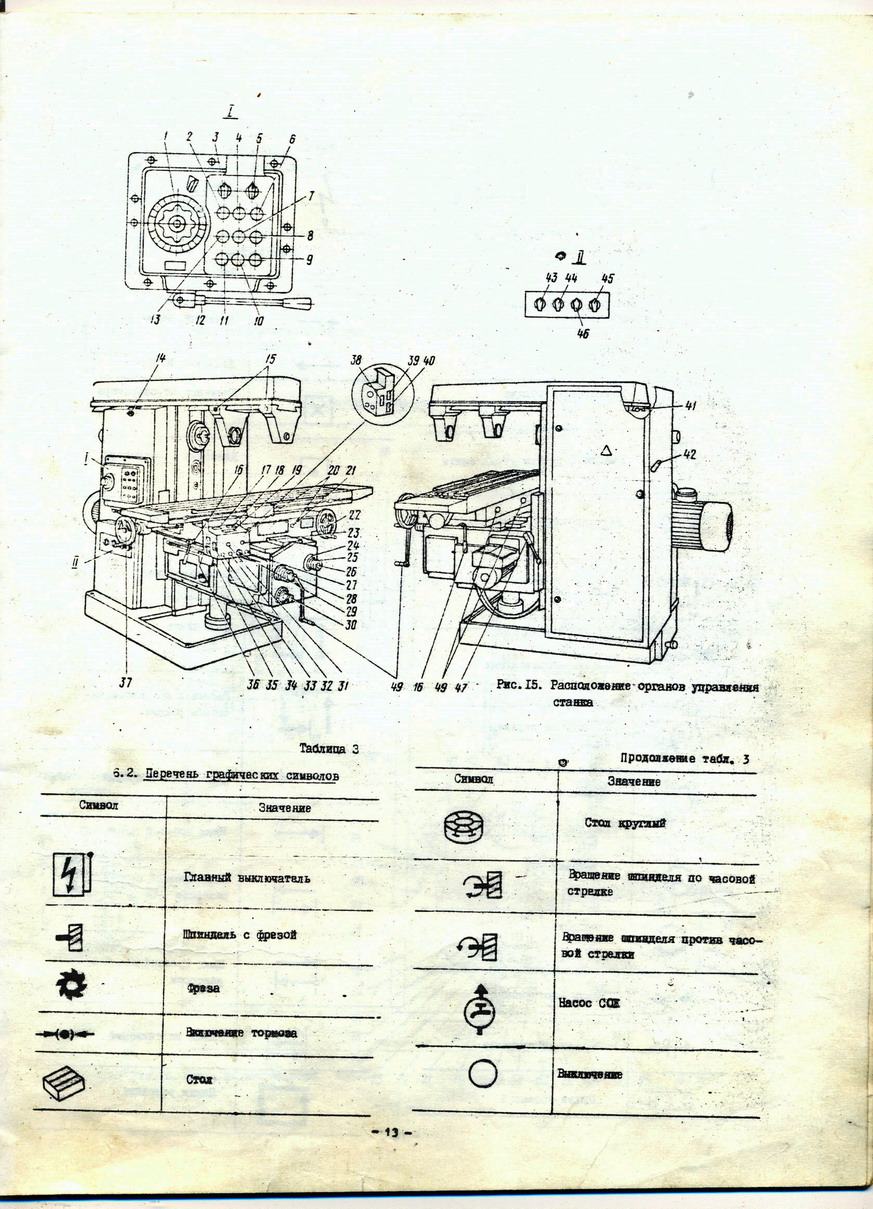
Расположение органов управления фрезерным станком 6Т82
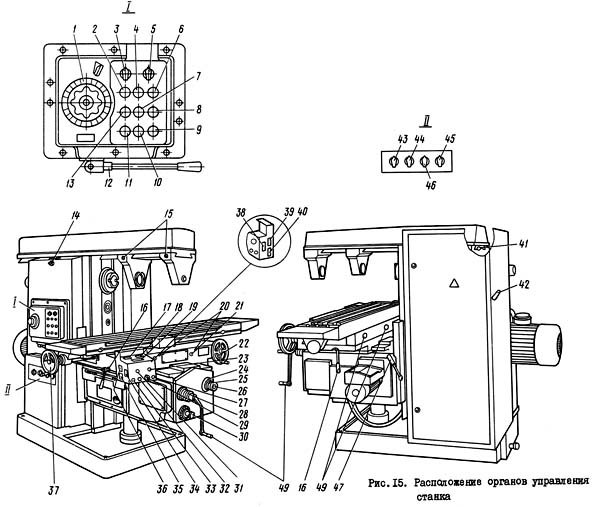
Расположение органов управления фрезерным станком 6Т82
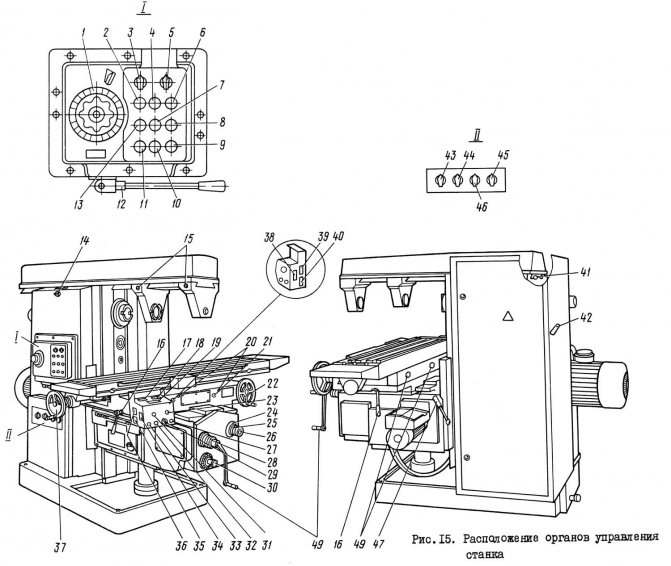
Перечень органов управления фрезерным станком 6Т82
- Указатель скоростей шпинделя
- Кнопка «Толчок шпинделя»
- Переключатель «Зажим-отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Переключатель выбора направления перемещения стола
- Кнопка «Перемещение стола назад, вправо, вниз»
- Кнопка «Стоп перемещения стола»
- Кнопка «Замедленная подача»
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Стоп шпинделя» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- Кнопка «Пуск шпинделя» (дублирующая)
- Ручное перемещение хобота
- Зажим серег
- Зажимы салазок
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещение стола»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — механический»
- Маховик ручного продольного перемещения стола
- Кнопка «Пуск шпинделя»
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Кнопка «Стоп» аварийная
- Ручное вертикальное перемещение стола
- Переключатель выбора режима работы станка
- Грибок переключения подач
- Кнопка «Стоп шпинделя»
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стала»
- Клавиш «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Зажим хобота
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево-вправо»
- Переключатель насоса охлаждения «Включено-выключено»
- Переключатель выбора автоматических циклов по рамке
- Переключатель выбора автоматических циклов стола
- Зажим консоли
- Зажимы поворотных салазок
- Рукоятка ручного вертикального и поперечного перемещений стола, (съемная)
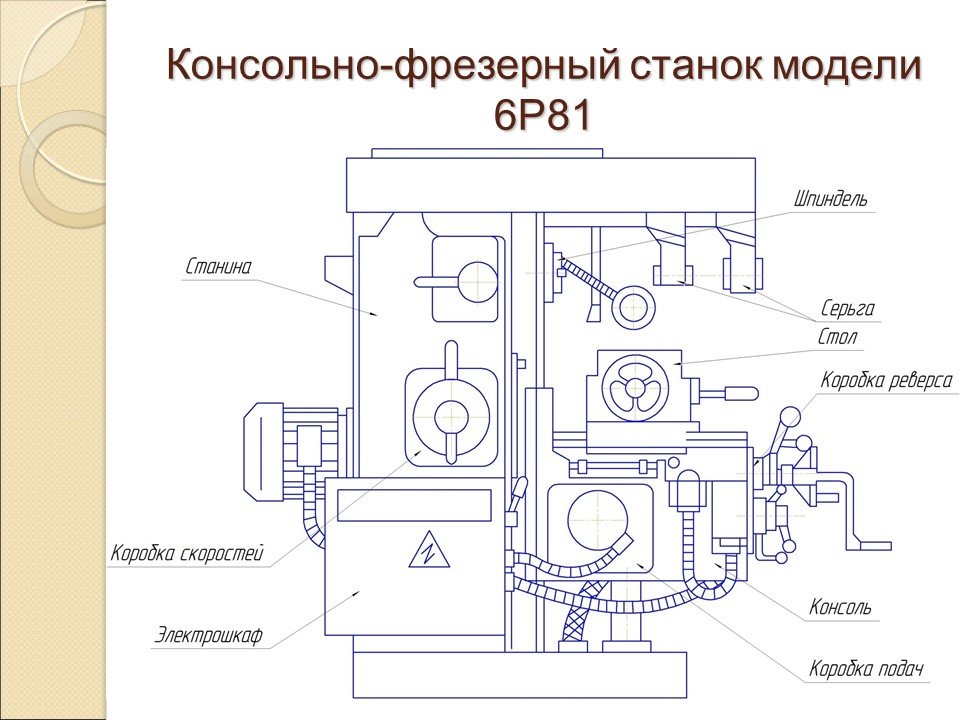
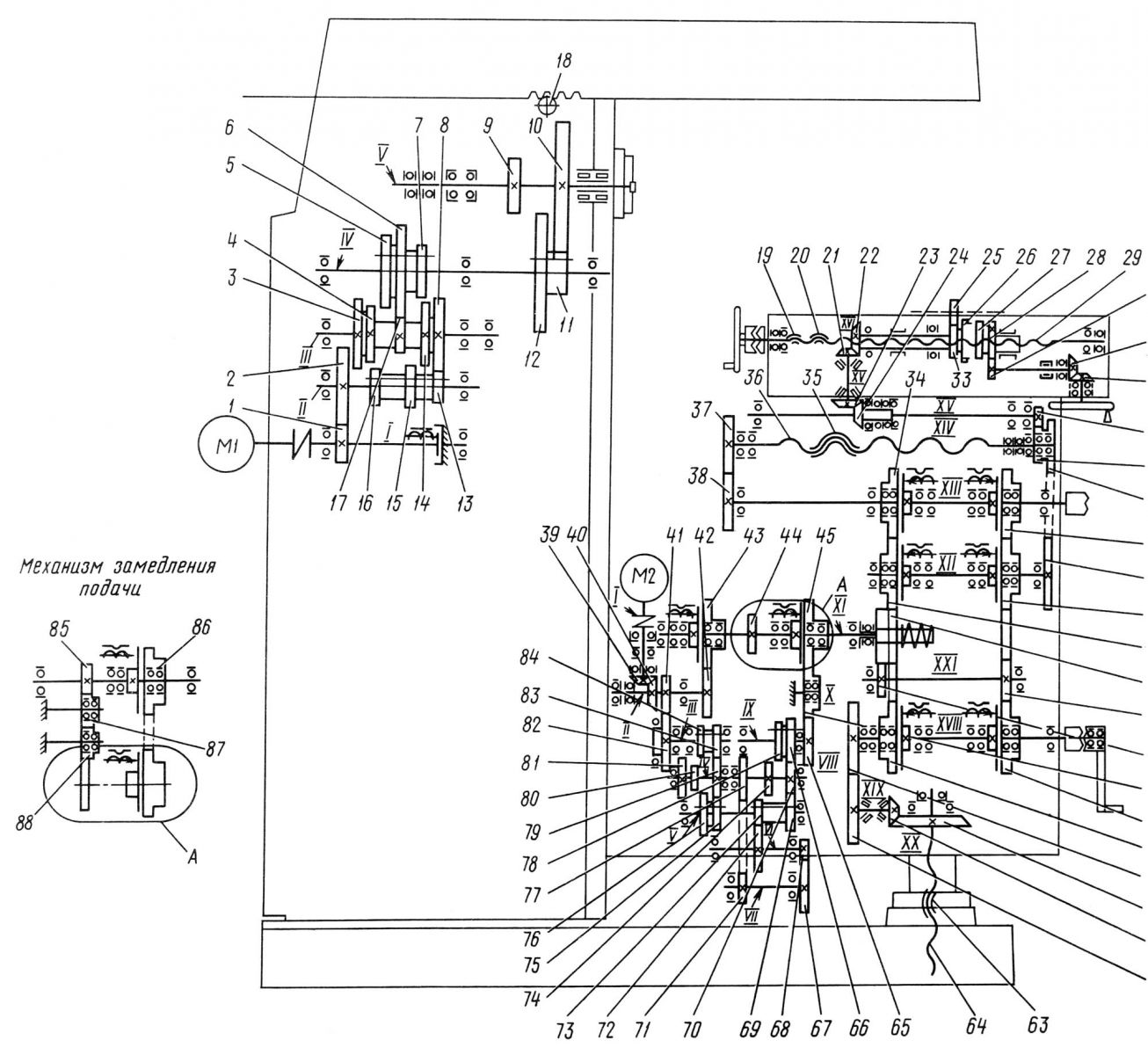
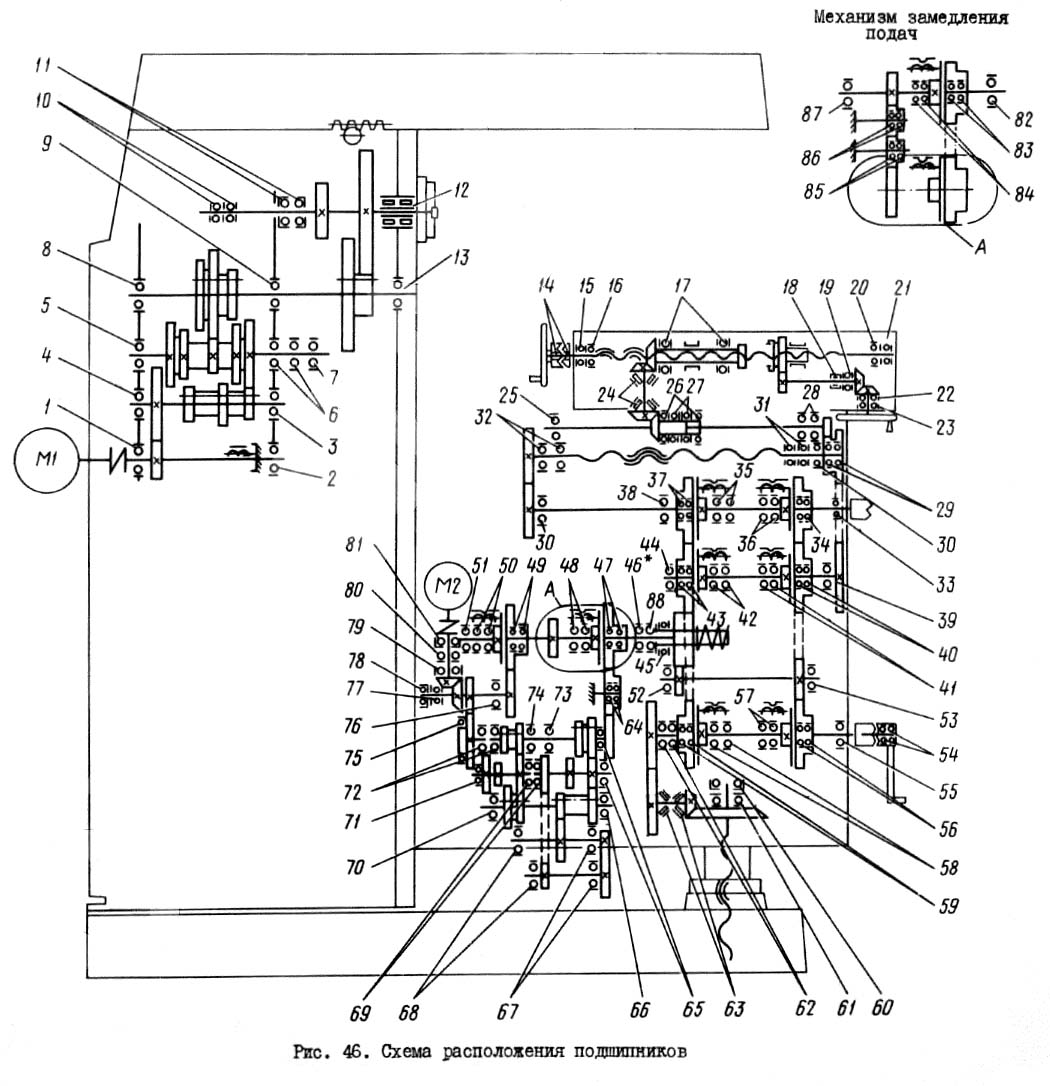
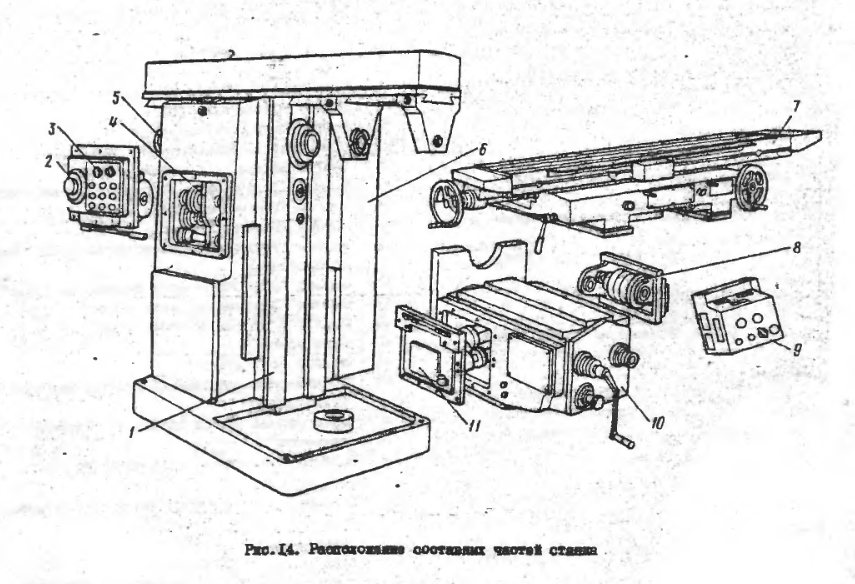
Узлы консольно-фрезерного станка 6Н82
Коробка скоростей универсально-фрезерного станка 6Н82
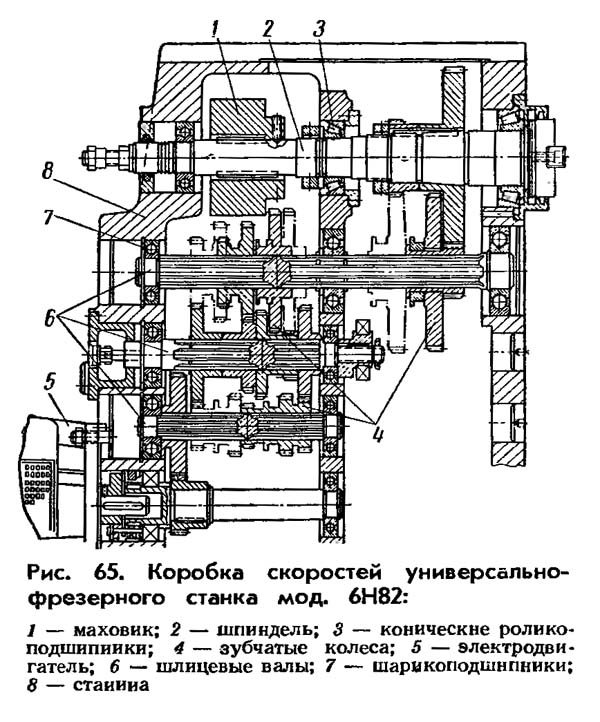
Коробка скоростей фрезерного станка 6Н82 в разрезе
- Маховик
- Шпиндель
- Конические роликоподшипники
- Зубчатые колеса
- Электродвигатель
- Шлицевые валы
- Шарикоподшипники
- Станина
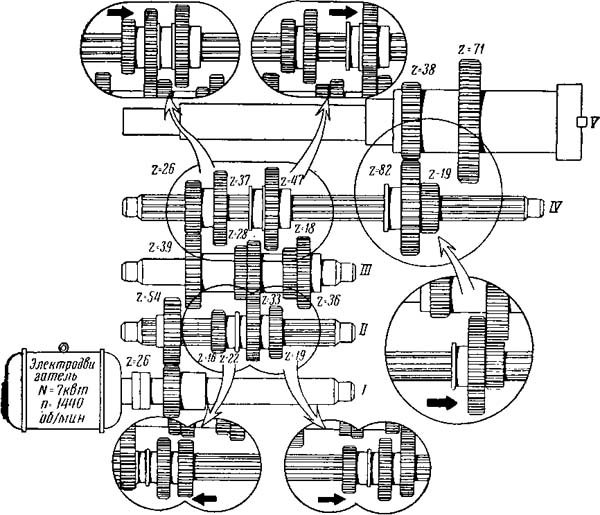
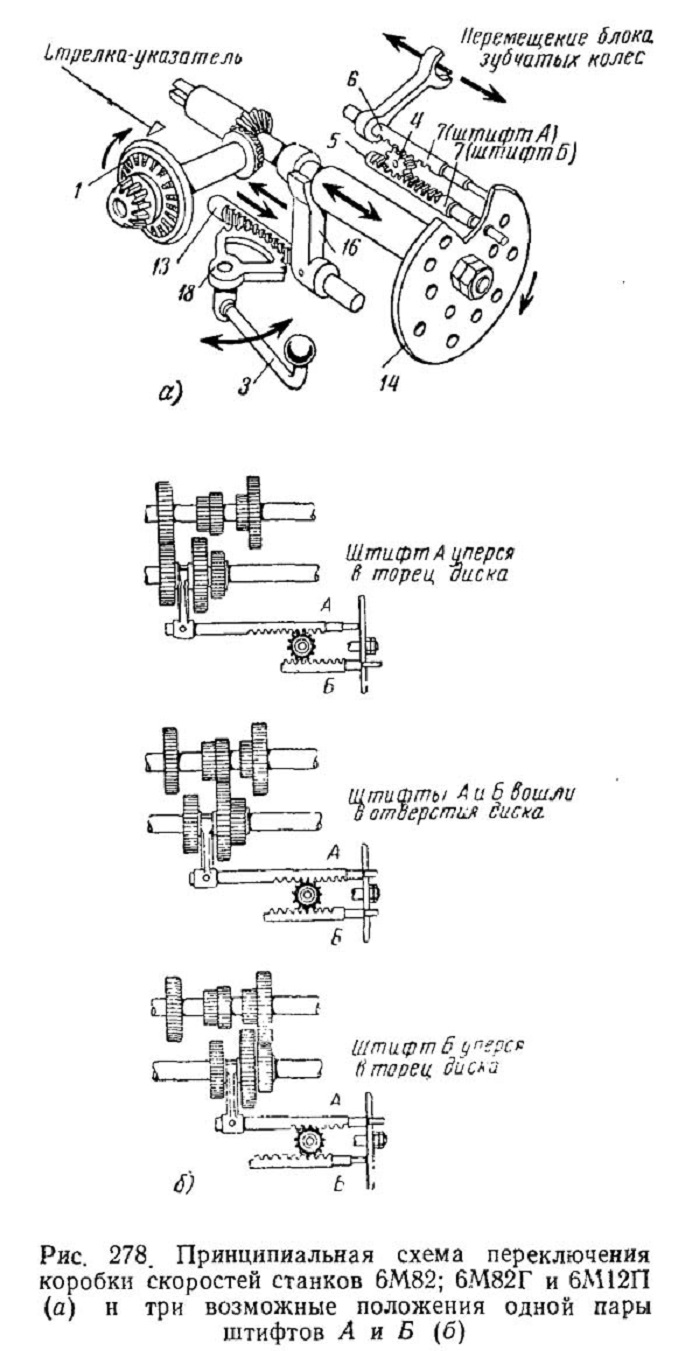
Возможные положения блоков зубчатых колес коробки скоростей, соответствующие 18 ступеням чисел оборотов шпинделя.
Механизм переключения подач станка 6Н82
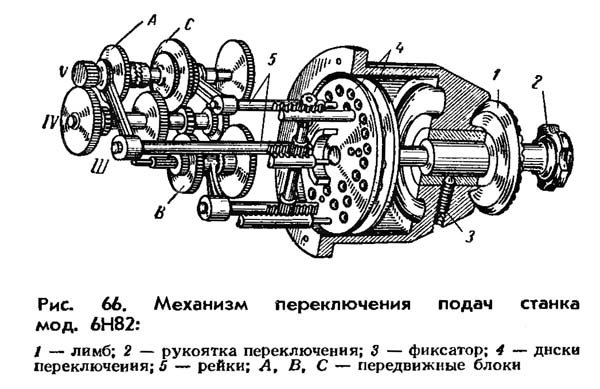
Схема механизма переключения подач фрезерного станка 6Н82
- Лимб механизма переключения подач
- Рукоятка переключения
- Фиксатор положения диска
- Диски переключения
- Рейки зубчатые
- А, В, С — передвижные блоки
Переключение блоков А, В, С производится с помощью вилок, закрепленных на соответствующих рейках. Рейки 5 получают перемещение от двойного диска 4 с отверстиями, закрепленными на одной оси с рукояткой переключения 2.
Возможные положения блоков зубчатых колес коробки подач, соответствующие 18 ступеням чисел оборотов шпинделя.
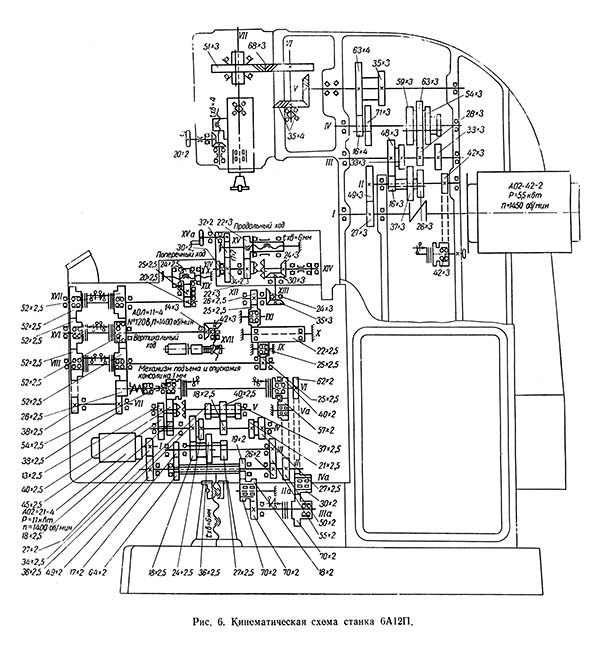
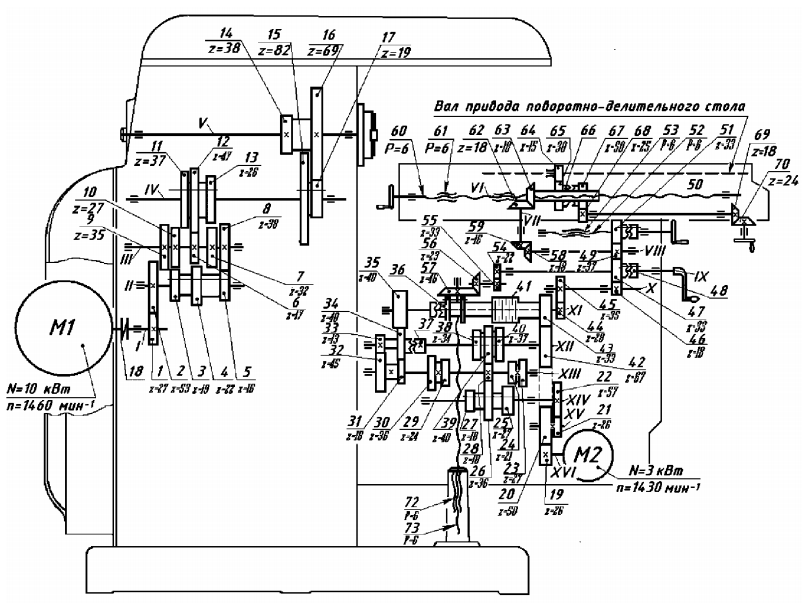
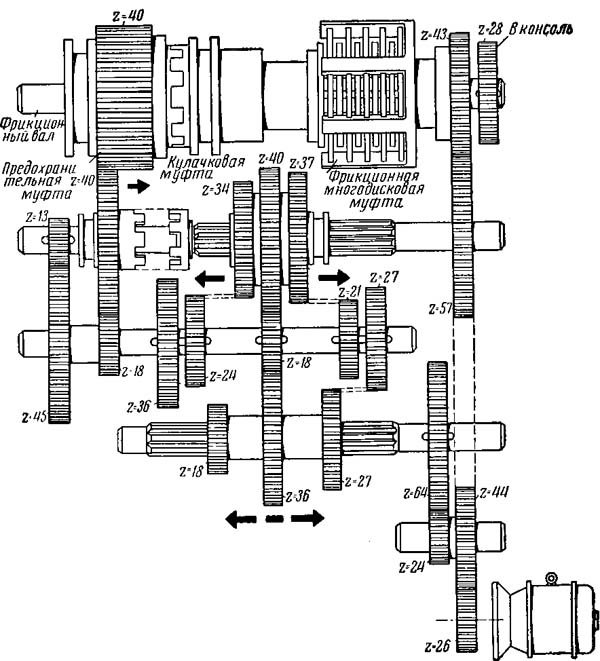
Цепь подач. Привод подач осуществляется от отдельного фланцевого электродвигателя мощностью 1,7 кВт при 1420 об/мин, смонтированного в консоли. Через коробку подач ходовым винтам продольного и поперечного перемещения стола сообщаются 18 различных подач в пределах от 23,5 до 1180 мм/мин, а винту вертикального перемещения стола — 18 различных подач в пределах от 8 до 390 мм/мин.
Вал I коробки подач приводится во вращение непосредственно электродвигателем, от него вращение передается валу II зубчатой парой 26:44, валу III зубчатой парой 24:64, валу IV зубчатыми парами 18:36, или 27:27, или 36:18, валу V зубчатыми парами 18:40, или 21:37, или 24:34 и далее валу VI через перебор 13:45; 18:40 или непосредственно зубчатой передачей 40:40.
С вала VI движение передается:
- винту продольной подачи стола по цепи 28:35; 18:33; 33:37; 18:16 и 18:18
- винту поперечной подачи стола по цепи 28:35; 18:33 и 33:37; 37:33
- винту вертикальной подачи стола по цепи 28:35; 18:33; 22:33 и 22:44
В табл. 10 приведены возможные включения зубчатых колес для осуществления 18 различных продольных подач. Поперечные подачи имеют те же значения, вертикальные подачи в три раза меньше.
При ускоренном (быстром) перемещении стола коробка подач отключается и движение передается от электродвигателя по цепи 26:44; 44:57; 57:43 к валу VI и далее изложенным выше способом передачи движения. Скорость быстрых продольного и поперечного перемещений составляет 2300 мм/мин, вертикального перемещения — 770 мм/мин.
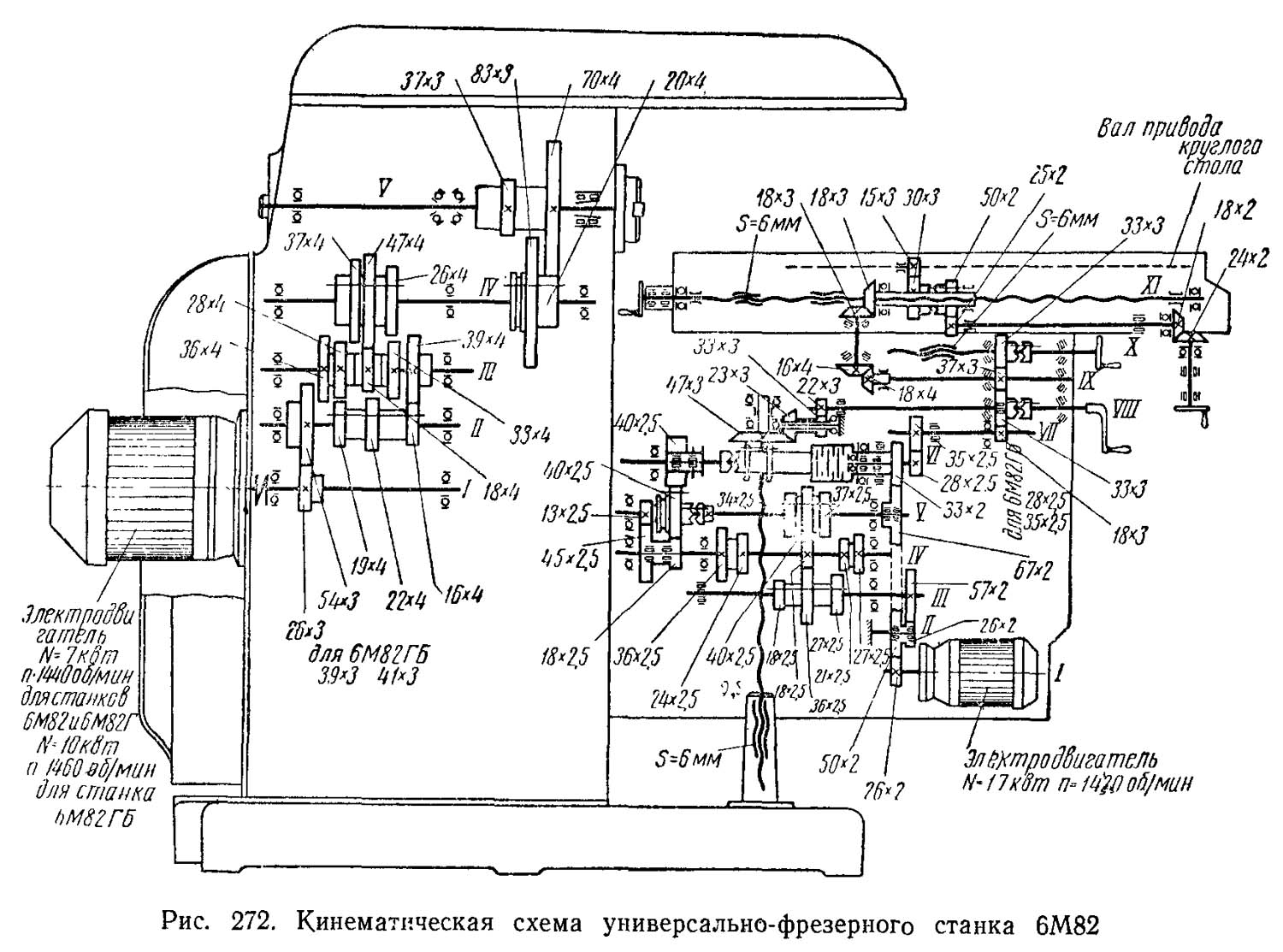
Для лучшего понимания кинематической схемы цепи подач на рис. 116 приводится разрез коробки подач. Коробка подач является самостоятельным узлом, монтируемым с левой стороны консоли. Она одинакова для всей гаммы станков 6Н82, 6Н82Г и 6Н12.
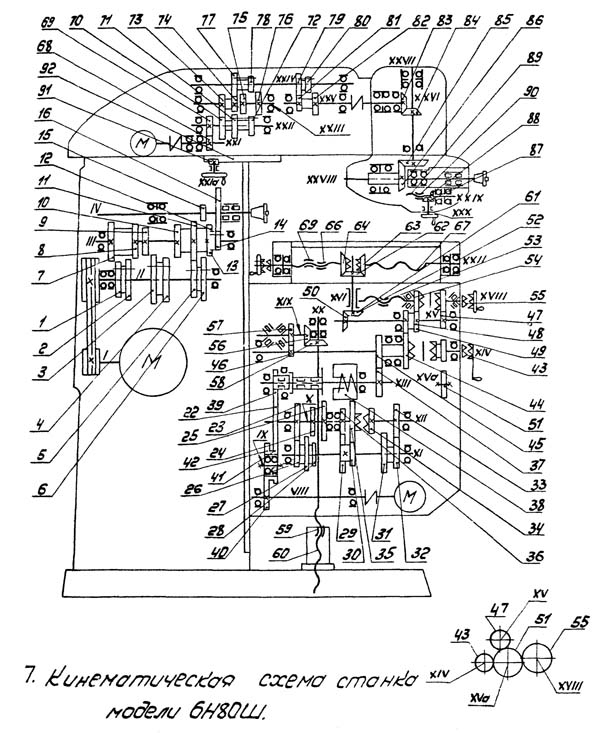
На рис. 116 дана развертка коробки подач, причем обозначения валов и зубчатых колес соответствуют схеме на рис. 111. От электродвигателя (на рис. 116, а не показан) через зубчатое колесо 2 = 26 вращение передается на вал II при помощи зубчатого колеса 2=44, а от него через зубчатые колеса 24:64 на вал III, затем при помощи трех блоков зубчатых колес на валы IV, V и VI. Вал VI, называемый фрикционным, обозначен на рис 116, а цифрой 14. Эти передачи служат для осуществления рабочих подач стола, салазок и консоли.
Для быстрых перемещений вращение от электродвигателя (на рис. 116, а не показан) передается через зубчатое колесо 2=26, промежуточные зубчатые колеса 2=44 и 2=57, минуя коробку подач, на зубчатое колесо 16 (2=43), получающее постоянное число оборотов (870) в минуту.
Фрикционный вал 14 передает вращение, полученное им от зубчатых колес 2=40 или 2=57, на вал VII (см. рис. 111) при помощи зубчатых колес 2=28 и 2=35 для осуществления либо рабочих подач, либо быстрых перемещений.
На фрикционном валу 14 (см. рис. 116, а) расположены две муфты — кулачковая 6 и фрикционная многодисковая 13. Для 1 Разверткой называется условное изображение узла или механизма, при котором находящиеся в разных плоскостях детали развертывают на одной плоскости чертежа.
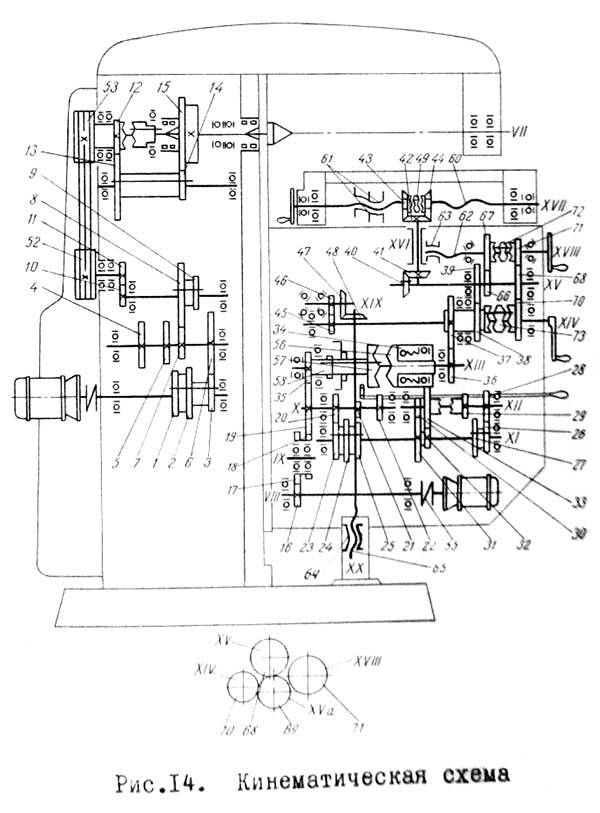
Эти перемещения осуществляются с постоянной скоростью. В этом случае вращение от электродвигателя, минуя коробку подач, непосредственно передается через вал VIII, винтовые колеса 12—24 и фрикционную муфту М2 валу XIII и далее рабочим органам станка. При быстром вращении вал XIII благодаря наличию обгонной муфты Мо автоматически расцепляется с корпусом червячной шестерни 36.
Преимущества и недостатки
Разработчики учли замечания фрезеровщиков по предыдущим моделям и пожелания производственников иметь высокопроизводительный и одновременно точный станок. Модель 6М82 имеет жесткую трапецеидальную станину и мощный двигатель. Станок рассчитан на работу с большими нагрузками, фрезеровку на большой скорости твердосплавными пластинами. Его положительные отличия от аналогов:
- увеличенная частота вращения шпинделя и чистота обработки;
- перемещение стола относительно инструмента одновременно по 3 осям;
- настройка на автоматические циклы;
- использование устройств и приспособлений увеличивают технологические возможности станка.
Слабым местом станка является электромагнитная муфта, которая при запуске должна обеспечивать быстрое начало движения. Она выходит из строя раньше других узлов. Мелкая стружка попадает под стол и забивает отверстия смазки направляющих продольного перемещения и поворота стола.
Важно! При установке на стол вращающихся центров с делительной головкой, на фрезерном 6М82 можно нарезать зуб. Поворотный стол позволяет изготавливать косозубые шестерни.
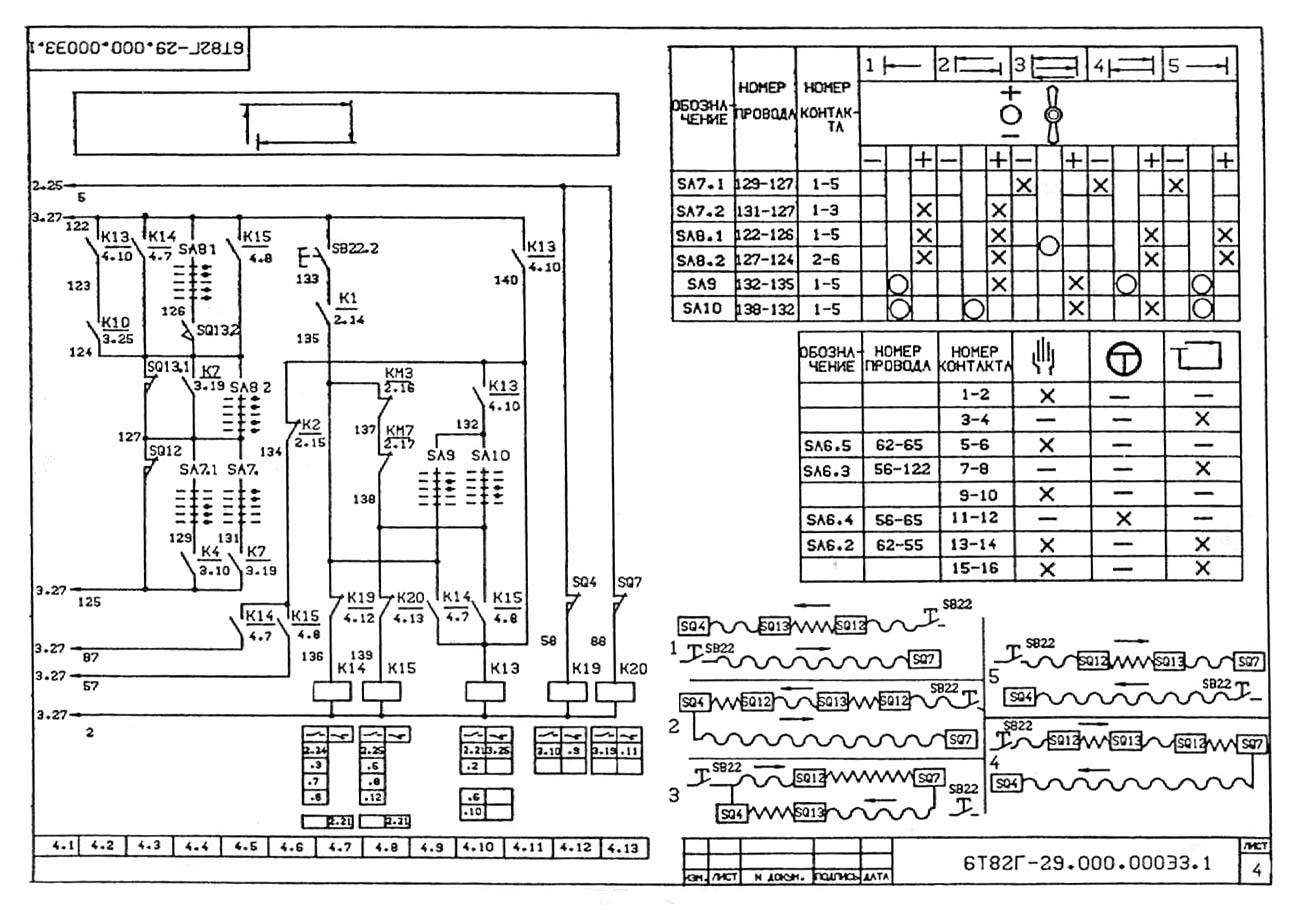
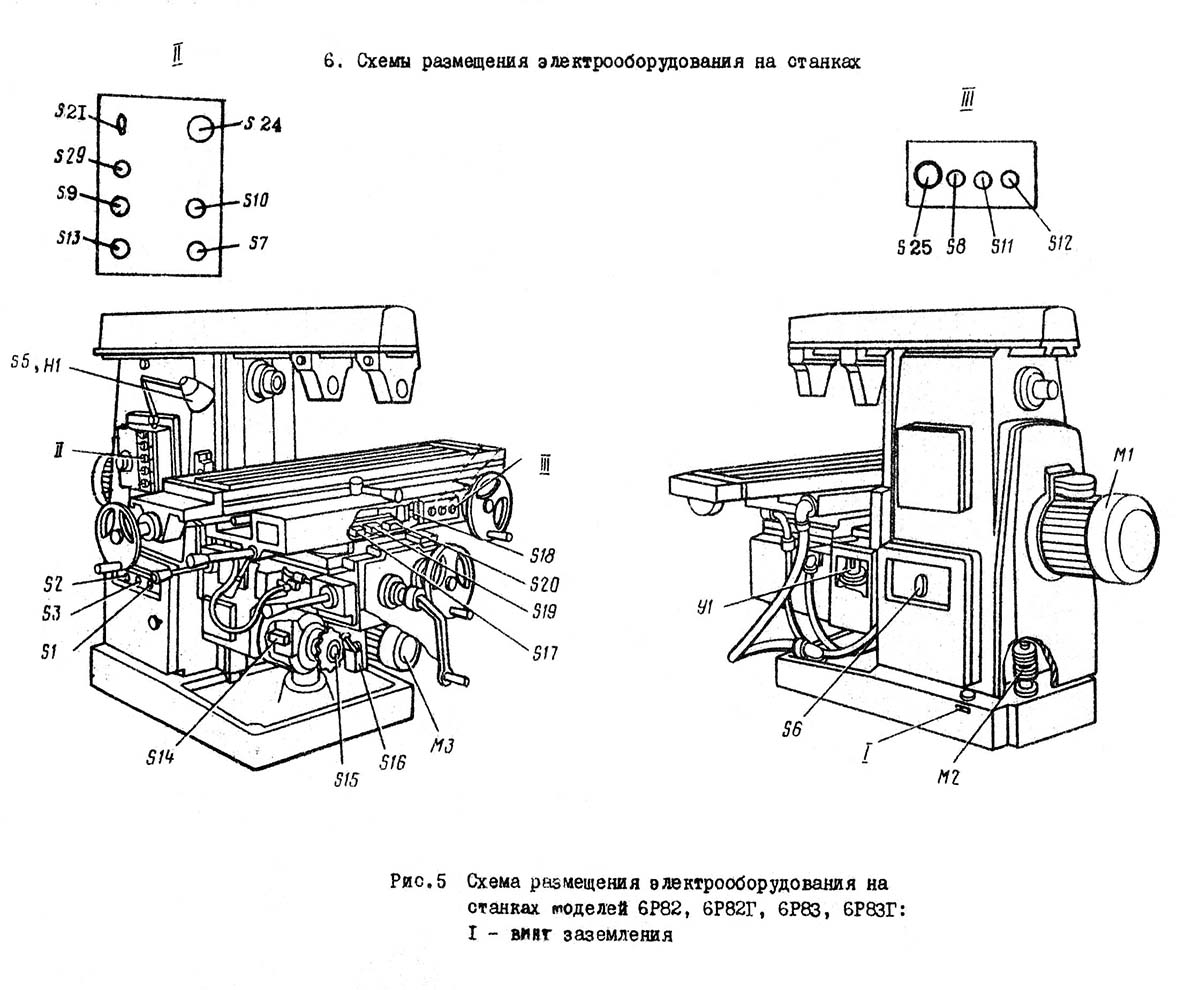
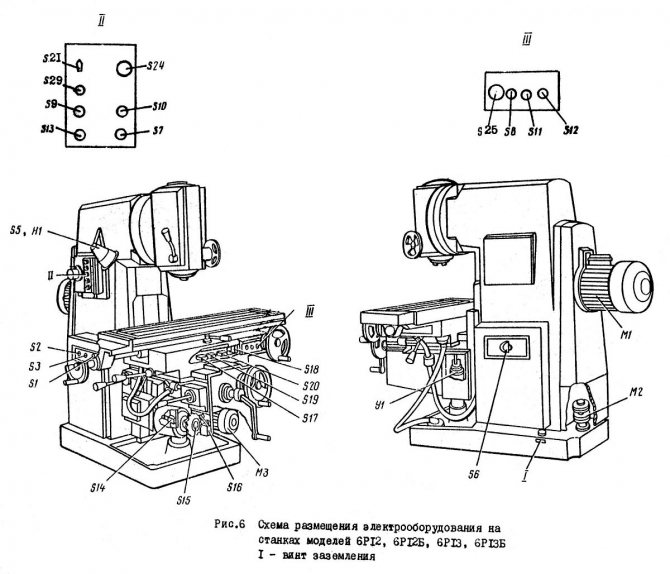
Описание электрооборудования
Электрооборудование модели станка 6М82 работает от тока напряжением 380 В с частотой 50 Гц. Для питания цепи управления ток понижался до 127 В, освещение работает от сети в 36 В. Защита от перегрузок установлена на нулевой фазе электродвигателя. Плавкие предохранители не допускают замыканий в сети станка.
Справка! Для отдельных предприятий и на экспорт производилось оборудование под напряжение 220 В и 500 В.
Под электроаппаратуру в станине сделаны ниши. В каждой по две панели, соединенные в общую схему. Слева рукоятка для включения питания всего агрегата. Шпиндель имеет кнопочное управление с реверсивным переключателем направления вращения. Электродвигатель подачи включается с двух командоаппаратов:
- продольного перемещения;
- поперечного и вертикального движения.
Режимы работы запускаются в электросхеме ПУ – пусковым переключателем, имеющим 3 рабочих положения:
- автоматический цикл;
- подача от рукояток;
- круглый стол.
Электронасос, качающий охлаждающую жидкость, включается ВО. На плафоне местного освещения переключатель для лампочки. Электромагнит ЭБ стоит на фрикционной муфте быстрого хода и отключает ее при включении механической подачи.
Торможение осуществляется подмагничивающим током, направленным селеновым выпрямителем на электродвигатель. Быстрое сцепление зубчатых колес производится с «толчка». При переключении скоростей происходит кратковременное обратное движение шпинделя до попадания зубьев в зацепление.
Конструктивные особенности
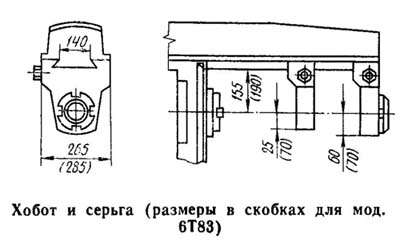
Передняя головка со шпинделем сконструирована на подвижном хоботе и способна разворачиваться под углом в разных плоскостях, расположенных перпендикулярно друг другу. Можно работать двумя шпинделями порознь и одновременно.
Чтобы расширить возможности оборудования, помимо серег к нему установили дополнительную накладную головку. Она помогает обрабатывать крупногабаритные детали, а также проводить простейшие расточные работы.
Имеется механизм выборки люфта, который позволяет производить встречное и полуторное фрезерование в стандартном режиме и в режиме с автоматическими циклами.





