

Подготовка фитинга и сварочной насадки
Прежде, чем начать соединение, нужно провести некоторые предварительные работы.
- Обрезка трубы специальными ножницами до нужного размера. Выполнить эту операцию необходимо так, чтобы сечение среза было строго перпендикулярным продольной оси трубы.
- Очистка поверхностей, подвергаемых сварке полиэтиленовых частей. Чтобы исключить дополнительное охлаждение, свободные концы труб закрываются пробками.
- Очистка поверхности сварочной насадки от остатков ранее выполненной работы.
Проделав эти подготовительные операции, нагрейте насадку до сварочной температуры. О том, что значение этого параметра достигло необходимой величины, вам просигнализирует индикатор, который установлен на корпусе паяльника.

Для труб ПНД существуют фитинги разной формы и назначения
Полиэтиленовая труба вставляется в гильзу до упора, и фитинг надевают (тоже до упора!) на дорн. Из-за разницы в диаметрах выполнение этих действий потребует от вас приложения определённых усилий. Делать всё нужно быстро, но аккуратно. Ниже приведена таблица времени сварки. В ней содержатся данные о трубах с наиболее востребованными наружными диаметрами.
Таблица 1
| Dнар., мм | Tнагр. секунды | Tсоед., секунды | Tохлажд., минуты |
| 16 | 5 | 4 | 2 |
| 25 | 7 | ||
| 40 | 12 | 6 | 4 |
| 50 | 18 | ||
| 75 | 30 | 10 | 8 |
Здесь: Dнар – наружный диаметр, Tнагр – время нагрева, Tсоед. – время соединения, Tохлажд. – время охлаждения.
Во время ввода трубы и надевания фитинга до упора, избыточный слой их поверхностей расплавляется и выдавливается наружу. В результате на кромках свариваемых деталей формируется так называемый грат – кольцевой валик.
В момент, когда фитинг и труба достигнут упора, надавливание следует прекратить
Это очень важное требование. Его невыполнение приведёт к тому, что соединение будет неудачным
И полагаться на то, что увеличение сопротивляемости продвижению деталей просигнализирует о достижении упора, особо не стоит. Из-за оплавления материала оно возрастет незначительно, и вы его можете не заметить.
Заключительный этап представляемой методики, как сваривать трубу ПНД своими руками муфтовым способом, очень важен. Спустя несколько секунд после того, как упор будет достигнут, снимите детали с насадки. Затем вставьте трубу в фитинг так, чтобы она упёрлась в кольцевой валик. Получившуюся сплошную деталь до момента её остывания не подвергайте ударам и прочим резким воздействиям.
Конструкции электромуфтовых сварочных аппаратов
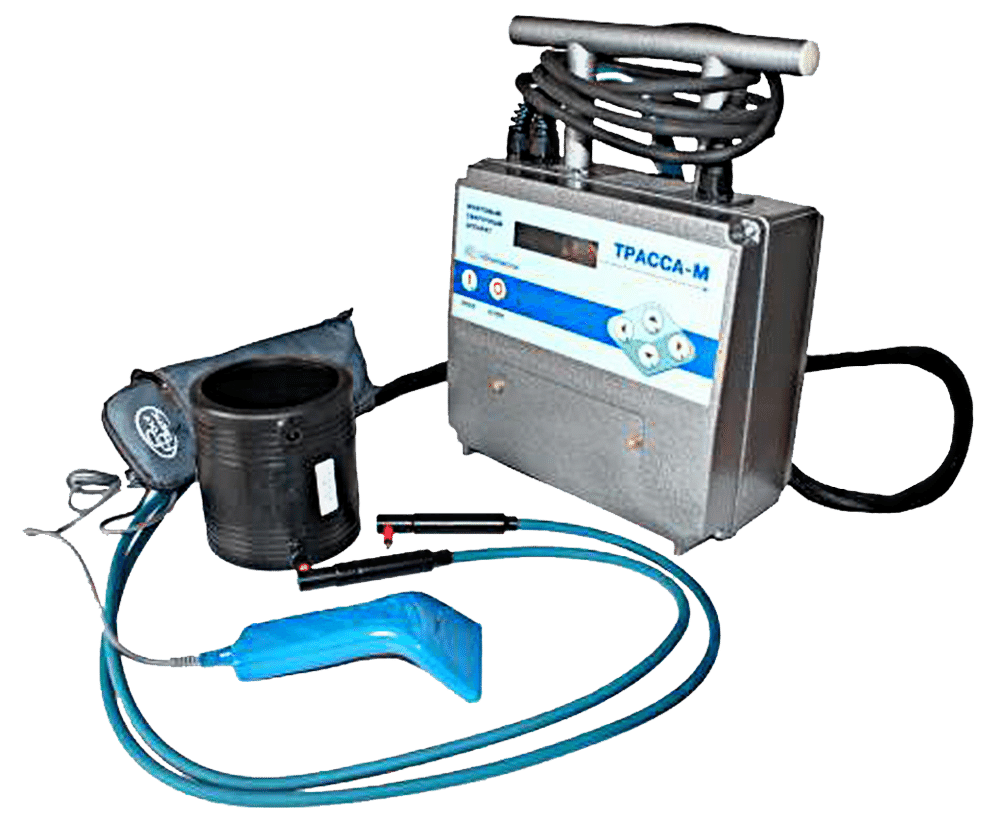
Рассмотрим их на примере отечественного устройства «Трасса-М», сертифицированного в России, и получившего за 10 лет применения довольно высокую оценку специалистов по стыковой сварке ПНД-труб. Аппарат включает в себя следующие узлы:
- Источник питания током мощностью 4,5 кВА (при максимальном сварочном токе 48 А).
- Стабилизатор питания с автоматом защиты.
- Считыватель для определения штрих-кода присоединяемого фитинга.
- Сварочный кабель с двумя сменными наконечниками.
- Графический дисплей.
Электромуфтовый сварочный аппарат «Трасса-М» работает от сети 220 В. Перед включением устройства при помощи считывателя определяются характеристики фитинга, после чего вручную, либо автоматически в память устройства вводятся значения входного напряжения, которое будет подаваться на муфту. Для этого используется не оптический карандаш, а бесконтактный сканер, что даёт некоторые эксплуатационные преимущества, и снижает требования к тщательности оценки.

Соединяемые части трубопроводов размещаются строго вертикально, причём зона сварки должна быть надёжно укрыта как от влаги, так и от прямых солнечных лучей. Подготовленная муфта устанавливается на зону стыка и позиционируется в нужном положении (при обнаруженных овальностях трубы применяются накладки). Предварительно внешние и внутренние образующие трубопровода очищаются специальным раствором и просушиваются салфеткой. Режим функционирования аппарата не подбирается оператором, а устанавливается автоматически. В зависимости от результатов работы считывающего устройства. Контрольными параметрами являются:
- время нагрева, с;
- время охлаждения, с;
- диаметр трубы в месте стыка и диапазон температуры внешнего воздуха (оказывает влияние на продолжительность процесса остывания ПНД).
При нагреве образуется равномерная структура материала, устраняются минимально остающиеся (до 0,1 мм) зазоры в соединении, а протяжённость нагревательного элемента достаточна для надёжной работы трубопровода в течении 10 лет и более. Цена аппарата – около 105 тыс. руб.

Из зарубежной техники аналогичного предназначения стоит отметить установку Pegasus (Пегас) от английской фирмы Candervale Technology. «Пегас» представляет собой полностью автоматизированный аппарат для электромуфтовой сварки – при подключении внешнего питания дисплей определяет все внешние условия, необходимые для сварки, после чего предлагает подключить внешние разъёмы на муфте к клеммам источника тока. Процесс считывания штрих-кода аналогичен таковому для «Трассы-М». Используемый ток (20…25 А) несколько ниже, чем у предыдущего устройства, что объясняется потребностью в более мягком и равномерном прогреве стенок трубы. Цена вопроса – около 155 тыс. руб.
Как следует из изложенного, аппараты для электромуфтовой сварки при нерегулярном использовании целесообразнее арендовать, чем приобретать. Тем более, что приобретение самих муфт – также достаточно дорогое удовольствие: от 250 руб. за муфту диаметром до 25 мм, до 15000 руб. за муфту диаметром от 430 мм.
Кольцевая пила по дереву. Подберём любой размер
Бадья для подачи бетона. Особенности конструкций
Технология процесса
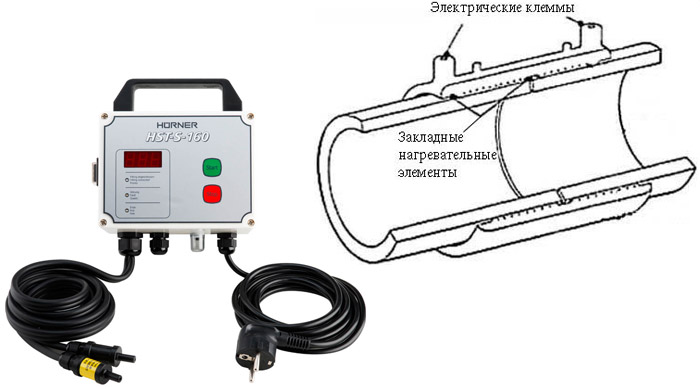
На соединяемые участки трубопровода накладывается специальная муфта, внутри которой установлена нагревательная спираль. Существуют и конструкции с внешними нагревательными элементами, которые действуют быстрее, но не обеспечивают соединению требуемой надёжности. Количество устанавливаемых муфт может быть различным. Например, для сложного стыка, с разветвлениями, их может быть три, для трубопроводов с резкими перепадами диаметров – две, в остальных случаях достаточно и одной.









К соединяемым участкам труб из ПНД предъявляются довольно высокие требования:
- Смежные участки на длине не менее чем два наружных диаметра трубы должны быть очищены от пыли, грязи, а также масляно-жировых отложений.
- Овальность труб не должна превышать 0,2 мм по всей длине стыка.
- На поверхность зоны сварки не должна попадать атмосферная влага.
- Температура окружающего воздуха во время работы аппарата для электромуфтовой сварки не должна выходить за пределы диапазона -10…+40ºС.
- Все соединяемые части должны быть изготовлены из ПНД с примерно схожими физико-механическими характеристиками.

Последнее требование связано с тем, что в управляющий блок электромуфтового сварочного аппарата заложена информация о динамике плавления ПНД под воздействием внешнего теплового источника, и, если запрашиваемые данные не совпадают, устройство не включится. Это снижает требования к квалификации работающего, поскольку процесс электрофузионной сварки произойдёт автоматически, но существенно увеличит цену аппарата.
Для обеспечения равномерности зазора по длине стыка (и ширине муфты) трубы располагаются в позиционере – устройстве, которое обеспечивает прямолинейность осей соединяемых труб. Вполне вероятная овальность труб, а также наличие локальных поверхностных дефектов преодолевается установкой специальных накладок из ПНД, комплект которых прилагается к электромуфтовому сварочному аппарату.
Концы нагревательного элемента выводятся наружу муфты, и подключаются к токоведущим клеммам электромуфтового аппарата. После проверки качества ПНД (марка, плотность, шероховатость и пр.) включение устройства и все последующие операции происходят автоматически. Аппарат отключается, когда капли расплава появляются в зазоре между позиционером и муфтой. Остаётся только выждать определённое время для охлаждения места стыка.
Электросварная муфта – одноразовая. Даже при возможных проблемах с нагревом (например, при обнаруженной неоднородности тела трубы) повторному использованию она не подлежит.
Особенности стыковой сварки
Сваривание полиэтиленовых труб встык – это простое нагревание торцов пластикового трубопровода. За цель ставится сообщение всем свариваемым частям состояния вязкости и текучести, в определенных пределах. После этого происходит соединение концов полиэтиленовых изделий под давлением.
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима
Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.

Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Паяльник для технологии враструб
Одной из самых простых методик соединения труб ПНД является сварка враструб. Раструбом называют часть изделия, которое имеет расширение на конце. Во время процедуры соединения обе детали сначала разогревают, а потом меньший край изделия вводят в больший. Для ее выполнения используют специальный паяльник для ПНД труб, который профессионалы в этой области назвали «утюгом». Он используется, когда нужно проложить трубопровод относительно небольшого диаметра.
 К достоинствам этой методики относят:
К достоинствам этой методики относят:
- надежность монтажа;
- Безопасность;
- практичность инструментов, которые не требуют комплексного обслуживания;
- легкость проведения работ.
Сварку враструб делают следующим образом:
- Поверхность очищается от посторонних загрязнений.
- К утюгу приделывают насадку необходимого диаметра.
- Паяльник разогревается до нужной температуры.
- К насадке крепят трубы в соответствии с их размерами.
- При размягчении материала, их вынимают из насадки и объединяют между собой.
- Конструкция фиксируется на 20-30 секунд для остывания.
Ручной экструдер
Ручной сварочный экструдер – термомеханический прибор, который в виде пистолета с насадкой для нагрева присадочного материала. Процесс работы с аппаратом проходит следующим образом:
- Производят нагрев свариваемых деталей.
- В экструдер помещают материал сваривания, который разогревают и доводят до однородного состояния.
- Его выдавливают на поверхность стыка, где он начинает застывать.
- В области соединения образуется плотный шов.
При сварке с экструдером нужно придерживаться общих правил при работе с пластмассами:
- Перед началом работы выполняется очистка мест соединений от посторонних загрязнений (не более чем за 20 минут до начала сварки).
- Не допускается проведение работ в условиях высокой влажности.
- Химический состав изделий должен быть одинаковым.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.
Стыковые аппараты
Для стыковой сварки используют полиэтиленовые трубы марки ПЭ 100+, ПЭ 100, ПЭ 80 и ПЭ 63. Подобный метод сварки часто используют в ситуациях, когда диаметр трубы не позволяет использовать другие методы, и для проведения монтажа доступны большие территории. Обычно это бывает при проведении межгородских, магистральных и межпоселковых трубопроводов.









 Оборудование для стыковой сварки должно обеспечивать надежные стыки без дефектов и долговечность трубного сооружения в процессе эксплуатации. Хорошо зарекомендовали себя изделия компаний Nowatech и Weltech, которые производят сварочные аппараты для ПНД уже больше 15 лет. Обе компании отмечены сертификатом ISO 9001, который подтверждает надежность изготавливаемой техники и ее соответствие высоким стандартам.
Оборудование для стыковой сварки должно обеспечивать надежные стыки без дефектов и долговечность трубного сооружения в процессе эксплуатации. Хорошо зарекомендовали себя изделия компаний Nowatech и Weltech, которые производят сварочные аппараты для ПНД уже больше 15 лет. Обе компании отмечены сертификатом ISO 9001, который подтверждает надежность изготавливаемой техники и ее соответствие высоким стандартам.
Из чего состоят?
Стыковой сварочный аппарат для ПНД труб встык оснащен несколькими основными компонентами. Он состоит из:
- Центратора – фиксирующей части, которая исполняет роль удерживающего элемента. Во время рабочего процесса в нее заводят нужные трубы, надежно закрепляют и между ними помещают нагревательный элемент, который сплавливает их концы.
- Торцевателя – механического устройства, в виде диска, для обработки концов составных частей.
- Нагревающий элемент – служит для нагревания и оплавления свариваемых труб между собой. Для исключения прилипания полиэтилена, его поверхность покрыта тефлоном.
- Гидравлический привод – для поддержки постоянного уровня давления, который требуется для сварочного устройства.
Если диаметр трубы от 40мм до 315мм, вместо гидравлического привода используют механический привод, который подходит для участков с небольшой ответственностью и где не требуется большой объем работы.
Этапы сварки встык
Применяя стыковой аппарат для ПНД труб важно соблюдать технику безопасности и придерживаться инструкций. Она проводится в несколько этапов:

- Изделия предварительно подготавливают к сварке (очищают от грязи, обрабатывают торцевателем, обрезают и обезжиривают).
- Заготовки труб, предназначенные для стыковки, фиксируют с помощью центратора для равномерного прогрева аппаратом для сварки.
- Между торцами помещается нагревательный элемент в виде пластины, который продолжает нагрев заготовок до полного расплавления.
- Нагревающую пластину убирают, освобождая пространство между концами.
- Заготовки постепенно сжимают и остужают.
Если каждый пункт выполнен правильно, то в результате получится равномерный монолитный шов между двумя деталями.
Электромуфтовая сварка полиэтиленовых труб
Для реализации соединения такого типа используется муфта, оснащённая закладными электронагревательными элементами. С экономической точки зрения сварка труб ПНД, выполняемая по этой технологии, менее выгодна по сравнению со сваркой встык.

При сваривании электромуфтой внутреннее пространство трубы на стыке не уменьшается
Однако такой способ пользуется большой популярностью благодаря тому, что уровень проходимости труб не снижается, поскольку на их внутренней поверхности грат не образуется. А в ограниченном пространстве, когда разместить габаритный агрегат для сварки не представляется возможным, этому способу альтернативы нет.
Соединение двух труб ПНД в прямолинейный участок производят чаще всего при помощи простой электромуфты. Но для выполнения этой операции пригодны также седловые отводы и электрофузионные тройники. Ниже пойдёт речь о том, как сваривать ПНД трубы своими руками с использованием именно электромуфт. Кроме рук, вам потребуется электрофузионный сварочный аппарат. Сварка выполняется полиэтиленовым сварным фитингом.
Этому изделию присущи некоторые особенности. В него встроены специальные спирали, служащие в качестве нагревательных элементов. Расплавленная от нагретой спирали часть тела фитинга соединятся с пластиком деталей, формирующих трубопровод. При этом спираль навсегда остаётся в монолитном шве. По такой технологии создаётся соединение высокой прочности. Однако она относительно дорогая. Чаще используется при сборке газопроводов.

На внутренней поверхности муфты расположены спирали, которые нагревают трубы
Проведение электромуфтовой сварки ПНД труб предусматривает выполнение следующих действий:
- с помощью специального резака трубопровод разрезается на части нужного размера;
- очистка от грязи и обезжиривание внутренней поверхности электромуфты и свариваемых поверхностей труб ПНД;
- нанесение на трубы рисок, позволяющих контролировать глубину ввода;
- для исключения дополнительного охлаждения свободные концы трубопровода закрываются заглушками;
- специальными проводами сварочный аппарат соединяют с электромуфтой и нажимают на аппарате кнопку «Старт»;
- окончание сварки осуществляется автоматическим отключением аппарата. Использовать полученное соединение можно не менее чем через час.
К сварным соединениям предъявляются следующие требования:
- располагаться сварной шов должен не ниже наружного уровня поверхности трубы;
- смещение свариваемых отрезков относительно друг друга не должно превышать 10 процентов от толщины стенки полиэтиленовой трубы;
- высота валика качественного сварного шва на трубах, толщина стенок которых не более 5 мм включительно, должна быть до 2,5 мм. Если соединяются трубы с толщиной стенок 6…20 миллиметров, его высота не должна превышать 5 мм.
Выбирая способ соединения, учитывайте условия эксплуатации создаваемого трубопровода. Только тогда вся система будет функционировать надёжно продолжительный отрезок времени.
Инструментарий
Чтобы целый процесс проходил без запинок, нужно иметь при себе специфический инструмент:
- Сварочный аппарат. Для этого вида сварки был создан неповторимый агрегат. Он основан на технологии полупроводников, исходя из этого потребляет в десять раз меньше электричества, чем другие его аналоги. В большинстве случаев для таких агрегатов указывается большой и минимальный свариваемые диаметры. Предусмотрен сканер штрихкодов, который машинально заносит информацию о конкретном виде соединения, это кроме этого возможно сделать вручную. Информацию о каждом пройденном стыке заносятся в память, дабы оператор либо контрольная группа имели возможность взять сведения. Вероятно наличие встроенного последовательного либо USB-порта, к последнему возможно подключить флеш-накопитель для переноса настроек либо данных. На передней панели в большинстве случаев находится дисплей, который отображает текущие параметры. В наборе с некоторыми агрегатами идут наконечники разного сечения.
- Позиционер. Маленькое железное приспособление в виде планки, которая владеет несколькими зажимами. Данный инструмент позволяет расположить патрубки в одной плоскости для исполнения сварочных работ. Он кроме этого рекомендован чтобы исправить овальность. Для этих целей кроме этого может использоваться отдельный хомут.
- Труборез. В большинстве случаев применяют дисковый. Именно он позволяет выполнить ровный срез, что есть требованием.
- Скребок. Маленькая рукоятка с лезвием. Кроме этого это возможно приспособление с несколькими модулями. Один из них помещается в трубу, второй, на котором находится режущая головка, подсоединяется и при вращении снимает верхний слой. Эта процедура нужна не чтобы создать шероховатую поверхность, а для снятия окисленной части патрубка.
- Рулетка либо линейка.
- Очиститель. Он нужен, дабы удалить грязь и жир. Необходимо применять специально разработанный для конкретного вида труб. Запрещено использовать простой спирт либо ацетон.
- Маркер. Употребляется водостойкий белого либо броского цвета, дабы наносить не только разметку, но и кое-какие данные на место спайки.
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.










Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.





