

Предназначение центровочных сверл
Данный тип сверл (которые, впрочем, почти не похож на обычные сверла) предназначается для проделывания центрирующих отверстий в различных твердых материалах: металлах, металлокерамических сплавах, твердой древесине, а также для раззенковки или высверливания крепежных деталей. Сверла центровочные чаще всего используются для центровки заготовок или деталей на токарных станках, а также предварительного точного высверливания деталей до их дальнейшей обработки на сверлильном или фрезерном станке. При этом ни один другой профессиональный инструмент не может обеспечить такую точность отверстий (расположенные перпендикулярно поверхности изделия, подлежащего обработке), как самоцентрирующиеся сверла.
Преимущества
Плюсы использования центровочных приспособлений неоспоримы. Они таковы:
- при смене пластинки сверло имеет небольшое отклонение осей (до 0,005 сантиметра) и радиальное биение (до 0,002 сантиметра);
- минимизация продолжительности настройки оснащения;
- исключение необходимости перетачивания инструментов;
- способствование увеличению срока эксплуатации.
Если вас до сих пор мучают сомнения, какое сверло приобрести, загляните в государственный стандарт. Там вы точно найдете информацию, которая поможет правильно выбрать изделие, оптимально подходящее для выполнения поставленных вами задач.
Цена изделия зависима от его размера и вида. Стоимость таких инструментов значительно варьируется. Например A-сверло стоит примерно двадцать восемь рублей. Если же говорить о приспособлениях, часто применяющихся в домашних условиях, то цена находится в диапазоне от двадцати трех до четырехсот восьмидесяти шести рублей.
Эксплуатация
Профессиональная оснастка используется не только на предприятиях, но и в домашних условиях. Они используются:
- Радиолюбителями, которые хотят просверлить отверстие в платах.
- Мастерами, которые высверливают старые винты, шурупы. Иногда крепёж невозможно выкрутить отверткой. Конструкцией с режущими гранями удаляют верхнюю часть шурупа, а потом полностью достают его остатки из места крепежа.
Заточка
Заточку таких инструментов нужно доверять профессионалам со специальным оборудованием. Самостоятельные действия могут привести к следующим проблемам:
- снижению точности;
- уменьшению скорости проведения работ;
- сильному нагреву при сверлении из-за неправильной заточки.
Неправильная заточка рабочей части может привести к нарушению целостности инструмента, его разрушению. Режущие грани должны проверяться перед проведением работ.
Центровочные сверла по металлу предназначены для создания строго перпендикулярных отверстий в заготовках. Они гораздо точнее, эффективнее обычных, что делает их ценными для мастеров. Однако высокая цена не позволяет постоянно использовать центровочный инструмент для проведения домашних работ. Заточку можно доверять только профессионалам со специальным оборудованием.
Цена
Стоимость центровочных сверл напрямую зависит от их размерности. Так, например, самые маленькие 1-милиметровые устройства стоят порядка 15 рублей за единицу. Наиболее большие сверла с диаметром 6.3 миллиметра стоят порядка сотни рублей.
Сверление отверстий, особенно в твердых материалах, сопряжено, как правило, с рядом сложностей. Во-первых, сверло скользит по поверхности, нередко и после нанесения керна. Во-вторых, не всегда можно добиться строгой перпендикулярности продольной оси обычного инструмента. А это большой минус, если к качеству обработки основы предъявляются повышенные требования.
Применение специального центровочного сверла снимает все подобные проблемы, в том числе, и с постепенным накоплением вероятных неточностей, связанных с ошибками сверления. Что собой представляют ЦС, чем они лучше традиционных образцов, когда целесообразно использовать именно их – тема предлагаемой статьи.
ТУ на комбинированные центровочные сверла прописаны в . В документе указаны типоразмеры изделий (приложение 1), особенности маркировки, требования к продукции (таблицы 5 – 7).
Центровочные сверла относятся к инструменту категории «профессиональный» и применяются в основном на предприятиях или в ремонтных мастерских, имеющих станочное оборудование (токарное, ).
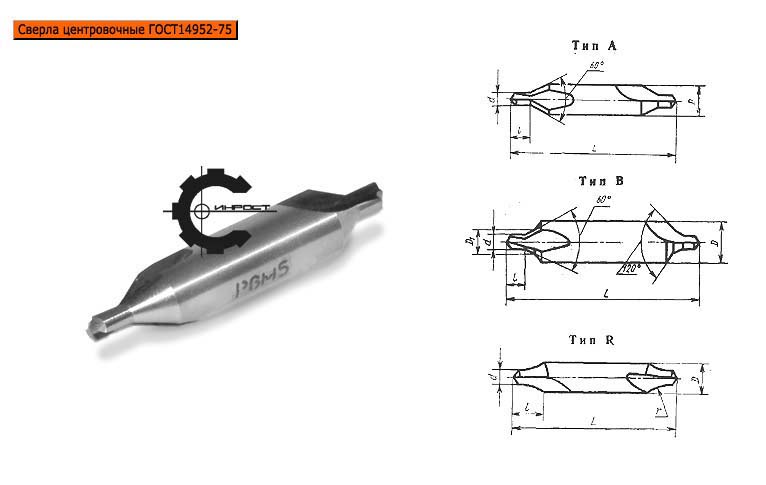
Типы центровочных сверл комбинированных
- A, B – под отверстия центровочные 600. Первое исполнение – без конуса предохранительного, второе – с ним.
- C – аналогично сверлу типа A, но для отверстий 750.
- R – для отверстий центровых с дугообразной образующей.
Для каждого типа ЦС предусмотрено 2 исполнения: d менее или равно 0,8; d ˃ 0,8 (мм).С чем это связано? Инструмент первого варианта обеспечивает минимальную шероховатость стенок в месте сверления, второго – чуть большую. Другими словами, разница – в качестве выборки металла.
Более подробно ознакомиться со всеми условными обозначениями можно по таблице №2 ГОСТ.
Стоимость центровочных сверл
Зависит в основном от диаметра и варианта исполнения. Разброс цен, с учетом большого ассортимента, значительный. К примеру, сверло типа A 0,9 мм стоит порядка 28 рублей. Более крупный аналог (ПК В 5) обойдется в 412 рублей. Если говорить об изделиях, которые чаще всего используются в быту, то их стоимость лежит в пределах 23 – 486 руб/ед.
Специфика использования ЦС в домашних условиях
Считается, что в основном центровочными сверлами пользуются те, кто занимается самостоятельным конструированием. Например, изготовлением печатных плат. Учитывая их миниатюрность, плотность предполагаемой компоновки радиодеталями, точность высверливания под их ножки отверстий приобретает особое значение. И это справедливо, но только отчасти.
Центровочное сверло станет незаменимым помощником, если возникнет проблема с выкручиванием крепежной детали (винта, шурупа, самореза). Такое бывает довольно часто, особенно если какое-либо изделие эксплуатируется вне помещения. В подобных случаях говорят «прикипело». Но если немного высверлить с помощью ЦС головку крепежа, то он легко поддастся отвертке. Проверено.
Не меньшую пользу принесет центровочное сверло тем, кто любит столярничать на дому.
Проделывание отверстий, фасок при изготовлении, например, предметов меблировки также требует максимальной точности. Иначе при сборке выявятся перекосы конструктивных частей.
Комбинированное центровочное сверло используется для создания в заготовках из разных видов чугуна, нелегированной, легированной стали и металлокерамических сплавов на базе бронзы и железа центровочных отверстий.
Назначение и особенности центровочных сверл
При сверлении отверстий бывает очень важно, чтобы отверстия получились ровным и были просверлены именно в том месте, где это необходимо. Зачастую при отклонении месторасположения отверстий обрабатываемый материал приходится выбрасывать в отходы и понятно, что это приводит к материальным потерям. Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется
Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент
Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется. Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент.
Как правило, сверло, предназначенное для центровки, имеет незначительную длину и толстый хвостовик. Для изготовления таких сверл используется твердый метал. Все это позволяет при осуществлении процедуры центрования прикладывать к сверлу значительные усилия, благодаря чему сверлу придается жесткая фиксация и как следствие этого точность засверливания.
Указанный вид сверл широко используется для центровки деталей на токарных станках, засверливания деталей, перед тем как поместить их под фрезерный или сверлильный станок. В быту центровочные сверла так же могут стать, незаменимы, при этом при помощи этого инструмента в бытовых условиях можно не только центровать детали, но и проводить другую работу.
Например, если вам требуется просверлить деталь, имеющую небольшую толщину, то для этого совершенно необязательно использовать обычные сверла, будет вполне достаточно воспользоваться центровочным сверлом, при помощи которого вы просверлите отверстие с высокой точностью и с минимальными усилиями. Многие применяют сверла для центровки в случае, если им необходимо высверлить отверстие. Так, если вам понадобилось высверлить застрявший в металле шуруп или саморез, то при помощи центровочного сверла это можно будет сделать достаточно быстро.
При выборе центровочного сверла необходимо учитывать следующее. Если вы планируете произвести центровку детали перед сверлением, то центровочное сверло должно иметь меньший диаметр, чем диметр будущего отверстия. И наоборот, если вам требуется высверлить застрявший шуруп или другой предмет, то диаметр инструмента необходимо выбирать аналогичный или больше того предмета, который вы собираетесь высверливать. Стоит отметить, что достаточно многие используют центровочные сверла для того, чтобы просверлить отверстие под резьбу. Здесь следует учитывать следующее. Диаметр сверла должен быть меньше, чем диаметр резьбы, иначе вы просто не сможете нарезать резьбу. Например, если вам необходимо нарезать метрическую резьбу М8, то вам понадобится сверло диаметром шесть миллиметров.
При выборе рассматриваемого инструмента следует обращать внимание на то, чтобы он изготовлен по ГОСТ. Как правило, сверла центровочные ГОСТ 14952-75 имеют необходимую универсальность применения и именно этот инструмент пользуются большой популярностью. Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации
Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации.
Хитрости при работе
Если же извлечь обломок шпильки экстрактором не удавалось, то удалял его с помощью метчика. Для этого отверстие, высверленное по оси шпильки, рассверливал ещё чуть больше и восстанавливал резьбу метчиком. Если диаметр высверленного по оси шпильки отверстия был выбран правильно, то при прохождении метчика остатки резьбовой части старой шпильки выкрашиваются и удаляются. Главное — правильно рассчитать диаметр отверстия. Это легко сделать, зная диаметр и шаг резьбы.Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 — 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит. Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла — их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете. Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.






Как правильно подобрать сверло
Выбор центровочного сверла зависит от веса изначальной заготовки, в которой будет проделываться отверстие. Размер инструмента прямо пропорционален весу. В следующей таблице приведены точные данные о размерах режущего инструмента, в соответствии с ГОСТ 14952-75:
| Рабочий диаметр, см | 0,05 | 0,08 | 0,16 | 0,25 | 0,4 | 0,63 | 0,8 | 1 |
| Диаметр посадки, см | 0,315 | 0,5 | 0,8 | 1 | 1,6 | 2 | 2,5 | 3,15 |
| Длина, см | 2,1 | 3,35 | 4,2 | 5,9 | 7,4 | 8,3 | 10,3 | 12,8 |
| Длина рабочей области, см | 0,1 | 0,19 | 0,28 | 0,33 | 0,49 | 0,62 | 0,75 | 1,15 |
При подборе инструмента для проделывания центрирующих поверхностей необходимо производить проверку его шероховатости. Для этого инструмент сравнивается с эталонным типом сверл
При проверке важно учитывать наличие режущих поверхностей и предохранительного конуса. Во время сравнения проверяются следующие параметры:
- Твердость: эта характеристика измеряется при помощи твердомера Роквелла. Она должна находиться в интервале от 63 до 66 HRC (по шкале твердости Роквелла). При низкой твердости инструмент лишится эксплуатационной стойкости, при повышенной – станет чрезмерно хрупким.
- Точность: этот параметр определяет величину отклонения диаметров отверстий. Если рабочий диаметр режущего сверла меньше 0,08 см, то величина отклонения не должна превышать 0,005 см. Если рабочий диаметр больше 0,08 см, то диаметр наклонения должен равняться 0,01 см.
- Длина: эта характеристики указывает на производительность сверла. Этот параметр должен подбираться, относительно длины детали. Самой низкой производительностью располагают удлиненные сверла.
- Внешний вид: на инструменте не должны присутствовать царапины, вмятины и иные механические дефекты.
Данная компания производит режущие приспособления из быстрорежущих металлов, включая кобальт. Во время процесса изготовления инструменты подвергаются термической обработке, что улучшает их твердость. Отличительной особенностью продукции Dormer является то, что её сверла способны самостоятельно центроваться, что повышает точность инструмента.
Как выглядит и работает?
Сначала вспомним устройство и принцип действия обычного сверла. Его коническая часть, базируясь на предварительно прокернённом в заготовке коническом углублении, входит в него, и опираясь на образующие конуса, производит постепенное внедрение в толщу металла. Выборка стружки происходит перьевой частью сверла, и выведением её наружу при помощи спирально расположенных канавок. Если намётка под отверстие отсутствует, то теряется и опора для конической части, ввиду чего сверло скользит и даже может нанести травму малоопытному пользователю. Поэтому предварительная зацентровка отверстия при особых требованиях к точности его расположения является обязательным.
Центровочное сверло, предназначенное для массового изготовления отверстий, снимает потребность в накернении мест для последующей сверловки. С этой целью оно обладает особой конструкцией, которая разработана в соответствии с требованиями ГОСТ 14952-75. Первоначально инструмент предназначался в качестве оснастки для фрезерных станков с ЧПУ, но оказался весьма полезным и при производстве массовых сверлильных операций по металлу.

Различают следующие конструктивные разновидности рассматриваемого инструмента:
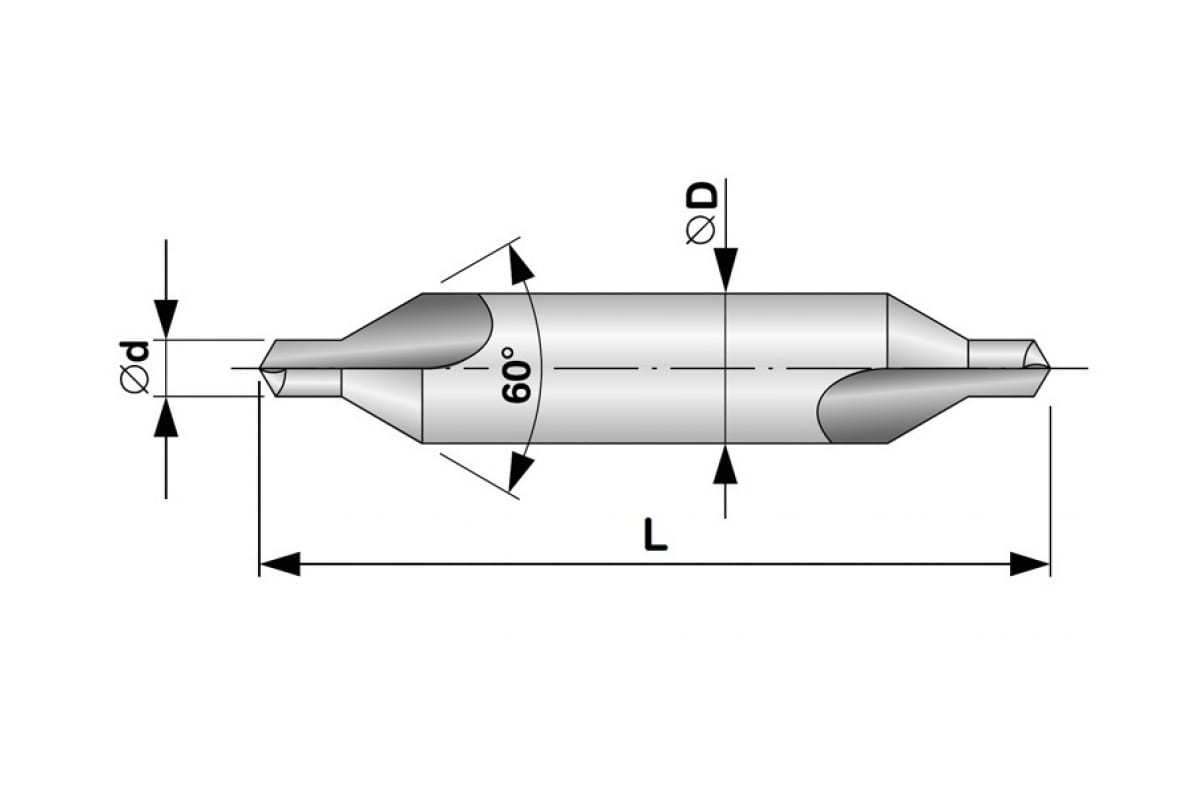
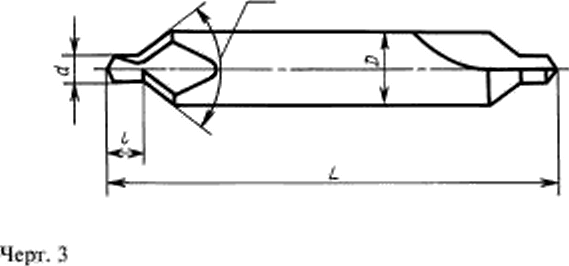
- Свёрла, которые могут одновременно выполнять зенковку начального конуса. Угол такого конуса стандартизирован, и составляет 60°, при этом само центровочное сверло может быть выполнено как с предохранительным конусом, так и без него.
- Свёрла с заходным конусом 75°, не имеющие отдельного предохранительного конуса (что объясняется увеличенной поверхностью опорной зоны).
- Свёрла для выполнения отверстий, образующая которых имеет сложную, дугообразную форму.
Читать также: Подключение жилого дома к электрическим сетям
Выпускается такой инструмент в диапазоне размеров 0,5…10 мм. Центровочные свёрла с большим диаметром не имеют явных преимуществ по сравнению с обычными зенковками, но потребуют (при ручном электроинструменте) повышенных усилий сверления. С другой стороны, переходы массового сверления чаще всего востребованы при изготовлении плат под радиотехнические приборы, где диаметры отверстий вполне укладываются в 0,5…1,0 мм.
ГОСТ 14952 предусматривает два диапазона шероховатости готового отверстия. Примеры обозначений такого инструмента приводятся в вышеуказанном стандарте.

ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали — по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть: у сверл диаметром до 3,15 мм — 63…65 HRC; у сверл диаметром свыше 3,15 мм — 63…66 HRC. Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл.5.
Таблица 5
мкм
| Наименования поверхностей | Параметры шероховатости по ГОСТ 2789-73 | |||
| Исполнение 1 | Исполнение 2 | |||
| Передняя поверхность сверловочной части и поверхность стружечных канавок | — | 6,3 | — | 10,0 |
| Задняя поверхность сверловочной и зенковочной части | — | 3,2 | — | 6,3 |
| Поверхность зажимной цилиндрической части | 0,63 | — | 1,25 | — |
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
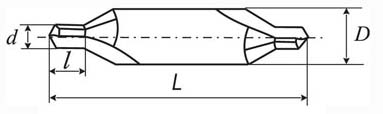
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать: диаметра сверловочной части . . . k12; диаметра зажимной цилиндрической части . . . h9; углов конуса 60° и 75°. . . минус 30′; угла конуса 120° . . . ±1°. Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части. (Измененная редакция, Изм. N 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины. (Измененная редакция, Изм. N 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
| для сверл диаметром до 3,15 мм | 0,40 мм |
| » » » св. 3,15 мм | 0,25 мм |
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части должен быть не более:
| для сверл диаметром до 3,15 мм | 0,03 мм |
| » » » св. 3,15 мм | 0,04 мм |
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, должен быть не более:
| для сверл диаметром до 6,0 мм | 0,10 мм |
| » » » св. 6,0 мм до 10,0 мм | 0,13 мм |
| » » » св. 10,0 мм | 0,15 мм |
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять: разность половины угла при вершине сверла, которая не должна быть более 1°30′; допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
| для сверл диаметром до 3,15 мм | 0,05 мм |
| » » » св. 3,15 мм | 0,10 мм |
(Измененная редакция, Изм. N 2).
2.10. Разность ширин перьев на одном сверле должна быть не более:
| для сверл диаметром до 3,15 мм | 0,07 мм |
| » » » св. 3,15 мм | 0,10 мм |
2.11. Значения средней наработки до отказа и 95%-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд.4, должны быть не менее приведенных в табл.6.
Таблица 6
| Диаметр сверловочной части сверла, мм | Наработка (количество обработанных отверстий) сверлом типа | |||
| А, R, С | В | |||
| средняя | 95%-ная | средняя | 95%-ная | |
| 0,5, 0,63, 0,8, 1,0 | 130 | 39 | 90 | 27 |
| 1,25, 1,6 | 160 | 48 | 120 | 36 |
| 2,0 | 220 | 66 | 145 | 43 |
| 2,5, 3,15 | 250 | 75 | 160 | 48 |
| 4,0, 5,0 | 150 | 45 | 100 | 30 |
| 6,3, 8,0, 10,0 | 130 | 39 | 80 | 24 |
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3. (Измененная редакция, Изм. N 3).






2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше — достижение износа по задней поверхности в соответствии с табл.7.
Таблица 7
мм
| Диаметр сверловочной части сверла | |
| 4,0, 5,0 | 0,4 |
| 6,3, 8,0, 10,0 | 0,5 |
2.11, 2.12. (Введены дополнительно, Изм. N 2).
2.13. На каждом сверле должны быть четко нанесены: диаметр сверловочной части; товарный знак предприятия-изготовителя; обозначение сверла (последние четыре цифры); марка стали. Примечания:
1. На сверлах диаметром менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт, — буквы HSS С, при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары — по ГОСТ 18088-83.
2.13, 2.14. (Введены дополнительно, Изм. N 3).
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Что это и для чего нужны?
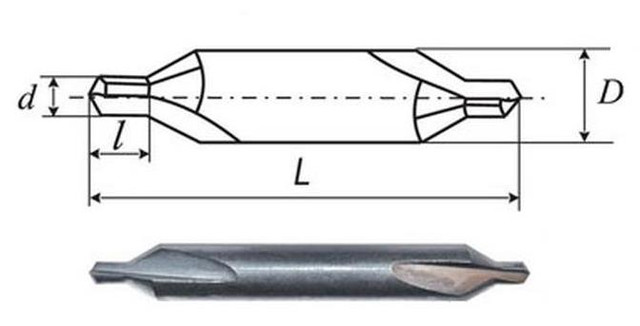
По внешнему виду центровочный тип сверла отличается от стандартного сверла по металлу. В данном случае инструмент имеет 2 рабочие части, которые находятся на противоположных концах рабочего стержня инструмента. Подобный подход дает возможность применять сверло более длительное время без выполнения заточки. Главной особенностью изделия является его усиленный корпус, который втрое толще, чем его самоцентрирующиеся режущие части. Центровочный инструмент при сравнении его с обычным видом сверла имеет короткий корпус и небольшие рабочие части. Такая модификация придает инструменту свойства повышенной твердости и надежности. При работе этим сверлом оно не гнется, очень редко ломается и дает возможность делать отверстия с высокой степенью точности.
Самоцентрирующееся сверло выполнено из 3-х основных частей:
- область крепления сверла в сверловочном оборудовании – основание инструмента;
- область наименьшего диаметра – рабочая режущая часть;
- область наибольшего диаметра – средняя по размеру часть.
Сверло используется для выполнения процедур металлообработки в токарном, сверлильном и фрезеровочном оборудовании различного типа. При осуществлении производственных задач в массовом масштабе центровочный инструмент используют для наметки центра заготовки перед ее помещением в обрабатывающий станок. При этом процесс накренения заготовки может быть пропущен, что упрощает производственный цикл и сокращает время его осуществления.
Это приспособление имеет минимальные риски к деформации или поломке, поэтому в строительной сфере сверло используется в виде зенковочного для металла или древесины. Приспособление не только имеет возможность просверлить предварительное отверстие для самореза, но и выполнить одновременно зенковку, чтобы утопить полностью шляпку метиза в материале.
В некоторых случаях центровочное сверло помогает высверливать шляпки шурупов и саморезов со сбитыми шлицами. Даже радиолюбители нашли применение этому инструменту – малые диаметры сверла применяют для просверливания отверстий в радиоплатах. Стандартные сверла при выполнении таких работ нередко ломаются, тогда как самоцентрирующееся приспособление с размером до 1,5 мм, ввиду особенности конструкции, безотказно справляется с поставленной ему задачей.
Область применения
Центровочные сверла по металлу позволяют массово проделывать отверстия, поэтому они широко используются на промышленных предприятиях. В промышленном секторе данные инструменты применяются для осуществления операций по центровке и металлообработке деталей на токарных, фрезерных или сверлильных станках. Они ускоряют процесс производства и снижают затраты на дополнительное оборудование. Помимо этого, данные инструменты применяются на мебельных фабриках, механических цехах, машиностроительных фабриках и в автосервисах. Благодаря перпендикулярности сверления они стали часто использоваться в деревообрабатывающем секторе.

Также эти металлорежущие инструменты активно применяются в бытовых условиях. Они используются для сверления отверстий малого диаметра. Популярность данных сверл в быту обусловлена их невысокой ценой (их стоимость варьируется от 28 до 486 руб.) и удобством использования. Также центровочные сверла, благодаря высокой прочности конструкции, в домашних условиях используются для высверливания застрявших шурупов или саморезов.

В нынешнее время средства для создания центровочных отверстий начинают внедряться в строительном секторе. Многие мастера используют их во время зенкования – процедуры обработки отверстия детали для создания потайных головок, к которым присоединяются крепежные элементы различных строительных конструкций (заклепки, винты и болты).
Виды процедуры и охлаждение
Имеется несколько основных видов сверления — это оборудование цилиндрических отверстий, многогранных или же овальных, а также рассверливание уже имеющихся цилиндрических отверстий для увеличения их диаметра.
Основная проблема, которая возникает в процессе сверления металла, — это сильный нагрев расходуемого элемента, то есть сверла, а также места проведения работ. Температура материала может достигать 100 градусов по Цельсию и больше. Если она дойдет до определенных значений, то возможно возникновение горения или плавки
Здесь важно отметить, что множество сталей, которые используются для производства сверл, теряют свою твердость при нагреве, из-за чего трение будет только увеличиваться, поэтому элемент, к сожалению, будет изнашиваться быстрее

Для того чтобы бороться с этим недостатком, используют различные охлаждающие вещества. Чаще всего при вертикальном сверлении на станке имеется возможность организовать подачу охлаждающего вещества непосредственно к месту проведения работы. Если же она осуществляется с применением ручных приборов, то через определенный промежуток времени необходимо прерывать процесс и окунать сверло в жидкость.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.









Сверление отверстий в печатной плате
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.

Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.

Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.





