

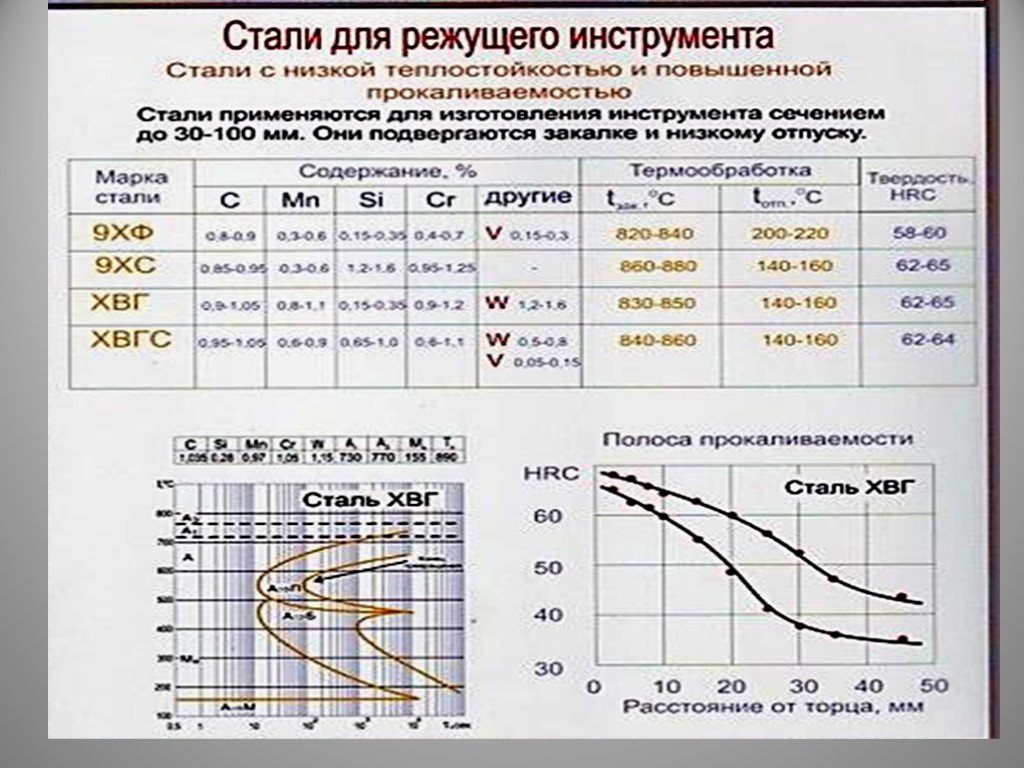
Особенности термической обработки
Термическая обработка при температуре порядка 1200 — 1300 ºC, с последующим отпуском, вызывает дисперсионное затвердевание. В процессе закаливания большая часть карбида Fe3W3C разлагается и переходит в твердый раствор аустенитного или мартенситного типа. Это приводит к насыщению сплава углеродом, вольфрамом и другими легирующими элементами. Отпуск, который выполняют при температурах в 550 — 560 ºC приводит к повышению твердости до максимальных параметров. Это происходит в следствии выделении карбидов и разложение остатков аустенита.
Инструмент сложной формы, в т.ч. тонколезвийный или работающий в условиях переменной нагрузки, например, на прерывистом точении должен обладать высокой прочностью и вязкостью.
Нагревание под закаливание сталей типа Р18 выполняют при таких температурах и временных паузах, которые обеспечат разложение карбидов и упрочнение аустенита. Это необходимо для получения необходимой теплостойкости.
Тонколезвийный инструмент, с размерами режущей части от 3 до 5 мм температура закаливания должна быть ниже на 10 — 20 ºC от максимальной (1250 ºC).
Высокие температуры, которые необходимы для проведения термической обработки впоследствии могут привести к появлению трещин и излишних напряжений. Для того, чтобы избежать этих неприятностей, подогрев материала выполняют в два этапа. Первый нагрев выполняют при уровне температуре 400 — 500 ºC, второй при 800 — 850 ºC. По достижении окончательной температуры, а это 1200 — 1300 ºC, время нахождения детали в зоне нагрева ограничивают. Допустимое время рассчитывают из соотношения 10 — 15 секунд на 1 мм толщины (диаметра). То есть сверло диаметром 5 мм может находиться при таком режиме порядка 50 — 75 секунд.
Время нахождения заготовки на подогреве может быть удвоено в сравнении с пиковой нагрузкой. То есть, то же сверло будет находиться на подогреве порядка 100 — 150 секунд.
Предварительный и финишный нагрев выполняют в соляной ванне. Она заполняется смесью из:
- 78 % ВаСl2 (хлорид бария);
- 22 % NaCl (натрий хлор).
Для предохранения заготовок от окисления раствор раскисляют с помощью фтористого магния.
Отпуск стали проводят также в несколько этапов. Заготовки выдерживают при температуре 550- 570 ºC, причём необходимо провести два — три сеанса длительностью один час каждый
Инструментальная углеродистая сталь ГОСТ 1435-99
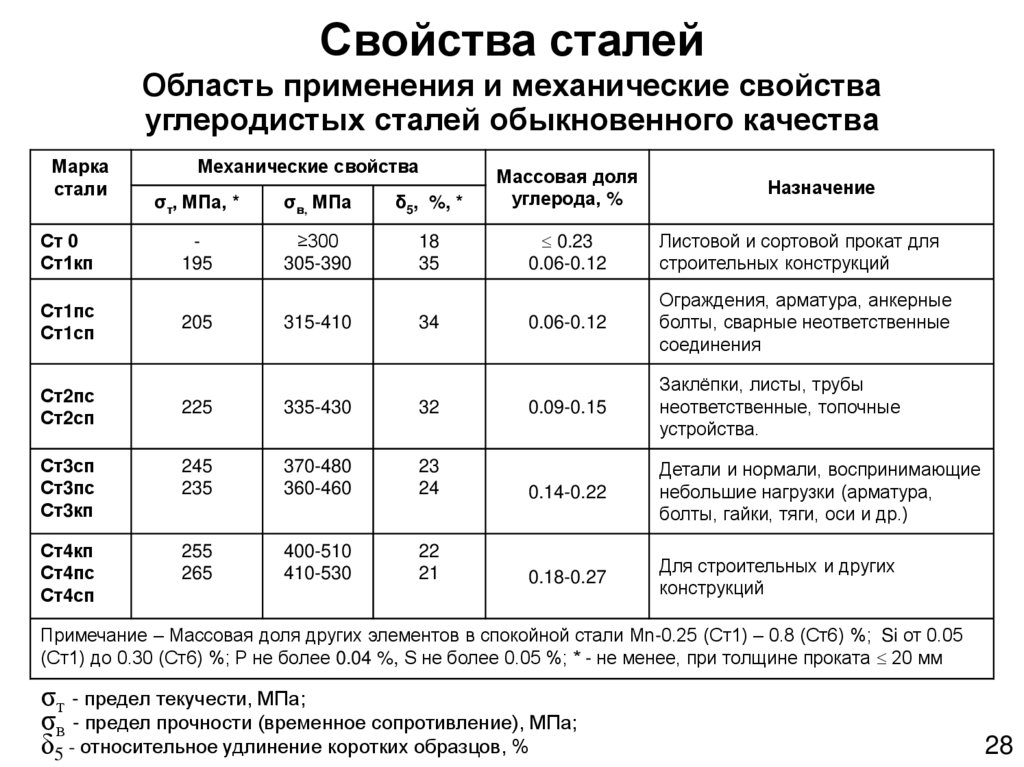
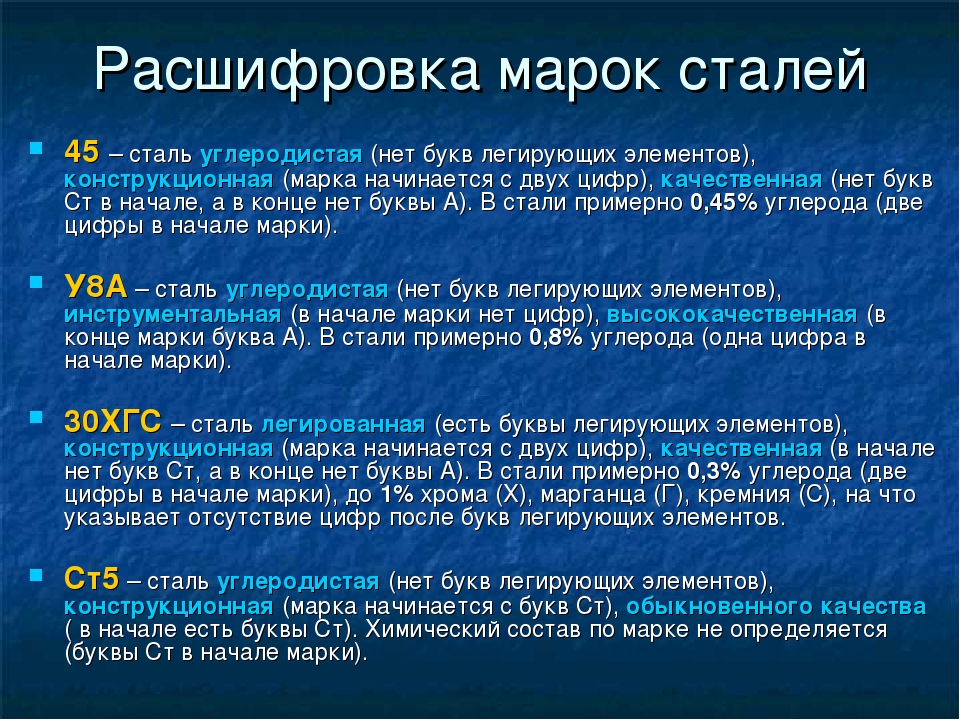
Углеродистая сталь — сталь, не имеющая в своем составе легирующих элементов, но содержащая углерод в различной концентрации: до 0,25% — низкоуглеродистая сталь, 0,24-0,6% среднеуглеродистая сталь, более 0,6 — высокоуглеродистая сталь.
ГОСТ 1435-94 регулирует нормы изготовления прутков и полос кованых, горячекатаных, калиброванных и со специальной отделкой поверхности из инструментальной углеродистой (нелегированной) стали, а также нормы химического состава для слитков, заготовок, листов, лент, проволоки и другой металлопродукции.
Классификация углеродистых сталей
По назначению:
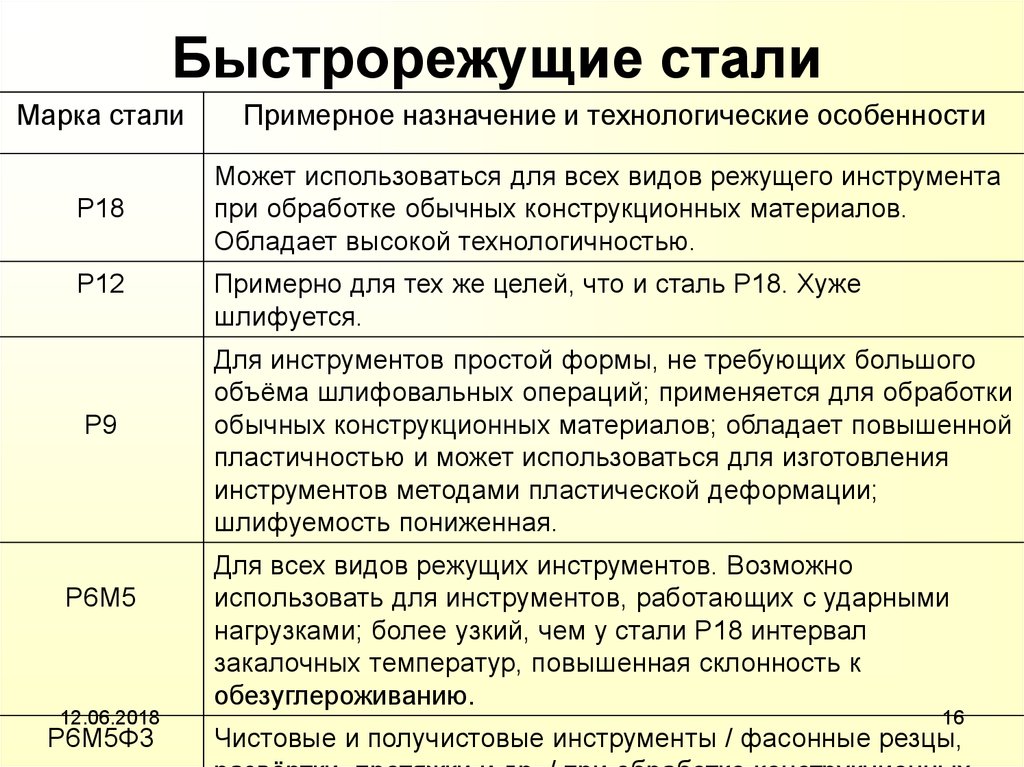
- быстрорежущая — Р;
- шарикоподшипниковая — Ш;
- электротехническая — Э.
По химическому составу:
- качественная;
- высококачественная — А.
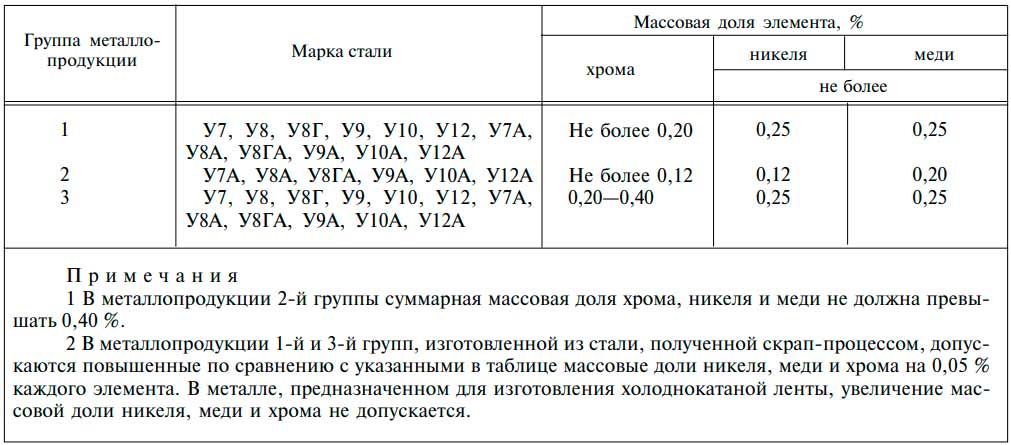
По назначению в зависимости от массовой доли хрома, никеля и меди:
- 1 — для продукции всех видов, кроме патентированной проволоки и ленты;
- 2 — для патентированной проволоки и ленты;
- 3 — для продукции всех видов, изготавливающейся с многократными нагревами, усиливающими возможность проявления графитизации стали, а также для продукции, от которой требуется повышенная прокаливаемость (кроме проката для сердечников, патентированной проволоки и ленты).
По способу дальнейшей обработки:
- а — прокат горячекатаный и кованый для горячей обработки давлением (осадки, высадки), холодного волочения;
- б — для холодной механической обработки (обточки, фрезерования и т.п.).
По качеству и отделке поверхности:
- для горячекатаной и кованой стали: 2ГП — для подгруппы «а», 3ГП — для подгруппы «б»;
- для калиброванной стали — Б и В.
- для проката со специальной обработкой поверхности — В, Г, Д.
По состоянию материала:
- сталь без термической обработки;
- термически обработанная сталь — ТО;
- нагартованный прокат — НГ (для прутков калиброванных и со специальной отделкой поверхности).
Марки инструментальной углеродистой стали
Марки инструментальной углеродистой стали: У7, У8, У8Г, У9, У10, У11, У11А, У12, У13, У13А, У7А, У8А, У8ГА, У9А, У10А, У12А.
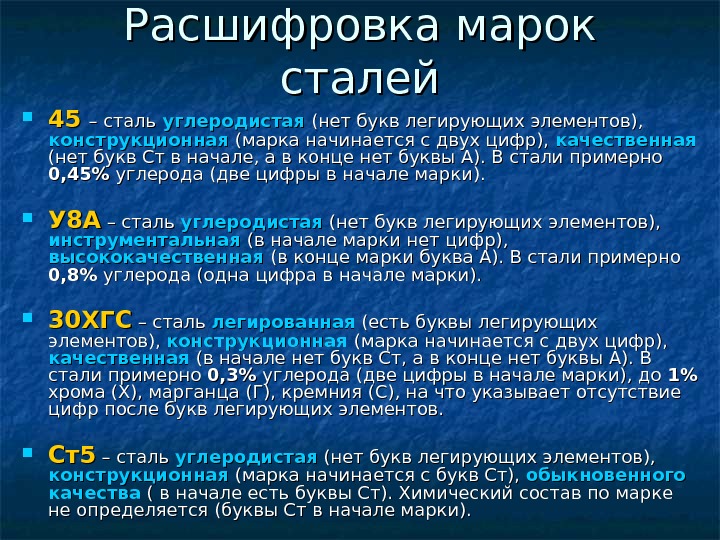
Обозначение марки стали: У — углеродистая, следующая за ней цифра — средняя массовая дол углерода в десятых долях процента, Г — повышенная массовая доля марганца.
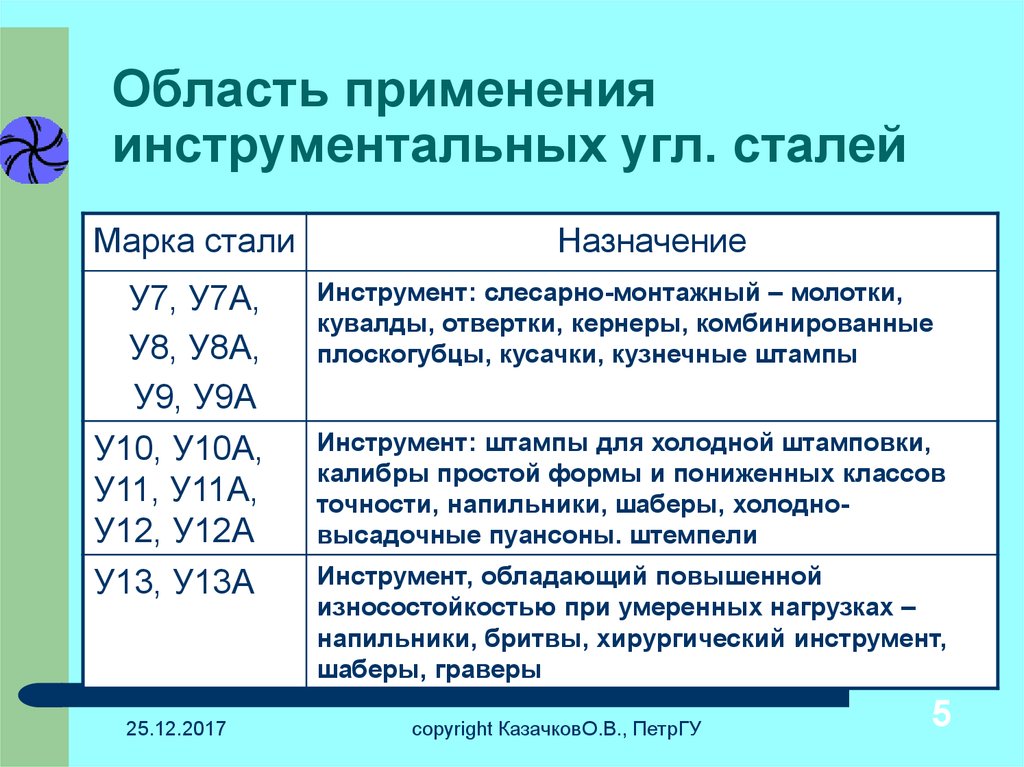
Применение инструментальной углеродистой стали
| Марка стали | Область применения |
|---|---|
| У7(А) | Инструменты для обработки дерева (топоры, стамески и т.п.); небольшие пневматические инструменты (зубила, обжимки и т.п.); кузнечные штампы; игольная проволока; слесарно-монтажные инструменты: молотки, кувалды, отвертки, плоскогубцы, кусачки и др. |
| У8(А), У8(Г, ГА), У9(А)) | Инструменты, используемые в условиях, не вызывающих разогрева режущей кромки и обрабатывающих дерево: фрезы, топоры, стамески, пилы и т.п. Накатные ролики, плиты и стержни для форм литья под давлением оловянно-свинцовистых сплавов. Для слесарно-монтажных инструментов (обжимки для заклепок, кернеры, отвертки, плоскогубцы, кусачки). Для профилей простой формы и пониженных классов точности; холоднокатаная лента толщиной 0,02-2,5мм. |
| У10А, У12А) | Сердечники. |
| У10, У10А) | Игольная проволока. |
| У10(А), У11(А)) | Инструменты, используемые в условиях, не вызывающих разогрева режущей кромки и обрабатывающих дерево: пилы ручные и машинные поперечные и столярные, сверла спиральные. Для штампов холодной штамповки (вытяжные, высадочные, обрезные, вырубные) небольших размеров; для калибров простой формы и пониженных классов точности; для накатных роликов, напильников, шаберов слесарных и т.п. Напильники, шаберы, х/к лента толщиной 0,02-2,5мм. |
| У12(А)) | Метчики ручные, напильники, шаберы слесарные; штампы для холодной штамповки (обрезные, вырубные) небольших размеров и без переходов по сечению; холодновысадочные пуансоны и штемпели мелких размеров, простой формы и пониженных классов точности. |
| У13(А)) | Инструменты с пониженной износостойкостью (без разогрева режущей кромки): напильники, бритвенные лезвия и ножи, скальпели, шаберы, гравировальные инструменты. |
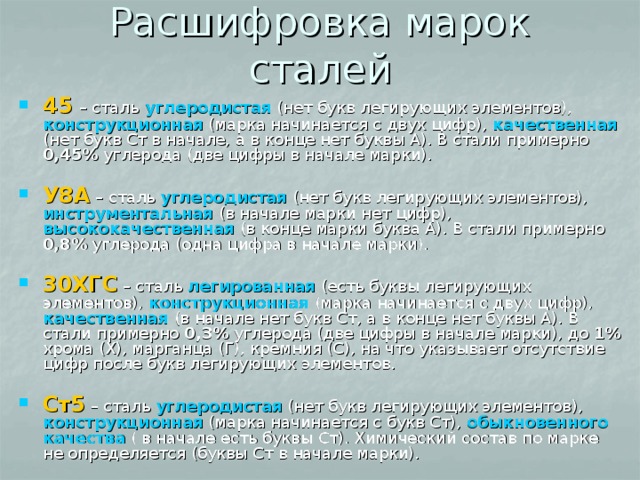
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
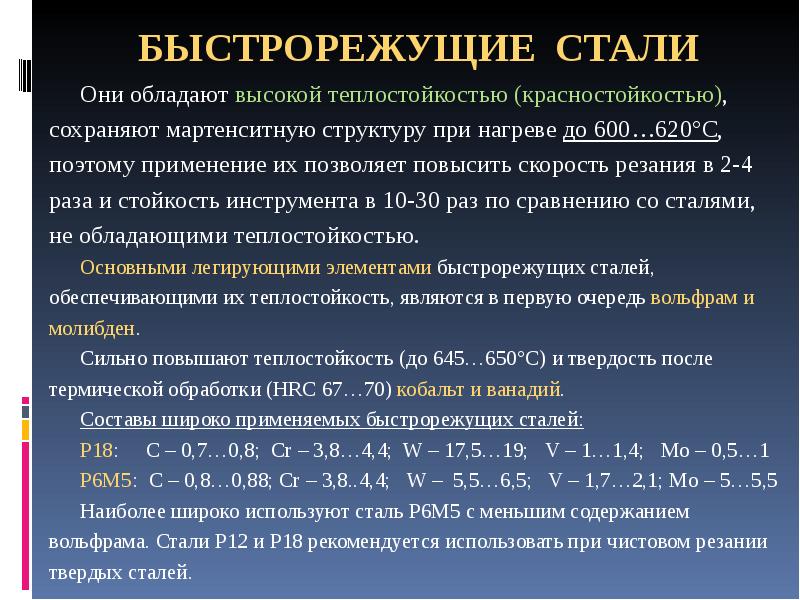
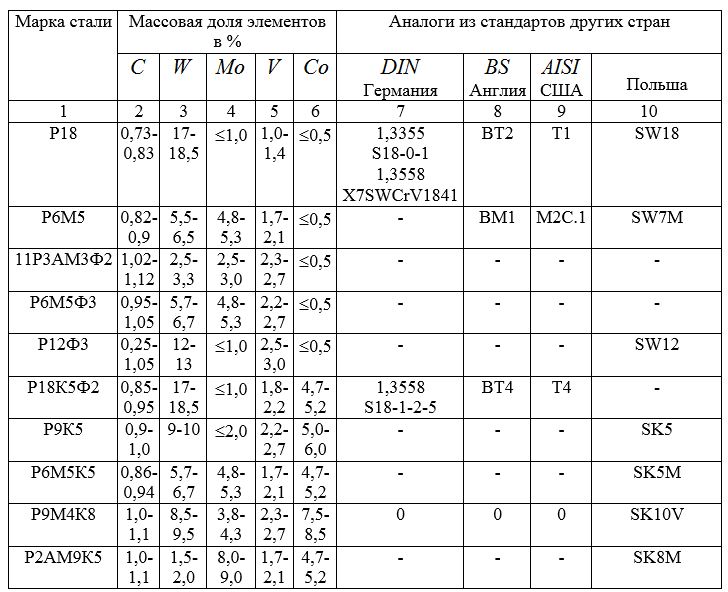
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.
Пример расшифровки марки быстрорежущей стали
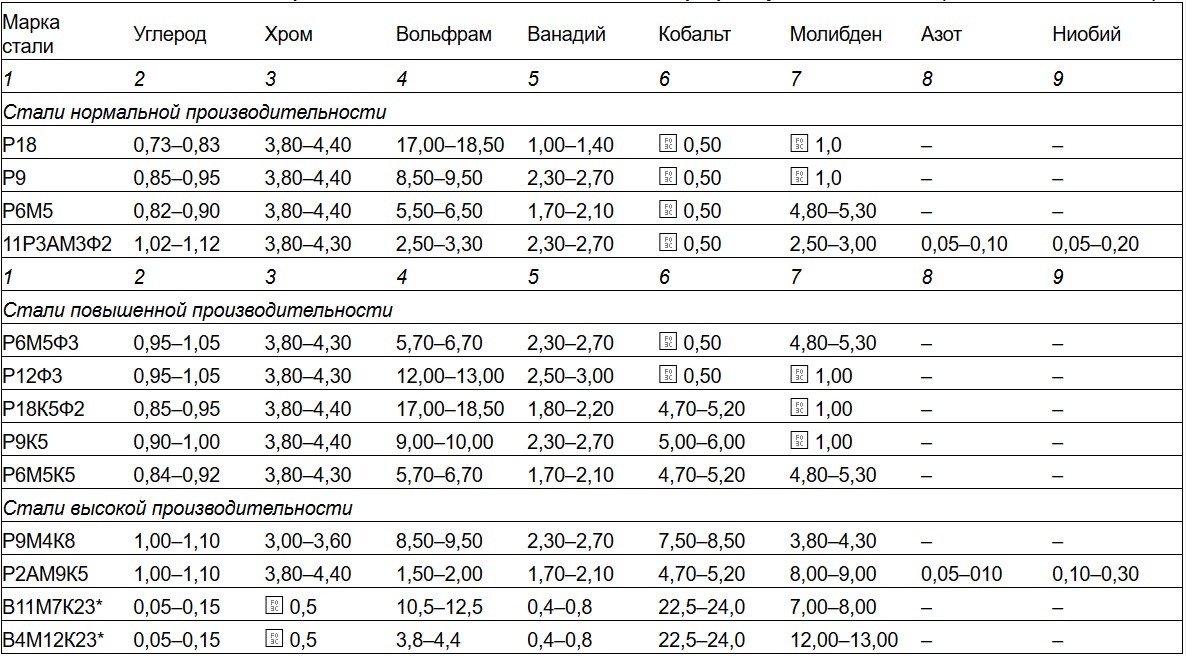
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
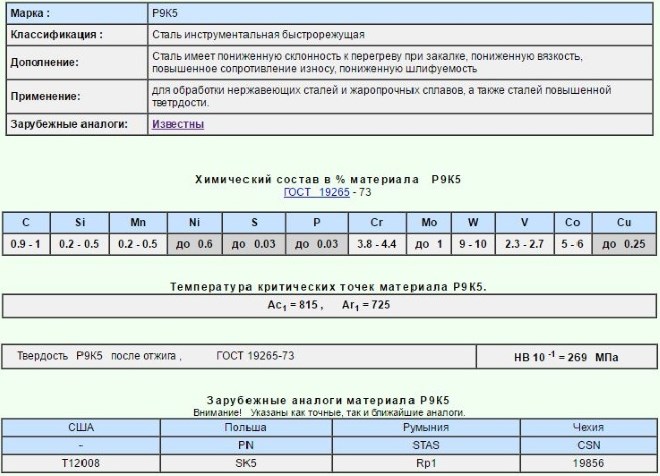
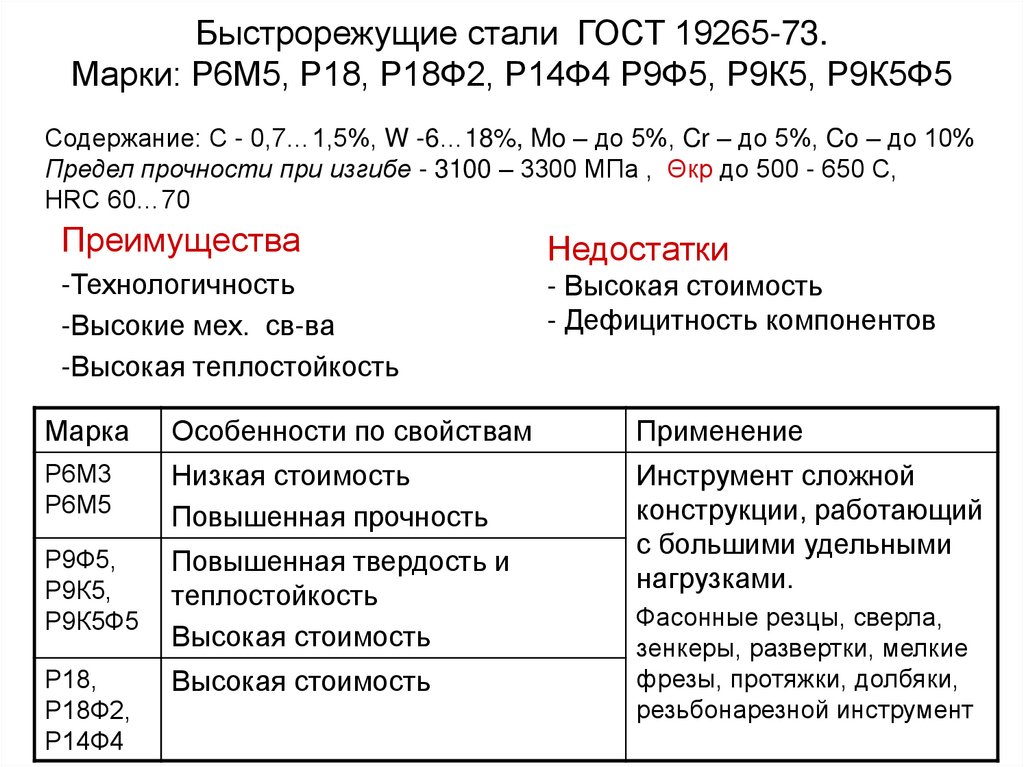
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
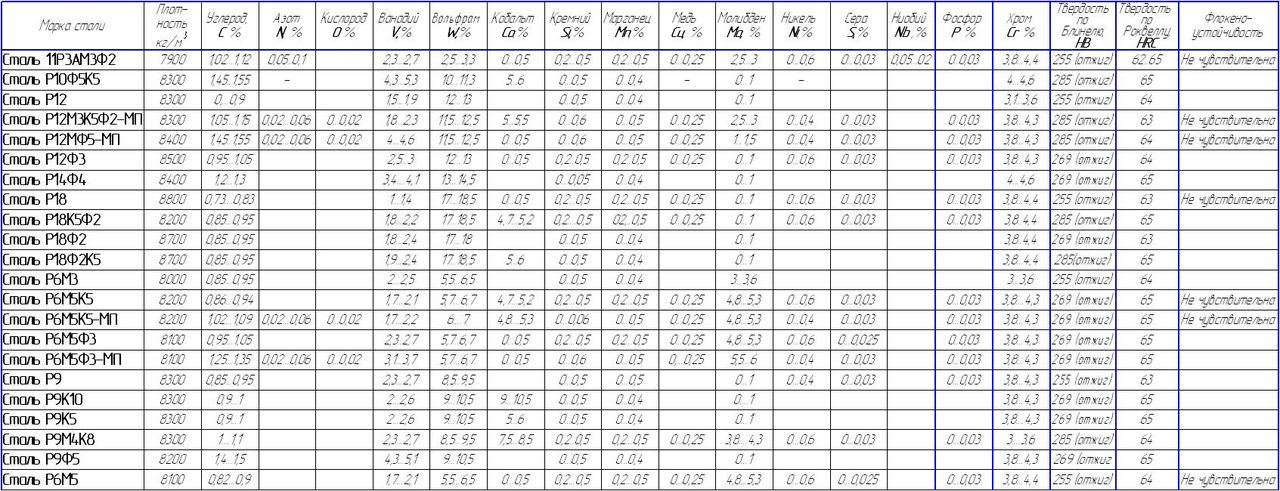
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.
Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.
Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.

Свойства стали марки Р9К5
Ответы на частые вопросы
Я хочу сдать быстрорежущие стали, инструментальные режущие серии Р3, Р6М5, Р9, Р12, Р18 в объеме больше, чем 1000 кг, вы гарантируете, что цена будет 250 руб/кг?
250 р/кг — это максимальная цена для быстрорежущих сталей, инструментальные режущие серии Р3, Р6М5, Р9, Р12, Р18 в Москве. При минимальном засоре, безупречной химии, большом объеме и удобной логистике — да, мы готовы купить у вас быстрорежущие стали, инструментальные режущие серии Р3, Р6М5, Р9, Р12, Р18 по указанной цене. Однако каждый случай индивидуальный, поэтому цена также рассчитывается индивидуально для каждого обращения.
Хочу сдать быстрорежущие стали, инструментальные режущие серии Р3, Р6М5, Р9, Р12, Р18 меньше 1000 кг в Москве. Вы примите?
В Москве быстрорежущие стали, инструментальные режущие серии Р3, Р6М5, Р9, Р12, Р18 мы принимаем минимально от 1000 кг. Партии меньшего объема мы временно не рассматриваем. Рекомендуем оставить сообщение в чате или на доске объявлений. Ежедневно эти страницы просматривают сотни человек
Чем занимается Торгово-закупочная сеть «ScrapTraffic.com»?
Торгово-закупочная сеть «ScrapTraffic.com» занимается обеспечением сделок с металлоломом и металлопродукцией со вторичного рынка, а также прочим вторичным сырьем. Мы принимаем лом металлов, отходы бумаги и нефтепродуктов. В силу нашей основной специализации исследования рынка вторичных металлов и прочего утильсырья, мы распределяем входящие предложения от продавцов, как управляющий агент, обеспечивая поставщику ломосдатчику максимальную цену, управляя логистическими процессами и оплатой.
Где расположены Ваши приемные пункты в нашем регионе?
Приемные пункты Торгово-закупочной сети «ScrapTraffic.com» могут быть расположены во многих районах Вашего региона. Местоположение приемных пунктов «ScrapTraffic.com» зависит от объема или от типа материала. В каждом городе у нас есть агент, наш мобильный представитель, непосредственный сотрудник нашей организации, который обеспечивает Вам качественную сделку. Его контактные данные указаны непосредственно на этой странице.
Он сотрудничает по контракту с нашими партнерами (приемными пунктами). Мобильно осуществляет приём звонков входящих предложений, производит оценку сырья и финансовый расчет с Вами по факту приема-сдачи за наличный или безналичный расчет. Также, он решает локальные логистические задачи, вопросы самовывоза сырья с вашей территории или согласовывает время приёма материала по определенному адресу нашего партнёра. Цена заранее согласованна с центром управления закупок мониторинговой службы Торгово-закупочной сети «ScrapTraffic.com».
С кем решать вопрос касательно высокой закупочной цены на площадке?
Решать вопрос закупочной цены нужно непосредственно с нашим агентом. Площадка, это всего лишь инструмент обеспечения комфорта поставщику. Миссия нашей организации обеспечивать эффективный прием металлолома и прочего вторсырья, а это неизменно связано с обеспечением поставщика высокой закупочной ценой. Вопрос согласования цены происходит в цепочке анализа прямого тактического или стратегического спроса в мониторинговой службе Торгово-закупочной сети «ScrapTraffic.com» в профессиональной сети узкоспециализированных потребителей различных групп сырья.
Всем известно, что ни одна компания не может специализироваться на всем и давать высокие цены на все типы сырья. В то время, как слаженная организация, объединяющая в себе узконаправленные профессиональные компании может распределять между ними поставки, тем самым обеспечивая высокие цены.
Почему цены такие разные и иногда не соответствуют ценам, заявленным на сайте?
Всем известно, что статичная закупочная цена всегда ниже реального спроса, так как в нее заложены максимальные риски. У нас нет статичных цен, как на стандартных приемных пунктах.
Если вы обратите внимание, в ценовом окне на нашем сайте есть пометка, что цена может достигать максимального уровня. При этом, в силу волатильности сырьевых рынков и курса валют, мы не всегда можем оперативно менять цены на сайте. Это допустимая погрешность, так как цены определяем не мы, а реальный спрос
И мы всегда стремимся дать динамично самую высокую цену оптимально для объема и региона
Это допустимая погрешность, так как цены определяем не мы, а реальный спрос. И мы всегда стремимся дать динамично самую высокую цену оптимально для объема и региона.
Оказываете ли вы услугу самовывоза?
При определенных обстоятельствах мы готовы предоставить такую услугу. О возможности ее предоставления уточняйте у агента или у старшего координатора закупок. Контакты старших координаторов закупок, Вы сможете найти в разделе Контакты на нашем сайте.
Большая Энциклопедия Нефти и Газа, статья, страница 3
Красностойкость
При фрезеровании красностойкость режущей части инструмента имеет меньшее значение, чем при точении. Поэтому для фрез из стали ЭЙ 184 применяются скорости резания не ниже, чем для фрез из быстрорежущей стали.
Обладает высокими красностойкостью, твердостью в горячем состоянии, износостойкостью и вязкостью.
Таким образом, красностойкость создается легированием стали карбидообразующими элементами ( вольфрамом, молибденом, хромом, ванадием) в таком количестве, при котором они связывают почти весь углерод в специальные карбиды.
Влияние Со на красностойкость и стойкость против отпуска — инструментальных сталей также значительно. Растворяясь в матрице, Со повышает стабильность твердого раствора.
Цирконий несколько повышает красностойкость при нагреве 640 С, что, вероятно, связано со способностью циркония повышать устойчивость мартенсита.
При 650 С красностойкость этих марок одинаковая.
Быстрорежущие стали имеют красностойкость 600 — 650 С и обладают повышенной сопротивляемостью износу. Это позволяет работать инструментом из быстрорежущей стали со скоростями резания 30 — 100 м / мин.
Сталь Р9 по красностойкости и режущим свойствам не уступает стали Р18, но имеет более равномерное распределение карбидов, несколько большую прочность и пластичность. Вследствие высокого содержания ванадия сталь плохо шлифуется, применительно для дисковых и пальцевых модульных фрез и зубостро-гальных резцов.


Сталь ЭИ276 по красностойкости не уступает марке РФ1 ( ср.
Главные свойства ( красностойкость, твердость и др.) быстрорежущие стали приобретают в результате термической обработки — закалки и многократного отпуска.
Сочетание различных по красностойкости ( по твердости) зон в структуре литого инструмента имеет положительное значение: относительно мягкие ( малолегированные) зоны могут предупреждать опасные перенапряжения в твердом красностойком каркасе и тем предохранять лезвие инструмента от выкрашивания.
Пониженная теплостойкость ( красностойкость) инструмента связана с недостаточным насыщением твердого раствора углеродом и легирующими элементами в связи с пониженной температурой и недостаточной выдержкой при нагреве под закалку.
Следует различать понятия красностойкость и горячая твердость. Под горячей твердостью понимают твердость металла в нагретом состоянии. Горячая твердость является обратимым свойством: если нагревание металла прекращается, то исходное значение его твердости восстанавливается. Горячая твердость зависит от сил междуатомной связи в решетке металла, которые приближенно могут быть оценены по температуре плавления.
Страницы: 1 2 3 4
www.ngpedia.ru
Улучшение характеристик изделий
К инструментам, изготовленным из быстрорезов, предъявляются высокие требования и, чтобы они обладали ими в полной мере, их поверхность подвергается обработке. Для этого применяются различные способы, в числе которых:
- Поверхностный слой детали подвергается азотированию. Проводиться подобная обработка может в газообразной среде, состоящей либо на 80% из азота и на 20% из аммиака, либо из 100% аммиака. Процесс проходит 10-40 минут при температуре 550 – 6600 градусов. Такая операция позволяет сделать верхний слой менее хрупким.
- Поверхность насыщают углеродом и азотом – так называемое цианирование, которое происходит за счет погружения детали в расплав цианида натрия. В зависимости от конечного назначения детали цианирование проходит под разной температурой. Чем дольше время и выше температура, тем толще получается слой.
- Сульфидирование – выполняется в жидком расплаве сульфида с добавлением серы. Данный процесс проводится от 45 минут до 3-ёх часов при температуре от 450 до 5600 градусов Цельсия
Все вышеперечисленные процедуры выполняются уже с готовым инструментом: режущая часть заточена, поверхность отшлифована и закалена.
Нож из быстрорежущей стали.
Расшифровка – что обозначают символы маркировки?
Каков же смысл аббревиатуры Р6М5 – расшифровки стали по буквам? Такие обозначения оказались наследием советских времен.
Буква «Р» – это обозначение быстрорежущих сталей. Слово взято из транскрипции английского «rapid»», переводящегося, как «быстрый».
Цифра за буквой «Р» обозначает процентное содержание в сплаве вольфрама. Для описываемой марки оно колеблется в районе 6% с небольшими отклонениями.
Далее идет буква «М», обозначающая присутствие в сплаве молибдена. Параметр, стоящий рядом – доля присутствия вещества в составе.
Кроме Mo, быстрорежущие стали могут содержать в своей маркировке такие обозначения: «К» – кобальт, «Ф» – ванадий, «Т» – титан, «Ц» – цирконий.
Анализируя далее аббревиатуру Р6М5, расшифровка стали может включать дополнительные буквы. Если металл получили путем электрошлакового переплава, появляется номенклатура «Ш» (Р6М5-Ш). С внедрением новых технологий Р6М5 расшифровка стала встречаться и в такой интерпретации, Р6АМ5. Это означает легирование азотом, которое происходит на этапе охлаждения сплава после разогрева его до температуры закаливания (подробнее ниже). Такую сталь используют при изготовлении фрезерных кругов.

Сверло японской фирмы Nachi из стали HSS
Импортные аналоги быстрорезов маркируют, как HSS, что означает High Speed Steel, в буквальном переводе, это высокоскоростная сталь, а аналоги Р6М5 это стали:
1.3343 (Германия DIN);
S600/S601 (стандарт Д-016);
М2 (США ПО стандарты AISI/ASTM).
Плюсы и минусы
Необходимо отметить, что сталь, промаркированная обозначением 18ХГТ, является единственной в своем роде. Вместо нее можно задействовать другие марки, если в этом есть необходимость. Однако надо отметить, что альтернативные сплавы обычно стоят в разы дороже. Рассматриваемая марка стали привлекательна тем, что отличается высокой прочностью и надежностью. Детали, которые производят из качественного вида металла, получаются долговечными и практичными, поэтому пользуются большой популярностью. Кроме того, рассматриваемый материал характеризуется доступной стоимостью. Благодаря таким положительным качествам сталь 18ХГТ стала одной из самых популярных.
Несмотря на практичность и надежность рассматриваемой марки металла, нельзя не отметить и ее недостатки. Главный минус 18ХГТ заключается в возможном внутреннем окислении. Обычно такие события происходят в условиях цементации. Кроме того, имеются определенные ограничения, касающиеся величины прокаливания металла.

Сталь Р18 инструментальная быстрорежущая
Расшифровка
Буква «Р» означает, что сталь является быстрорежущей.
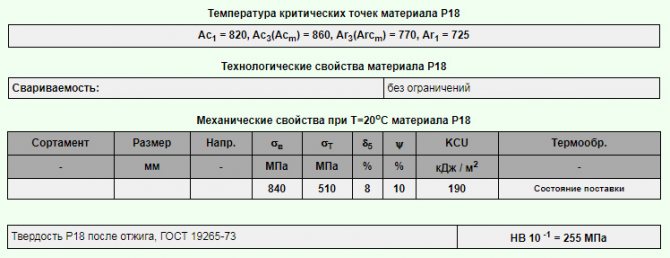
Цифра 18 после буквы «Р» указывает среднее содержание вольфрама в процентах, т.е. для стали Р18 содержание вольфрама 18%.
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 19265-73, ГОСТ 2590-88, ГОСТ 2591-88.
- Калиброванный пруток ГОСТ 19265-73, ГОСТ 7417-75.
- Шлифованный пруток и серебрянка ГОСТ 19265-73, ГОСТ 14955-77.
- Лист толстый ТУ 14-1-1408-75.
- Лист тонкий ТУ 14-1-1706-76, ТУ 14-1-1408-75.
- Полоса ГОСТ 19265-73, ГОСТ 4405-75.
- Проволока ТУ 14-1-1096-74.
- Поковки и кованые заготовки ГОСТ 19265-73, ГОСТ 1133-71.
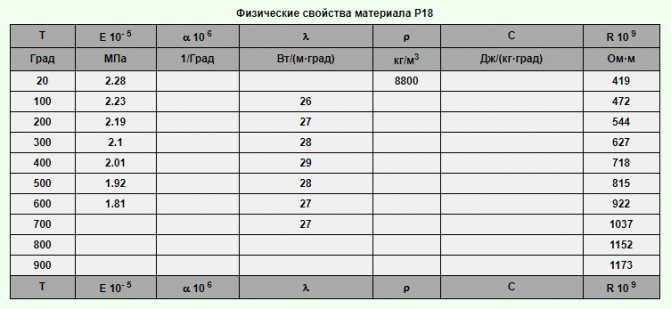
Характеристики и описание
Быстрорежущая сталь Р18 появилась на рубеже XIX-XX веков (изобретатели Ф. Тейлор и А. Уайт). Сталь Р18 характеризуется следующими свойствами:



- Вязкость — хорошая,
- Сопротивление износу — хорошее,
- Шлифуемость — повышенная
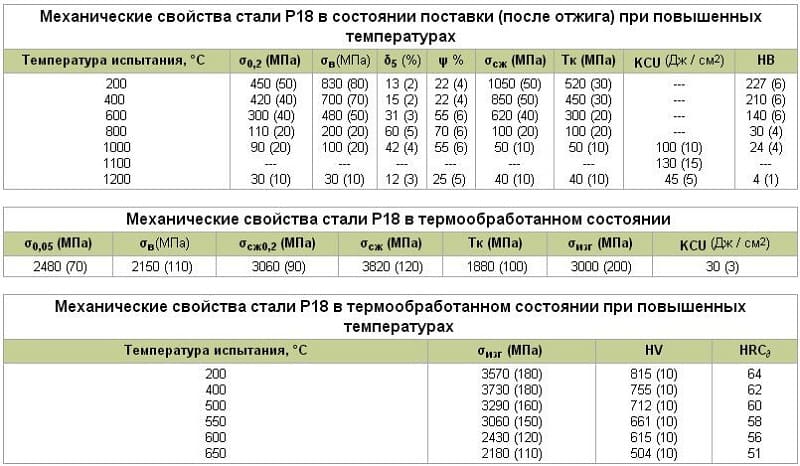
- Красностойкость 59HRCэ при отпуске в течении 4ч, °C — 620
Кроме того сталь Р18 характеризуется пониженной склонностью к перегреву при закалке.
В отожженном виде структура стали Р18 состоит из &alfa;-твердого раствора и карбидов. Все легирующие элементы (Cr, W, Mo, V). Основными карбидами в быстрорежущей стали являются карбиды М6С, МС, М23С6 и М3С приблизительно одинакового для всех сталей состава (смотри таблицу ниже).
В зависимости от состава стали, в первую очередь соотношение (W + Mo)/V меняется и соотношение М6С/МС. В стали Р18 почти нет карбида МС. Кроме этих карбидов в отдельных случаях могут присутствовать в небольшом количестве карбиды M23C6, М3С, карбид М2С выделяется при отпуске.
B связи с дефицитом вольфрама в 70-х годах прошлого века сталь Р18 начали заменять на сталь марки Р6М5.
Назначение и применение
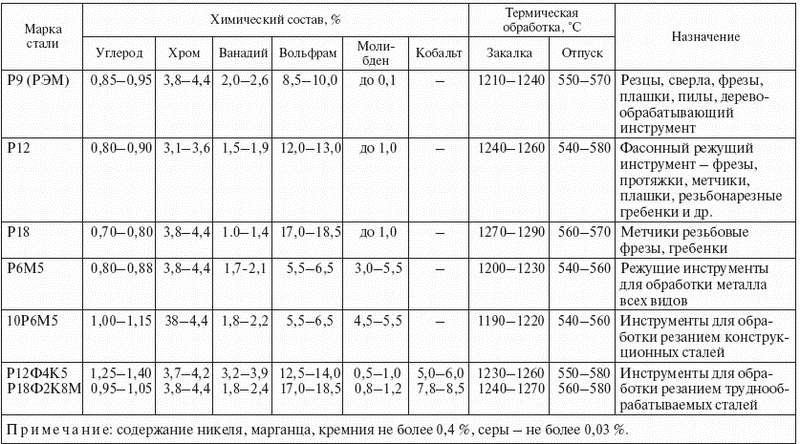
Быстрорежущая сталь Р18 применяется при изготовлении деталей и всех видов режущего инструмента для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С, например:
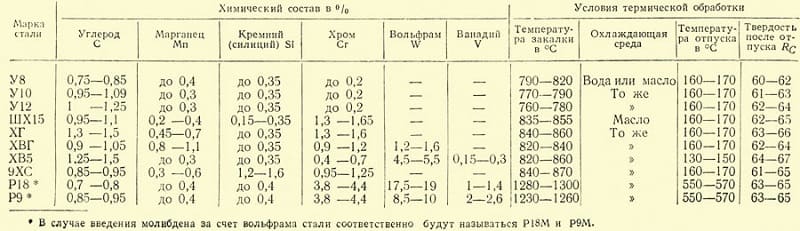
Химический состав (ГОСТ 19265-73)
| Марка стали | Массовая доля элемента, % | |||||||||||||
| углерода | марганца | кремния | хрома | вольфрама | ванадия | кобальта | молибдена | никеля | меди | серы | фосфора | азота | ниобия | |
| не более | ||||||||||||||
| Р18 | 0,73-0,83 | 0,20-0,50 | 0,20-0,50 | 3,80-4,40 | 17,00-18,50 | 1,00-1,40 | Не более 0,50 | Не более 1,00 | 0,6 | 0,25 | 0,030 | 0,030 | — | — |
Термообработка (закалка)
Для придания быстрорежущей стали наилучших режущих свойств необходимо перевести наибольшее количество легирующих элементов из карбидов в металлическую основу, в твердый раствор. Это осуществляется при нагреве под закалку.
Перлитно-аустенитное превращение при нагреве стали Р18 происходит при 780-820°С. Так как в перлите содержится 0,1-0,2% углерода, то закалка после такого нагрева приводит к получению малоуглеродистого мартенсита с низкой твердостью: HRC 45-50.
Основные характеристики
Рассматривая свойства стали 95х18 следует учитывать, что материал относится к классу коррозионностойких сталей. Она применяется для изготовления изделий, которые характеризуются высокой прочностью. Кроме этого, на поверхность может оказываться высокая температура, а также химическое воздействие. Нержавеющая сталь 95х18 в промышленных масштабах выпускается в виде прутка и серебрянки, а также поковок и кованных заготовок. Аналоги этого металла могут обладать схожими эксплуатационными качествами.
Рассматривая механические показатели нужно уделить внимание нижеприведенным моментам:
- Для повышения твердости часто проводится термообработка. Стоит учитывать, что закалка 95х18 в домашних условиях проводится крайне редко, так как температура должна доводится до температуры 1000 градусов Цельсия.
- Повышая твердость стали 95х18 можно сделать изделие хрупким. Именно поэтому часто термическая обработка предусматривает выполнение отпуска при температуре около 200 градусов Целься.
- Полный отжиг можно провести при температуре около 900 градусов Цельсия.
- Повысить износостойкость смогли за счет включения в состав определенных химических элементов.
Показатель твердости составляет 60 HRC. Именно поэтому сталь 95х18 часто применяется в случае изготовления различных ножей. Высокая твердость и износостойкость определяет то, что возникают сложности с заточкой лезвия. За счет этого показателя заточка требуется реже.
Для изменения основных эксплуатационных качеств проводится термообработка. Особенностями назовем следующие моменты:
- Первый этап обработки предусматривает получение отливок с последующим отжигом. Для этого отливка создается при температуре около 900 градусов Цельсия. Выдерживается заготовка на протяжении нескольких часов. Время выбирается в зависимости от особенностей технологического процесса.
- Второй этап заключается в проведении ковки. Именно при ковке получали лезвие, которое обладает требуемыми качествами. Из-за механического воздействия из пор удаляется водород или кислород. Измельченная структура зерна позволяет повысить прочность лезвия при достаточном показателе пластичности. Провести правильно ковку может исключительно профессионал, знающий все тонкости процесса.
- Закалка. Термическая обработка способствует перестроению структуры, после чего она становится прочной. Как ранее было отмечено, закалка предусматривает нагрев заготовки до температуры около 1000 градусов Цельсия. После этого сталь 95х18 выдерживается на протяжении часа при заданной температуре, после чего следует охладить ее в машинном масле. Следует учитывать, что применение обычной воды может привести к существенному повышению хрупкости.
- Именно отпуск позволяет избавить поверхность от хрупкости. Снимается она при повторном нагреве заготовки. Процесс отпуска проводится при меньшей температуре, чем закалка. Срок выдержки составляет около одного часа.

Закалка клинка из стали 95х18
Провести термическую обработку в домашних условиях достаточно сложно. Это связано с тем, что нагреть среду до указанной температуры можно только при условии применения специального оборудования. Кроме этого, на момент плавки могут выделяться вредные вещества, которые следует удалять.
Основные показатели и свойства
Материал относят к классу коррозионностойких сталей, используют для изготовления ответственных прочных деталей, к которым предъявляют требования повышенной стойкости к износу и работающие под действием умеренного агрессивного воздействия в режиме температуры, повышенной до 500ºС. В промышленных масштабах поставляется в виде сортового проката, фасонного, калиброванного и шлифованного прутка, серебрянки, полосы, поковки и кованых заготовок.





