

Виды часовых станков
Нельзя сказать, что часовые аппараты точнее крупных моделей. Просто они предназначены для тонких работ с мелкими деталями. В таких случаях необходимо специальное оснащение и приемы, например: фиксация детали в цангах, тонкое сверление с использованием кондуктора.
Лидерами в производстве оборудования для часовщиков всегда были заводы Европы и отчасти США. В союзе, однако, изготавливали очень неплохие копии.
Рассмотрим некоторые модели.

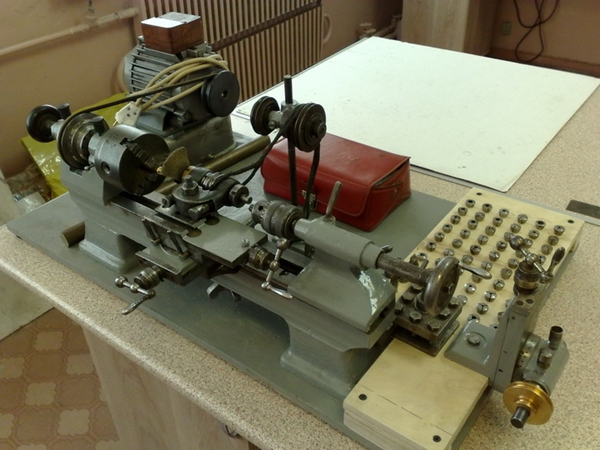
Т28
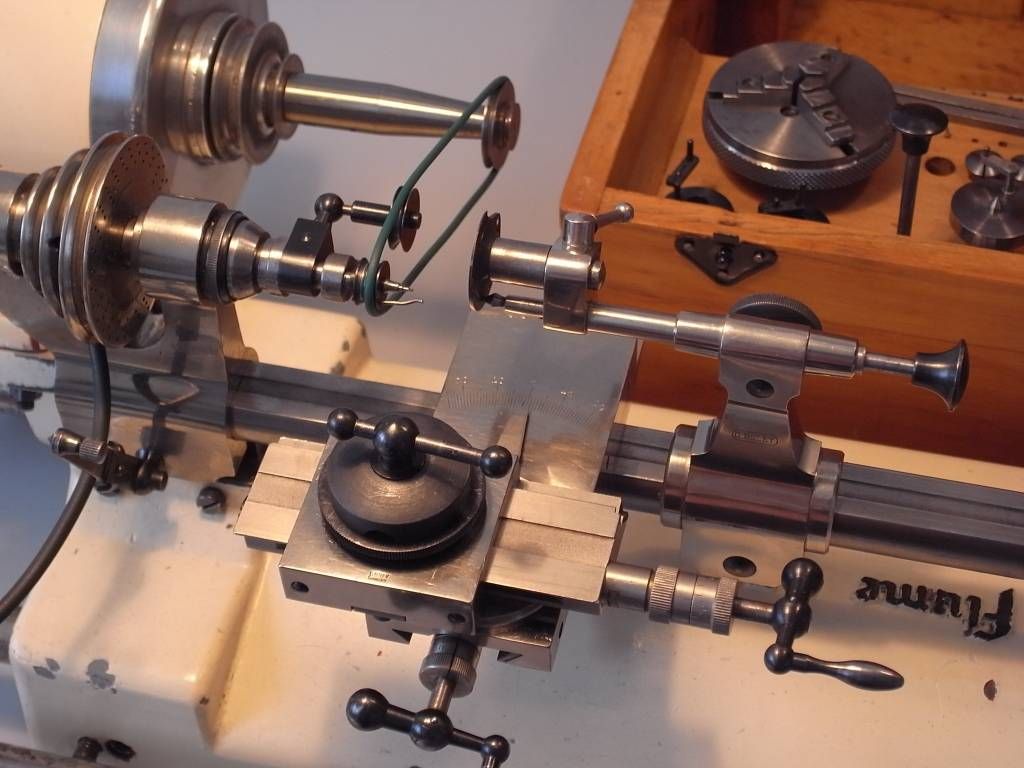
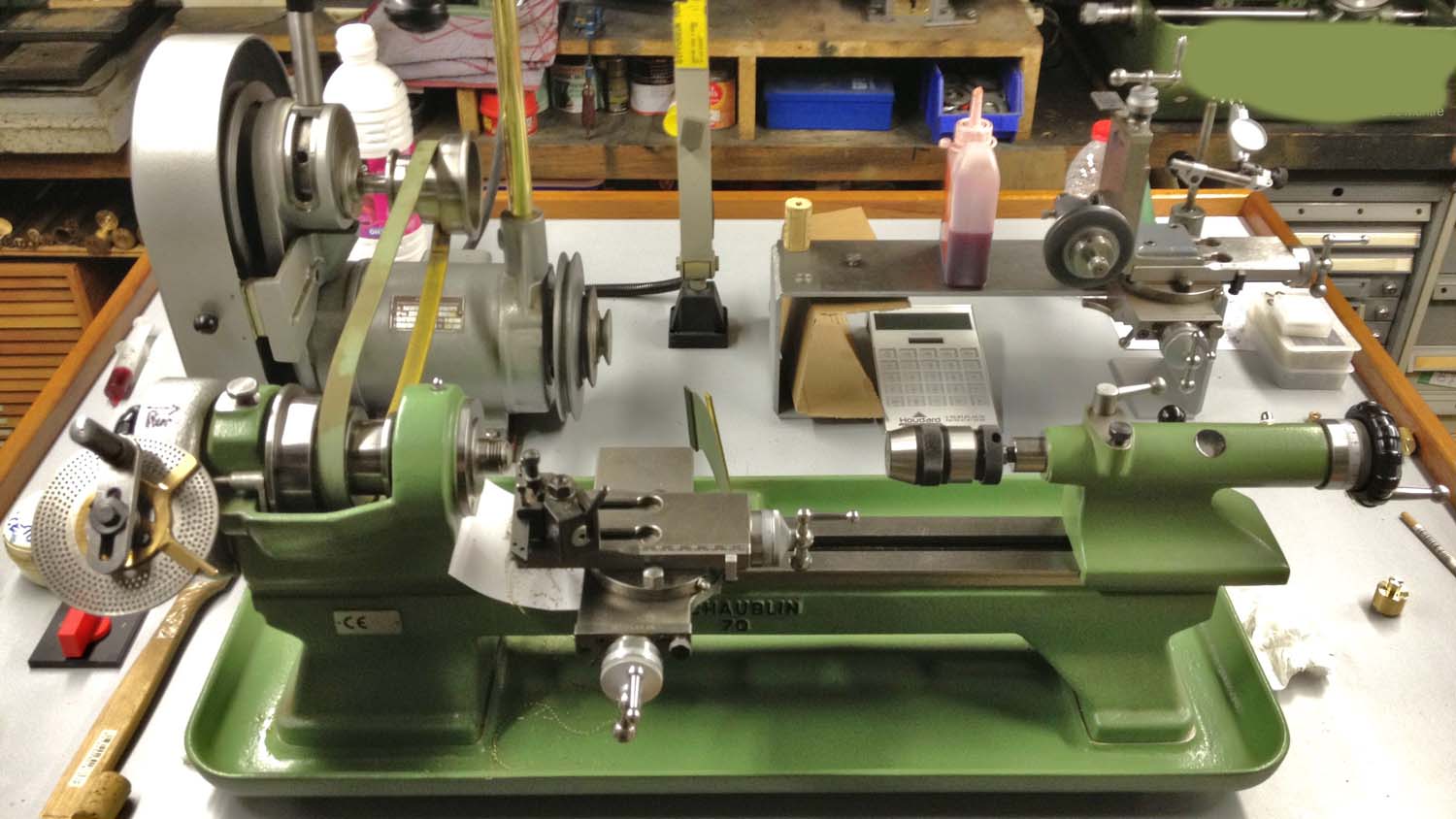
Этот станок по праву считают достойным аналогом модели Schaublin-70 швейцарского завода. Его сфера – тонкая, чистовая обработка деталей из металла.
Прибор успешно справляется с расточкой конусов и цилиндров, подрезанием торцов, сверлением.
Агрегат Т28 широко используют в часовом и инструментальном производстве, в приборостроении. Это оборудование настольной конструкции имеет привод от локального электромотора. Заготовки, в зависимости от планируемой обработки, можно крепить тремя способами:
- В цанге;
- В центрах;
- На планшайбе.
Конструкция Т28 стандартна: станина, передняя и задняя бабки и суппорт. Инструмент прикрепляется на суппорт и подается вручную. Шпиндель вращается в двух втулках с подачи электродвигателя.
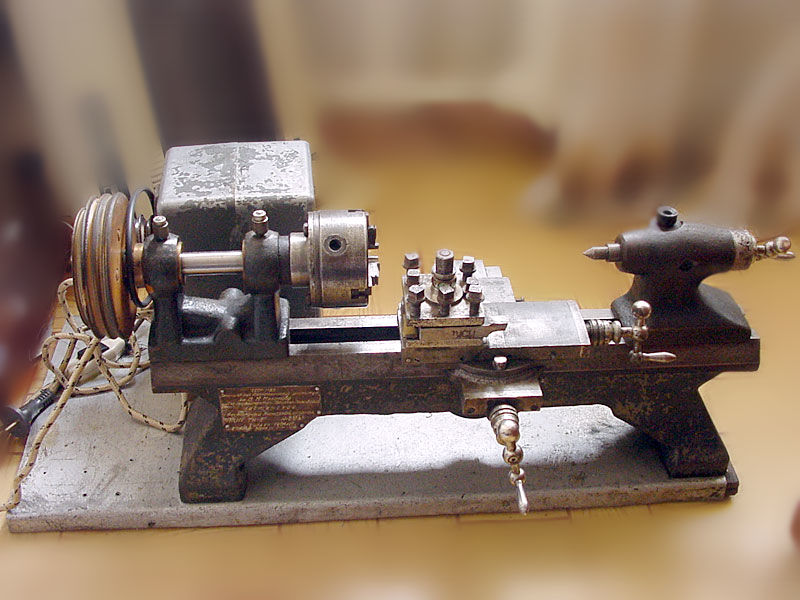
Т65
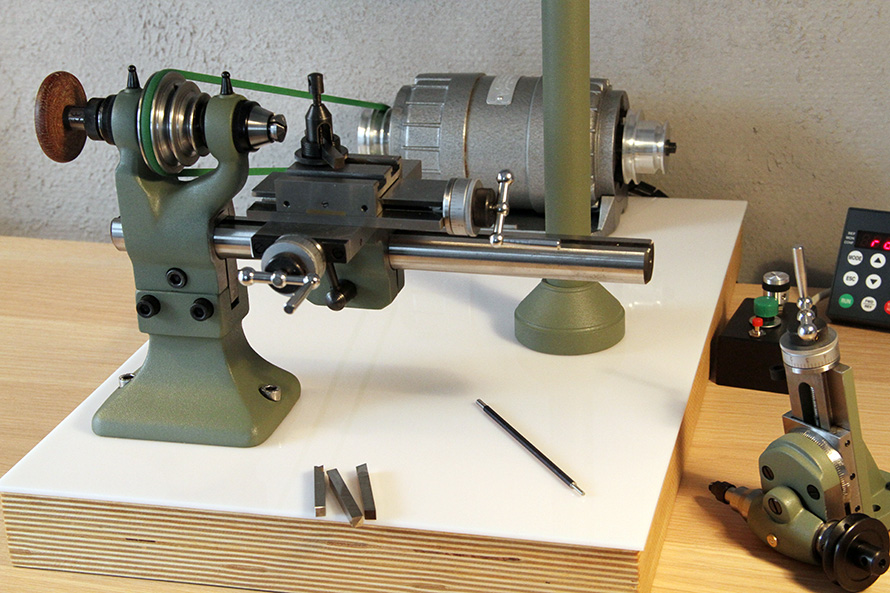
Металлообрабатывающий прибор Т65 также предназначен для высокоточного резания и обточки деталей наименьших размеров (в том числе фигурных). Тип установки – настольный. Станина выполнена в форме стержня. Впрочем, как и в Т28.
К преимуществам аппарата относят простое устройство, недорогие запчасти и несложную эксплуатацию. Легковесный станок Т65 оснащен хорошим двигателем мощностью 0,25кВт и способен вырабатывать до 1400 оборотов в минуту.
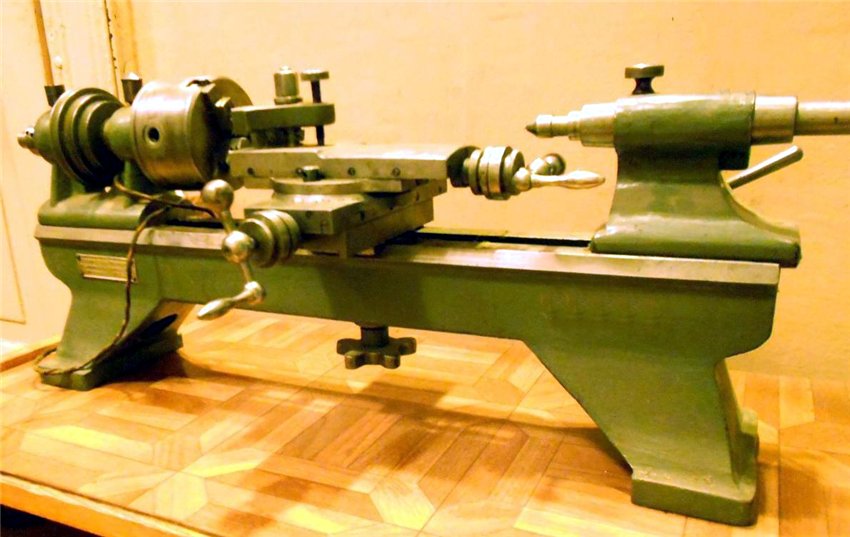
С95
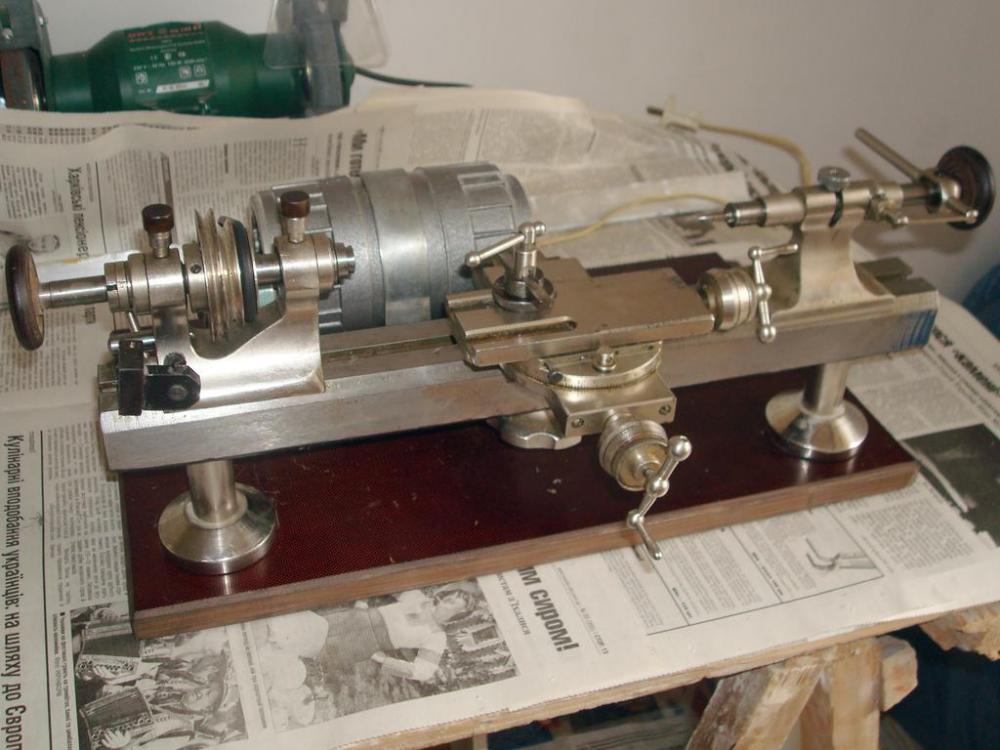
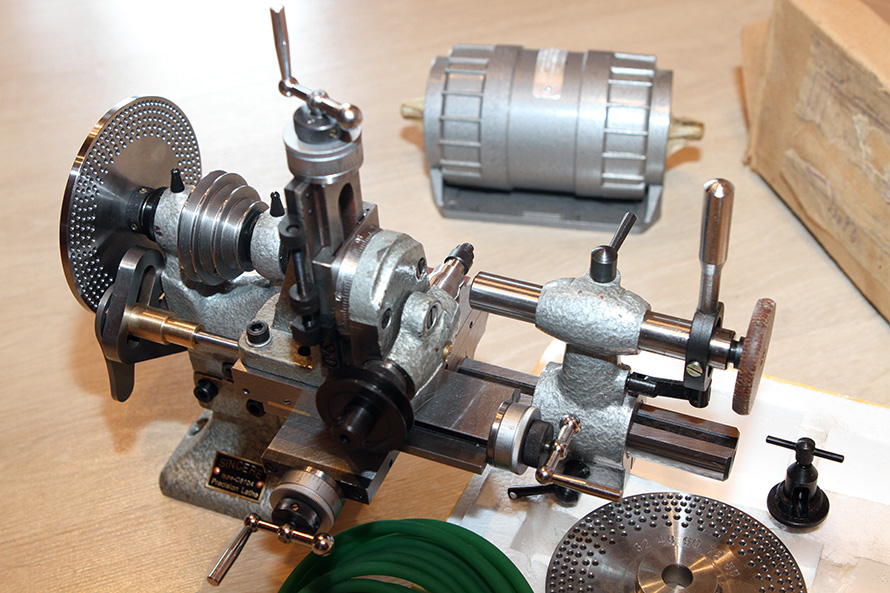
Часовые токарные станки С95 были изготовлены по макету известной германской модели Boley No.1b. Основное применение прибор получил в масштабных операциях при производстве часов.
Функции С95:
- Вытачивать фигурные поверхности;
- Подрезать торцы;
- Сверлить;
- Проводить фрезерные и доводочные операции.
Станина выполнена в виде точеной балки на двух опорных стойках. Сверху на станине размещены призматические направляющие для фиксации бабок и суппорта.

Устройство настольных станков
Если станок маленький, это совсем не означает, что его конструкция предельно проста.
Мини-токарный станок по металлу включает в себя главные элементы:
- станину, которая является базой для всех остальных деталей и узлов, выполняется из чугуна и имеет отверстия для неподвижного закрепления станка на столе или верстаке, а также шлифованные направляющие;
- переднюю бабку, в которой размещается шпиндель, электродвигатель, привод, чаще всего ременной, и коробка передач, через которую передается вращение валов;
- заднюю бабку, которой пользуются, только когда необходимо надежно закрепить длинную деталь;
- суппорт, предназначенный для удержания съемного обрабатывающего инструмента и его точного перемещения. Обрабатывающий инструмент – это резец, развертка, зенкер, метчик или сверло.
Резцедержатель на мини-станках обычно одноместный двухпозиционный. Резцы меняются при смене операции и выставляются по высоте. Если станок работает в небольших производствах с полной нагрузкой, можно установить на нем специальный регулирующийся резцедержатель.
Сегодня на рынке можно найти мини-токарные станки даже с числовым программным управлением, их отличает повышенная точность и производительность.
Базовая комплектация включает в себя элемент переключения скоростей, сверлильный патрон с ключом, ключ резцедержателя и шестигранный ключ общего назначения.
Критерии выбора
При выборе часового токарного станка нужно посмотреть на фирмы, которые их продают. Конечно, нужно покупать только у хороших и проверенных производителей, которые долгое время поставляют на рынок качественные станки.
Второе на что стоит обратить внимание — цена. Честно сказать — стоят такие станки весьма дорого, поэтому нужно заранее рассчитать — сколько денег останется после покупки?. Третье — какие типы работ будут производиться и какого размера будут заготовки
В зависимости от этого можно будет подобрать подходящий размер станка для работ
Третье — какие типы работ будут производиться и какого размера будут заготовки. В зависимости от этого можно будет подобрать подходящий размер станка для работ.





И последнее, четвёртое — возраст станка. Понятное дело, что у старых часовых токарных станков шанс сломаться выше, чем у новых, которые только сошли с конвейера. А это значит, что придётся после покупки тратиться и на ремонт. Хотя, старые станки будут стоить дешевле, чем новые.
Популярные модели
Конечно же, среди моделей часовых токарных станков есть те, которые выделяются и становятся популярными. И вот, среди них можно выделить три образца: Т28, Т65 и С95. Все они производятся в России. Теперь о каждом поподробнее.
Т-28
Итак, начнём с аналога швейцарского Schaublin 70. Т28 предназначена для тонкой обработки металлических деталей.

Этот токарный станок превосходно справляется со сверлением, подрезанием торцов, расточкой цилиндров и конусов.
Его сфера — производство инструментов и приборов, с чем он прекрасно справляется. Также у Т28 имеется локальный электромотор, который обеспечивает привод для кручения закреплённой детали. Заготовки можно крепить тремя разными способами, в зависимости от цели работы:
- на планшайбе;
- в центрах;
- в цанге.
В конструкции нет ничего особого, всё как обычно: станина, суппорт, две бабки, задняя и передняя.
Т65
Этот часовой токарный станок также как предыдущая модель предназначена для обточки деталей мелких размеров. По конструкции он очень сильно походит на Т28.
Основные его преимущества — это достаточно простая конструкция и достаточную простоту в эксплуатации. Благодаря этому с ним может справиться даже новичок. Также у Т65 имеется достаточно мощный мотор, который вырабатывает до двенадцати тысяч оборотов в минуту.
С95
Этот станок является копией немецкого изделия Boley No.1b. В основном используется при масштабном производстве часов, где получил большое признание.
Станина представляет собой точечную балку, которая расположена на двух параллельных стойках. Сверху от неё находятся направляющие, благодаря которым можно зафиксировать бабку и суппорт.

Устройство часовых станков
Составные части прибора выглядят следующим образом:
Станина. Данный элемент служит надёжной опорой, а на её верхнюю поверхность монтируются остальные узлы. Благодаря прочной и ровной нижней плоскости достигается хорошая точность и устойчивость.
Суппорт. Эта деталь перемещается горизонтально, по двум направляющим, установленным на опорной раме. Также в состав данной составляющей входит градуированный диск, регулирующий угол наклона продольного суппорта.
Лицевая бабка. Один из главных элементов, без которого как часовой, так и другой токарный станок по металлу не сможет функционировать. Эта составная отвечает за вращение, а её движущие звенья не должны иметь люфтов. Также бабка должна регулярно протираться и смазываться маслом.
Тыльная бабка. Данный элемент предназначен для фиксации задней стороны заготовки, и также может перемещаться по направляющим.
Прижимная бабка. Она необходима для скоростного просверливания и выточки пустотелыми фрезерами. Зажим инструментов осуществляется соответствующими затяжками.
Открытый мотор. Имеет стандартный внешний вид, устанавливается с боку агрегата, и запускается нажатием пусковой кнопки
Особое внимание нужно уделять монтажу: двигатель должен плотно фиксироваться на нижней крышке, а его ось должна совпадать с линией шкивов контрпривода.
Разумеется, каждый часовой, крупногабаритный или мини токарный станок будут иметь различное строение, однако, основные запчасти выглядят именно таким образом.
Разновидности станков
На сегодняшний день существует множество типов токарных станков. Каждый из них отличается своими характеристиками, функциональными возможностями, системой управления и конструкцией.
Виды токарного оборудования:
Токарно-винторезные. Считаются самыми распространёнными станками. Используются для изготовления единичных деталей и серийного производства. С их помощью можно изготавливать резьбу с наружной и внутренней стороны заготовок, обтачивать цилиндрические и конусовидные заготовки, обрабатывать торцы. Винторезные модели позволяют мастеру создавать отверстия различного диаметра, проводить зенкеровку и развертку. При наличии копировального устройства появляется возможность создавать сложные контуры без фасонных резцов.
Сверлильные. Большая группа оборудования, к которой относится вертикальный токарный станок, радиальный, одношпиндельный, многошпиндельный и горизонтальный. С помощью таких машин сверлятся отверстия разного диаметра, создаётся резьба
При выборе сверлильных станков требуется уделять внимание ходу шпинделя, мощности электродвигателя, расстоянию от рабочего стола до патрона, максимальному диаметру создаваемых отверстий.
Расточные. Многофункциональное оборудование, которое позволяет создавать отверстия в заготовках, нарезать резьбу мечиками, создавать пазы на поверхности деталей, зенкеровать и растачивать отверстия
Для точной обработки используют алмазные расточные станки.
Шлифовальные. Станки, на которые устанавливаются диски со сменными шлифовальными кругами. С их помощью обрабатываются детали различной формы с наружной и внутренней стороны. Дополнительно можно разрезать заготовки, затачивать режущие инструменты. Качество обработки зависит от зернистости шлифовального круга. Крупной фракцией снимают грубые слои металла с заготовки. Мелкая фракция предназначена дли финишной шлифовки.
Притирочные. На рабочей части устанавливаются специальные притиры, на поверхности которых нанесён абразивный порошок.
Хонинговальные. На шпинделе таких станков закрепляется специальная головка (хонон), которая представляет собой бруски с нанесение абразивного порошка. Рабочая часть вращается и движется в двух направлениях, обрабатывая неподвижное отверстие в заготовке.
Зубообрабатывающие. На таком оборудовании устанавливается множество фасонных резцов.
Также нельзя забывать про резьбообрабатывающее и фрезерное оборудование. Они используются для обработки отверстий, нарезания резьбы, торцевания, создания деталей различной формы. В магазинах можно увидеть универсальные токарные станки с ЧПУ. Это универсальное оборудование, которое может выполнять различные задачи. После настройки программы оператором, система сама начинает работу.

Токарно-сверлильный станок
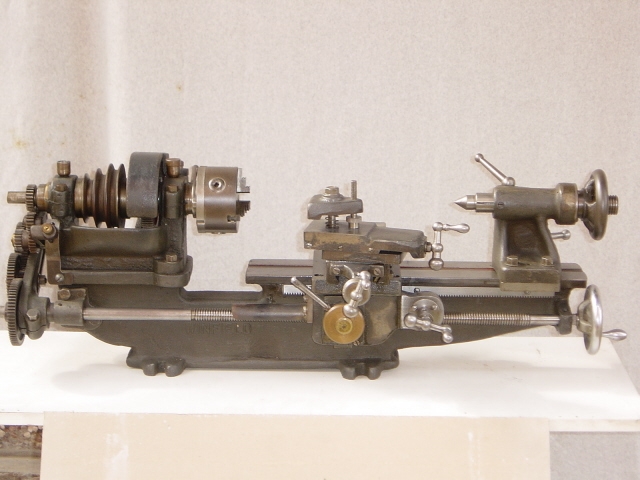
Конструкция часового токарного станка С-95
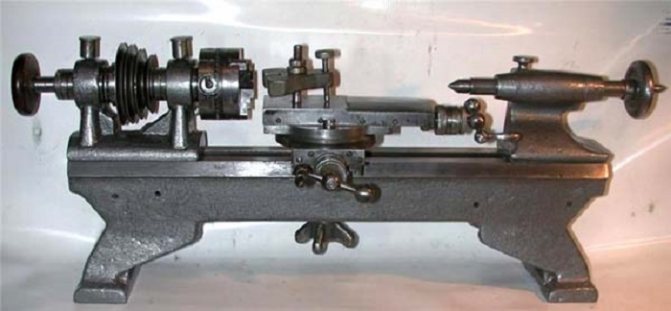
Часовой токарный станок С-95 в основном станок представляет агрегат из станины, передней и задней бабок, суппорта и электродвигателя.
Станина станка С-95 (черт. С-95-01-00)
Станина станка представляет точеную балку (деталь 01), укрепленную на двух поддерживающих стойках (деталь 02 и 03). Верхняя часть ее располагает призматическими направляющими под бабки и суппорт. Для крепления передней и задней бабок в станине имеется Т-образный паз, а для крепления суппорта в средней части ее — сквозное окно.






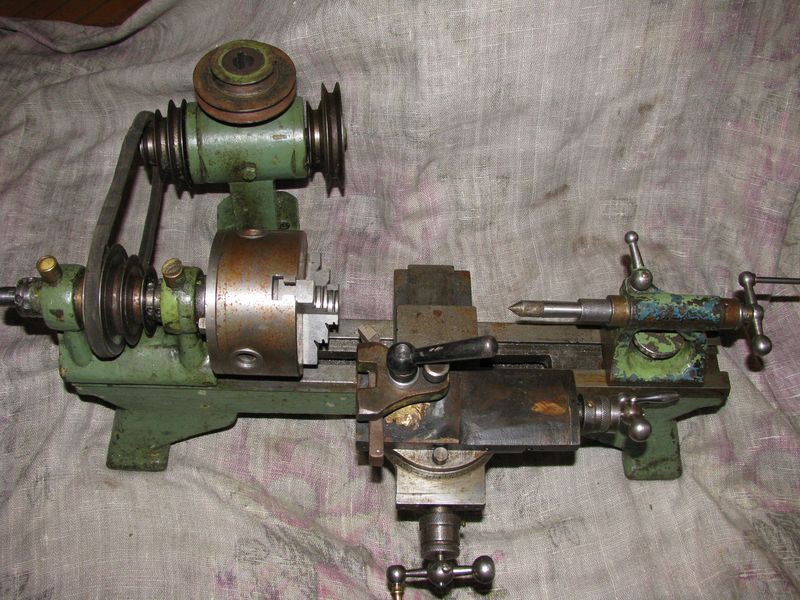
Передняя бабка токарного станка С-95 (черт. С-95-02а)
Передняя бабка токарного станка С-95 представляет вильчатую стойку (деталь 04) со стальными калеными коническими втулками (деталь 02-02). Шпиндель (деталь 02а-04) имеет гнездо под цангу или оправку. Регулировка шпинделя производится путем подтяжки заднего конуса. Смазка шпинделя из кольцевых карманов в бабке производится через отверстия во втулках с установленными в них фильтрами из фетра. Шкив (деталь 02-09) между опорами шпинделя заклинен стопорным кольцом (деталь 02-10). Крепление цанги (деталь 02-23) производится при помощи цангодержателя (деталь 02а-02) и маховичка (деталь 02а-03).
Для крепления бабки на станине имеется эксцентриковый зажим. В случае, когда бабка используется как делительная головка (при нарезке зуба трибов), на торце шкива (деталь 02-09) засверлены два ряда делительных отверстий, а задняя вилка бабки снабжена фиксирующим приспособлением.
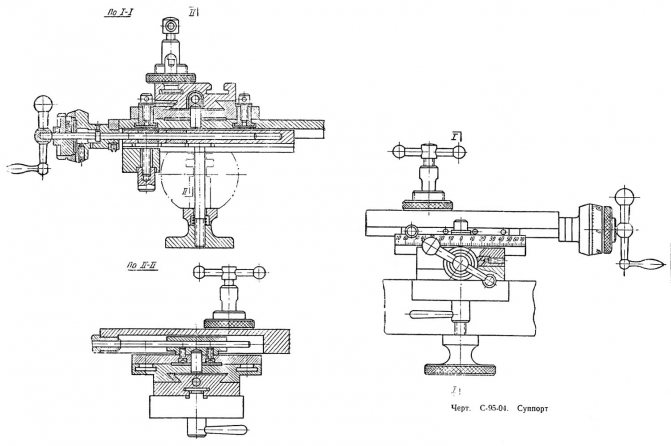
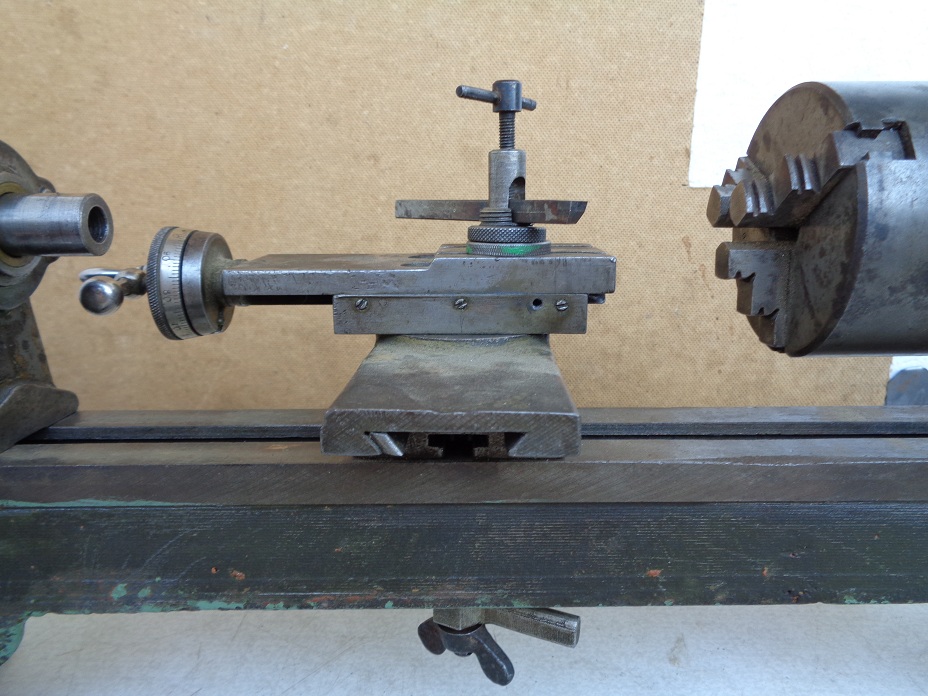
Суппорт обычный для настольно-токарных станков с поворотной верхней частью.
Задняя бабка токарного станка С-95 (черт. С-95-03)

Задняя бабка токарного станка С-95 представляет стойку (деталь 03-01) со шпинделем (деталь 03-02), перемещающимся от рычага (деталь 03-21). Шпиндель имеет посадочное гнездо под цангу или центр и отверстие под цангодержатель. Перемещение шпинделя может регулироваться упором (деталь 03-29). При центровых работах зажим шпинделя производится барашком (деталь 03-06). Крепление бабки на станине производится эксцентриком (деталь 03—13) при помощи рукоятки.
Приспособление для фрезерования и наружного шлифования (черт. С-95-05)
Приспособление для фрезерования и наружного шлифования представляет систему головки, несущей квилльную установку (черт. С-95-06), ползушки, на которой головка может быть повернута на угол ±90°, и стойки, в направляющих которой ползушка с головкой могут быть регулируемы по высоте от ходового винта. Приспособление крепится на суппорте под любым углом относительно бабки.
Приспособление для внутреннего шлифования (черт. С-95-07)
Приспособление для внутреннего шлифования крепится вместо резцедержателя на суппорте. Корпус приспособления шарнирно соединен с основанием и может регулироваться по высоте винтом. В каленых втулках корпуса вращается удлиненная втулка с закрепленным на ней шкивом. Опоры этой втулки защищены от попадания пыли с одной стороны колпачком, с другой — шкивом. Шпиндель приспособления, несущий камень, размещается в удлиненной втулке и имеет возможность осевого перемещения в последней; вращение получает от втулки благодаря связывающей их шпонке.
Подручник (черт. С-95-08)
Подручник крепится на станине (деталь 01) и регулируется по высоте зажимным винтом (деталь 08-06).
Стойка подручника (деталь 08-03) связана шарнирно с планкой (деталь 08-02), закрепляемой на станине так, что может быть вместе с подручником откинута в заднее положение на 180°.
Контрпривод (черт. С-95-09)
Контрпривод смонтирован на деревянном щите. Вал контрпривода расположен на шарикоподшипниках, имеющих своими опорами две стойки. В непосредственной близости от ведущих шкивов на щитке укреплена еще одна стойка, служащая для монтажа направляющих роликов.
Передняя бабка
Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
- шпиндель;
- 2 подшипника;
- шкив;
- коробка скоростей, отвечающая за регулировку скорости вращения.

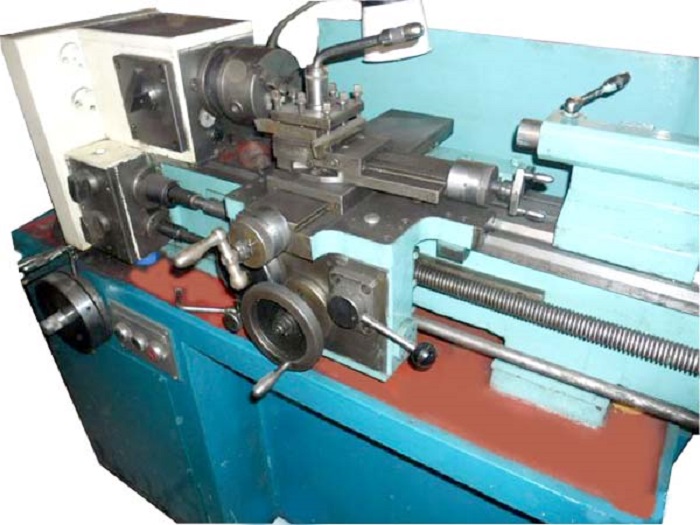
Передняя бабка отдельно от станка
Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла.
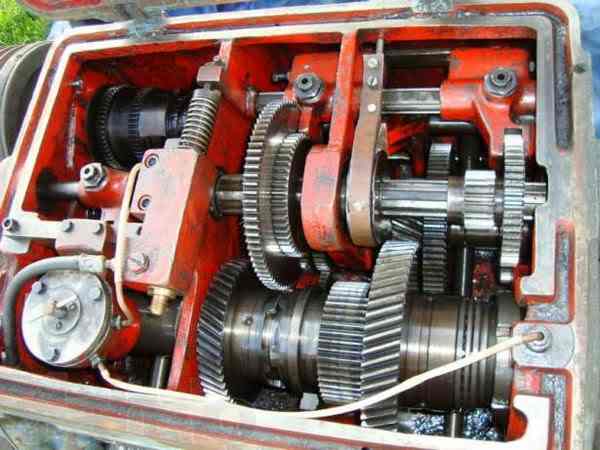
Коробка скоростей вид сверху
В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Основные технические характеристики станка С-1
| Наименование параметра | Т-65 | С-1 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр заготовки над станиной, мм | 120 | 170 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 50 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 102 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 350 | 220 |
| Наибольшая длина обтачивания без перестановки суппрта, мм | 70 | 95 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 10 х 15 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 13.5 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | 30 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 20 | 10 |
| Конус Морзе шпинделя | № 1 | нет | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 11 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 3100..1500 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 98 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 95 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | Морзе №1 | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 80 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,52 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 1000 х 660 х 1000 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 70 | 25 |
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Модели и их отличия, 9 фото
Несмотря на то, что их используют для обучения, также можно применить для обработки элементов, имеющих цилиндрическую и коническую форму, нарезать резьбу, шлифовать, произвести накатку, заточить инструмент и так далее.
Даже если вы хотите произвести какую-то работу, для которой станок не приспособлен, то выбор дополнительных приспособлений для расширения возможностей устройства огромен. Одно из самых приятных отличий от обычных моделей, это их компактность, они с легкостью помещаются в гараж и не занимают много места. При этом функциональные возможности практически такие же.
Одними из самых популярных моделей, которые полюбились учителями труда и энтузиастами это «учебный ТВ-4», ТВ-11, ТВ-7, Proma Profi. Основные их отличия состоят в характеристиках. Например, может различаться ход суппорта, диаметр обработки над ним, высота центров либо класс шпинделя.
16У04П
Еще на токарном станке 16У04П можно заметить такие особенности, как разность подачей и количество оборотов в минуту. Более простые модели, не имеют такой большой и широкий функционал. И работа с ними, не настолько удобная как с более дорогими станками.
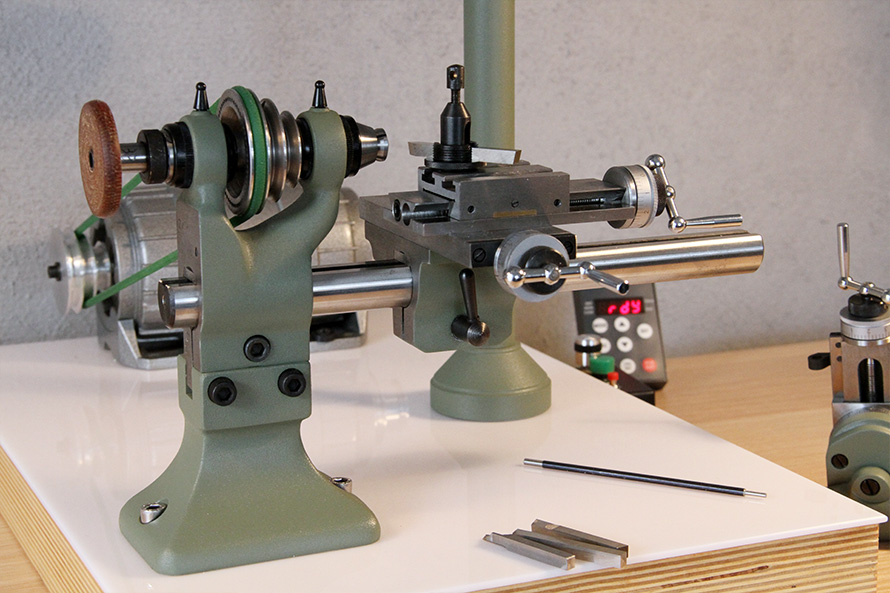
С-1 Станок токарный настольный часовой. Назначение, область применения
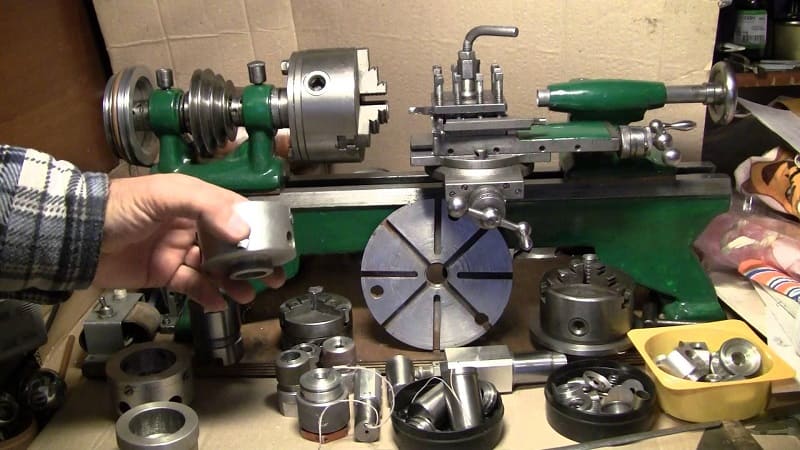
Станок С-1 является настольным прецизионным токарным станком и предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для часовой индустрии. Станок снабжен устройством фрезерования и шлифования.






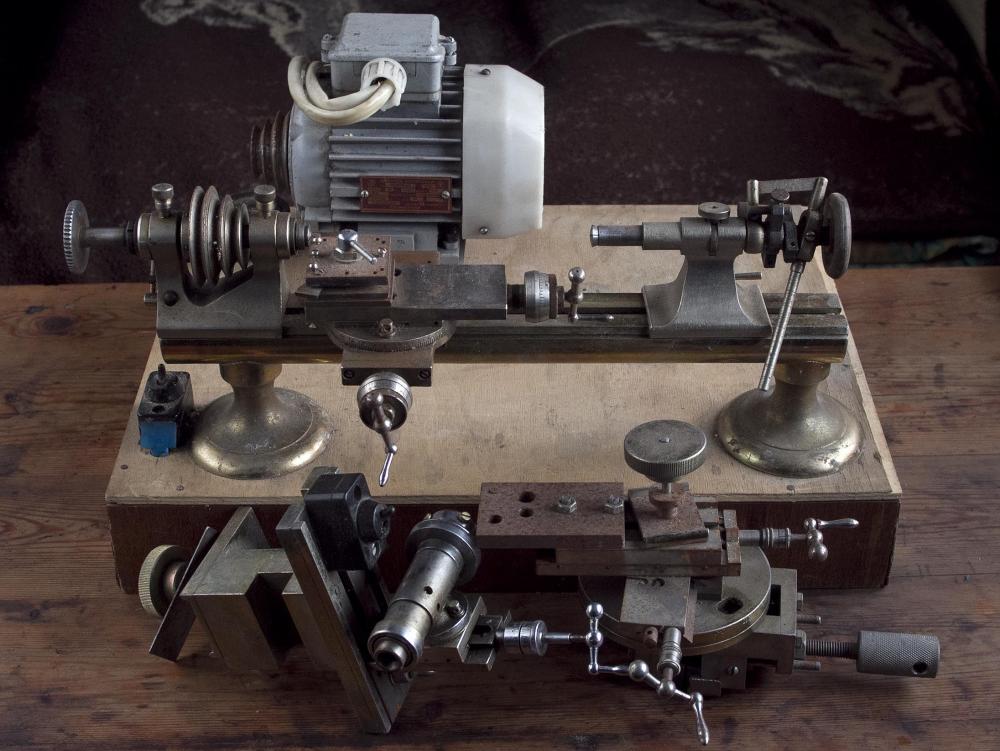
Для выполнения массовых операций в основных цехах часового производства целесообразно использовать токарный станок модели С-1А. Станок С-1а имеет рычажный суппорт, рычажный цанговый зажим на передней и задней бабке, и не имеет фрезерного и шлифовального приспособлений.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
- Несложные фрезерные и доводочные работы
- Шлифование
Комплект поставки токарного станка с-1
- Станина
- Передняя бабка, имеющая ручной винтовой цанговый зажим. Шпиндель на подшипниках скольжения
- Задняя бабка, винтовая
- Винтовой суппорт с резцедержателем
- Люнет
- Контрпривод основной
- Контрпривод для приспособлений
- Приспособление для фрезерования
- Приспособление для шлифования
- Комплект цанг из 15 шт, для передней бабки
- Передний центр
- Поводковая планшайба
- Задний центр
- Комплект цанг из 4 шт для фрезерного приспособления
- Запасные части к станку
- ключи
Выбор люфта переднего подшипника производятся гайкой, помещенной на шпинделе и стопорящейся винтами. Выбор люфта заднего подшипника производится гайкой, помещенной на заднем конце подшипника.
Если задний подшипник сработался и не поддается регулировке гайкой, то следует подогнать имеющуюся в нем прокладку.
Выбор люфтов в суппортах производится при помощи клиньев.
Назначение и область применения
Большинству изложенных пожеланий практически полностью соответствует комбинированный станок 1е95. Это токарно-винторезный комбинированный агрегат, обеспечивающий при эксплуатации нормальную точность обработки. Его функционал достаточно широкий, причем стоимость оборудования – разумная. Такое оборудование чаще приобретают небольшие компании разных отраслей. Этот станок с легкостью обработает заготовки из металла и других материалов.
Изготавливается токарный станок 1е95 станкостроительным заводом в Алма-Аты с 1986 года. Комплектующие и запчасти постоянно есть в продаже, причем цены на них умеренные.
Станок 1е95 относят к комбинированному типу, предназначенному для эксплуатации в мобильных и стационарных мастерских. В состоянии поставки он имеет токарный и сверлильный агрегат с собственными приводами. Его основное назначение – токарные работы по обработке наружных поверхностей и внутренних полостей, нарезание резьбы разнообразного профиля (метрической, дюймовой, модульной и питчевой) на деталях, закрепленных в патрон или центры и сверловка отверстий. Под заказ возможна поставка шлифовального, заточного и фрезерного (вертикально-горизонтального) оснащения, план-шайбы и стола под расточные операции.
Читать также: Показать как работают феном макита техническим
Режущий инструмент можно использовать любой, важно, чтобы он соответствовал стандартам и требованиям безопасной работы





