

ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе «чем резать тостый металл«, плазменная резка — лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
Различают два типа воздействия:
- Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
- Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
Труборез
Это специальное устройство для резки труб из разных материалов. Различают ручные (механические) и электрические инструменты. Оба вида подходят для диаметров 15-360 мм.
Сначала на аппарат насаживается твердосплавный диск. У съемного элемента есть ряд преимуществ перед классическими абразивными. Например, увеличенная в 4 раза скорость реза, отсутствие искрения и необходимости добавления каких-либо веществ в зону резки. Поверх режущей кромки наносится алмазное напыление, продлевающее срок службы изделий. Примеры труборезов для чугунных труб — переносные изделия Exact Pipecut для диаметров менее 360 мм.
Увы, редко домашний трубопровод легко поддастся резке при помощи трубореза. К нему может быть осложнен доступ инструмента или место резки загнуто так, что устройством не захватить. Поэтому стоит рассмотреть другие варианты.
Поджигание резака и нагревание металла
Перед зажиганием резака требуется:
- убедиться в герметичности всех соединений (клапанов, манометров, шлангов, другой арматуры) – любая протечка газа может моментально вызвать пожар;
- проверить еще раз место работы на предмет отсутствия легковоспламеняющихся материалов, посторонних людей (особенно детей), животных;
- убедиться в готовности к работе;
- надеть защитные очки и перчатки.
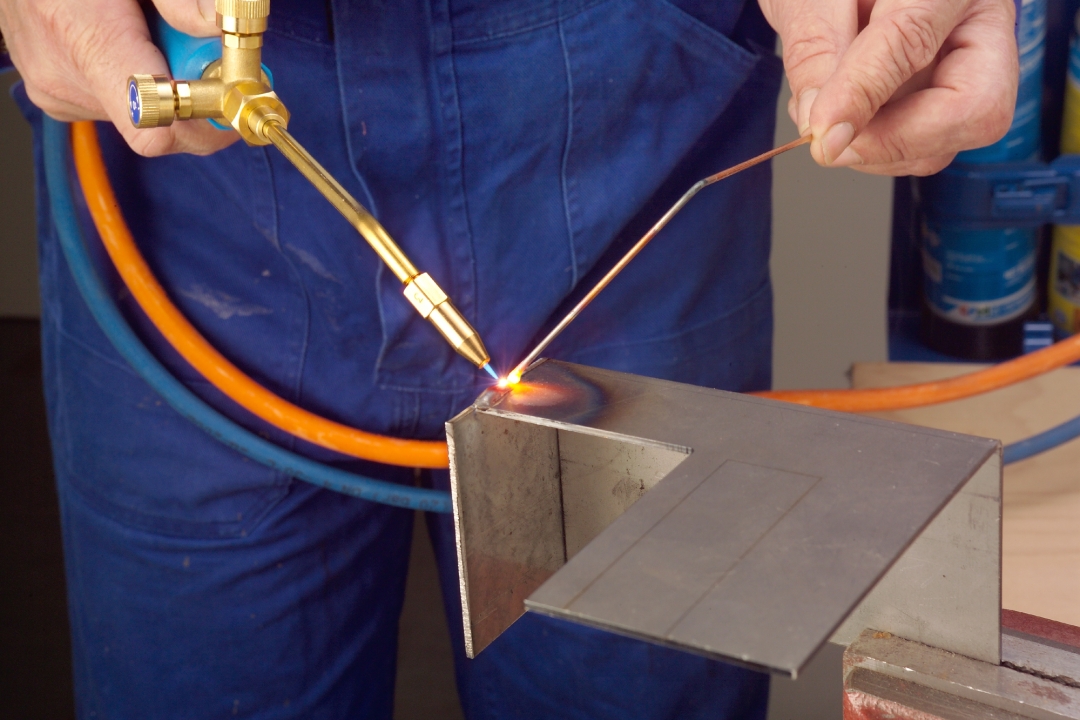
Затем открывают на резаке клапан ацетилена, позволяя выйти кислороду, который находится в камере-смесителе. На это достаточно нескольких секунд. Потом закручивают вентиль, пока не станет слышно, что ацетилен еле выходит. Перед резаком располагают специальную зажигалку для него как показано на видео, чтобы ее внутренняя часть касалась мундштука. Затем надавливают на рычаг зажигалки. Когда производимые искры подожгут ацетилен, перед мундштуком должно образоваться маленькое пламя желтого цвета.

Медленно открывают передний кислородный вентиль. При этом пламя должно поменять цвет с желтого на голубой – в этот момент будет обеспечена подача такого количества кислорода, которого достаточно для полного сжигания ацетилена. Подачу кислорода следует увеличивать, пока внутренний язычок голубого пламени не уменьшится и сожмется в направлении мундштука.
Кислородный клапан открывают еще больше – увеличивают размер факела, пока у внутреннего пламени длина не станет едва больше толщины разрезаемой стали (для листовой холоднокатаной толщиной 9,5 мм достаточно превышения длины пламени на 1,3 мм). Когда слышно “сопение” или кажется, что голубое пламя перистое и неустойчивое, то это означает слишком большую подачу кислорода. Ее снижают, пока все пламя не стабилизируется, а внутреннее – не примет форму четкого конуса.

Внутреннее пламя самым кончиком подносят к поверхности обрабатываемой стали. Ее греют до образования в месте соприкосновения лужицы расплавленного светящегося металла. Кончик пламени надо держать неподвижно на расстоянии примерно 10 мм от поверхности стали как показано на видео, чтобы все тепло концентрировалось на одном участке.
Правила при резке болгаркой
Основные пункты, как правильно пользоваться болгаркой, уже рассмотрены выше по тексту. Осталось кратко резюмировать их и дополнить несколькими пунктами. Итак:
- применять защитные средства;
- перед началом работы проверить вращение диска на холостом ходу;
- если есть возможность, зажимать в тисках разрезаемый материал;
- выполнять шлифовку только специальным диском, ни в коем случае не боком универсальной пилы;
- деформированный или погнутый диск сразу выбрасывать – такой расходник не подходит для работы;
- действовать болгаркой вдали от горюче-смазочных материалов, электропроводки, чтобы избежать возгорания от искр;
- не игнорировать защитный кожух на диске;
- не использовать насадок от других режущих инструментов, даже если они подходят для УШМ;
- передвигаться по объекту только с выключенной машиной.
Свод этих правил создан для всех работников, независимо от опыта и квалификации. Знание каждого пункта, как 2х2, поможет правильно работать с болгаркой, чтобы избежать травм.
УШМ – незаменимый инструмент. Он выполняет большой перечень работ, но только при условии его правильной эксплуатации. Оператору стоит помнить: каждому материалу – свой диск и своя скорость работы
А дальше – внимание и сноровка, чтобы техника безопасности была на высоте
Газовый резак по металлу: разновидности
Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
- по принципу смешения кислорода с горючими газами:
- безинжекторные;
- инжекторные;
- по основному назначению:
- для резки под водой;
- для резки толстого материала;
- для прорезания отверстий;
- универсальные;
- по виду резки:
- копьевые;
- кислородно-флюсовые;
- поверхностные;
- разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества — они:
осуществляют резку в любом направлении при толщине материала, мм: 3…300;
достаточно просты в эксплуатации;
весьма устойчивы;
хорошо выдерживают обратные удары;
имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) — установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» — это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.








Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.

Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.
Безинжекторная модель газового резака, портативный газовый резак по металлу
Материалы, подходящие для газовой сварки
Газовая сварка незаменима в промышленности, строительстве, сельском хозяйстве. Она позволяет скреплять большое количество металлов.
Сварка чугуна необходима для устранения дефектов, трещин, распавшихся частей изделия. Газовая горелка при этом должна быть с небольшим пламенем, чтобы избежать зернистости сварочного шва.
Пайка бронзы предполагает использование восстановительного пламени. В работе используют проволоку, идентичную свариваемому материалу.
Обработка меди не предусматривает наличия зазора между краями. Это обусловлено текучестью материала, что может затруднять газосварочный процесс.
Углеродистые стали можно соединять разными методами сварки. Швы становятся крупнозернистыми благодаря использованию стальной проволоки с низким уровнем углерода.
Как сделать мини автоген своими руками
Вместо громоздких стандартных моделей производители стали выпускать компактный мини автоген для использования в труднодоступных местах или в быту. Этот небольшой ручной инструмент помещается в компактный чемоданчик. Для хранения газа такие устройства комплектуются небольшими баллончиками с кислородом, бутаном, пропаном.
Внешне такой автоген выглядит как простое приспособление. По сути, это зажигалка, имеющая дюзу резака газом, которая находится сверху изделия. При этом характеристики у него достаточный напор пламени, что позволяет работать даже при сильном ветре. Но чаще такими аппаратами пользуются ювелиры, мастера по ремонту бытовой техники, потому что они удобны для работы с мелкими предметами.
Компактный мини резак можно смастерить, используя кислород и водород, полученные в результате электролиза водно-щелочного раствора. Конструкция такого самодельного автогена состоит из комплекта:
- двух специальных плат, соединенных 4 шпильками,
- батареи электродов из стальных панелей, разделенных резиновыми кольцами,
- силиконовых трубок для движения газов,
- иглы от шприца, выполняющей функции горелки.
Чтобы избежать неприятностей, нужно заимствовать только схемы с водяным затвором у патрубков на выходе, потому что пайка автогеном гидролизным водородом также взрывоопасна как аппаратом, работающем ацетиленом.
Обслуживание автогена
Грамотное использование и постэксплуатационное обслуживание не только сделают работы безопасными, но и существенно продлят срок службы автогена. Технологической особенностью автогена является быстрый износ сопла и мундштуков – внутреннего и внешнего, которые непосредственно подвергаются воздействию чистого кислорода и газа. Решением этой проблемы станет регулярное очищение каналов сопла мягким медным прутком подходящей длины, а приходящий с опытом и навыком работы грамотный и точный подбор соответствия толщины металлической заготовки и давления подаваемой режущей смеси не позволит использовать автоген, что называется, на износ.
Цены на автоген варьируются в широком стоимостном диапазоне: она формируется в зависимости от конструкции и типа инструмента, его характеристик, функционала, назначения (бытовые или промышленные работы), страны . Высококачественные и надёжные, с солидным гарантийным сроком модели газовых резаков, произведённые в Южной Корее или Америке, относятся к самым дорогостоящим.
Источник
Длина подогревательного пламени зависит от его мощности, т. е. от количества горючего газа, подводимого к пламени, а также от рода горючего газа.
Наивысшая температура пламени горелки.
Температура пламени является одним из важнейших его свойств, от которого зависит скорость резки.
Температура пламени зависит от рода горючего и состава смеси, подаваемой в резак. Она различна для разных зон пламени.
Наиболее высокую температуру пламени дает ацетилен, обеспечивающий быстрый нагрев металла до температуры начала горения. Поэтому ацетилен является наиболее распространенным горючим газом, применяемым при кислородной резке.
Наибольшую температуру (около 3100°С) имеет ацетилено-кислородное пламя на расстоянии 3-4 мм от конца ядра по оси пламени. По мере удаления от ядра температура понижается.
Распределение температуры в нормальном ацетилено-кислородном подогревательном пламени по его длине показано на рис. 1.
Слишком высокая температура, развиваемая ацетилено-кислородным пламенем, часто приводит к оплавлению кромок разрезаемых деталей. Поэтому ацетилен, несмотря на все его преимущества, дает при резке менее чистый рез, чем водород, пары бензина и керосина и другие горючие газы.
Мини-резак
Ручной автоген обычно и так невелик по размерам — его ещё более миниатюрная по габаритам разновидность называется мини-резак. К основным характеристикам такого инструмента следует отнести уверенный напор пламени и достаточный по объёму газовый резервуар, позволяющие использовать устройство даже в ветреную погоду. При эксплуатации следует учесть, что мини—автоген не рассчитан на длительное непрерывное использование: высокие температуры способны расплавить корпус инструмента без возможности ремонта или замены повреждённых деталей. Впрочем, время использования ограничено объёмом газового резервуара: зажигалка-автоген должна периодически заправляться, и для этого пригодится обычный цанговый баллон.
В отличие от удобных и эффективных современных ручных моделей (в том числе и достаточно дорогого автогена с пьезоподжигом, включаемого нажатием лишь одной кнопки) мини-резаки характеризуются невысокой стоимостью, а потому доступны буквально всем не только профессиональным, но и домашним мастерам.
Основными сферами использования такого автогена являются бытовые работы, требующие резки или сварки металлических элементов: ремонт кондиционеров, автомобилей, велосипедов, холодильников и т. д. К минусам инструмента можно отнести небольшую длину режущего пламени, что несколько ограничивает работу такого прибора с некоторыми типами металлов.

Использование резака
Перед тем как начать пользоваться аппаратом по металлу, устройство необходимо подготовить.
Во-первых, смотрим, правильно ли подсоединены газовые шланги (шланг для подачи кислорода подсоединяется к штуцеру с правой резьбой, а шланг для подачи горючего газа к штуцеру с левой резьбой).
Во-вторых, подтягиваем все соединения и проверяем, насколько они герметичны, чтобы избежать утечки смеси во время выполнения работы.
Желательно провести смазку резиновых сальниковых уплотнителей вентилей с помощью специальной смазки или глицерина. Только после этого можно поджигать резак и начинать резать металл.








![Газовый резак по металлу [как резать и как выбрать]](https://domdetaley.ru/wp-content/uploads/1/7/5/1750f23e63cfef20a8c8a65f25cc0265.jpeg)

Последовательность чрезвычайно простая:
- открываем сначала вентиль с кислородом, потом вентиль с газом;
- поджигаем выходящую из устройства выпуска горючую смесь;
- регулируем струю пламени до необходимого размера и интенсивности с помощью вентилей;
- нагреваем металл, пока место нагрева не станет соломенного цвета;
- открываем вентиль с режущим кислородом и выполняем резку материала;
- завершив резку, перекрываем сначала газовый вентиль, затем кислородный;
- если наконечник сильно нагрелся, его можно опустить в холодную воду.
При работе следует быть чрезвычайно внимательными и не допускать ошибок.
Если вы выполняете резку своими руками, обязательно наденьте специальные перчатки и защитную маску.
Одежда при этом должная быть из натуральных материалов, желательно не надевать синтетику и легковоспламеняющиеся материалы при работе с огнем.
Следует производить резку металла только на специально подготовленной обезжиренной поверхности.
Если кислород вступит в контакт даже с небольшим количеством масла, то процент возникновения взрыва крайне высок.
Поэтому ни в коем случае нельзя касаться баллона масляными руками! Курить во время работы в помещении также строжайше запрещено!
Не стоит паниковать, если во время работы у вас слетел или порвался шланг, подающий газ (так как газ идет под давление, такое иногда случается).
Видео:
Те, кто сталкивается с этим впервые, в большинстве случаев пугаются громкого звука, возникающего в этот момент.
В этом случае следует максимально быстро перекрыть сначала пропан, а потом кислород.
После использования газовый резак следует хранить в специально отведенном месте, исключающем попадание масла и жира.
Редукторы при этом хранятся отдельно, а резак и сварочную горелку можно класть вместе.
Как устроен автоген
Классическая основа аппарата состоит из набора:
- баллона с кислородом,
- баллона с горючим газом,
- манометра с редуктором,
- газопроводных шлангов,
- горелки (резака), которая может использоваться как для сварки низколегированной стали, так и для разрезания черных или цветных металлов.

К резаку подведены шланги с кислородом и ацетиленом, вместо которого можно использовать пропан/бутан. Однако пропановый автоген рационально применять для разрезания металлических поверхностей, а процесс сварки с его помощью неэффективен, потому что температура струи пламени ниже, чем при использовании ацетилена.
При сварке деталей с тонкими стенками это незаметно, но при обработке труб и толстостенных деталей замедляет процесс.
Как сделать мини автоген своими руками
Вместо громоздких стандартных моделей производители стали выпускать компактный мини автоген для использования в труднодоступных местах или в быту. Этот небольшой ручной инструмент помещается в компактный чемоданчик. Для хранения газа такие устройства комплектуются небольшими баллончиками с кислородом, бутаном, пропаном.
Внешне такой автоген выглядит как простое приспособление. По сути, это зажигалка, имеющая дюзу резака газом, которая находится сверху изделия. При этом характеристики у него достаточный напор пламени, что позволяет работать даже при сильном ветре. Но чаще такими аппаратами пользуются ювелиры, мастера по ремонту бытовой техники, потому что они удобны для работы с мелкими предметами.
Компактный мини резак можно смастерить, используя кислород и водород, полученные в результате электролиза водно-щелочного раствора. Конструкция такого самодельного автогена состоит из комплекта:
- двух специальных плат, соединенных 4 шпильками,
- батареи электродов из стальных панелей, разделенных резиновыми кольцами,
- силиконовых трубок для движения газов,
- иглы от шприца, выполняющей функции горелки.
Чтобы избежать неприятностей, нужно заимствовать только схемы с водяным затвором у патрубков на выходе, потому что пайка автогеном гидролизным водородом также взрывоопасна как аппаратом, работающем ацетиленом.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
 Таблица резки металлов газовым резаком.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски. Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики. На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности. Перед работой нужно запастись: линейкой, специальным карандашом, угольником и рулеткой; специальной зажигалкой, которая обычно есть в комплекте с оборудованием
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса. Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы. Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе. Пол в мастерской должен быть или бетонным, или земляным. Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.









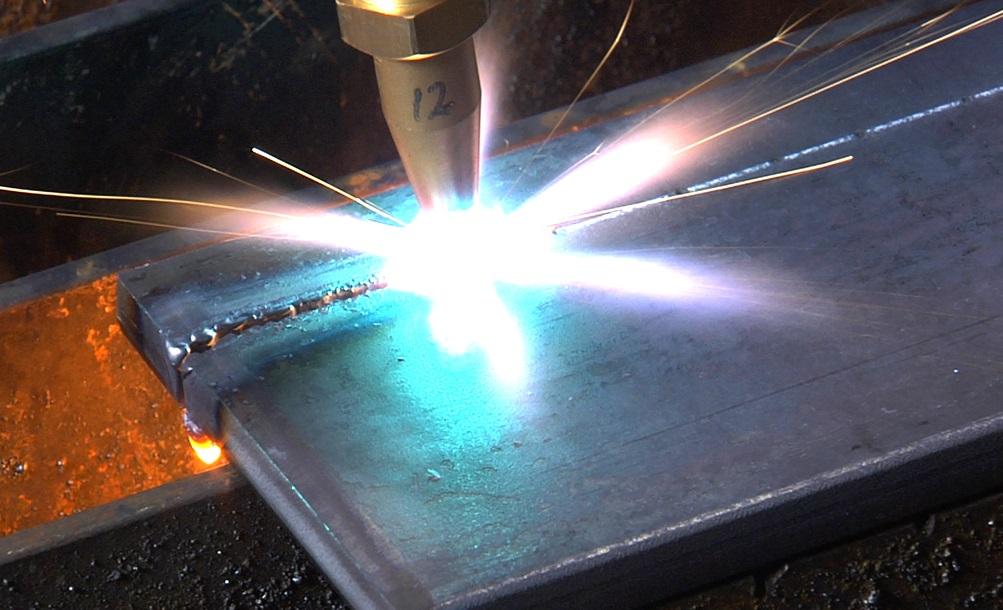
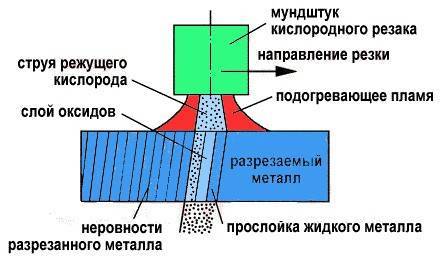 Схема резки металла резаком.
Схема резки металла резаком.
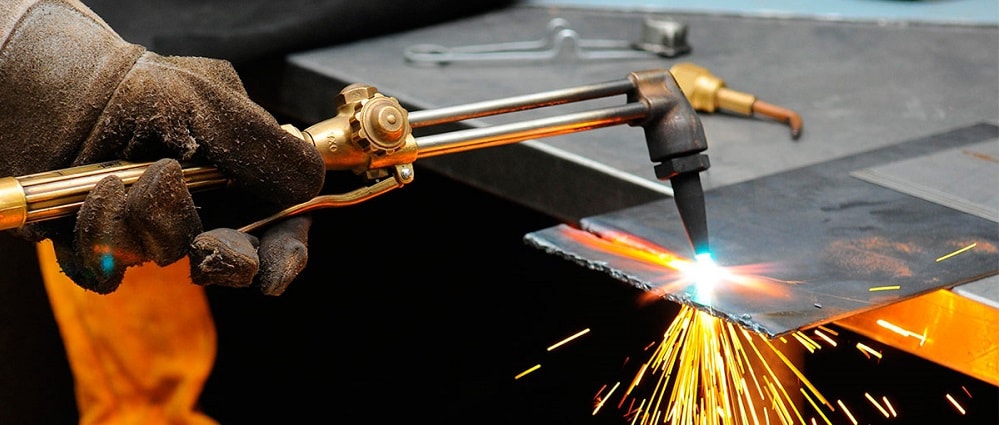
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление. Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз. Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени. Ручной газовый резак готов к работе, теперь собственно резка металла резаком. К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени. Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки. После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок. Охлаждение деталей проводится или с помощью воды, или естественным образом
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу. Сначала закручиваем вентиль кислорода
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода. Закручиваем вентили на баллонах. Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.





