

Особенности
У ЭЛС существует две особенности:
- Сварка производится в вакууме, поэтому гарантируется максимум чистоты поверхности и отсутствие нежелательного окисления соединительного шва.
- Нагрев сплавляемых деталей происходит до максимально возможных температур, что способствует быстрому расплавлению металлов — шов при этом получается мелкозернистый с минимальной шириной.
Возможна эффективная работа со сплавами, которые довольно чувствительны к большим температурам. С помощью ЭЛС изготавливаются детали из титановых и алюминиевых сплавов, а также из высоколегированной стали, при этом максимум толщины достигает 100 мм, а минимум — 0,02 мм.
Оператор установки ЭЛСТУ-60 Н. А. Богданов, стаж более 15 лет:«Уникальные сварочные работы можно сделать только с помощью установок ЭЛС».
3 Термитная сварка – особенности процесса
При этой технологии металл нагревается посредством специального состава, называемого термитом. Его компонентами являются:
- железная окалина;
- магний либо алюминий в порошкообразной форме.
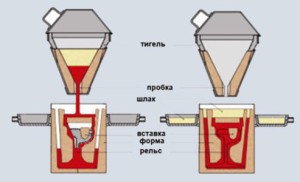
Смесь на базе магния рекомендуется для сваривания жил кабелей, телеграфных и телефонных проводов. Ее также можно применять для соединения малых по диаметру трубных изделий. А вот термит с алюминиевым компонентом чаще используется для сварки чугунных и стальных конструкций, в частности, труб, железнодорожных рельсов.

Основывается данный сварочный процесс на горении по принципу самораспространения восстановителей и смесей (экзотермических) окислов металлов. Его главные преимущества:
- высокая производительность;
- простота выполнения операции;
- оперативность процесса.
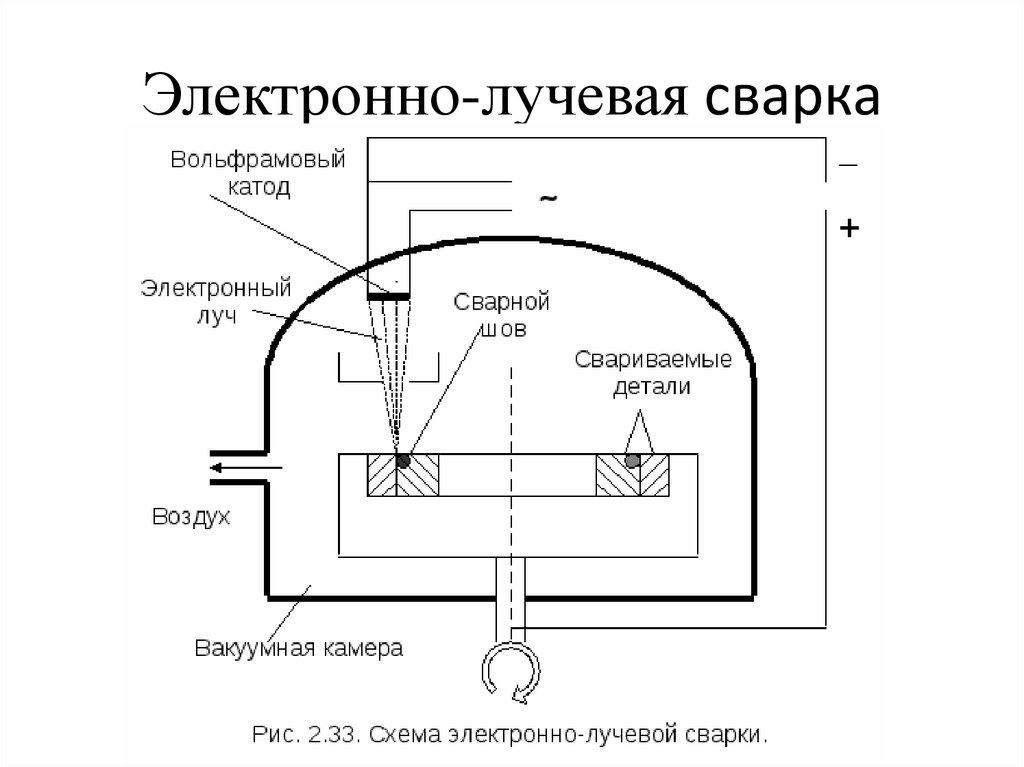
Сущность процесса и область его применения
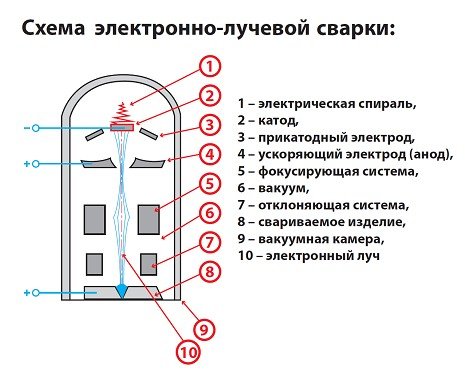
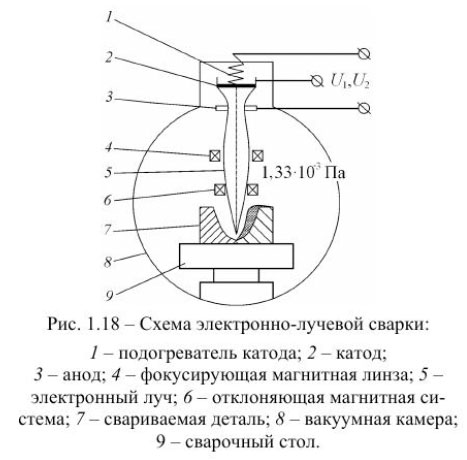
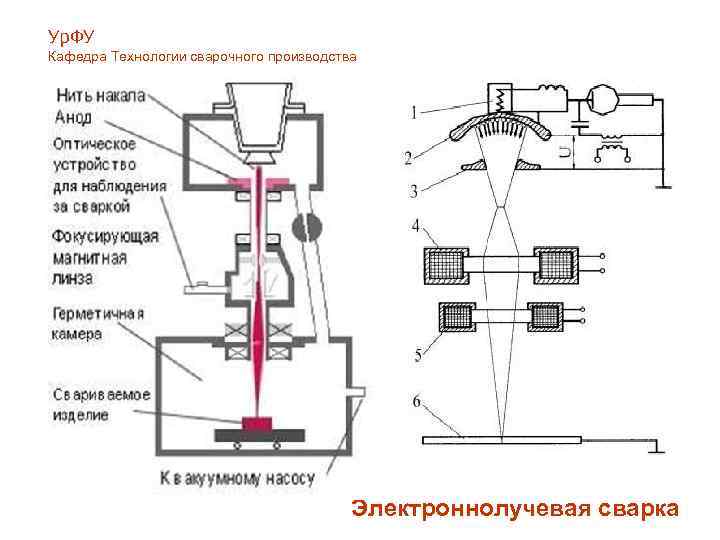
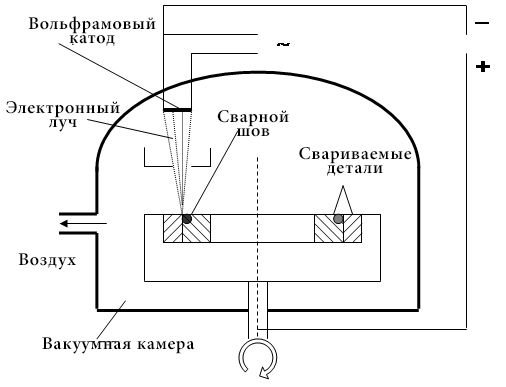
Электроннолучевую сварку применяют при обработке тугоплавких металлов, легко окисляемых сплавов, которые невозможно варить другими методами. Под электронным лучом образуется расплав, который заполняет стык на всю глубину. Электроны одновременно воздействуют на металл по всей поверхности стыка. Функции сварочного устройства выполняет электронная пушка. Из разогретого тугоплавкого металла в глубоком вакууме до 10-6 Па вырываются электроны, они ускоряются под силовым воздействием тока, устремляются в рабочую зону. ЭЛС действует аналогично лазерной, только в отличие от светового луча пучок электронов невидим. Энергия его значительно превосходит лазер, площадь воздействия меньше.
Критерии подбора сварочных проволок
Сварное соединение – это вид неразъёмного соединения двух и более деталей. Часто в Интернете можно встретить объявления такого типа: «Фирма предлагает сварочную проволоку всех марок и типов», «Куплю проволоку сварочную».
Что же это такое – сварочная проволока, и для чего она нужна? Ручная электродуговая сварка появилась в девятнадцатом веке, у её истоков стоял российский учёный Николай Николаевич Бенардос.
С тех пор это самый распространённый и наиболее широко применяемый способ соединения деталей из однородного металла. В его основе лежит метод плавления кромок соединяемых деталей с помощью электрической дуги. Уже в середине прошлого века необходимость в повышении качества и производительности сварочных работ привела к появлению полуавтоматической и автоматической сварки.
Полуавтоматический процесс предполагает, что сварку выполняет рабочий, но, вместо электрода, в зону плавления автоматически подаётся проволока. Автоматическая подача позволяет сделать процесс более равномерным, потому что не требуется постоянная замена израсходованного электрода на новый. Функцию обмазки традиционного электрода при этом выполняют специальные газы, защищающие сварной шов от воздействия атмосферы и стабилизирующие дугу.
Автоматическая сварка производится роботизированными установками по специально составленной программе. Особенно эффективно использование сварочных автоматов на конвейерных сборочных участках. Тут наибольшее применение находит порошковая сварочная проволока, которая не требует защитной газовой среды, так как специальный порошок содержится внутри неё.
Ещё одно назначение сварочной проволоки – изготовление электродов для ручной электросварки.
Для достижения высокого качества сварного шва необходимо тщательно следить за чистотой поверхности сварочной проволоки. Также высокие требования предъявляются к соединяемым поверхностям – они должны быть предварительно очищены от грязи и ржавчины. Сварочная проволока поставляется, в зависимости от диаметра, в виде бухт или стержней.
- Существует
множество видов сварочной проволоки в зависимости от назначения:
для сварки стали (Св08Г2С-О)
для алюминиевых сплавов (AWS A5.9: ER 308LSi )
для нержавеющей стали (Св-08Х20Н9Г7Т)
самозащитная порошковая проволока, не требующая внешней газозащитной среды
газозащитная порошковая проволока (E71T-1-H8/E71T-9-H8)
Параметры и показатели ЭЛС
К характеристикам электронного луча, измеряемым в процессе сварки, относятся сила тока луча I, ускоряющее напряжение U, сила тока фокусирующей системы Iф, рабочее расстояние (расстояние от центра фокусирующей системы до сварных кромок) L, угол сходимости луча а, скорость перемещения лазерного луча V. Мощность луча Q=IU, Вт. Эти параметры задаются при сварке и с помощью них можно определить удельную мощность Qу, Вт/см2 и диаметр электронного луча d:
Qу=IU/(3,14d24).
Если сварка ведётся в импульсно-периодическом режиме, то среднюю мощность луча можно определить по формуле:
Qср=IиUft,
где Iи — сила тока луча в импульсе, А; U — ускоряющее напряжение, В; f — частота импульсов, Гц; t — продолжительность импульса, с. Скорость сварки в импульсном режиме определяется по формуле:
Vи=b(L-K)f,
где K — коэффициент перекрытия точек (обычно находится в пределах 0,5-0,9); b — диаметр сварной точки, см.
Наиболее распространённые значения параметров электронного луча для сварки находятся в следующих пределах: Q=1-120 кВт, при U=25-120 кВ, а=1-5°, t=20-200 мм; Vи=0,1-3 см/с; d=0,1-3 мм, f=1-100 Гц, t=5-100 мс, К>10.
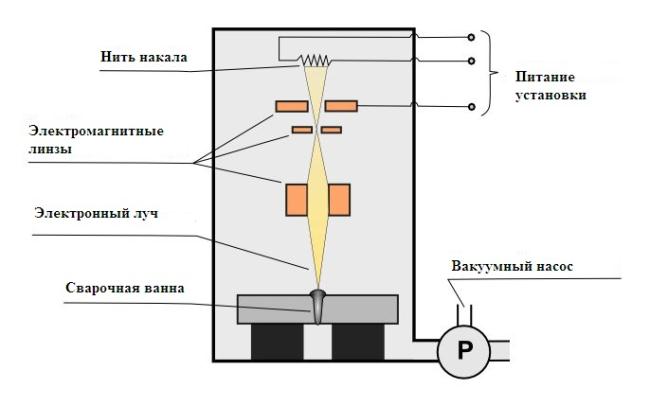
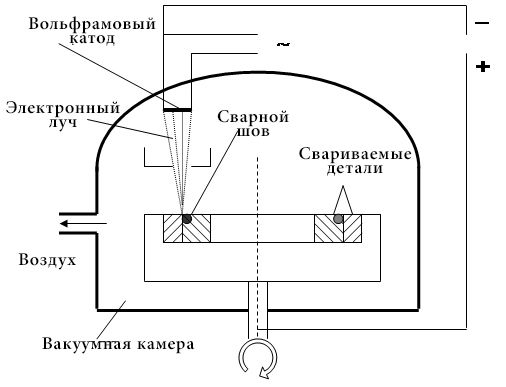
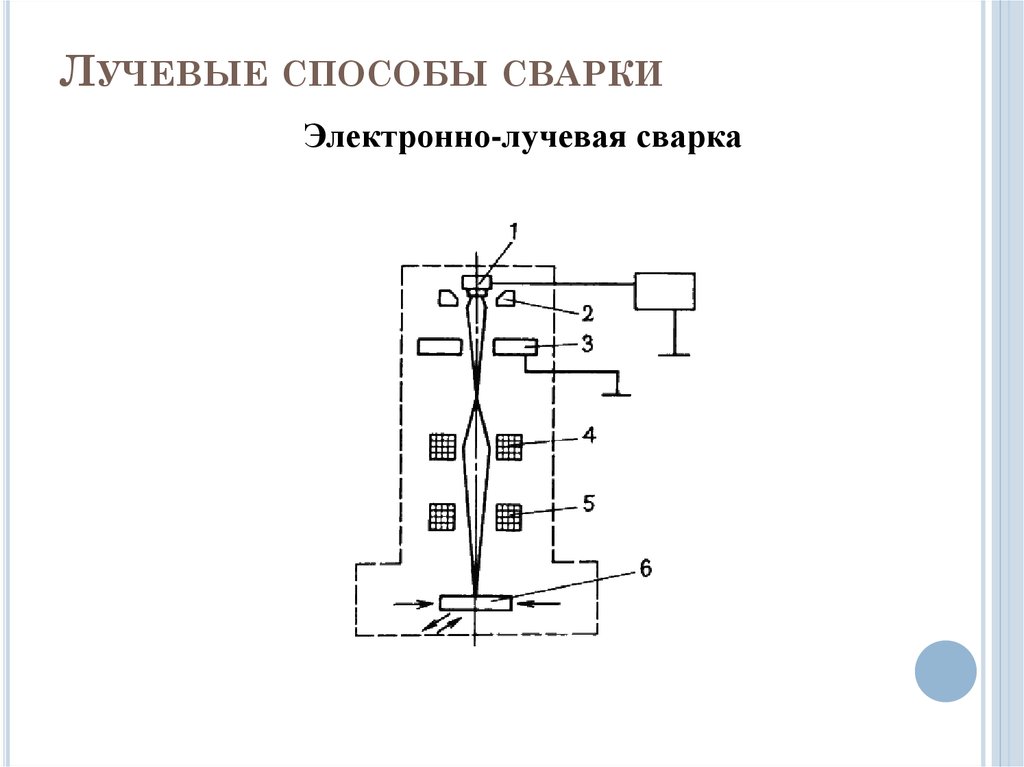
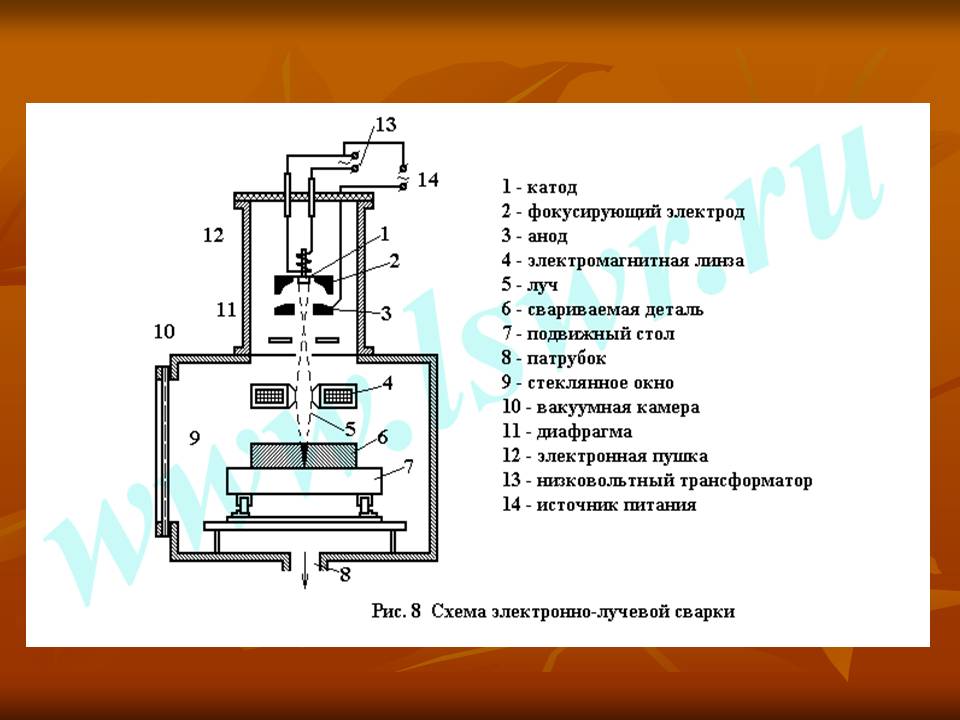
Схема установки электронно-лучевой сварки
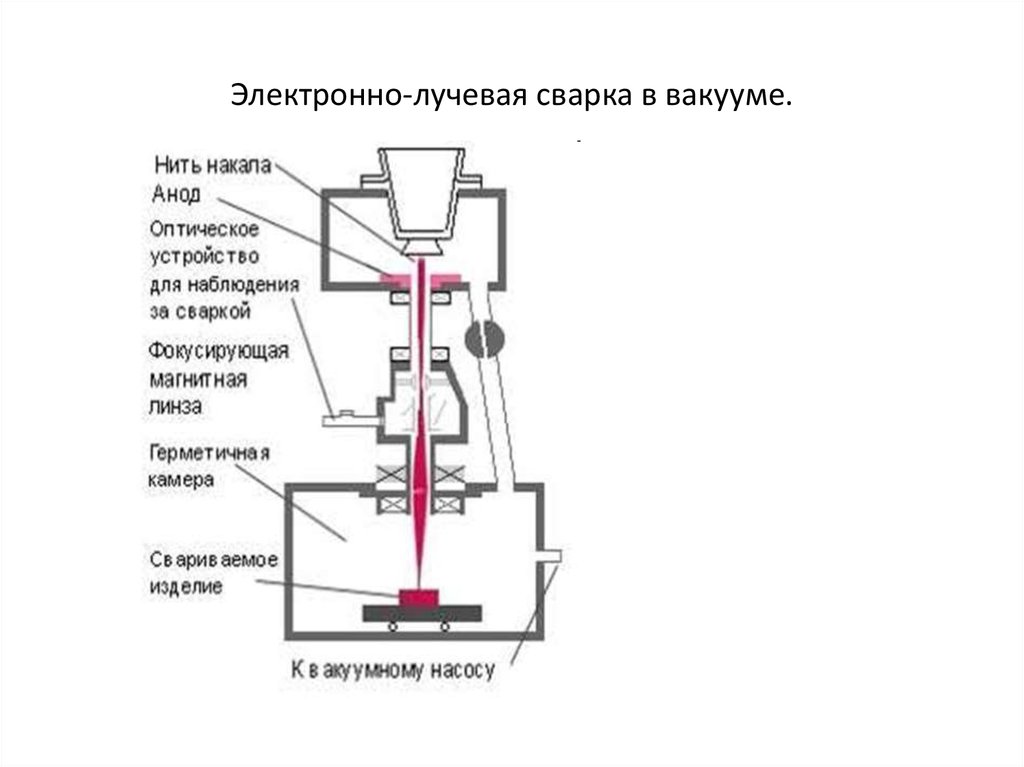
Электронно-лучевая сварка, в большинстве случаев, выполняется вертикальным, либо горизонтальным лучом в вакуумных камерах, размер которых зависит от размеров свариваемого изделия. Объём сварочных камер может составлять от 0,1 до сотен кубических метров. На рисунке ниже показана схема установки ЭЛС:
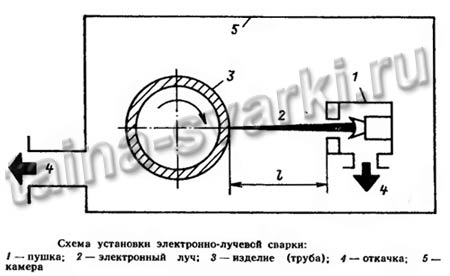
Электронная пушка, расположенная в камере (или на камере) создаёт электронный луч. В камере создают вакуум, который может колебаться в широких пределах: 1-10-3 Па. Но даже в низком вакууме (1Па), содержание кислорода в 17 раз, а азота в 10 раз меньше, чем в особо чистом аргоне, поэтому, защита зоны сварки в вакуумной камере очень эффективна.
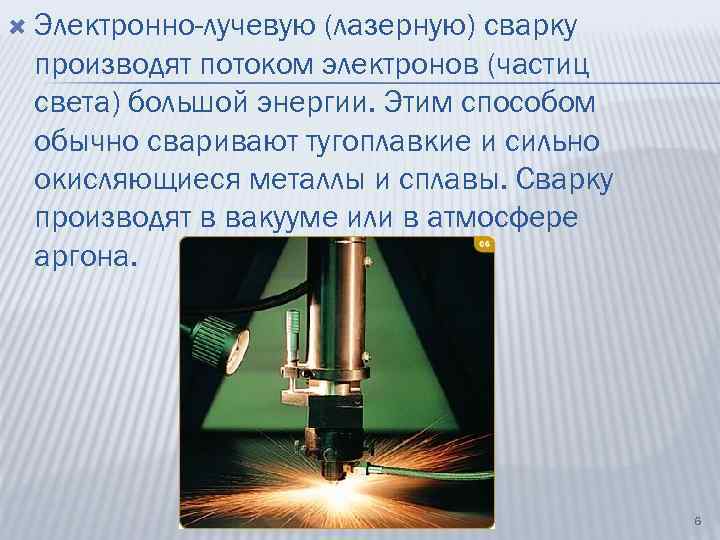
1 Лазерная сварка – суть процесса и его достоинства
При выполнении операции соединения материалов лазерным лучом используются разные по виду лазерные агрегаты:
- газовые;
- твердотельные;
- полупроводниковые.
Непосредственно процесс базируется на том, что при направлении энергии квантов на свариваемые изделия наблюдается поглощение ими этой самой энергии, приводящее к увеличению температуры поверхности деталей за счет образования теплоты.
Лазерная сварка позволяет выполнять соединение конструкций с весьма крупными габаритами, так как для ее выполнения не требуется вакуум. Кроме того, использование луча лазера характеризуется следующими важными достоинствами:
- получение в процессе сварки по-настоящему безупречного качества соединения изделий из таких материалов, которые иными сварочными методами свариваются очень и очень плохо (популярная стыковая сварка, например, по своим качественным показателям не идет ни в какое сравнение с лазерной);
- отсутствие на обрабатываемой поверхности холодных и горячих трещин за счет того, что лазер обеспечивает большие скорости охлаждения и нагрева металла (при этом на околошовный участок оказывается несущественное тепловое влияние);
- легкая регулировка и управление лучом лазера посредством оптических зеркальных комплексов дают возможность направлять тепловое воздействие в наиболее труднодоступные области конструкции, а значит, сварка может производиться практически в любом ее месте;
- лазерный луч гарантирует стабильное образование соединительного шва, так как на его характеристики не оказывают влияния магнитные поля, как это отмечается при выполнении сварочных работ при помощи электродуги либо электронного луча.
Также стоит отметить и то, что сварка изделий с применением лазерного оборудования обеспечивает минимальный уровень деформации конструкций, уникальную прочность (технологическую) полученных соединений.

Стандартный газовый лазер, используемый в настоящее время, представляет собой достаточно простой агрегат. Выполнен он в виде трубки, в которую накачивают газ. Данная трубка ограничивается параллельными зеркалами с обеих сторон (с одной стороны устанавливают полупрозрачное зеркало, с другой – полностью непрозрачное). В описанную конструкцию вводят электроды, между ними формируются так называемые “быстрые электроны”. Они-то и возбуждают молекулы газа, которые создают кванты света, возвращаясь в свое обычное состояние. Лазерные установки газового типа способны функционировать непрерывно.




Добавим – лазерная технология может выполняться по двум схемам:
- сварка в среде защитных газов;
- сварка на воздухе.
Первая из указанных технологий позволяет осуществлять соединение самых разных металлов, которые ранее считались непригодными для сваривания (сварка нержавеющей стали, металлов тугоплавкой группы и т. д.).
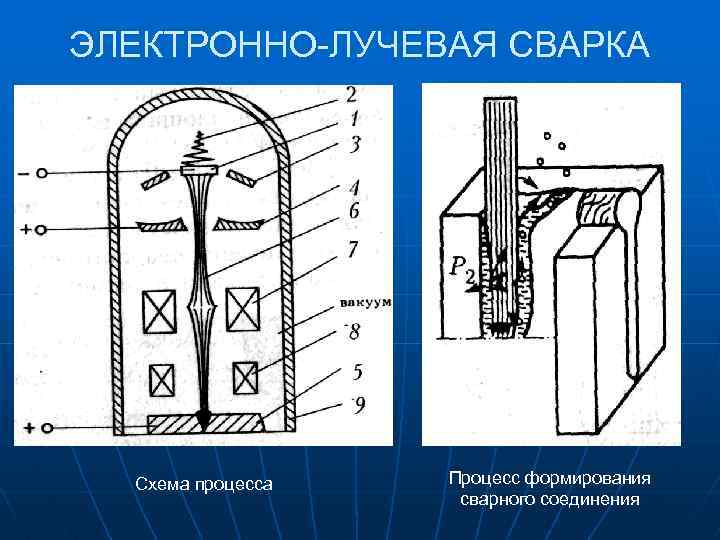
Технология электронно-лучевой сварки
Техника ЭЛС
Электронно-лучевую сварку можно выполнять в нижнем положении вертикальным лучом, а также её можно применять при сварке вертикальных и горизонтальных швов на вертикальной стене. В этом случае электронный луч будет горизонтальным.
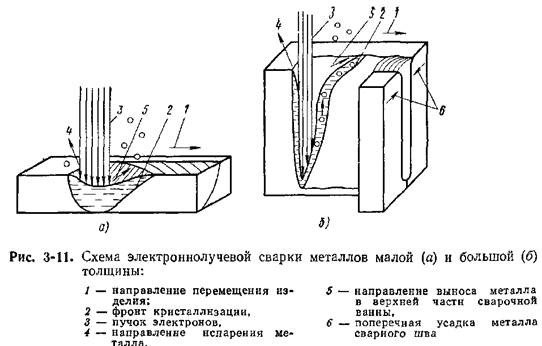
Сварка в нижнем положении рекомендуется при сваривании сталей толщиной до 40мм, или при сварке титановых и сварке алюминиевых сплавов толщиной до 80мм. С помощью горизонтального луча можно проварить металл толщиной до 400 мм со сквозным проплавлением. Для однопроходной ЭЛС конструкция должна учитывать глубокое проникновение луча в металл. На рисунке слева даны распространённые примеры конструкций, свариваемые электронным лучом.
Зазор в стыке составляет 0,1-0,2мм при сварке металла толщиной до 30мм. При сварке металла с толщиной более 30мм, величина зазора составляет 0,3мм. В общем случае, диаметр луча должен быть больше величины зазора.
Технологические приёмы ЭЛС
При электронно-лучевой сварке есть ряд специальных приёмов, позволяющих улучшить качество сварного шва:
1. Сварка наклонным лучом (отклонение луча составляет порядка 5-7°) позволяет уменьшить такие дефекты в сварном шве, как поры и несплошность металла, а также позволяет добиться равномерной кристаллизации металла.
2. Для легирования металла шва и для восполнения испаряющихся в процессе сварки элементов, используют присадку.
3. Для улучшения отхождения газов и пара из металла, сварку ведут на дисперсной прокладке из гранул или мелко нарубленной сварочной проволоки. Толщина прокладки составляет 40мм.
4. Сварку в узкую разделку (0,8-8мм) выполняют в нижнем положении за счёт наплавки присадочного материала в прямоугольную разделку кромок.
5. Сварку ведут тандемом из двух электронных пушек разной мощности. Более мощная пушка выполняет проплавление, а менее мощная пушка формирует корень канала, либо хвостовую часть ванны.
6. Для проверки позиционирования луча и очистки свариваемых кромок применяют предварительные проходы лучом.
7. Двустороннюю сварку выполняют одновременно с двух сторон стыка или последовательно, примерно на половину толщины металла.
8. В процессе сварки применяют развёртку электронного луча, тем самым создают лучшие газо- и гидродинамические условия формирования канала. Развёртка может быть продольная, поперечная, Х-образная, по окружности, по эллипсу и др. Двойное преломление луча в процессе развёртки позволяет качественнее проварить корень шва и снизить дефекты в нём.
9. Для сварки одновременно двух и более стыков выполняют расщепление луча с помощью отклоняющей системы.
10. Для управления теплоотдачей в сварной шов используют модуляцию тока луча, чаще всего с частотой 1-100Гц.
11. По окончании сварки выполняют так называемый «косметический» проход. Это повторный проход, который призван устранить дефекты сварного шва как внешние, так и внутренние.
Это интересно: Электрошлаковая сварка — сущность, флюсы, процесс, применение
Источники питания ЭЛП
Источники питания ЭЛП состоят из источника ускоряющего напряжения, а также источников питания УЭ, К, ЮК, ФК, ОК.
Источники ускоряющего напряжения выполняются с регулирующим элементом на первичной или вторичной стороне высоковольтного трансформатора, с преобразованием или без преобразования частоты питающего напряжения (рис. 5.11).
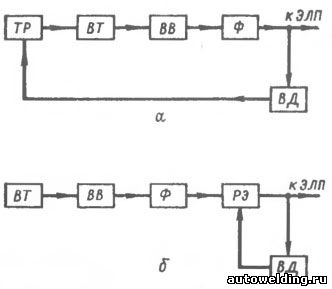
Рис. 5.11. Функциональные схемы источников ускоряющего напряжения:а — с тиристорным регулятором (ТР); б — с регулирующим элементом (РЭ) на вторичной стороне трансформатора; ВТ — высоковольтный трансформатор; ВВ — высоковольтный выпрямитель; Ф — фильтр; ВД — высоковольтный делитель
Регулировку на первичной стороне осуществляют тиристорными или транзисторными регуляторами, на вторичной стороне — специальной высоковольтной лампой. Для защиты от пробоев в ЭЛП источники ускоряющего напряжения обычно снабжаются устройствами автоматического повторного включения. Это позволяет без заметного ухудшения качества сварки проводить ЭЛС даже в условиях частых пробоев. Конструктивно источники ускоряющего напряжения размещают в баке с трансформаторным маслом, которое одновременно выполняет функции охлаждающей среды. Известны также источники ускоряющего напряжения на напряжение до 60 кВ, в которых в качестве изолирующей среды используется воздух или компаунды.
Для гальванического разделения в источнике питания управляющего электрода используют высокочастотные трансформаторы или пару светодиод/фототранзистор, соединенную световодом. Для обеспечения постоянства характеристик системы проведения электронного луча питание катушек ЮК, ФК, ОК (см. рис. 5.10) осуществляется от регуляторов тока.
Виды сварочных лучевых установок
Электронно лучевые установки бывают камерными (обрабатываемые изделия помещаются целиком в камеру) и бескамерные (вакуум создается локально, только в месте сварки).
По величине рабочего ускоряющего напряжения установки делятся на:
- низковольтные (10-30 кВ);
- средние (40-60 кВ);
- высоковольтные (100-200 кВ).
Промышленность производит универсальные установки и специализированные. Универсальные системы можно применять для ремонтной и экспериментальной сварки изделий. Специализированные системы настраиваются на изготовление однотипных деталей.
Системы могут применяться не только для сварки металлов, в том числе тугоплавких, но и для обработки керамики, стекла, алмазов и других материалов. Установки можно использовать для:
- сварки;
- резки;
- гравировки;
- сверления;
- легирования
- напыления.
Не пропустите: Холодная сварка для металла: виды, марки, как пользоваться, сколько сохнет
Некоторые агрегаты оснащаются механизмом горизонтального вращения для обработки деталей трубчатой формы.
Современные установки отличаются особой точностью позиционирования луча, поэтому они с успехом используется в микроэлектронике. Например, аппарат MEBW-60, который производит предприятие Focus, может сваривать детали из нержавеющей стали толщиной от 0,02 мм. Максимальная толщина стыка до 12 мм.
Условия для работы лазером и техника безопасности
Для получения мощного луча требуется фокусировка. Она достигается благодаря нескольким последовательным отражениям. При превышении порогового значения интенсивности поток попадает в центр переднего зеркала, откуда подается в направляющие призмы и выходит в рабочую зону. Лазерная сварка проводится в любых условиях: при разных вариантах расположения деталей и глубины проплавления. Соединение формируют точечно или непрерывно.
Сварочный процесс имеет некоторые особенности, которые могут привести к травмированию мастера при несоблюдении техники безопасности:
- На пути луча не должно быть посторонних предметов. Если в рабочую область попадает рука сварщика, человек получает глубокий ожог.
- Перед началом сварки нужно проверять целостность и исправность основных элементов установки. В противном случае качество шва снижается, мастер рискует получить травму.
- На рабочем месте не должны находиться легковоспламеняющиеся предметы.

Использование сварки в промышленности
Применение ЭЛС постоянно расширяется несмотря высокую себестоимость процесса и некоторые ее недостатки. Технология характеризуется показателем КПД почти 95%. Этот показатель больше чем у более распространенной дуговой сварки.


Промышленное применение выражено следующим образом:
- При работе с активными металлами.
- При обработке термоупрачненных металлов.
- Для соединения тугоплавких материалов.
- При работе с камнем и керамикой.
- Для создания ответственных деталей.
Сегодня ЭЛС получила широкое распространение в сфере производства электронных изделий. За счет вакуума можно обеспечить герметизацию микросхем. При этом на поверхность может оказывать воздействие самая различная температура. Производительные установки подходят для работы в сфере авиации. Объем камер может варьировать в большом диапазоне. В заключение отметим, что в последнее время технология активно развивается. Это связано с возможностью получения качественных изделий при небольших затратах.
Related Posts via Categories
- Ресанта САИ 160 – для сварки в бытовых условиях
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Форсаж 161 – российский инвертор для качественной электродуговой сварки
- EWM PICO 162 – настоящее немецкое качество
- Как выбрать сварочный инвертор – подбираем оборудование для сварки
- Blueweld Prestige 164 – надежный и удобный в эксплуатации сварочный инвертор
- Foxweld Master 202 – качественная ММА-сварка без проблем
Достоинства и недостатки электронно-лучевой сварки
Сварка электронно-лучевым методом применяется в различных отраслях промышленности, поскольку позволяет вести работу в труднодоступных местах с заготовками различной толщины. При этом не происходит коробления заготовок по причине импульсного характера воздействия пучка электронов на металл, а также тонкой фокусировки в месте сварки.
Изменение ускоряющего напряжения от 35 до 220 кВ меняет скорость электронов в широких пределах, а, следовательно, и глубину провара заготовок. При торможении энергия пучка преобразуется в тепловое воздействие, которое и вызывает плавление металла с возникновением сварочной ванночки.
Разогрев происходит на участке в доли миллиметра и имеет весьма значительную глубину проваривания, соединяемых деталей.
Таким образом, лучевая сварка обладает следующими преимуществами:
- производительность, экономичность и высокий уровень автоматизации процесса работ;
- регулируемая мощность позволяет сваривать детали различной толщины в труднодоступных для дуговой сварки местах;
- регулируемое соотношение ширины шва, к глубине провара достигающее величины 1:50;
- отсутствие загрязнения и окисления зоны шва, поскольку процесс происходит в вакууме;
- узкий шов с большой глубиной провара позволяет получить высокое качество и прочность соединения;
- импульсный характер воздействия пучка электронов позволяет избежать деформаций свариваемых деталей;
- метод может использоваться для термообработки, напыления, перфорации и резки материалов;
- ЭЛС используется для сварки легкоплавких металлов и сплавов, благодаря импульсному воздействию и малой ширине шва.
К недостаткам метода относятся высокая стоимость аппаратуры, конечные размеры заготовок в связи с размерами вакуумных камер и точная подгонка деталей перед сваркой.
Важно учитывать, что при высоких значениях ускоряющего напряжения (более 60 кВ) возникает рентгеновское излучение, от которого необходима дополнительная защита. Высокоточная регулировка позволяет сваривать заготовки как небольшой (0,01 мм), так и весьма значительной толщины, в зависимости от мощности потока электронов

Высокоточная регулировка позволяет сваривать заготовки как небольшой (0,01 мм), так и весьма значительной толщины, в зависимости от мощности потока электронов.
Электронно-лучевые пушки (ЭЛП)
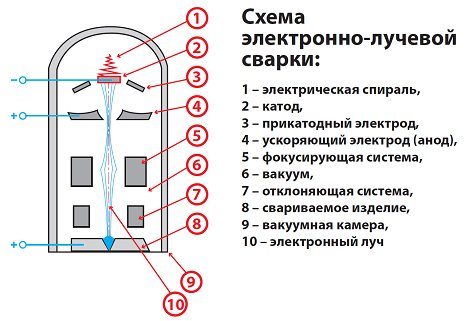
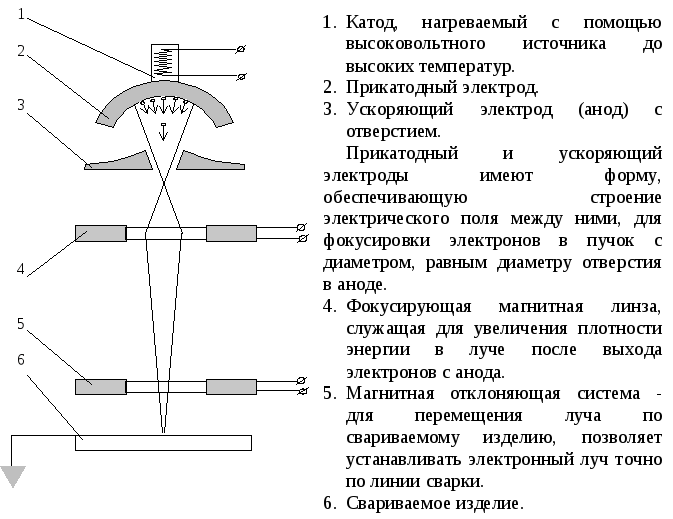
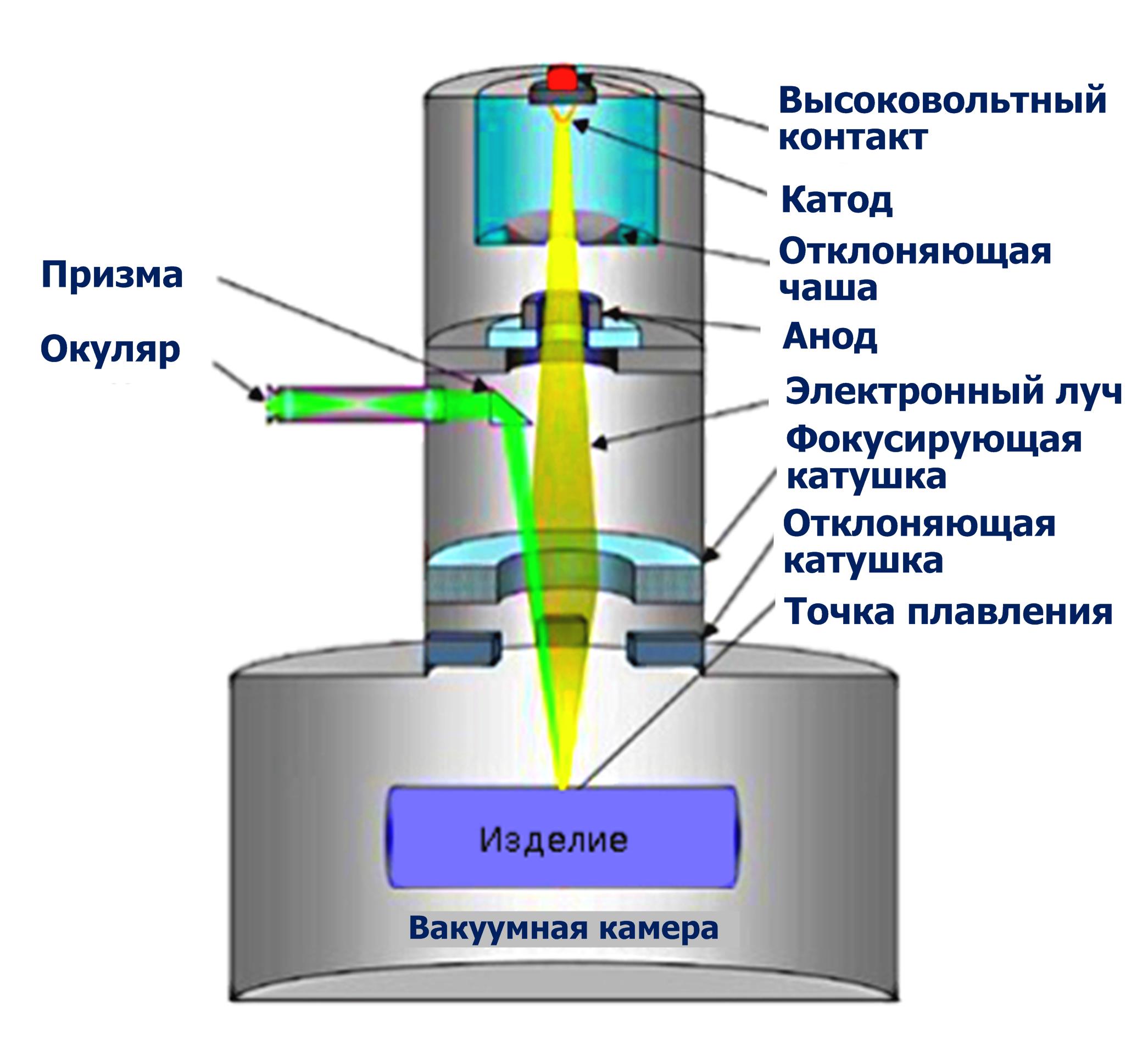
ЭЛП служат для генерации и формирования электронного луча. Основные узлы ЭЛП: генератор электронови система проведения луча (рис. 5.10). Генератор электронов состоит из катода, управляющего электрода, или электрода Венельта, анода. Система проведения луча включает юстирующие, фокусирующие и отклоняющие катушки.
Катоды выполняются накальными (термокатоды прямого или косвенного накала) или плазменными. Материал термокатодов — вольфрам, тантал, сплавы этих металлов с рением, гексаборид лантана (LaB6).
В случае термокатодов прямого нагрева нагрев осуществляется за счет пропускания через катод тока накала, а в термокатодах косвенного нагрева — за счет бомбардировки катода электронами от вспомогательного катода Материал высоковольтного изолятора — керамика, стекло, специальные пластмассы. Типичные материалы для анода и управляющего электрода — нержавеющая сталь, медь.
Ускоряющее напряжение приложено между анодом и катодом. Управление током луча осуществляется, как правило, путем изменения потенциала управляющего электрода по отношению к катоду.
Рис. 5.10. Типичная структура ЭЛП:К — катод; УЭ — управляющий электрод; ЮК — юстирующие катушки; А — анод. ЭЛ — электронный луч; ФК — фокусирующие катушки; ОК — отклоняющие катушки; И — свариваемое изделие
Область применения
Этот вид неразъёмного соединения различных материалов нашел широкое применение в авиационно-космической технике, судостроении, строительстве, микроэлектронике и других сферах человеческой жизнедеятельности, где необходимо сваривать тугоплавкие, прецизионные (особо чистые) материалы с уникальными свойствами.
Уникальность метода заключается в том, что с его помощью удается сваривать как сверхтонкие детали толщиной до десятков микрон, так и особо толстые (200…300 мм) конструкции из однородных и разнородных металлов и даже некоторые неметаллические материалы.
Достоинства и недостатки
Сварка электронная с применением луча имеет несколько весомых плюсов, благодаря которым она и получила свое широкое распространение. Прежде всего, детали при сварке не коробятся, поскольку на деталь воздействует малое количество тепла. В среднем оно в 5 раз меньше, чем при других технологиях сварки.
Второе достоинство — это большие возможности. Вы можете сварить любые металлы и даже не металлы. Сварка керамики с вольфрамом? Пожалуйста! К тому же, можно настроить фокусировку луча и нагреть зону диаметром менее 1 миллиметра. Это впечатляет. Можно сварить детали практически любого размера.
Еще один плюс — это высокое качество шва
И не важно, что вы варите: обычную сталь или химически активные металлы вроде титана. В любом случае, качество соединения вас приятно удивит
А порой благодаря ЭЛС сварке удается достичь и улучшения характеристик металла. Вы также можете сварить любые сплавы, в том числе стойкие к коррозии. Возможности безграничны!
ЭЛС очень экономичная, поскольку потребляется мало электроэнергии. К тому же, технология универсальна и позволяет варить любые металлы. Вы также можете не разделывать кромки, если у вас нет такой возможности.
Что ж, достоинства весомые. Но что насчет недостатков? И без них не обошлось. Например, при сварке металлов с высокими теплопроводными свойствами велика вероятность образования отверстий в корне шва. Это влияет на прочность сварного соединения. И влияет негативно.
Также применение электро-лучевой сварки не всегда оправдано. Она незаменима при работе в труднодоступных местах, но если говорить о сварке в заводских условиях, то достоиснтва не всегда оправдывают себя.
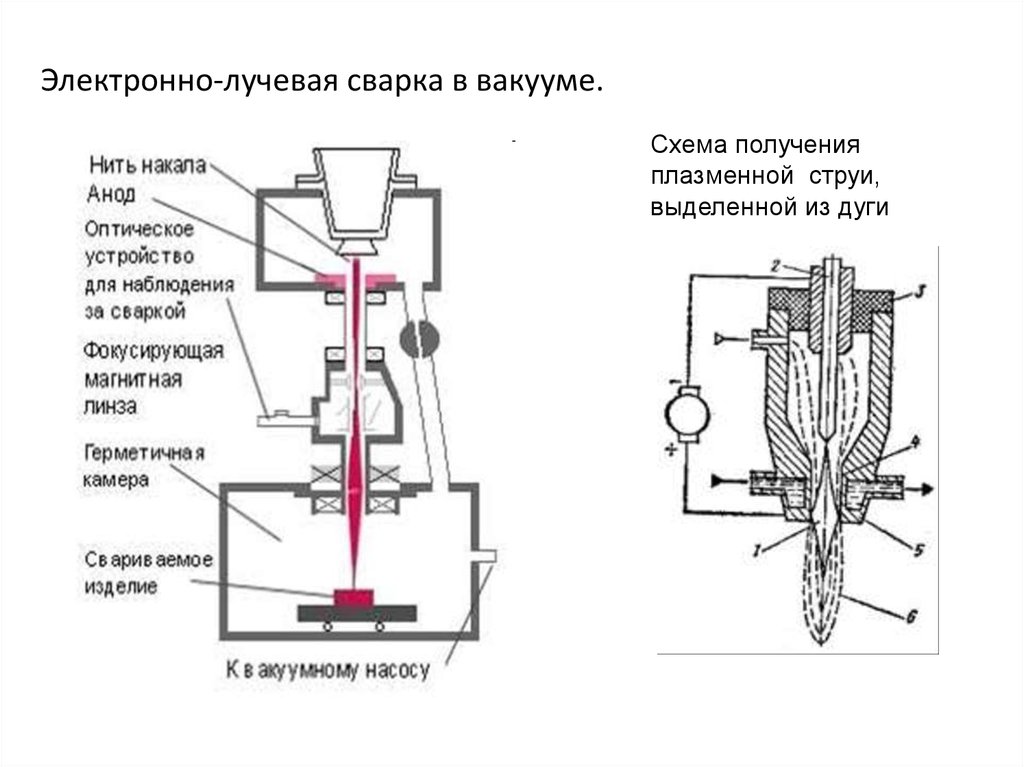
Электронно-лучевая сварка. Технология
Источником энергии при этом способе сварки является не традиционная дуга, а поток электронов с высокой энергией из электронно-лучевой пушки. Для того чтобы поток электронов не терял энергию при столкновении с атомами воздушной среды, создают вакуум в пространстве проведения сварочных работ. Эта электронно-лучевая сварка обеспечивает выход энергии с разогревом непосредственно в месте соединения металлов без потерь в прослойке воздуха, а также гарантирует отсутствие окисления поверхности, свариваемых заготовок. Об этом методе сварки расскажем более подробно.
Один проход позволяет соединить детали от 0,1 мм до 400 мм независимо от химического состава, свариваемых металлов.
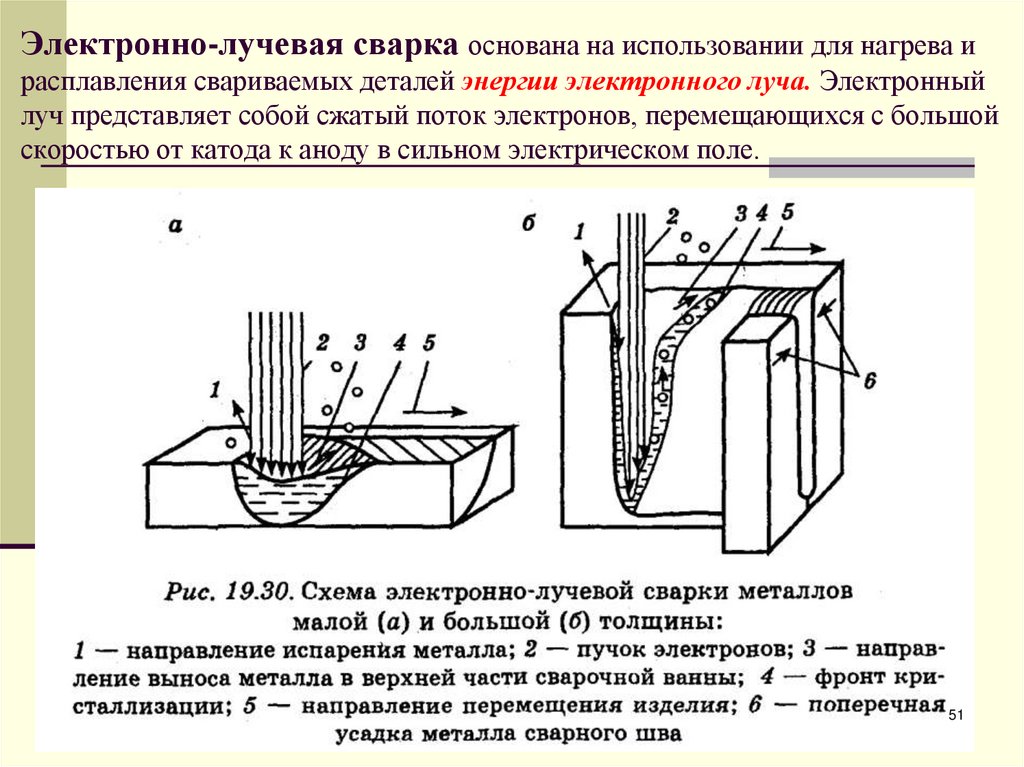
Этот метод позволяет воздействовать на соединяемые металлы пучком электронов с высокой энергетикой, которые вызывают в вакууме расплав металла или сплава с последующим свариванием заготовок. Для беспрепятственного прохождения электронно-лучевого потока необходимо разрешение газов от 10-2Па, чтобы обеспечить заданные параметры для соединения титана, алюминия, химически активных металлов и сплавов, а также тугоплавких элементов.






Существуют два компонента, которые обеспечивают бесперебойный процесс электронно-лучевой сварки металлов и сплавов, и основным из них является энергетическая составляющая.
Формирует пучок электронов раскалённый катод, а электроны ускоряются напряжением до 200 кВ до 0,5 скорости света, что вызывает расплавление зоны сварочного шва. Плотность энергетического выброса при столкновении с материалом деталей значительно превышает энергетику сварочной дуги.
Вторая составляющая сварки является электромеханическим комплексом, обеспечивающим перемещение луча и деталей относительно друг друга, угловое отклонение потока электронов и гарантирующим наличие вакуума в зоне сварки.
Электронно-лучевой тип сварки используется в заводских условиях в вакуумной среде.
Важно понимать, что технические условия процесса, делают метод весьма затратным и высокотехнологичным, что исключает его применение в домашних или бытовых условиях
Параметры
Электронная сварка с использованием луча должна производиться с соблюдением важных параметров, от этого зависят прочностные характеристики сварного шва. К ним относятся:
- Степень вакуумизации. Это означает, что при сварочном процессе в вакууме происходит сильное повышение эффективности работ.
- Объемы подаваемого тока в луче могут изменяться в широком диапазоне. Чем больше будет толщина свариваемой детали, тем выше должны быть показатели силы тока.
- Скоростные показатели передвижения луча на поверхности определяют степень производительности сварочных работ. Помимо этого повышение скорости передвижения предотвращает прожигание металлической основы.
- Точная фокусировка луча оказывает влияние на эффективность сварки. Но это зависит от того, какое оборудование используется для электронно-лучевой сварки.
- Длительность пауз. В некоторых технологиях может наблюдаться прерывистое влияние импульса.
Не пропустите: Сварка ПНД труб своими руками разными методами
Стоит отметить! Основные требования и принципы проведения данной сварочной технологии можно найти в специальной документации и ГОСТах. А используемое оборудование позволяет вводить основные параметры.
Электронная сварочная технология с использование луча — уникальный метод соединения металлических элементов, который не имеет аналогов. За счет высокой производительности и больших возможностей сварку используют практически во всех областях промышленности
При помощи этого способа производят различные конструкции с высокой важностью
Режимы
Для проведения качественного процесса сваривания, следует учитывать все особенности настроек, а также металла, с которым ведется работа. К основным параметрам, которые определяют режим, относятся:
- Ускоряющее напряжение;
- Величина тока в выпускаемом луче;
- Скорость передвижения пучка по поверхности свариваемой заготовки;
- Точность фокусирования луча;
- Продолжительность пауз и импульсов;
- Степень вакуумизации.
Сами режимы для каждого типа свариваемого металла выглядят следующим образом:
| Вид металла | Толщина заготовки, мм | Режим сваривания | Ширина шва, мм | ||
| Напряжение ускоряющее, кВ | Величина тока на луче, мА | Скорость сварки, м/ч | |||
| Вольфрам | 0,5 | 19 | 45 | 60 | 1 |
| 1 | 21 | 77 | 50 | 1,5 | |
| Тантал | 1 | 2 | 50 | 50 | 1,5 |
| Сталь марки 18-8 | 1,5 | 19 | 55 | 65 | 2 |
| 20 | 21 | 270 | 50 | 7 | |
| 35 | 21 | 500 | 20 | – | |
| Сплав молибдена и вольфрам | 0,5 + 0,5 | 19 | 47 | 44 | 1 |





