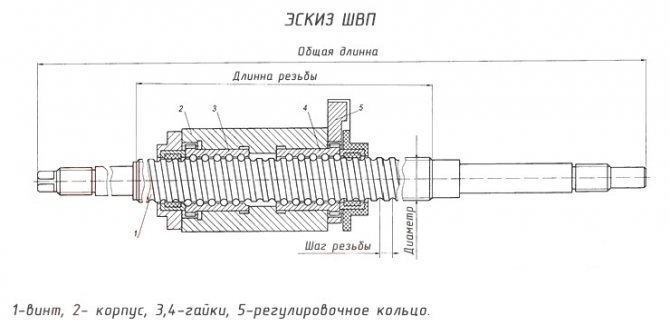
Все о ШВП
Шариково-винтовая передача – разновидность линейного привода, трансформирующего вращательное движение в поступательное, которая обладает отличительной особенностью – крайне малым трением.
Вал (обычно стальной – из высокоуглеродистых видов стали) со специфической формы беговыми дорожками на поверхности выполняет роль высокоточного приводного винта, взаимодействующего с гайкой, но не напрямую, через трение скольжения, как в обычных передачах винт-гайка, а посредством шариков, через трение качения. Это обуславливает это высокие перегрузочные характеристики шарико-винтовой передачи и очень высокий КПД. Винт и гайка производятся в паре, подогнанными, с очень жесткими допусками, и могут быть использованы в оборудовании, где требуется очень высокая точность. Шариковая гайка обычно чуть более крупная, чем гайка скольжения – из-за расположенных в ней каналов рециркуляции шариков. Однако, это практически единственный момент, в котором ШВП уступает винтовым передачам трения скольжения.
Сфера применения шарико-винтовых пар
ШВП часто применяется в авиастроении и ракетостроении для перемещения рулевых поверхностей, а также в автомобилях, чтобы приводить в движение рулевую рейку от электромотора рулевого управления. Широчайший спектр приложений ШВП существует в прецизионном машиностроении, таком, как станки с ЧПУ, роботы, сборочные линии, установщики компонентов, а также – в механических прессах, термопластавтоматах и др.
История ШВП
Исторически, первый точный шариковый винт был произведен из достаточно малой точности обычного винта, на который была установлена конструкция из нескольких гаек, натянутых пружиной, а затем притерта по всей длине винта. Путем перераспределения гаек и смены направления натяга, погрешности шага винта и гайки могли быть усреднены. Затем, полученный шаг пары, определенный с высокой повторяемостью замерялся и фиксировался в качестве паспортного. Схожий процесс и в настоящее время периодически используется для производства ШВП.
Применение ШВП
Для того, чтобы шариковая пара отслужила весь свой расчетный срок с сохранением всех, в т.ч
точностных, параметров, необходимо уделить большое внимание чистоте и защите рабочего пространства, избегать попадания на пару пыли, стружки и прочих абразивных частиц. Обычно это решается путем установки гофрозащиты на пару, полимерной, резиновой или кожаной, что исключает попадание посторонних частиц в рабочую область. Другой метод состоит в использовании компрессора – подачи фильтрованного воздуха под давлением на винт, установленный открыто
Шарико-винтовые передачи благодаря использованию трения качения могут иметь определенный преднатяг, который убирает люфт передачи – определенный “зазор” между вращательным и поступательным движением, который имеет место при смене направления вращения
Другой метод состоит в использовании компрессора – подачи фильтрованного воздуха под давлением на винт, установленный открыто. Шарико-винтовые передачи благодаря использованию трения качения могут иметь определенный преднатяг, который убирает люфт передачи – определенный “зазор” между вращательным и поступательным движением, который имеет место при смене направления вращения
Устранить люфт особенно важно в системах с программным управлением, поэтому ШВП с преднатягом используются в станках с ЧПУ особенно часто
Недостатки шарико-винтовых передач
В зависимости от угла подъема беговых дорожек, ШВП могут быть подвержены обратной передаче – малое трение приводит к тому, что гайка не блокируется, а передает линейное усилие в крутящий момент. ШВП обычно нежелательно использовать на ручных подачах. Высокая стоимость ШВП также фактор, который зачастую склоняет выбор машиностроителей в пользу более бюджетных передач.
Преимущества шарико-винтовых передач
Низкий коэффициент трения ШВП обуславливает низкую диссипацию и высокий КПД передачи – намного выше, чем у любых других аналогов. КПД самых распространенных шариковых пар может превышать 90% по сравнению с максимальными 50% для метрических и трапецеидальных ходовых винтов. Практические отсутствующее скольжение значительно увеличивает срок службы ШВП, что снижает простой оборудования при ремонте, замене и смазке частей. Все это в сочетании с некоторыми другими преимуществами, такими как более высокой достигаемой скоростью, сниженными требованиями к мощности электропривода винта, может быть существенным аргументом в пользу ШВП в противовес его высокой стоимости.
Принцип работы
Винт приводится во вращение от приводного электродвигателя, гайка закреплена неподвижно на рабочем органе станка (суппорт, каретка, шпиндельная бабка, люнет и так далее). При этом возникает осевая сила, действующая на шарики, размещенные внутри гайки, под действием которой они начинают катиться в замкнутых винтовых канавках. Сила реакции воздействует на гайку, а поскольку та жестко соединена с перемещаемой деталью, заставляет последнюю перемещаться по направляющим станка. В чем состоит отличие работы ШВП от обычной винтовой передачи с трапециевидной резьбой, которая ранее применялась на станках?
- 1. При вращении ходового винта прежней конструкции в зоне контакта двух деталей возникало трение скольжения, характеризующееся коэффициентом трения (бронза по стали, со смазкой) f = 0,07–0,1. В механизме с шариковыми элементами действует трение качения с коэффициентом f = 0,0015–0,006. Как видно из приведенных значений, винтовые шариковые передачи требует значительно меньшей мощности приводного двигателя.
- 2. Для точного позиционирования каретки или суппорта станка перед остановкой рабочего органа необходимо замедлять скорость его перемещения. По достижении определенного порога минимальной скорости возможны микроостановки — залипания — движущегося узла. В момент возобновления движения его характер определяется трением покоя, которое при скольжении значительно превышает трение движения. Из-за этого возникают рывки, ухудшающие точность позиционирования. При трении качения этот недостаток практически сводится к нулю.
Типы гаек по способу создания предварительного натяга
Натяг при помощи проставки.
Для создания натяга между двух гаек вставляется регулировочная проставка нужной толщины. Изменением толщины проставки можно регулировать величину предварительного натяга. Этот способ создания натяга имеет длину примерно в 3,5-4,5 шага ШВП.

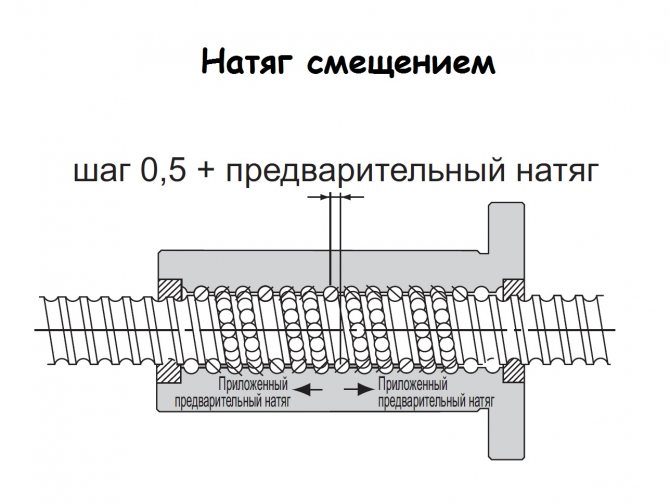
Предварительный натяг со смещением
— более компактный способ, чем при использовании двойной ходовой гайки, обеспечивает создание предварительного натяга за счет изменения шага резьбы гайки без использования регулировочной проставки. Этот способ создания натяга имеет длину примерно в 0,5 шага ШВП.
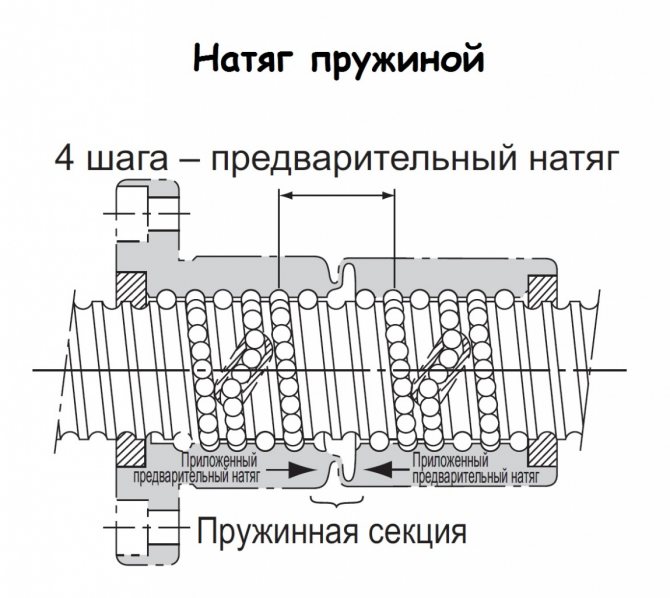
Создание предварительного натяга с постоянным давлением
обеспечивается установленной по центру гайки пружинной конструкцией. Этот способ создания натяга имеет длину примерно в 4 шага ШВП.
В остальных случаях натяг может регулироваться подбором шариков большего или меньшего диаметра.
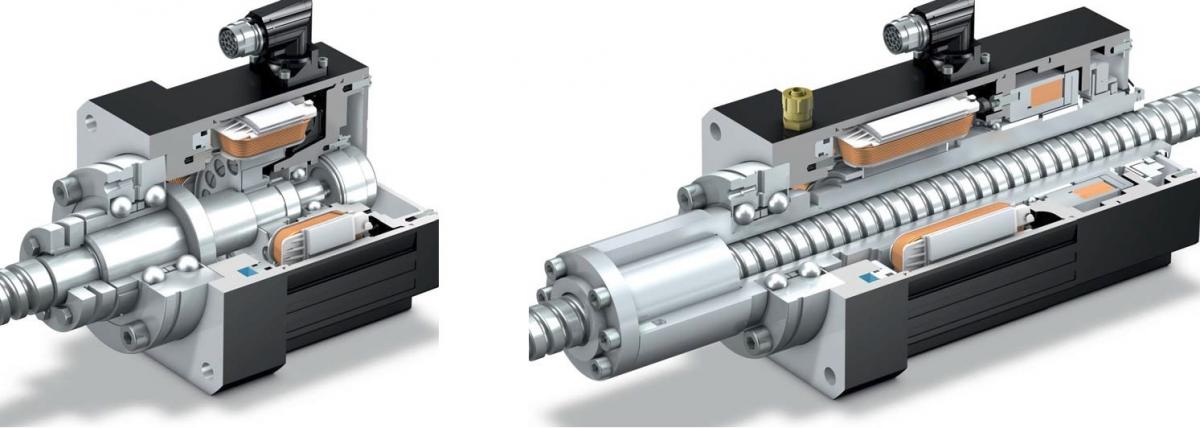
Вращающаяся гайка
И в завершение отдельно остановимся на таком виде гайки, как вращающаяся гайка. Обычно вращается винт, а гайка закреплена на подвижных элементах станка, но в случае вращающейся гайки все наоборот – винт неподвижен, крутится гайка. В принципе это обычная гайка ШВП, но установленная в специальном корпусе через подшипники. Корпус крепится к деталям станка, а гайка вращается внутри него на подшипниках. Еще она имеет посадочное место, на которое устанавливается шкив, чтоб мотор мог крутить гайку через зубчатый ремень.

Вращающаяся гайка обычно применяется с длинными винтами, например там, где по каким-либо причинам не подходит реечный привод. Если раскрутить длинный винт до высоких оборотов, то его просто напросто размотает как скакалку, а станок будет трясти вплоть до убегания с места. Один их способов решения этой проблемы – вращающаяся гайка.
Шарико-винтовые передачи ШВП
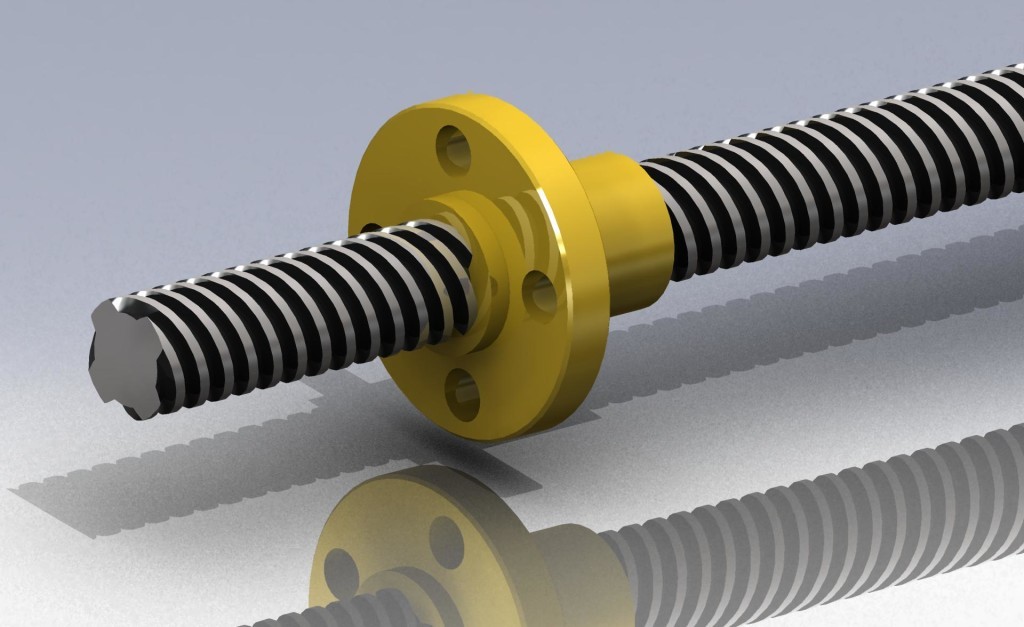
Шариковая винтовая передача – это разновидность передачи винт-гайка качения
Состоит из ходового винта, гайки с интегрированными шариками и механизмом возврата шариков.
ШВП чаще всего используются в прецизионном и промышленном оборудовании.
Необходимы для преобразования вращательного движения в поступательное или наоборот. Высокая точность и высокий КПД
| № | Наименование ШВП | Типоразмер | L резьбы | Модель станка | Цена с НДС,руб | ||
| диаметр | Шаг резбы | L общая | |||||
| 1 | 16Б16Т1.11.000 | 50 | 10 | 1500 | 1000 | 16Б16Т1 | 32 100 |
| 2 | 16Б16Т1.33.000 | 32 | 5 | 550 | 317 | 16Б16Т1 | 10 300 |
| 3 | 1716ПФ3.030.010 | 50 | 10 | 1283 | 1000 | 1710ПФ3 | договорная |
| 4 | 1716ПФЗ.034.010 | 40 | 5 | 533 | 372 | 1716ПФЗ | договорная |
| 5 | 16К20Т1.153.000.000.01 | 40 | 5 | 750 | 425 | 16К20Т1.02 | 10 000 |
| 6 | 16К20Т1.154.010.000 | 63 | 10 | 1786 | 1180 | 16К20Т1.0216К20ФЗ.С32 | 34 400 |
| 7 | 16К20Т1.154.000.000 | 63 | 10 | 1786 | 1180 | 35 400 | |
| 8 | 16К20Т1.159.000.000 | 63 | 10 | 1727 | 1192 | 36 400 | |
| 9 | 16К20Т1.158.010.000 | 40 | 5 | 622 | 407 | 16А20ФЗ.С3216А20ФЗ.С39 | 15 610 |
| 10 | 16К20Т1. 159.020.000 | 63 | 10 | 1727 | 1192 | 16А20ФЗ.С3216А20ФЗ.С39 | 37 400 |
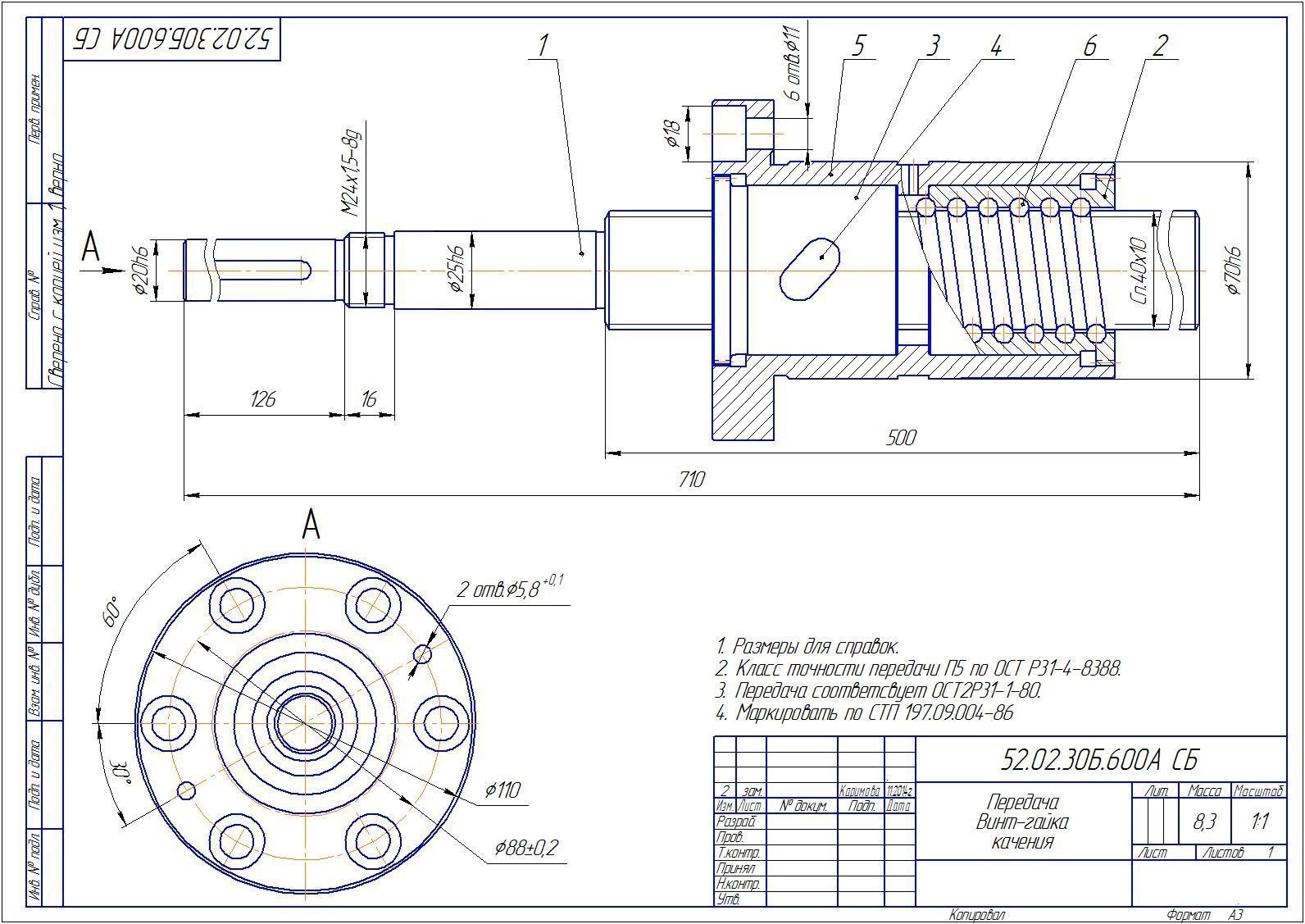
| 11 | 30.06.600 | 32 | 5 | 365 | 225 | 1В340ФЗ | 10 000 |
| 12 | 1325ФЗ. 220.600А | 50 | 10 | 760 | 490 | 1В340ФЗ | 27 000 |
| 13 | 52.02. 20.600БА | 50 | 10 | 1580 | 1200 | 1П42ОПФ3 | договорная |
| 14 | 52.02. 30.600А | 40 | 10 | 710 | 500 | 1П42ОПФЗ | договорная |
| 15 | 1П426ФЗ. 02.26.010 | 50 | 5 | 840 | 480 | 1П426ФЗ | 14 600 |
| 16 | 1П426Ф3.03.65.010 | 63 | 10 | 1390 | 680 | 1П426ФЗ | 21 200 |
| 17 | СВ141П.11.000 | 50 | 10 | 780 | 470 | СВ141П | 16 800 |
| 18 | СВ141П.33.000 | 50 | 5 | 465 | 255 | СВ141П | 9 900 |
| 19 | 2С132ПМФ2 | 50 | 5 | 1147 | 830 | 2Р135Ф2 | договорная |
| 20 | 24К40АФ4.10.11.000 | 50 | 10 | 1030 | 820 | 24К40АФ4 | 45 200 |
| 21 | 2С132ПМФ2.36.000 | 50 | 10 | 877 | 592 | 2С132ПМФ2 | 20 507 |
| 22 | 2С132ПМФ2.39.000 | 5 | 1207 | 830 | 2С132ПМФ2 | 25 340 | |
| 23 | 21105.30.21.010 | 50 | 5 | 1330 | 1074 | 2С132ПМФ2 | договорная |
| 24 | 2С150ПМФ4.27.010 | 50 | 10 | 1410 | 1039 | СС2ВПМФ42С150пМФ4 | 26 900 |
| 25 | 2С150ПМФ4.27.040 | 50 | 10 | 1476 | 1164 | СС2ВПМФ42С150пМФ4 | 33 500 |
| 26 | 2С150ПМФ4.39.020 | 50 | 10 | 1 168 | 804 | СС2ВПМФ42С150пМФ4 | 22 600 |
| 27 | ЗД756.303.000 | 8 | 10 | 790 | 605 | 28 800 | |
| 28 | ЗЕ756.305.000 | 80 | 10 | 840 | 655 | 5Е756Ф | 26 200 |
| 29 | ЗЛ722В.162.000 | 40 | 5 | 770 | 620 | ЗЛ722В ЗЛ741В | 17 600 |
| 30 | ЗЛ722В.323.000 | 50 | 5 | 870 | 625 | ЗЛ722В ЗЛ741В | 17 200 |
| 31 | ЛШМ1.Ф3.001.333.010 | 63 | 10 | 845 | 655 | ЛШМ | договорная |
| 32 | ЛШМ1.Ф3.001.503.030 | 80 | 5 | 435 | 275 | ЛШМ | договорная |
| 33 | 4Л721.Ф1.15.120 | 25 | 5 | 350 | 238 | 4Л721Ф1 | договорная |
| 34 | 4Л721.Ф1.15.120.01 | 25 | 5 | 455 | 345 | 4Л721Ф1 | договорная |
| 35 | 4Л721.Ф1.20.220 | 25 | 5 | 492 | 335 | 4Л721Ф1 | договорная |
| 36 | 500МФ4.308.003 | 63 | 10 | 1167 | 858 | ИР500ПМФ4 | 25 000 |
| 37 | 500МФ4.407.003 | 63 | 10 | 1342 | 1025 | ИР500ПМФ4 | 30 700 |
| 38 | 500МФ4.107.003 | 80 | 10 | 1478 | 1150 | ИР500ПМФ4 | 35 300 |
| 39 | 800МФ4.308.003 | 63 | 10 | 1372 | 1063 | ИР800ПМФ4 | договорная |
| 40 | 800МФ4.402.003 | 63 | 10 | 1677 | 1307 | ИР800ПМФ4 | 40 000 |
| 41 | 6Т13Ф3-1.300.001 | 50 | 10 | 980 | 520 | ГФ21716Т13Ф3 | 15 300 |
| 42 | 6Т13Ф3-1.600.001 | 63 | 10 | 1082 | 630 | ГФ21716Т13Ф3 | 20 300 |
| 43 | 6Т13Ф3-1.700.001 | 63 | 10 | 1555 | 1224 | ГФ21716Т13Ф3 | 36 800 |
| 44 | 6Р13Ф3-37.61.001 | 63 | 10 | 1072 | 600 | ГФ2171СЗ | 18 900 |
| 45 | 6Р13Ф3-01.38.001 | 50 | 5 | 835 | 430 | ГФ2171СЗ | 12 900 |
| 46 | 6Р13Ф3-70.001 | 63 | 10 | 1620 | 1204 | ГФ2171СЗ | 34 900 |
| 47 | 72019.010.08.100 | 40 | 6 | 738 | 280 | 6М13ГН-1 | 10 200 |
| 48 | 72019.010.05.150 | 50 | 8 | 1862 | 1204 | 6М13ГН-1 | 40 600 |
| 49 | 72019.010.05.200 | 50 | 5 | 854 | 241 | 6М13ГН-1 | 16 800 |
| 50 | 6Р13Ф3.37.180 | 50 | 5 | 854 | 241 | 20 400 |
Характеристики ШВП для оборудования с ЧПУ
Как раньше было отмечено, очень часто рассматриваемый привод используется для обеспечения хорошей работы станка ЧПУ. Ключевыми свойствами можно назвать такие моменты:
Протяженность ходового стержня. Как говорит практика, во многих случаях достаточно стержня длиной около 2-х метров. Очень нежелательно проводить установку варианта выполнения с большой длиной, так как оказываемая нагрузка будет причиной деформации и снижения ключевых рабочих свойств.
Линейное скоростное передвижение





![Ru:статьи:передача_механическая [юнитех]](https://domdetaley.ru/wp-content/uploads/7/9/c/79ca96cd34fb8b0bec6dcad3d510791f.jpeg)
При изготовлении станков с числовым программным управлением уделяют внимание тому, чтобы важные элементы перемещались с большой скоростью. Благодаря этому значительно увеличивается КПД и скорость обработки, а еще становится шире область использования устройства.
Наиболее основными параметрами можно назвать диаметр и шаг винта
Конкретно данные характеристики формируют то, какая нагрузка может оказываться на устройство.
При изготовлении довольно достаточно внимания уделяют точности. Данный показатель может варьировать в диапазоне от С1 до С10.

Мотор может передавать вращение напрямую или через предохранительные детали, например, специализированные муфты. Они дают возможность значительно уменьшить вероятность возникновения недостатков.
Рабочее испытание и испытание на опорную прочность в соответствии с ISO 3408-3
Измерение радиального биения t5 наружного диаметра вала на отрезке l5 для определения прямолинейности по отношению к АА’
| Номинальный диаметр d0в мм | I5 | t5p в мкм/интервал I5 | ||||||
| класс точности | ||||||||
| от | до | 1 | 3 | 5 | 7 | 10 | ||
| 6 | 12 | 80 | 16 | 20 | 25 | 32 | 40 | 80 |
| 12 | 25 | 160 | ||||||
| 25 | 50 | 315 | ||||||
| 50 | 100 | 630 | ||||||
| 100 | 200 | 1250 |
| Номинальный диаметр I1/d0 | t5max в мкм/I1>4*15 | ||||||
| От | до | 1 | 3 | 5 | 7 | 10 | |
| — | 40 | 32 | 40 | 50 | 64 | 80 | 160 |
| 40 | 60 | 48 | 60 | 75 | 96 | 120 | 240 |
| 60 | 80 | 80 | 100 | 125 | 160 | 200 | 400 |
| 80 | 100 | 128 | 160 | 200 | 256 | 320 | 640 |
Измерение радиального биения t6.1 опорных цапф по отношению к АА’ при l6≤l. Для длины l6>l должно выполняться условие
| Номинальный диаметр d0в мм | l в мм | t6.1p в мкм/интервал l | |||||
| класс точности | |||||||
| от | до | 1 | 3 | 5 | 7 | 10 | |
| 6 | 20 | 80 | 10 | 12 | 20 | 40 | 63 |
| 20 | 50 | 125 | 12 | 16 | 25 | 50 | 80 |
| 50 | 125 | 200 | 16 | 20 | 32 | 63 | 100 |
| 125 | 200 | 315 | — | 25 | 40 | 80 | 125 |
Измерение радиального биения t7.1 концевых цапф винта по отношению к опорным цапфам для l7≤l. Для длины l7>l примиенимо
| Номинальный диаметр d0в мм | l в мм | t7.1p в мкм/интервал l | |||||
| класс точности | |||||||
| от | до | 1 | 3 | 5 | 7 | 10 | |
| 6 | 20 | 80 | 5 | 6 | 8 | 12 | 16 |
| 20 | 50 | 125 | 6 | 8 | 10 | 16 | 20 |
| 50 | 125 | 200 | 8 | 10 | 12 | 20 | 25 |
| 125 | 200 | 315 | — | 12 | 16 | 25 | 32 |
Торцевое биение t8.1 заплечника опорной цапфы винта по отношению к опорной цапфе.
| Номинальный диаметр d0в мм | t8.1p в мкм | |||||
| класс точности | ||||||
| от | до | 1 | 3 | 5 | 7 | 10 |
| 6 | 63 | 3 | 4 | 5 | 6 | 10 |
| 63 | 125 | 4 | 5 | 6 | 8 | 12 |
| 125 | 200 | — | 6 | 8 | 10 | 16 |
Торцевое биение t9 опорной поверхности гайки по отношению к АА’ (только для шариковых гаек с предварительным натягом)
| Диаметр фланца D2в мм | t9p в мкм | ||||||
| класс точности | |||||||
| от | до | 1 | 3 | 5 | 7 | 10 | |
| 16 | 32 | 8 | 10 | 12 | 16 | 20 | — |
| 32 | 63 | 10 | 12 | 16 | 20 | 25 | — |
| 63 | 125 | 12 | 16 | 20 | 25 | 32 | — |
| 125 | 250 | 16 | 20 | 25 | 32 | 40 | — |
| 250 | 500 | — | — | 32 | 40 | 50 | — |
Радиальное биение t10p наружного диаметра гайки по отношению к АА’ (только для шариковых гаек с предвариетльным натягом)
| Диаметр фланца D2в мм | t10p в мкм | ||||||
| класс точности | |||||||
| от | до | 1 | 3 | 5 | 7 | 10 | |
| 16 | 32 | 8 | 10 | 12 | 16 | 20 | — |
| 32 | 63 | 10 | 12 | 16 | 20 | 25 | — |
| 63 | 125 | 12 | 16 | 20 | 25 | 32 | — |
| 125 | 250 | 16 | 20 | 25 | 32 | 40 | — |
| 250 | 500 | — | — | 32 | 40 | 50 | — |
Изменение параллельности t11 цилиндрической гайки относительно АА’ (только для шариковых гаек с предварительным натягом)
| t11p в мкм на 100 мм (кумулятивный) класс точности | |||||
| 1 | 3 | 5 | 7 | 10 | |
| 14 | 16 | 20 | 25 | 32 | — |
Стоит ли брать брендовые изделия?
Практика показала, что знаменитые производители также имеют процент бракованной продукции. Но он, конечно, гораздо ниже. Однако если понимать отличительные признаки некачественного товара, то можно покупать ШВП-аналоги. Проверенные фирмы могут предоставить товар не хуже брендовых и по точности и жесткости.

Однако часто эксперименты обходятся дороже затрат на оплату качественного товара при сложном техническом восстановлении процесса производства после ремонта. На маленький станок можно купить аналоги корейских или китайских компаний, но для массивного многоосевого управляющего центра требуется деталь надежная. Узнать о качестве любой продукции можно по отзывам покупателей.
Недоверие у потребителей вызывают новые фирмы-производители, не имеющие опыта в изготовлении такой продукции. Для оценки таких участников рынка прибегают к сравнению характеристик товара. Изначально в стоимость любой ШВП заложена минимальная цифра. Если товар дешевле, то он физически не может отвечать заявленным показателям. Поэтому погоня за экономией должна быть разумной.
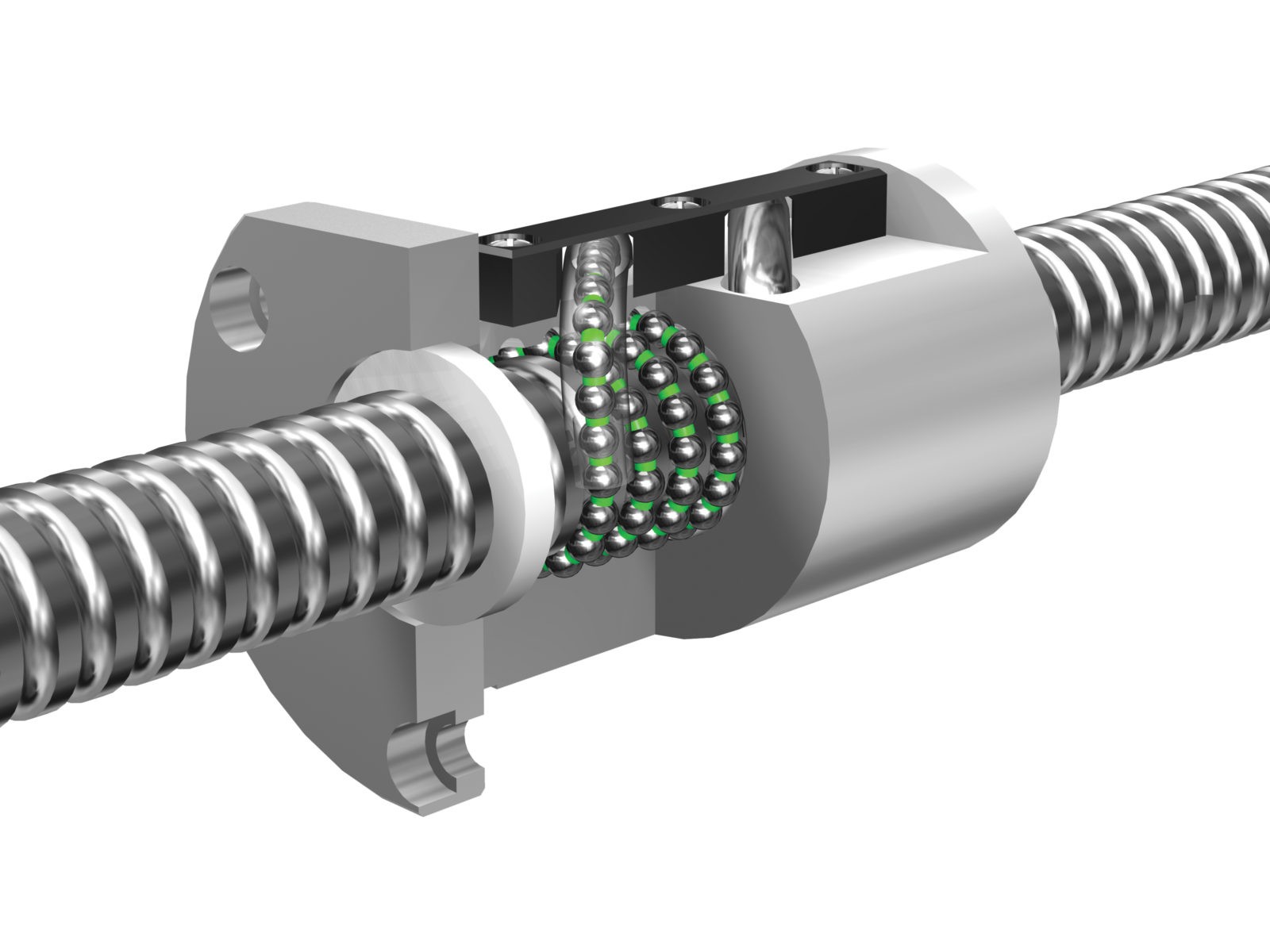
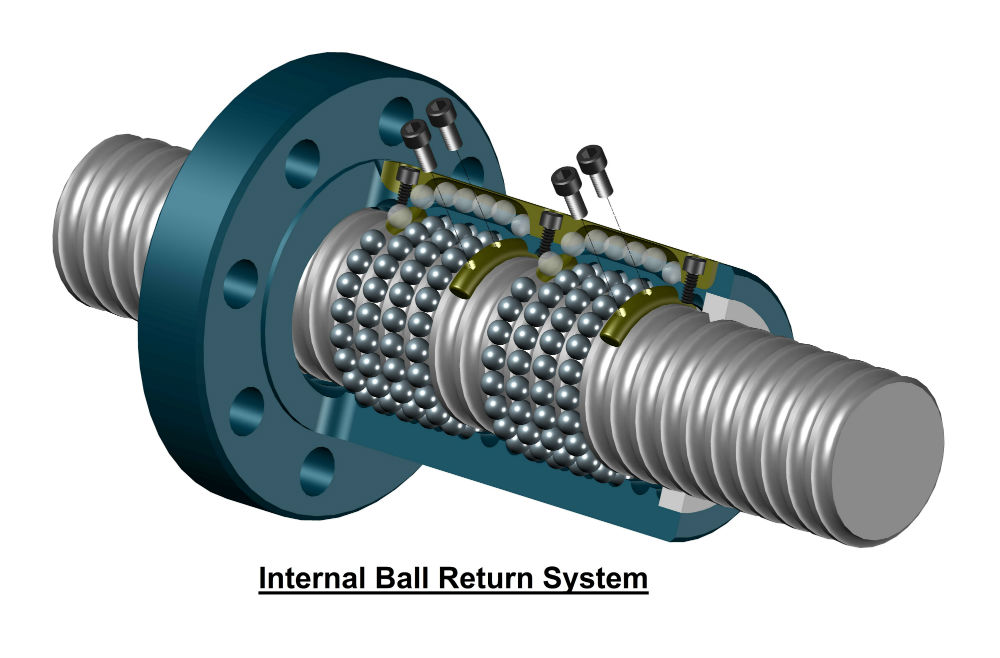
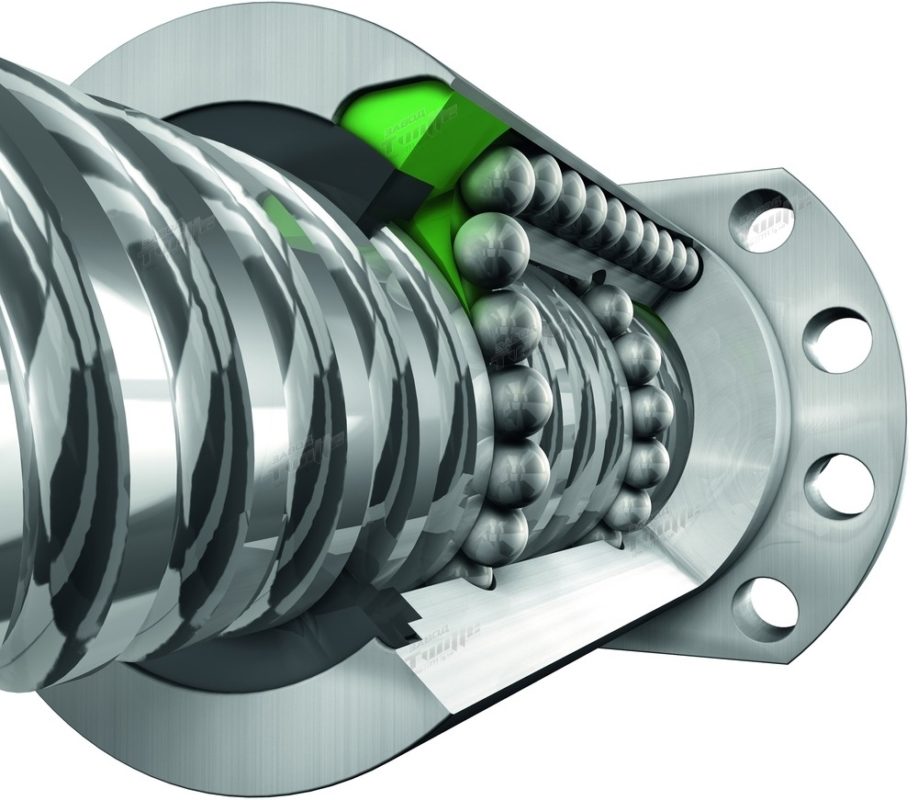
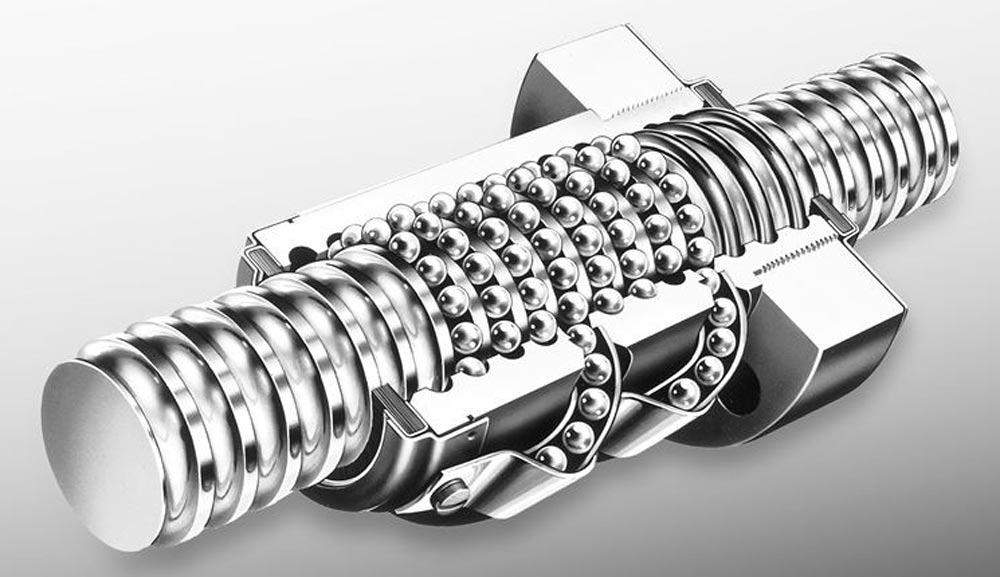
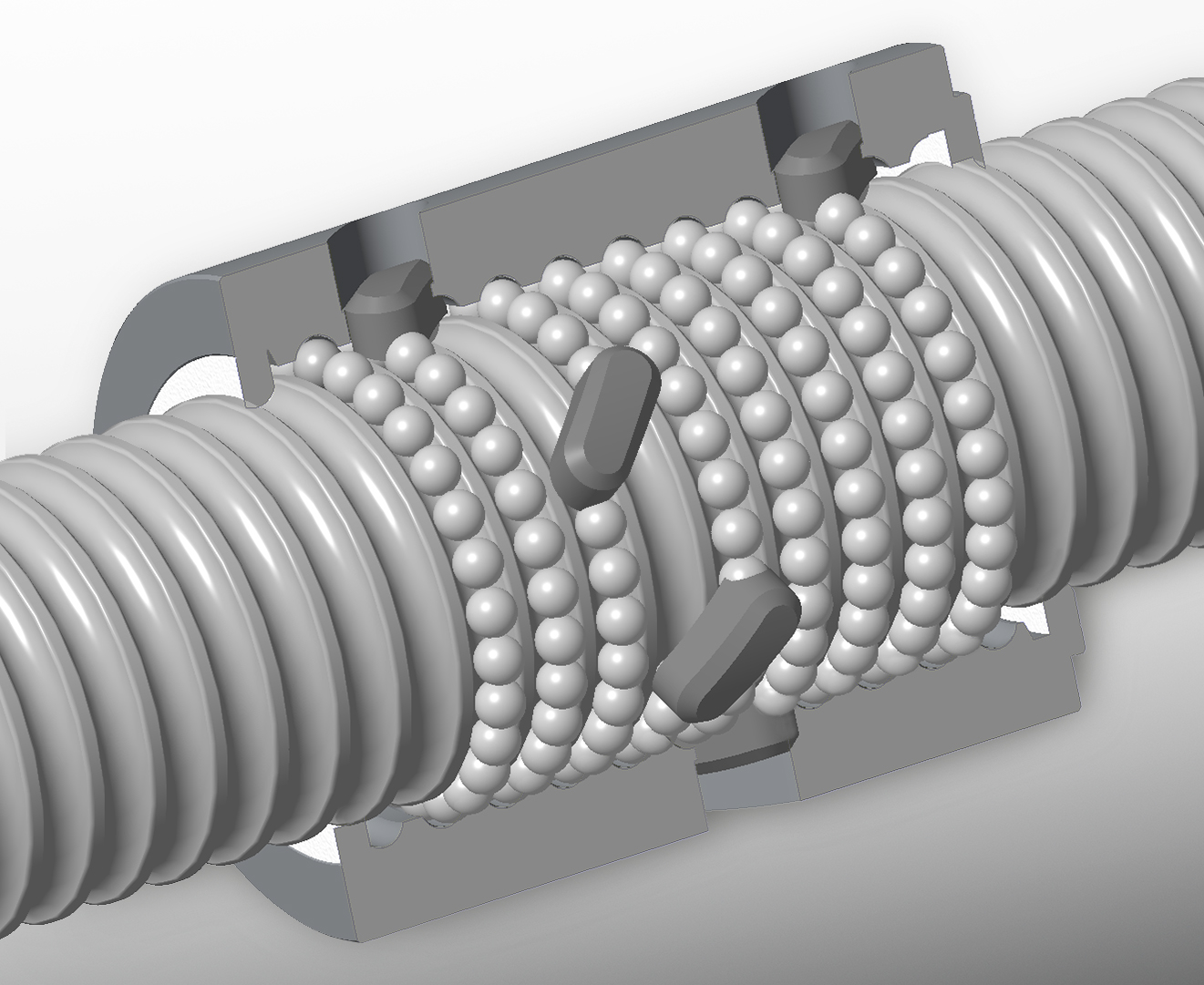
Системы рециркуляции шариков
Важным конструктивным элементом можно назвать систему рециркуляции шариков. Она отличается следующими характерностями:
- Шарики меняют собственное положение в каналах резьбы гайки и специализированных дорожках для бега винта. При этом они отличаются верными размерами. Во время изготовления шариков применяется сталь с большим уровнем стойкости к износу. В другом случае может возникнет люфт, который плохо проявится на эксплуатационных качествах шарико-винтовой передачи.
- Если не применять специализированную систему, то в конце хода шарики просто бы выбегали из конструкции наружу. Собственно поэтому при разработке конструкции постоянно применяются системы возврата.
- Внешняя система представлена железной трубкой, которая соединяет входное и отверстие для выхода. Система внутреннего типа предоставлена каналами, нарезаемыми вблизи винта.
В наши дни обширное распространение получил вариант выполнения, при котором движение шариков закольцовано. Благодаря этому обеспечиваются самые лучшие условия эксплуатации устройства.
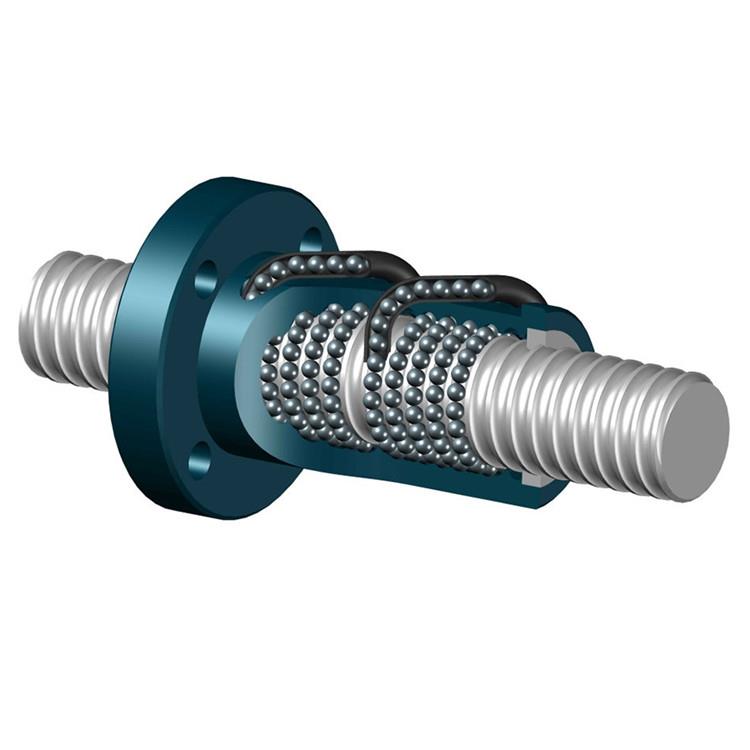
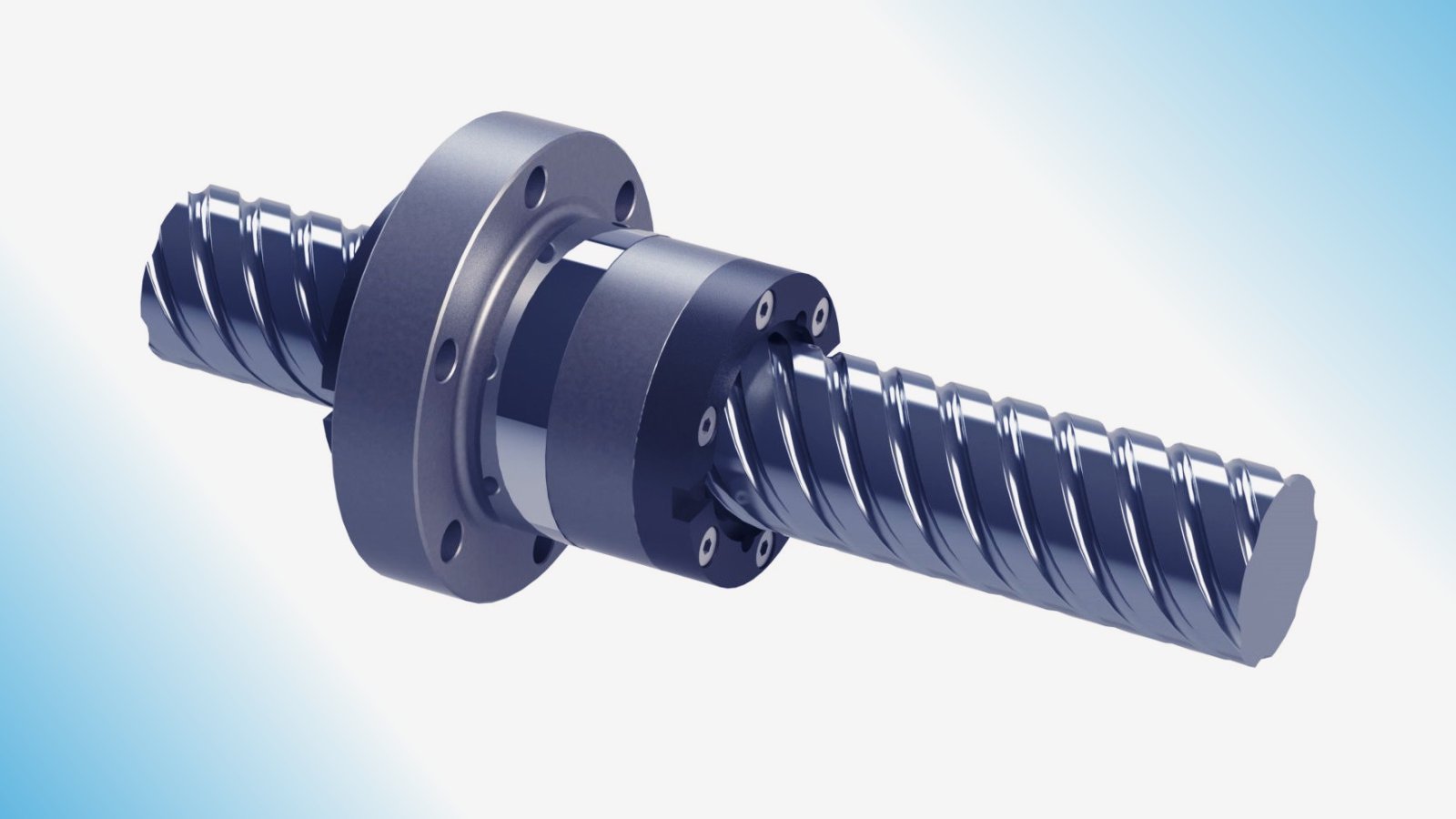
Шариковые винтовые передачи (ШВП) SBC
Шариковая винтовая передача – наиболее распространенная разновидность передачи винт-гайка качения (винтовая пара с промежуточными телами качения: шариками или роликами).
Функционально ШВП (шарико-винтовая передача) служит для преобразования вращательного движения в возвратно-поступательное (и наоборот). ШВП обладает всеми основными техническими преимуществами передачи винт-гайка скольжения, и при этом не имеет ее главных недостатков, таких как низкий КПД, повышенные потери на трение, быстрый износ.
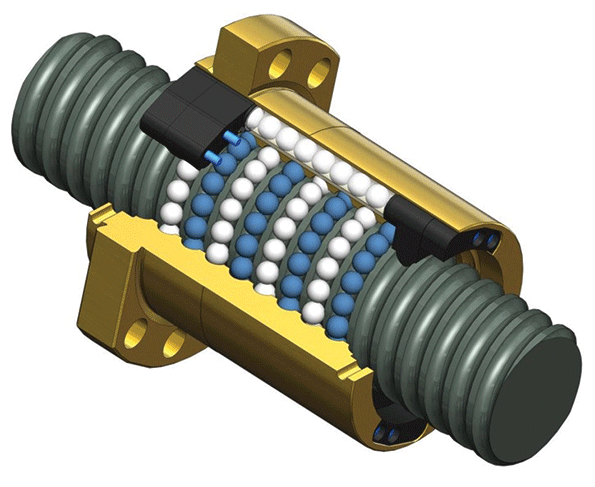
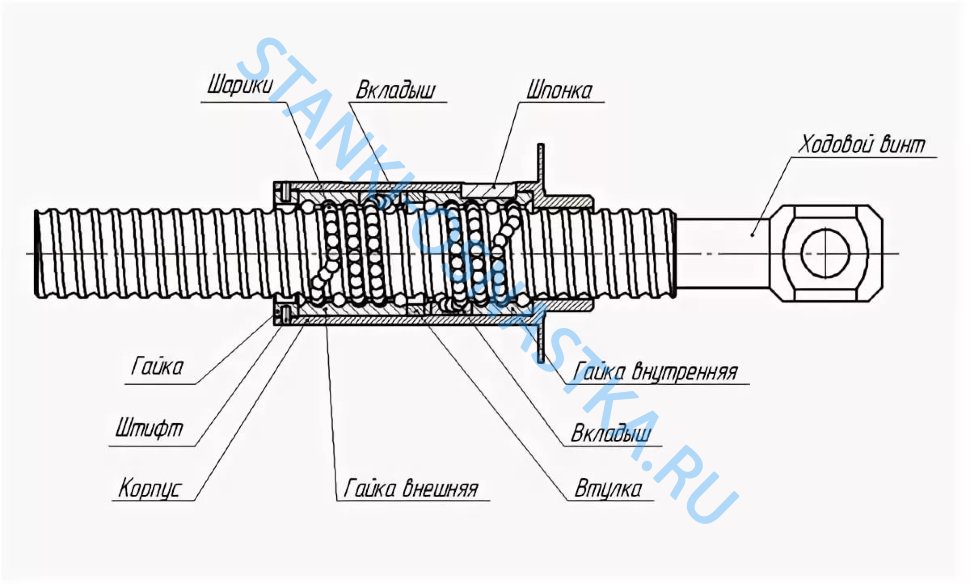
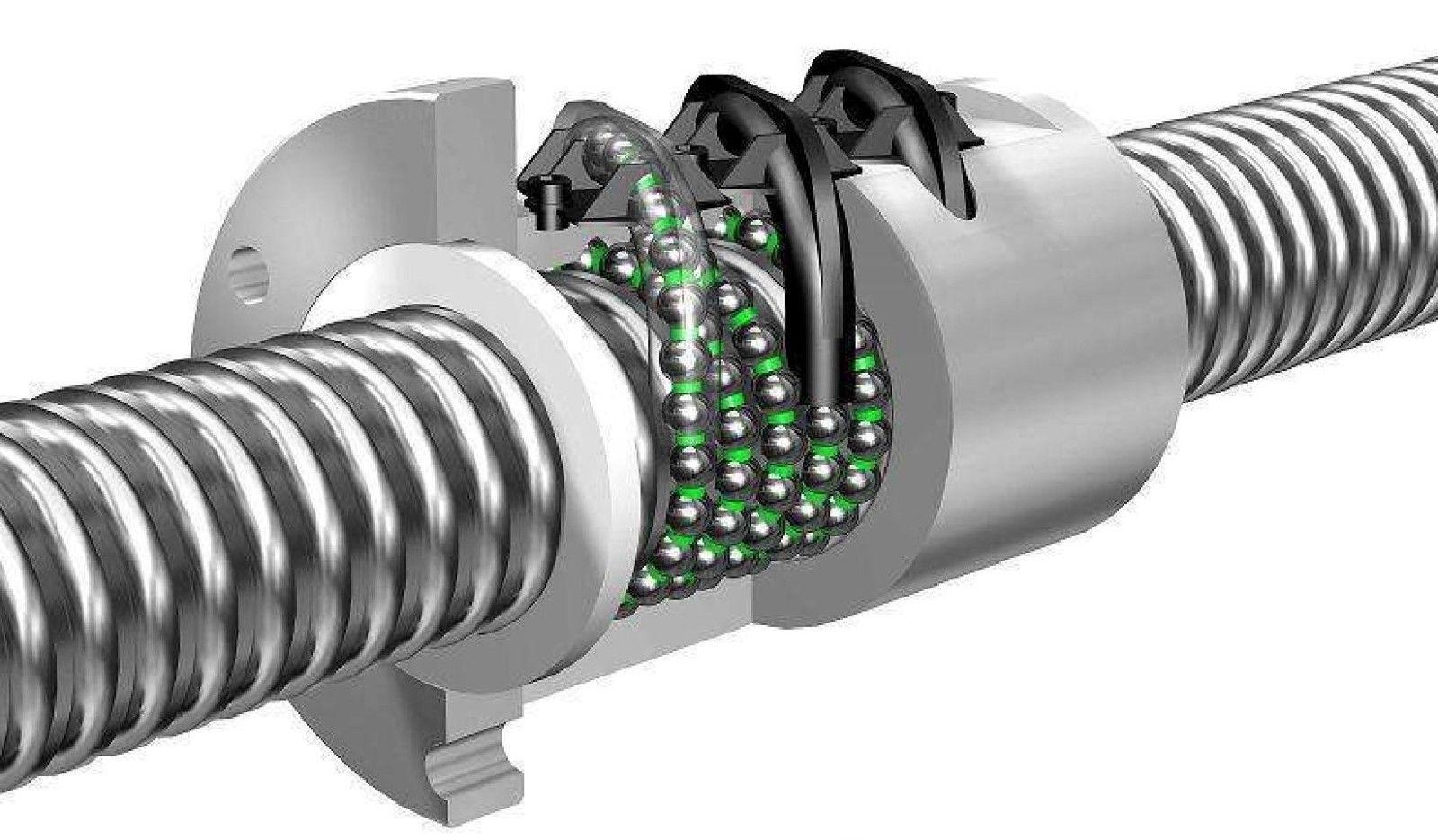
Конструктивно ШВП состоит из винта и гайки с винтовыми канавками криволинейного профиля. Канавки служат дорожками качения для размещенных между витками винта и гайки шариков. Перемещение шариков происходит по замкнутой траектории – при вращении винта шарики вовлекаются в движение по винтовым канавкам, поступательно перемещают гайку и через перепускной канал (канал возврата) возвращаются в исходное положение. Каналы возврата выполняются в специальных вкладышах, которые вставляются в соответствующее окно гайки, по числу рабочих витков.
При работе передачи шарики, пройдя по винтовой канавке на винте свой виток, выкатываются из резьбы в перепускной канал вкладыша, переваливают через выступ резьбы и возвращаются в исходное положение на тот же или на соседний (в зависимости от конструкции) виток. Для передач с многозаходной резьбой применяется особый тип исполнения гайки.
Число рабочих витков в ШВП обычно составляет от 1 до 6. Большее число витков применяется только в сильно нагруженных передачах, например, тяжелых станков.
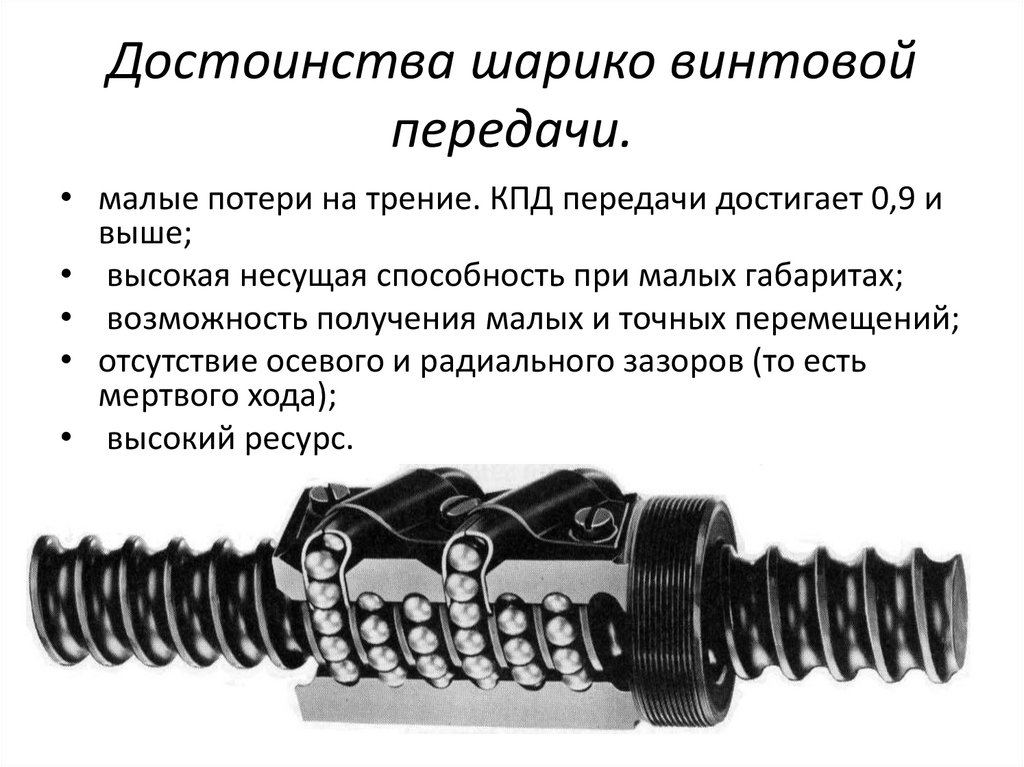
Основные достоинства шариковинтовой передачи:
- малые потери на трение;
- высокая нагрузочная способность при малых габаритах;
- размерное поступательное перемещение с высокой точностью;
- высокое быстродействие;
- плавный и бесшумный ход.
К недостаткам шариковинтовой передачи можно отнести:
- сложность конструкции гайки;
- ограничение по длине винта (из-за накапливаемой погрешности);
- ограничение по скорости вращения винта (из-за вибрации);
- высокую стоимость (исполнения с шлифованным винтом).
Высокоточные ШВП (шарико-винтовые передачи) производства SBC
SBC Linear Co., Ltd (Сеул, Корея) – крупнейший азиатский производитель систем и компонентов линейных перемещений.




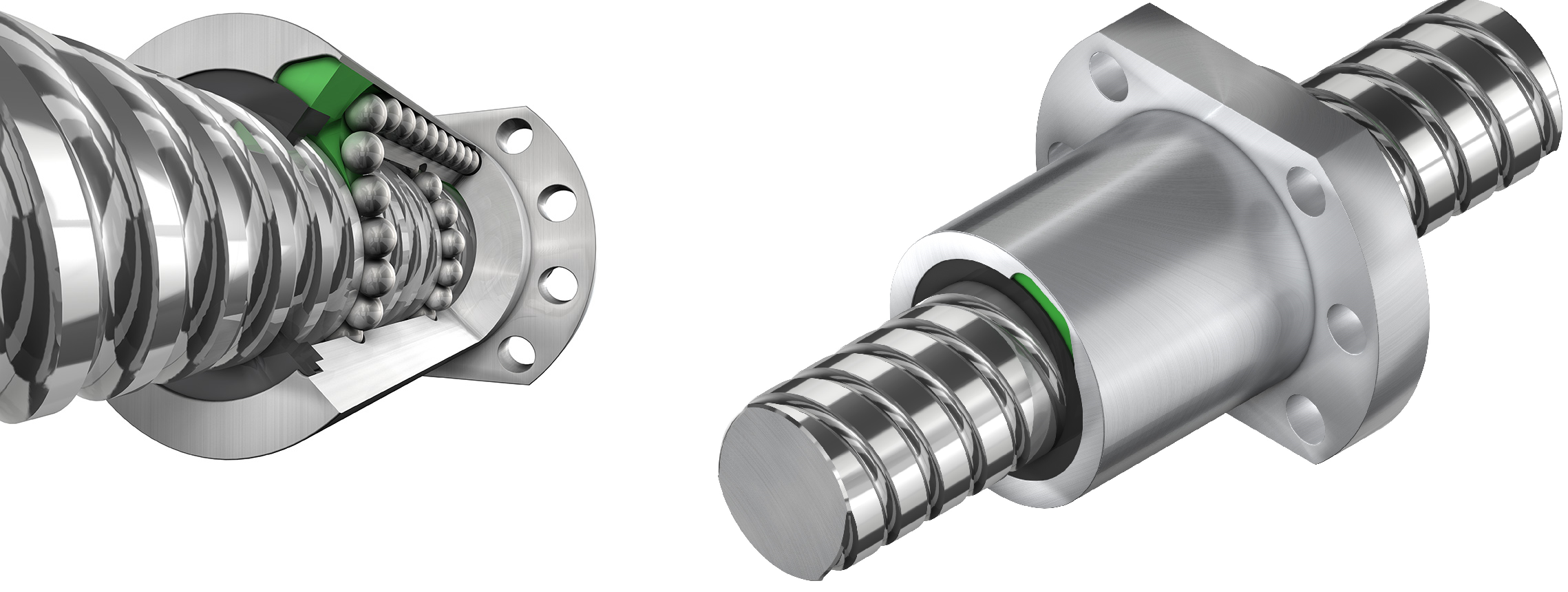
Продуктовая линейка компании включает рельсовые направляющие качения, цилиндрические линейные направляющие и линейные подшипники, линейные модули, системы роликовых направляющих и т. д. Отдельную товарную группу составляют высокоточные шлифованные ШВП и катаные ШВП, изготовленные по PSF-технологии.
SBC выпускает 4 серии шариковинтовых передач, которые различаются по конструкции гайки и шагу винта*, точности исполнения и доступным типоразмерам.
Серия STK. Диаметр винта – от 16 до 80 мм. Стандартный шаг винта – 5 мм (с увеличением диаметра винта возрастает до 10 мм и до 15 мм). Прецизионная фланцевая гайка. Классы точности – C5. Может поставляться с преднатягом и без него.
Серия SLK. Диаметр винта – от 16 до 62,5 мм. Фланцевая гайка с шагом от 10 до 40 мм в зависимости от типоразмера. Классы точности – C5. Может поставляться с преднатягом и без него.
Серия ZG. Диаметр винта – от 16 до 80 мм. Безфланцевая гайка с метрической резьбой по внешней поверхности. Стандартный шаг винта – 5 мм (с увеличением диаметра винта возрастает до 10 мм и до 15 мм). Классы точности – C5. Может поставляться с преднатягом и без него.
Серия MBS. Диаметр винта – от 6 до 12 мм. Фланцевая гайка с коротким шагом (от 1 до 5 мм). Классы точности – C5. Может поставляться с преднатягом и без него.
Максимальная длина винта для всех ШВП – 6 метров. Винты поставляются с предварительно обработанными концами (на выбор предлагаются несколько стандартных типов высокоточной обработки). Для нестандартных решений возможна обработка концов по ТЗ заказчика.
Для монтажа ШВП в машину или механизм предусмотрен достаточно большой выбор концевых опор, в т. ч. на подшипниках.
Все данные для расчета технических параметров и методика подбора ШВП для конкретных условий приведены в каталоге продукции.
ШВП (шарико-винтовые передачи) производства SBC рекомендованы к использованию в следующих отраслях промышленности:
- точное машиностроение;
- станкостроение;
- приборостроение;
- медицинская техника;
- подъемно-транспортное оборудование;
- научное и лабораторное оборудование;
- упаковочное оборудование;
- оборудование для пищевой промышленности;
- оборудование для химической промышленности.
*Шаг винта – перемещение по оси (в мм), которое гайка совершает за один оборот.
Документация по ШВП
ШВП, опоры, обработка концов 07.02.2021
Устройство и виды
В настоящее время имеется два основных устройства системы. Первый ее тип содержит неподвижную гайку и подвижный винт, а второй тип, наоборот, имеет подвижную гайку и неподвижный винт. К первой категории устройств можно отнести винтовой домкрат, а вторая группа используется, например, в ходовых винтах станков и в других устройствах.
Существует также несколько видов винтовых передач:
- Система скольжения.
- Система качения, характеризующаяся тем, что гайка имеет канавки, в которые помещаются шарики.
- Планетарные роликовые передачи, считающиеся довольно перспективными, так как отличаются высокой точностью и жесткостью.
- Волновой вид передачи, он отличается довольно малыми поступательными движениями.
- Гидростатическая винтовая передача, характеризующаяся малой степенью трения, малым износом и довольно высокой точностью.
Типы гаек ШВП
Шариковые гайки бывают:
- По методу создания резьбы – катанные и шлифованные. В 1 случае резьба наносится по методу холодной накатки, а во 2-м – по технологии нарезки и многоэтапной шлифовки. Шлифованные изделия обеспечивают более высокую точность позиционирования, но и цена у них выше.
- По типу конструкции – состоящие из 1-й или 2-х частей.
- С фланцем и без фланца.
- Подвижные и неподвижные – в зависимости от места крепления подвижного узла (на гайке или на винте).
- С шагом резьбы в диапазоне 1,5–50 мм. При большом шаге резьбы выше скорость, но ниже точность позиционирования, и есть риск самопроизвольного движения гайки.
- Разных классов точности – от С0 до С10, в зависимости от погрешности позиционирования гайки при ее движении вдоль винта (3,5–50 мкм).
- По назначению – транспортные и прецизионные, в зависимости от обеспечиваемой точности позиционирования. Транспортные модели используются в прессах, подъемниках и другом оборудовании, не требующем высокоточного позиционирования. В остальных случаях, включая медоборудование и станки с ЧПУ, используются винты и гайки ШВП прецизионного типа.
- В зависимости от рабочих условий – модели с зазором и с преднатягом. Для устранения зазора по оси, повышения жесткости и получения более точных перемещений ШВП с зазором собираются с предварительным натягом. Он реализуется использованием шариков увеличенного диаметра или установкой в общем корпусе 2-х гаек с дальнейшим осевым смещением и возможностью регулировки натяга.
- По типу передачи шариков – стандартные, нестандартные и высокоскоростные. В стандартных гайках происходит внутренняя передача шариков в гнезде или рессоре передачи. В нестандартных моделях реализована наружная передача шариков в перепускном канале. Для высокоскоростных гаек характерна особая конструкция торцевых крышек, и шарики перекатываются по продольному аксиальному отверстию.
- По размерам гайки ШВП бывают стандартной, миниатюрной и скоростной серии.
Точность ШВП
Высокоточные винты обычно дают погрешность порядка 1-3 микрон на 300 мм хода, и даже точнее. Заготовки под такие винты получают грубой механоообработкой, затем заготовки закаливаются и шлифуются до кондиции. Три шага строго обязательны, т.к. температурная обработка сильно меняет поверхность ШВП.
Hard-whirling это сравнительно новая технология металлообработки, которая минимизирует нагрев заготовки в процессе, и может произвести точные винты из закаленной заготовки. Инструментальные винты ШВП обычно достигают точности 250 нм на сантиметр. Они изготавливаются фрезеровкой и шлифовкой на сверхточном оборудовании с контролем специализированным оборудованием субмикронной точности. Аналогичным оборудованием оснащены линии по производству линз и зеркал. Такие винты обычно изготавливаются из Инвара или других инварных сплавов, чтобы минимизировать погрешность, вносимую тепловым расширением винта.
Типы шарико-винтовых пар
В таблице представлены виды ШВП в зависимости от их назначения и метода производства:
| Критерий сравнения | Типы ШВП | Особенности |
| Назначение | С зазором (транспортные) | Из-за люфта по оси менее точны. Используются в механизмах с отдельно измеряемым перемещением. Востребованы в подъемных механизмах, плоскошлифовальных станках, дверных и вентильных приводах, машинах для литья и деревообработки. |
| С натягом (прецизионные) | Отличаются высокой точностью. Обеспечивают прочную связку гайки с рабочим узлом. Передвижение гайки находится в жесткой зависимости от угла поворота винта. Такие механизмы используются в оборудовании с ЧПУ, роботизированной технике, контрольно-измерительных установках, координатных станках – везде, где нужно точное выполнение задач. | |
| Метод изготовления резьбового винта | Катанные | Производятся по технологии холодной накатки резьбы. Применяются в качестве транспортных ШВП. Отличаются менее плавным и точным перемещением. |
| Шлифованные | Выполняются при помощи закалки и многоэтапной шлифовки поверхности. Такие изделия применяются в оборудовании высокой точности. | |
| Изготовленные по технологии прецизионной накатки | Сочетает предыдущие способы металлообработки. Винты приобретают гладкость, как после шлифовки, но с экономией производственных расходов. |
Критическая скорость вращения шарикового винта
Как и у любого торсионного вала, у шарикового винта есть критическая скорость, которая является гармоническим колебанием. Постоянное вращение шарикового винта в диапазоне критической скорости сократит период эксплуатации, и может повлиять на производительность машины. Критическая скорость является функциональной зависимостью диаметра, длины шарикового винта и конфигурации монтажа. Осевой зазор гайки не оказывает влияние на критическую скорость nk.
Операционная скорость не должна превышать 80% от критической скорости. Формула ниже для подсчета допустимой скорости nkzyl учитывает этот фактор безопасности 0,8.
,где
Nk – критическая скорость (число оборотов в минуту)
Nkzyl – рабочая скорость вращения (число оборотов в минуту)
α – фактор безопасности (=0,8)
E – модуль эластичности (E=2,06*105 Н/мм2)
l – геометрический момент инерции (мм2)
d2 – диаметр стержня шарикового винта (мм)
γ – специфическая плотность материала (7,6*10 -5 Н/мм3)
g – постоянная величина земной гравитации (9,8*10 3 мм/с2)
А – поперечное сечение шарикового винта (мм2)
lk – неподдерживаемая длина между двумя корпусами
f – фактор коррекции по монтажу
| Плавающий – плавающий | λ=3.14 | f=9.7 |
| Жесткий – плавающий | λ=3.927 | f=15.1 |
| Жесткий – жесткий | λ=4.730 | f=21.9 |
| Жесткий – свободный | λ=1.875 | f=3.4 |
Максимально допустимая скорость шарикового винта ограничена.
Для гаек SC/DC d*nkzyl≤120 000
Для гаек CI, SK, SU/DU, SE d*nkzyl≤90 000 , где d – центральный диаметр шпинделя,мм
Пожалуйста, свяжитесь с нашими инженерами, если требуемая скорость превышает DN, или если шариковый винт используется на более высоких скоростях.