

Плоскошлифовальные станки
Этот тип оборудования используется для высокоточной обработки металлических изделий, имеющих плоскую поверхность. Однако на некоторых моделях могут шлифоваться и заготовки, имеющие круглую форму. Отличительной особенностью конструкции плоскошлифовального оборудования любой марки является способ крепления обрабатываемой детали. В отличие от круглошлифовального аналога изделие закрепляется не в патроне, а непосредственно на рабочей поверхности станка посредством мощного электромагнита (иногда используют самодельный магнит, выполненный своими руками).

Плоскошлифовальный станок
Группа плоскошлифовальных станков также делятся на два типа по способу работы:
- работающие торцевой поверхностью абразивного круга;
- работающие периферией абразивного круга.
Первая группа имеет более высокую производительность, тогда как вторая группа способна обеспечить очень высокую точность (8-10 класса). Управление может производиться мастером как своими руками, так и с помощью блока ЧПУ.
Одной из разновидностей этого типа оборудования является . В качестве рабочего инструмента в нем выступает абразив ленточного вида. Лента выполнена в форме кольца, размещенного между двумя валами, и может располагаться как в горизонтальном положении, так и в вертикальном, в целом же принцип работы остается тем же. Конструкция ленточно шлифовального станка предполагает возможность изменения скорости инструмента при работе по металлу, что позволяет изменять режимы обработки.
Ленточно шлифовальный станок с легкостью можно сделать своими руками. В заводском исполнении существуют такие виды:
- с подвижным рабочим столом;
- со статичным;
- со свободным ленточно абразивным инструментом.
Отдельную нишу занимают широколенточные модели по металлу, в которых стол имеет гусеничную форму.
Важным элементом в конструкции ленточно шлифовального станка является наличие вытяжки, необходимой для удаления металлической пыли и мелких частиц абразива.
Немалую роль играет и выбор ленточно абразивного инструмента, основным параметром которого является зернистость. Именно этот момент влияет на шероховатость готового изделия.
При работе на ленточно шлифовальном станке нужно следить, чтобы лента была склеена правильно, и не имела надрывов, чтобы избежать сбоев.
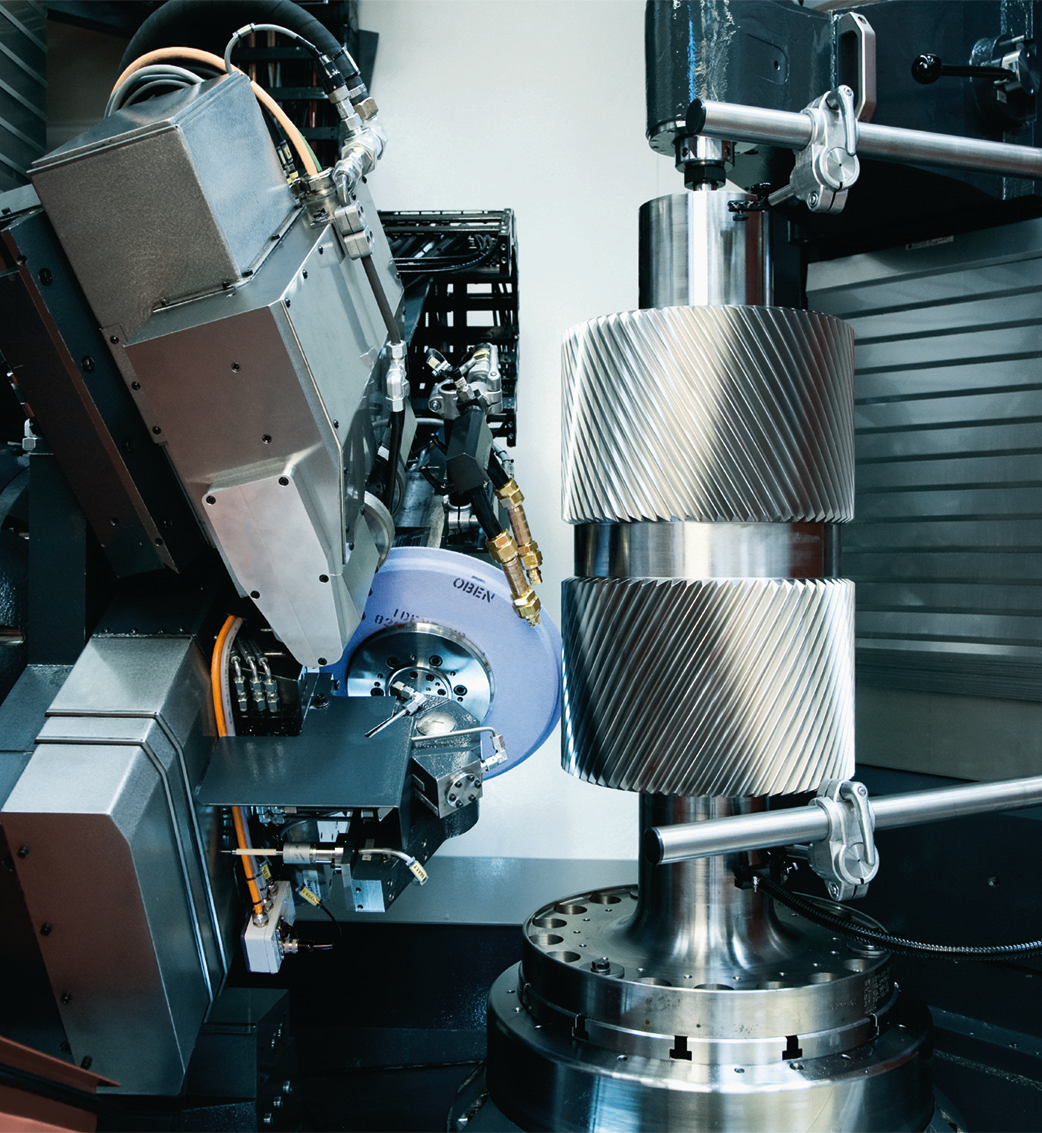
Технические характеристики зубошлифовального станка 5В833
| Наименование параметра | 5В833 | 5А841 | 5М841 |
|---|---|---|---|
| Основные параметры станка | |||
| Диаметр устанавливаемого изделия, мм | 40..320 | 30..320 | 30..320 |
| Наименьший диаметр окружности впадин, мм | 30 | ||
| Модуль устанавливаемого изделия, мм | 0,5..4 | 1,8..8 | 1,5..8 |
| Число зубъев устанавливаемого изделия, мм | 12..200 | 10..200 | 10..200 |
| Наибольшая ширина зубчатого прямозубого венца устанавливаемого изделия, мм | 150 | 150 | 160 |
| Расстояние между центрами суппорта обрабатываемого изделия, мм | 215..335 | 175..400 | |
| Расстояние от оси круга до линии центров, мм | 195..420 | ||
| Наибольший угол наклона зубъев, мм | ±45 | ±45 | ±45 |
| Точность обработки, DIN | 4..5 | ||
| Наибольшая масса устанавливаемого изделия, кг | 200 | 200 | |
| Бабка шлифовальная (шпиндельная) | |||
| Диаметр шлифовального круга (абразивного червяка), мм | 330..400 | 260..350 | 260..350 |
| Ширина шлифовального круга (абразивного червяка), мм | 63; 80 | 16..32 | 13..32 |
| Диаметр посадочного отверстия шлифовального круга (абразивного червяка), мм | 203 | 127 | |
| Диаметр конца шлифовального шпинделя, мм | 50 | ||
| Число оборотов шлифовального круга, 1/мин | 1920 | 1920 | |
| Вертикальное перемещение шлифовального шпинделя, мм | 180 | ||
| Суппорт изделия | |||
| Диаметр стола, мм | 280 | 280 | |
| Ход стола, мм | 180 | 30..165 | |
| Подача обката, мм/мин | 6..800 | ||
| Конус шпинделя изделия, мм | Морзе 3 | ||
| Конус верхней бабки, мм | Морзе 3 | ||
| Ручное перемещение стойки вдоль оси шлифовального шпинделя, мм | 120 | ||
| Ползун | |||
| Длина хода, мм | 20..160 | ||
| Число двойных ходов ползуна в минуту (бесступенчатое регулирование) | 50..280 | ||
| Ролик опорный | |||
| Наибольшая величина зоны перестановки, мм | 405 | ||
| Перемещение опорного ролика на одно деление лимба перестановки, мм | 0,002 | ||
| Перемещение опорного ролика на один оборот лимба перестановки, мм | 0,02 | ||
| Перемещение опорного ролика на один оборот лимба распределения припуска, мм | 0,16 | ||
| Цена деления шкалы нониуса зоны перестановки, мм | 0,002 | ||
| Цена деления шкалы лимба распределения припуска, мм | 0,005 | ||
| Механизм правки | |||
| Количество алмазов | 3 | ||
| Диапазон компенсации износа шлифовального круга при правке, мм | 0..45 | ||
| Автоматическая прерывная радиальная подача механизма правки, мм | 0,01..2 | ||
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 8 | 8 | |
| Электродвигатель главного привода – шлифовального шпинделя, кВт | 4,0 | 1,1 | 1,5 |
| Электродвигатель насоса гидравлики, кВт | 1,1 | 2,2 | 2,2 |
| Электродвигатель вентилятора масляного теплообменника, кВт | 0,27 | ||
| Электродвигатель привода механизма подачи, кВт | 0,18 | 0,18 | |
| Электродвигатель насоса охлаждения, кВт | 0,15 | 0,15 | |
| Электродвигатель магнитного сепаратора, кВт | 0,5 | 0,18 | 0,18 |
| Электродвигатель привода ползуна (вертикальной подачи), кВт | 1,1 | 1,9 | |
| Электродвигатель редуктора поворота ползуна, кВт | 1,1 | ||
| Электродвигатель пылесоса, кВт | 0,27 | ||
| Электродвигатель системы смазки, кВт | 0,08; 0,27 | ||
| Суммарная мощность электродвигателей, кВт | 7,08 | 6,6 | |
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 2400 х 2500 х 2040 | 2850 х 2315 х 2635 | 2850 х 2315 х 2085 |
| Масса станка с электрооборудованием и охлаждением, кг | 7000 | 8000 | 8000 |
Список литературы по зубообработке
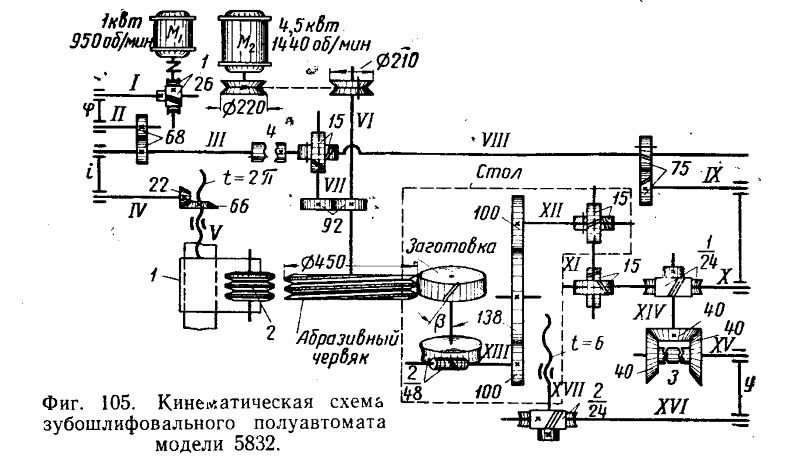
Зубошлифовальный полуавтомат 5В833. Руководство по обслуживанию, 1974
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
Гальперин Е.И. Наладка зуборезных станков, 1960.
Козлов Д.Н. Зуборезные работы, 1971.
Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
Мильштейн М.З. Нарезание зубчатых колес, 1972.
Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Устройство и принцип работы
Сверлильный станок на магнитной подошве: виды и особенности магнитных станков Понять принцип работы проще, когда известны ключевые узлы станка. К ним относятся:
- Неподвижная станина. Основание, которое удерживает на себе остальные элементы оборудования. На ней устанавливаются устойчивые ножки. Компактные модели могут комплектоваться колёсиками для перемещения по мастерской.
- Бабка, на которой закрепляется шпиндель с шлифовальным кругом.
- Суппорты, ножи.
- Коробка скоростей.
- Устройство для изменения положения оснастки.
- Тиски для удержания заготовки.
- Панель управления.
- Направляющие, по которым перемещается стол.
- Рабочая поверхность для размещения деталей.
Область применения
Шлифовка металлических поверхностей разной конфигурации относится к обработке металла резанием и часто является финишной операцией. Как промежуточную, её используют для подготовки деталей под поверхностную закалку токами высокой частоты и другие операции, не терпящие шероховатости и рисок на поверхности.






Шлифовальные станки применяют в основном для обработки стали, чугуна. Возможно использование для керамики, камня, дерева.
Инструментом для шлифования служит абразивный круг, шлифовальная лента или хонинговальная головка. Применяется обработка в машиностроении при изготовлении прокатного оборудования и в других отраслях, где нужна высокая точность размеров деталей.
Хонинговальные
Станки для хонингования или шлифовально-притирочные выполняют высококачественную тонкую обработку с целью придания изделию окончательной формы. Основные конструктивные элементы включают станину, блок вращения шпинделя, устройство крепления детали, механизм управления.
Виды станков различаются по конструктивным и иным техническим характеристикам:
- расположение шпинделя бывает вертикальным, горизонтальным, наклонным;
- длина шпинделя различна, меняются насадки;
- количество шпинделей варьируется от одного до нескольких для комплексной шлифовки сложного изделия;
- может производиться обработка внешней, внутренней поверхности, обеих одновременно;
- степень автоматизации различна: станки с механическим управлением выполняют малые объемы; полуавтоматические, автоматические и универсальные имеют более высокую скорость хонингования.
Деталь крепится неподвижно, вращательные и поступательные движения совершает шпиндель, на котором установлена хонинговальная головка с абразивными брусками. Их радиальная подача увеличивает диаметр рабочей части.
Система активного контроля замеряет параметры обрабатываемой заготовки. Оборудование предназначено для внешней или внутренней финишной шлифовки отверстий и валов, исправления дефектов, создания микрорельефа.
Виды круглошлифовальных станков
Пример компоновки станка ЗМ151
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач. Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
- возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
В настоящее время выпускается большое количество моделей круглошлифовальных станков. Поэтому помимо выбора по конструктивным параметрам необходимо учитывать технические и эксплуатационные качества оборудования.
Виды шлифовальных станков по металлу
Современные станки разделяются на несколько разновидностей, а зависит это от их предназначения.
- Круглошлифовальный станок. Назначение этого оборудования — обработка цилиндрических и конических поверхностей. А также такие станки могут обрабатывать торцевые поверхности. Круглошлифовальный станок может быть универсальным и простым. На универсальных станках устанавливается функция поворота шлифовального диска. Простые этой возможности лишены.
- Внутришлифовальный. Из названий можно понять, что предназначение станка — обработка поверхностей изнутри.
- Плоскошлифовальный. Предназначается для обработки сопряжённых плоских поверхностей, а также прямых деталей.
- Бесцентрошлифовальный. Такое оборудование применяется на крупносерийном производстве. Заготовку нельзя будет зафиксировать обычным способом, поскольку удерживаться она будет из-за силы вращения между специальным роликом и шлифовальным кругом. Два этих предмета будут вращаться в противоположных направлениях.
Шлифовальные станки можно приобрести при помощи специализированных сайтов, на которых реализуется только качественная продукция известных компаний.
Основным отличием плоскошлифовального и круглошлифовального станка является тип обрабатываемой детали. На круглошлифовальном агрегате можно обрабатывать детали типа вала, то есть трубы. А на плоскошлифовальном оборудовании обработка ведётся только плоских поверхностей, можно обрабатывать пластины.
Особенности типовой конструкции
Практически все современные зубодолбежные станки имеют практически идентичную компоновку. Основные узлы следующие:
Станина. Устройство практически всех металлообрабатывающих станков имеет станину, которая необходима для объединения всех элементов и гашения вибрации.
Гитара обкатки. Схема зубодолбежного станка предусматривает возможность настройки устройства для получения заготовок с определенными параметрами.
Шпиндель. Зубодолбление проходит при контакте режущего инструмента с заготовкой. Шпиндель предназначается для крепления режущего инструмента.
Рабочий стол. Зубодолбёжные станки также имеют рабочий стол, на котором проводится крепление заготовки во время обработки.
Направляющие суппорта

Рассматривая зубообрабатывающее оборудование следует уделить внимание тому, что подвижные элементы представлены суппортами.
Гитара, которая обеспечивает круговую и радиальную подачу. Гитара сменных колес представлена шестернями самого различного диаметра.
Долбежный суппорт
Назначение его достаточно просто: крепление долбяка и обеспечение его подачи.
Кулачки врезания. Эти элементы позволяют настроить режим обкатки, довольно быстро сменяются при необходимости.
Следует учитывать, что принцип работы зубофрезерных станков основан на работе четырех цепей:
- Главное движение, передаваемое режущему инструменту. Главное движение круговое, принимает основной крутящий момент от установленного электродвигателя.
- Радиальная подача может подаваться как заготовке, так и режущему инструменту.
- Круговая подача, передающаяся обрабатываемой заготовке.
- Обкатка.
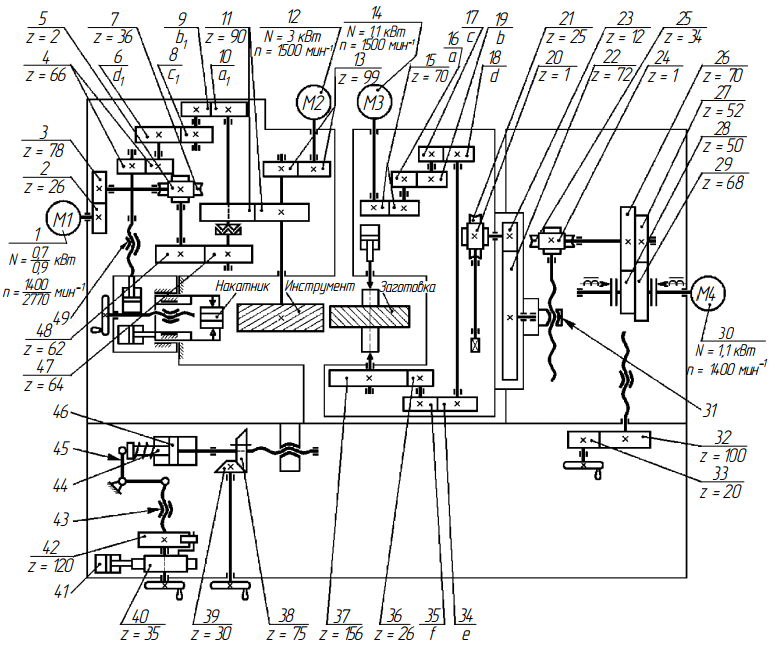
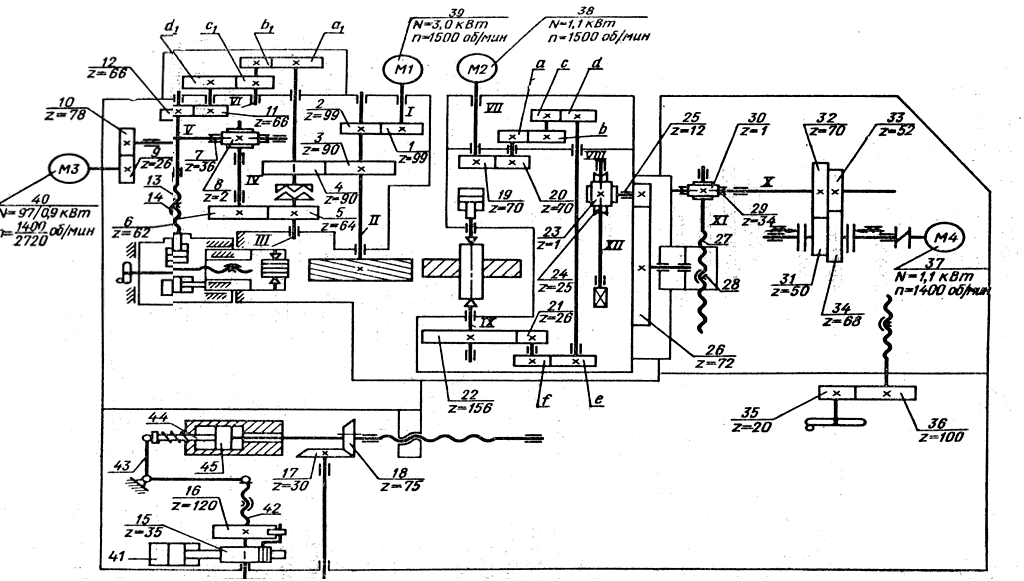
Примером подобной работы можно назвать модель 5М14
Проводя обзор можно уделить внимание тому, что основное вращение передается от главного электродвигателя. Момент, который передается на режущий инструмент или заготовку, передается через клиноременную передачу
Кроме этого есть и коробка скоростей, которая позволяет управлять зуборезным оборудованием.
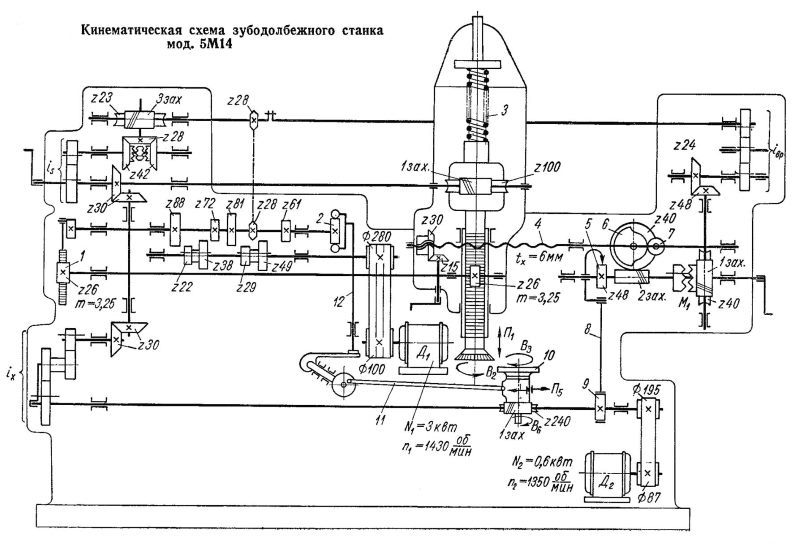
Кинематическая схема станка 5М14
Программирование в станкостроении
Для программирования станков, используется ассемблер — специальный язык. На нем “пишется” производственный цикл. Программы ЧПУ обеспечивают моментальный набор скорости, моментальное торможение и прочие алгоритмы.
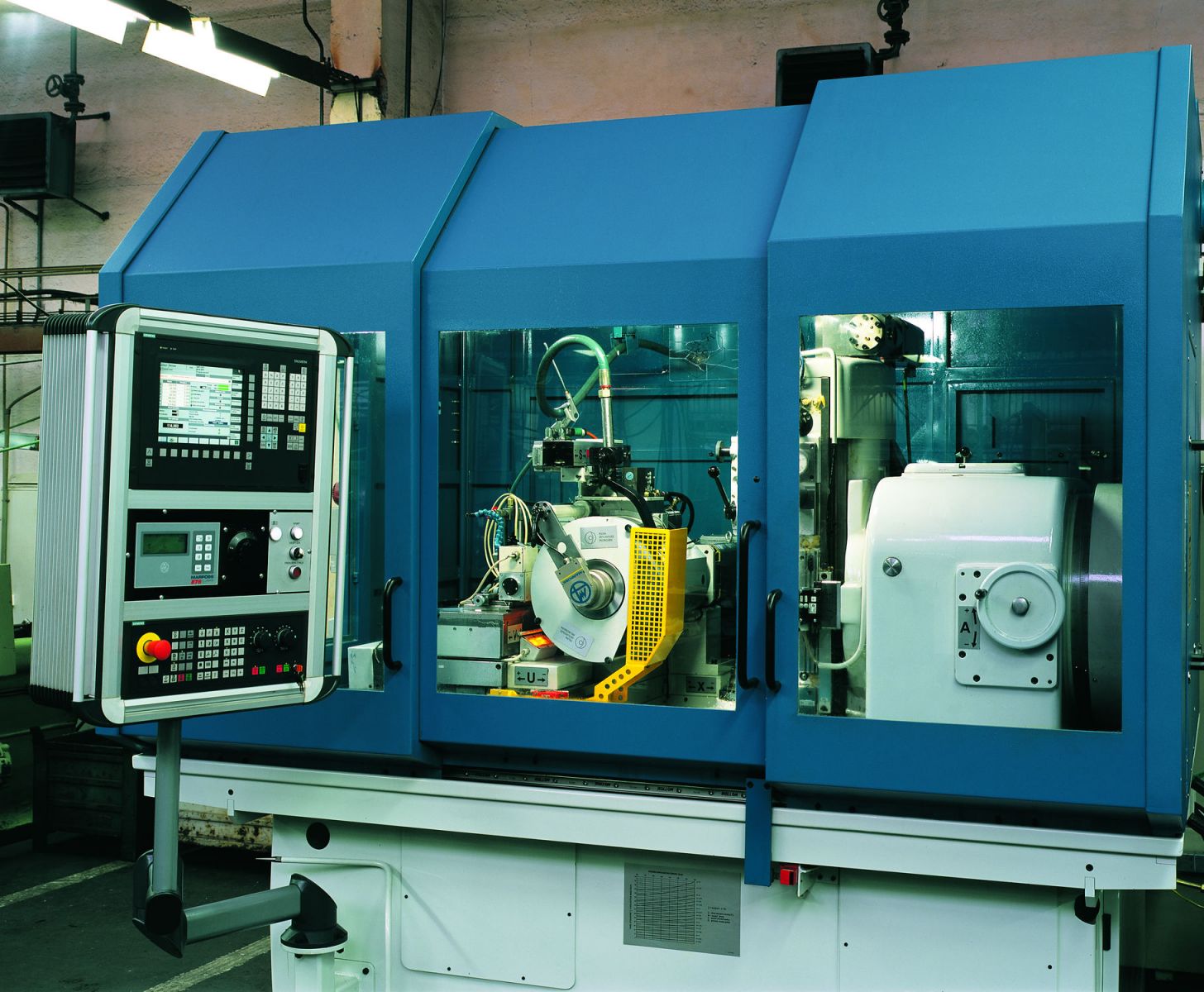
Современные зубошлифовальные станки оснащаются ЧПУ. Уровень автоматизации напрямую влияет на качество и способ изготовления деталей.


В производстве программистов требуются программисты. Они востребованы в процессе практической эксплуатации в серийном производстве, а также в производстве уникальных деталей без работы.
Автоматизация производства предъявляет «конвейерные» требования к работе станков по линии производства. Числовое программирование позволяет менять задачи для станков на уровне конкретного цеха. Оборудование используется для создания:
- шасси самолета;
- детали крыла;
- рулевой тяги;
- двигателей хвоста;
- небольших, не важных для полета, но существенных для комфорта пилота механизмов;
- деталей автомобилей и станкового оборудования.
В современном производстве применяются различные программы, управляющие не одним станком, а целыми линиями. Многие современные изделия требуют исполнения операций в четкой последовательности и выполняются долго и качественно. Участие человека при этом совершенно не требуется.
Область применения
Шлифование представляет собой процесс обработки заготовки различными абразивными материалами по металлу для придания ей требуемой точности, независимо от того, произведена ли деталь серийно или своими руками. Это происходит за счет того, что при контакте инструмента с обрабатываемой деталью с ее поверхности снимается тончайший слой металлической стружки. Процесс проводится поэтапно, до тех пор, пока не будет достигнута требуемая точность. Кроме того, повышаются антикоррозионные свойства изделия, улучшается внешний вид, даже самодельный предмет, сделанный своими руками, будет иметь вид фабричного.
https://youtube.com/watch?v=tnbOn3kz2d0


На предприятиях используется два вида шлифовальных станков для обработки по металлу:
- специализированные;
- общего назначения.
Специализированное шлифовальное оборудование по металлу изготавливается для конкретного предприятия по индивидуальным чертежам и для конкретной работы. В большинстве случаев используются станки общего назначения, марки которых различают по способу обработки:
- наружная (шлифовальный инструмент соприкасается с внешней поверхностью заготовки);
- внутренняя (шлифовке подвергается внутренняя часть детали – различные отверстия, как сквозные, так и глухие);
- профильная (применяется при чистовой обработке сложных по форме изделий).
Существуют марки устройств, которые могут выполнять несколько видов обработки, однако их стоимость слишком высока, и сложность работы на таком агрегате не лучшим образом отражается на рентабельности производства.
Разновидности
Зубодолбежные станки подразделяются на три основных типа:
- Модификации с подвижным в горизонтальной плоскости столом, позволяющим производить подачу на врезание. Также в его конструкцию входит неподвижная стойка.
- Варианты с неподвижным столом и стойкой, движимой по горизонтали и служащей для транспортировки инструмента на момент врезания.
- Модели со статичным столом, горизонтально перемещающейся стойкой и кареткой, способной выдвигать вертикально долбежный наконечник, изменяя положение его хода.
Автоматизированный агрегат с неподвижным столом имеет больше преимуществ, чем его аналоги. Для возможности изготовления конусных зубьев одна из осей инструмента монтируется под определенным углом. На станках, используемых в массовом производстве, предусмотрена промежуточная плита, подкладываемая под вертикальную стойку. Универсальные модификации оборудованы возможностью наклона стола или стойки в диапазоне 10 градусов.





