

Так что же выбрать?
Учитывая то, что оборудование с разными технологическими схемами имеет практически одинаковый уровень затрат на содержание и обслуживание, основные параметры, по которым оценивают оцилиндровочный станок – производительность и качество обработки всех элементов конструкции.
По первому показателю проходной станок оставляет позади все разновидности оборудования позиционного типа. То есть, позволяет обеспечить наименьший срок окупаемости капитальных затрат и большую прибыль. Правда, это утверждение действенно только при наличии стабильного сбыта и поставки сырья. Но качество изделий оставляет желать лучшего: шероховатая поверхность из-за недочетов системы базирования и несоблюдение прямолинейности при использовании недостаточно ровного сырья.
Относительно же точности обработки – лучшие показатели имеет позиционное оборудование, хотя его пропускная способность на порядок ниже проходных станков.
Впрочем, для объективной оценки производитель любого технологического оборудования обычно предоставляет образец, изготовленный на данном станке. Результаты его осмотра могут рассказать о многом.
Промышленный станок для производства продукции высокого качества должен быть оснащен:
- массивной станиной;
- точными направляющими;
- удобной системой управления;
- мощным приводом (7-90 кВт);
- ограждениями безопасности в зоне реза.
Подытожим: станки проходного типа незаменимы на крупном производстве, где есть возможность сортировки сырья. Основное направление бизнеса – серийное производство готовых строительных комплектов для возведения деревянных домов.
Но для средних, малых предприятий ориентированных на работу по эксклюзивным проектам, с объемами выпуска до 15м3/смену, а также – при использовании сырья с высоким процентом кривизны, сучков и прочих дефектов оптимальный вариант – позиционный токарный станок.
Чтобы совершить правильный выбор, необходимо иметь четкое представление о сырьевой базе, параметрах производственного помещения и технологической схеме работы будущего производства. Так как станок должен поддерживать размерный диапазон необработанных бремен, быть совместимым с другим оборудованием, соответствовать планируемой скорости потока и помещаться на территории цеха.
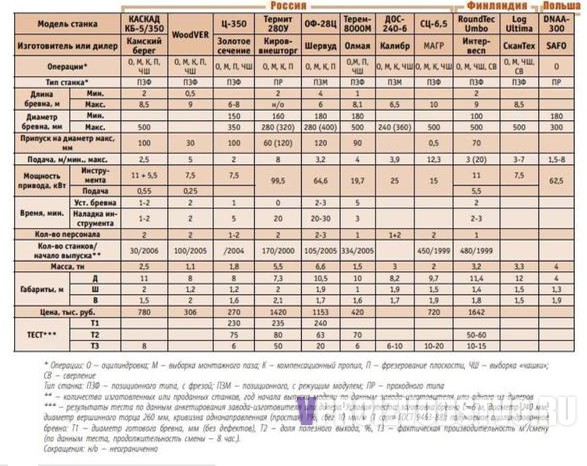
На сегодняшнем рынке деревообрабатывающего оборудования представлено около 30 компаний. Поэтому, зная параметры «своего» станка осталось определиться с производителем.
Полезные материалы по теме:
- Бизнес-план предприятия по производству оцилиндрованного бревна
- Предназначение и способы огнезащиты и биозащиты дерева на примере оцилиндрованного бревна
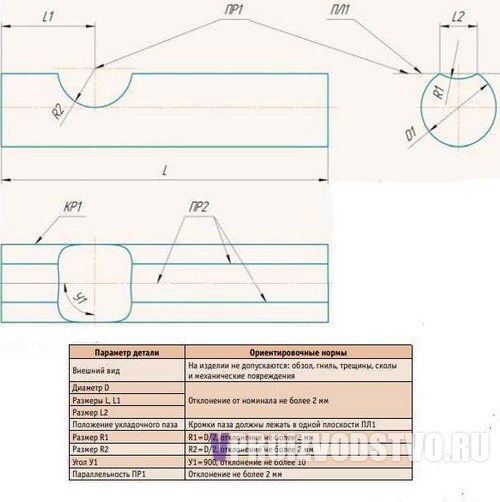
Формирование «чашек» — соединительных монтажных пазов
Элемент «чашка» выполняется при помощи фрезерного узла и прямолинейных направляющих, подающих инструмент. После формирования паза, фреза возвращается в исходное положение.
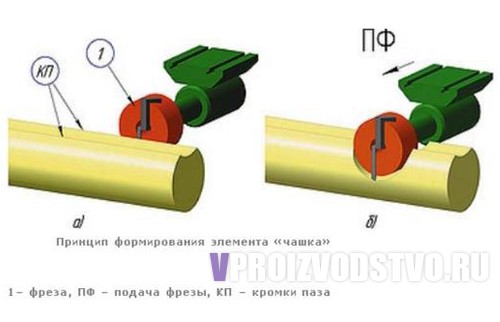
Такой конструктивный агрегат может быть частью технологического потока – опорной базой становятся кромки укладочного паза, на которые ориентируется ось «чашки». В наиболее распространенной компоновке фреза врезается в заготовку ниже центральной оси.
Но, как показывает практика, лучшие показатели точности демонстрируют станки позиционного типа, на которых чашкорезный аппарат установлен на суппорт с вертикальным расположением фрезы. В этом случае ось чашки может формироваться под различными углами к плоскости монтажного паза. Для такой работы чашкорезного агрегата необходимо, чтобы бревно поворачивалось вдоль оси и фиксировалось в новом положении.
Если оцилиндровочный станок не укомплектован чашкорезным модулем — оборудование для нарезки пазов можно купить и отдельно. Цена вопроса – от 100 000 руб.

Особенности оцилиндровочного станка
Сам по себе оцилиндровочный станок относится к категории деревообрабатывающего оборудования. С его помощью из круглого леса изготавливают оцилиндрованные бревна и профилированный брус.
Современное оборудование для оцилиндровки леса, кроме кругляка и профилированного бруса, может без переустановки изготавливать бревна полностью готовые к укладке. За один установ:
- придают бревну диаметр, одинаковый на всей его длине;
- выбирают монтажные пазы;
- вырезают венцовые чаши;
- изготавливают компенсационный паз перед сушкой;
- фрезеруют гладкие поверхности.
При дооснащении на станке можно производить:
- пиление кругляка на лафет и доски;
- получение обрезной доски;
- пиление погонных изделий.
Обработать бревна на таких станках можно длиной до семи метров. Современное оборудование комплектуется автоматизированным управлением на базе компьютера. Заданная программа может обрабатывать древесину с получением сложного профиля и различного диаметра.
Конструкция
Как и любой другой станок, оцилиндровочный состоит из следующих узлов:
- Станина или рама. На нее приходится основные нагрузки (концентрация напряжений, вибрации, изгибающие моменты) из-за того, что на ней закрепляются остальные узлы.
- Направляющие. Идеально ровные с гладкими поверхностями для легкого перемещения пильного устройства.
- Передняя и задняя бабки. Служат для закрепления круглого дерева перед обработкой. Центра бабок должны совпадать. В противном случае на выходе будет брак, а форма бревна будет представлять усеченный конус. Передняя бабка оборудуется механизмом, вращающим заготовку и делительным устройством с системой крепления. С его помощью можно повернуть на требуемый угол и зафиксировать в данном положении. За счет этого повышается качество конечного продукта.
- Рычаги. Они используются для облегчения подъема и правильной установки.
- Суппорт. На нем закрепляются инструменты и механизмы перемещения.
- Обрабатывающий инструмент. Режущим инструментом выступают сборные фрезы. Быстросменные ножи, изготовленные из высококачественной стали, позволяют вести высокоэффективную обработку без износа основной конструкции фрезы. Конструктивно фрезы выполняются универсальными и фигурными. Фигурная фреза выбирает монтажный паз, а универсальная ведет остальную обработку.
- Упорные ролики. При обработке длинной заготовки он провисает. Ролики призваны устранить данный недостаток. Также упорные ролики используются при продольном фрезеровании. Фреза при снятии слоя провоцирует изгиб заготовки, поэтому упорный ролик устанавливается напротив инструмента и движется вместе с ним по всей протяженности.
- Тормоза. При поперечной обработке (выборка чаш) требуется исключить продольное перемещение суппорта. С помощью механических тормозов производится надежная фиксация.
- Ручная регулировка. Она требуется для точной настройки при прорезании монтажного паза и чаши.
Классификация
В настоящее время потребителям доступны три вида оцилиндрованного бревна, различаемых по стоимости, а также качеству и технологии обработки:
| Естественной влажности |
Это объясняется тем, что на первом этапе дом проходит естественный процесс усушки и усадки. |
| Сухое | Здания, построенные из такого материала, усушки не требуют, так как она происходит в процессе производства. При этом последний состоит из 2-х этапов:
Пройдя все этапы подготовки, заготовки обрабатываются в чистовой размер, а затем нарезается чаша и тепловой замок. Длительность процесса производства оказывает прямое влияние на стоимость материала, которая на порядок выше от тех бревен, требующих естественного процесса усушки. |
| Клееное | Самый дорогостоящий стройматериал такого типа, это обусловлено сложностью производственного процесса. |
Этапы обработки
- Сначала бревна сортируются в зависимости от вида и назначения.
- Весь забракованный материал отбирается для дальнейшей переработки на пиломатериалы.
- Процесс изготовления оцилиндрованых заготовок — наиболее важный этап обработки. Для этих целей используется оборудование для оцилиндровки бревен — токарно-фрезерные станки, относящиеся к тяжелому классу. В ходе обработке бревнам придается форма правильного цилиндра, при этом толщина всех заготовок должна быть одинаковой.
- Далее на фрезеровка монтажного паза, предназначенного для устойчивости и более плотного прилегания бревен в конструкции.
- Делается на каждом бревне компенсационный пропил, позволяющий избежать его растрескивания при усушке.
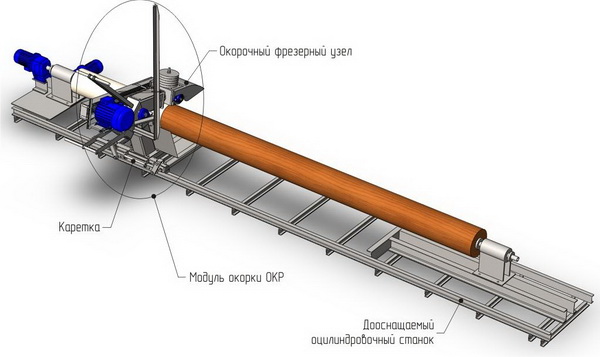
- Рельсовый путь необходим, чтобы не перетаскивать бревно вдоль фрезы вручную, а она перемещалась сама. Принцип работы такой установки аналогичен обычному фрезерному станку – фреза передвигается вдоль закрепленной вращающейся заготовки.
Фундамент
- Необходимо изготовить бетонированную площадку под станок. Если это не получается сделать, можно установить оборудование на плотном грунте, закрепив на направляющих деревянных шпалах длиной 1,5 м, располагаемых поперек станка. Между шпалами оставьте расстояние 1 м.
- На площадке – бетонной или подготовленной грунтовой устанавливаются секции рамы таки образом, чтобы каждая из них располагалась строго горизонтально и на одном уровне. Погрешность допускаться, но она не должна превышать 0,5-1 мм. Если площадка бетонированная, рама монтируется на высоте от 150 до 200 мм. Все стыки, образовавшиеся в процессе монтажа, следует также забетонировать.
- После этого можно приступать к установке на раму силового агрегата, а также бабок (передних и задних) и стоек. Чтобы закрепить электрический кабель, на стойки натяните трос. На последнем этапе на силовой агрегат установите прижим, после чего станок заземлите.

Удостоверьтесь, что все фазы в сети питания и на двигателе подключены правильно. Для этого запустите станок, и проверьте правильность работы фрезы и направление вращения заготовки.И если что-то пошло не так:
- движение фрезы не совпадает с пультом управления;
- бревно вращается не в том направлении,
фазы, как в сети, так и на двигателе следует поменять местами.
Эксплуатация
Прежде чем приступать к эксплуатации станка, сделанного своими руками, нужно проверить правильное размещение и жесткость фиксации бабок. Этот этап работы пропускать не следует, так как он очень важен.
Все бабки должны размещаться параллельно направляющим, а путем измерения расстояния между их центром и продольным профилем, а также ближней направляющей, измеряется их соосность. Расстояния не должны отличаться друг от друга больше, чем на 1 мм.
Перед тем как начать эксплуатировать станок для оцилиндровки бревен своими руками, следует проверить правильность расположения рамы по горизонтали. Для этого под нее укладывается прокладка, толщина которой равна половине конусности. Таки образом можно определить, насколько параллельны оси бабок с плоскостью перемещения фрезы.










Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.
В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.
Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.
Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка. В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций
Он также следит за качеством выполняемых работ, всеми этапами операций
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.

В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.

Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.

Кроме всего перечисленного, важную роль играет цена, производитель оборудования и требуемое качество обработки.
Классификация
Классифицировать оцилиндровочные станки можно следующим образом:
По способу движения бревна:
- проходные (обработка нескольких бревен происходит непрерывно);
- циклические (обработка нескольких бревен происходит повторением цикла);
- циклические проходные (перемещается режущий инструмент);
- циклические позиционные (перемещается вращающееся бревно).
По степени механизации:
- механизированные (человеку отводится роль загрузки заготовки, выгрузки готового изделия и настройки станка);
- автоматизированные (человеку отводится роль наблюдателя);
- полуавтоматизированные (станок производит один цикл, после чего требуется вмешательство человека).
По типу питания привода:
- электрические;
- бензиновые.
По диаметру обрабатываемого бревна:
- минимальный — 80 мм;
- максимальный — 500 мм.
Если рассматривать функционал станков, то можно отметить, что:
- у проходных станков высокая производительность, но низкая точность, а связано это с отсутствием центра базирования;
- у циклических позиционных станков высокая точность и шероховатость, но низкая производительность.
Широко используются циклические позиционные станки из-за небольшого размера и системы базирования, которая имеет надежную фиксацию.
Оцилинровочный станок – особенности оборудования
Станок для оцилиндровки бревен – механизм, в котором обработка бревен осуществляется за счет контакта с ними нескольких специальных фрез. Приводятся последние в движение специальным мотором (в некоторых комплектациях их два).
Все бревна во время подачи надежно фиксируются системой, благодаря чему достижима их простая и равномерная обработка.
Также в зависимости от типа оборудования может он иметь и рельсовый путь, установка которого для версии проходного типа требует специального бетонного основания для установки.
В продаже представлены различные виды оцилиндровочных станков, в том числе, оборудование вида Русь и Шервуд проходного типа, а также модульного типа.
Данное оборудование, как приборы Шервуд или Русь, могут быть самостоятельными единицами или же идти в составе комплекса деревообрабатывающего. Они бывают различной мощности.
Средний объем бревна, которое свободно пропускают станки Русь, Термит, Шервуд, составляет 240 мм, хотя отдельные варианты такого оборудования легко справляются и с более крупными образцами.

Оцилиндровочно — фрезерный станок Шервуд ОФ-28Ц
Оцилиндровочные установки позволяют выполнять целый ряд видов обработки материала. В частности, именно с его применением делают непосредственную оцилиндровку бревна, подготовку продольного паза укладочного, пропила компенсационного, а также специализированных элементов для крепления – боковых чаш.










Подходит данное оборудование для всех без исключения разновидностей материала, в том числе, популярного бука, дуба, березы, ясеня, груши, ольхи, сосны и других разновидностей дерева. к меню
Плюсы и минусы данной технологии обработки
К преимущества данного вида станков для обработки бревна нужно отнести:
- Высокую скорость обработки изделий.
- Точность в выполнении многих видов обработки благодаря разновидности заточки ножей.
- Абсолютную безопасность оператора при работе с таким оборудованием.
- Простоту в настойках, высокий уровень автоматизации таких устройств.
- Высокое качество обработки материала, независимо от качества обрабатываемой древесины
- Универсальность – с таким устройством вы сможете делать любые заготовки из натурального дерева.
- Малый расход древесины, который дают не только образцы Русь и Шервуд, но и самодельный оцилиндровочный станок.

Оцилиндровочные станки позволяют делать любые заготовки из натурального дерева
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Что же касается недостатков, присущих данному виду устройств, то среди них нужно отметить:
- большие габариты оборудования, ввиду которых любители обрабатывать дерево своими руками не всегда могут устанавливать подобные конструкции в собственном доме;
- высокие цены на сменные детали, а также необходимую обработку изделий перед началом работы, к примеру, заточки ножей.
к меню
Сменные детали к станкам оцилиндровочным
Для простой обработки на таких станках бревен различных типов без изменения качества отделки материала для таких конструкций необходимо закупать такие виды комплектующих:
Сменные фрезы, в особенности, нестандартных типов (при закупке данных компонентов особое внимание нужно уделить качеству заточки ножей под отдельные виды бруса).
Дополнительные электромеханические приводы для некоторых типов конструкции.
Сменные детали для обработки чаш.
Детали для выполнения компенсационного пропила.
Также иногда для данного вида оборудования, в том числе, станков Шервуд и Русь, можно покупать специальные виды заточки ножей для отдельных бревен, а также некоторые гибкие сменные элементы. Их можно заменять своими руками. Перечень таковых для каждого устройства индивидуален. к меню
Оборудование для формирования профиля
Изготовление граней и пазов оцилиндрованного бревна осуществляется с помощью пил или специализированных фрез.
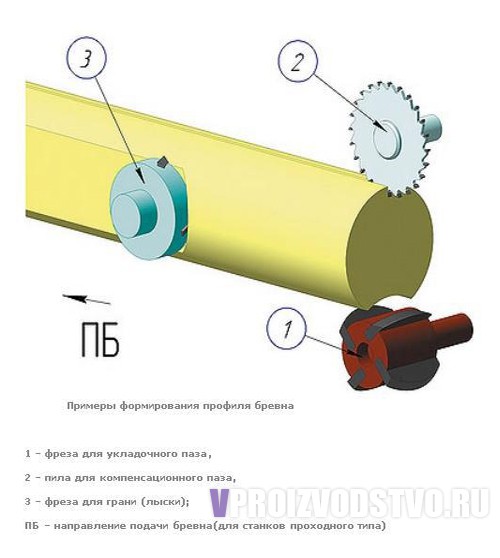
В зависимости от типа станка и его комплектации, эти операции выполняются либо одновременно, вместе формированием цилиндрической формы бревна, либо за дополнительный проход. Разумеется, первый вариант предпочтительней, с точки зрения быстроты обработки и производительности в целом.
В зависимости от типа режущего инструмента процесс оцилиндровки выполняется:
1) Точением
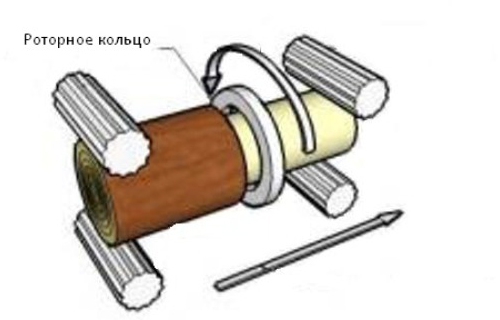
Основное движение – вращение заготовки или инструмента, при котором стружка образуется непрерывно.
В качестве режущего модуля могут выступать:
- ротор (охватывающая головка с набором круглых резцов для черновой и чистовой строжки) – оптимальная комплектация для станков, не вызывающая трудностей в перенастройке;
- проходные резцы (угловые, косопоставленные ножи) – эффективная, но устаревшая технология, применение которой требует участия квалифицированного специалиста.
2) Фрезерованием
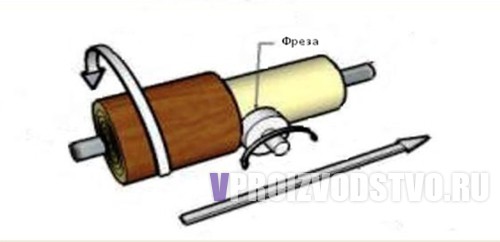
Основное движение – вращение инструмента:
- двух продольных фрез;
- торцевых фрез с продольной подачей;
- торцевых конических фрез с продольной подачей.
Самый распространенный вариант на сегодняшний день – торцевоконические фрезы. Но для проходных станков наиболее перспективными считаются профильные.
На позиционном станке с подвижным фрезерным узлом профиль изготавливается уже после формирования цилиндра. Блокируется механизм вращения, на суппорт крепятся фрезы/пилы. При этом решающее значение имеет быстрота переустановки и правильная наладка оборудования, иначе образуется ощутимый простой.
На большинстве станков проходного типа фрезерные и пильные узлы имеются в базовой комплектации. Расположены они по ходу движения бревна, за режущим модулем. Прямолинейность кромок пазов, как и формирование самого цилиндра, напрямую зависит от степени кривизны исходного сырья.
Несмотря на то, что точение признается более точной технологией для получения идеального цилиндра, качество реза от вида станков особо не зависит – только от заточки инструмента, его правильной настройки и эксплуатации
Важно, чтобы сохранялись установочные базы заготовки между операциями – любая перенастройка приводит к потере точности изготовления различных конструктивных элементов. В этом плане лучшим признано оборудование позиционного типа с фиксированным положением бревна
На таких станках отклонения в размерах могут возникнуть только при сильном износе режущих инструментов или недостаточной жесткости конструкции станины
На таких станках отклонения в размерах могут возникнуть только при сильном износе режущих инструментов или недостаточной жесткости конструкции станины.
О механизации и автоматизации
По этому критерию оцилиндровочные станки можно разделить на 3 класса:
- автоматизированные – весь комплекс операций (включая загрузку и подачу заготовок) выполняется машиной;
- полуавтоматизированные – процесс автоматизирован в пределах одного рабочего цикла. Далее вручную выполняется только загрузка/разгрузка станка, а все остальные операции выполняет машина;
- механизированные – загрузка/разгрузка, настройка, регулирование работы станка выполняются человеком.
На сегодняшний день в нашей стране используются преимущественно механизированные станки, которые оснащены модулями для загрузки/разгрузки, реза и подачи. Но базирование, настройка, контроль и регулирование производственного процесса совершается человеком. Используется и дополнительное оборудование – грузоподъемники и транспортировщики.
Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.









Установка фрез происходит на конический элемент, и закрепляются они болтами. Нужно соблюдать равновесие фрез и изменение скачок заточки ножей.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Видео: самодельный оцилиндровочный станок.
Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.

В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.
Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.

Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.






