

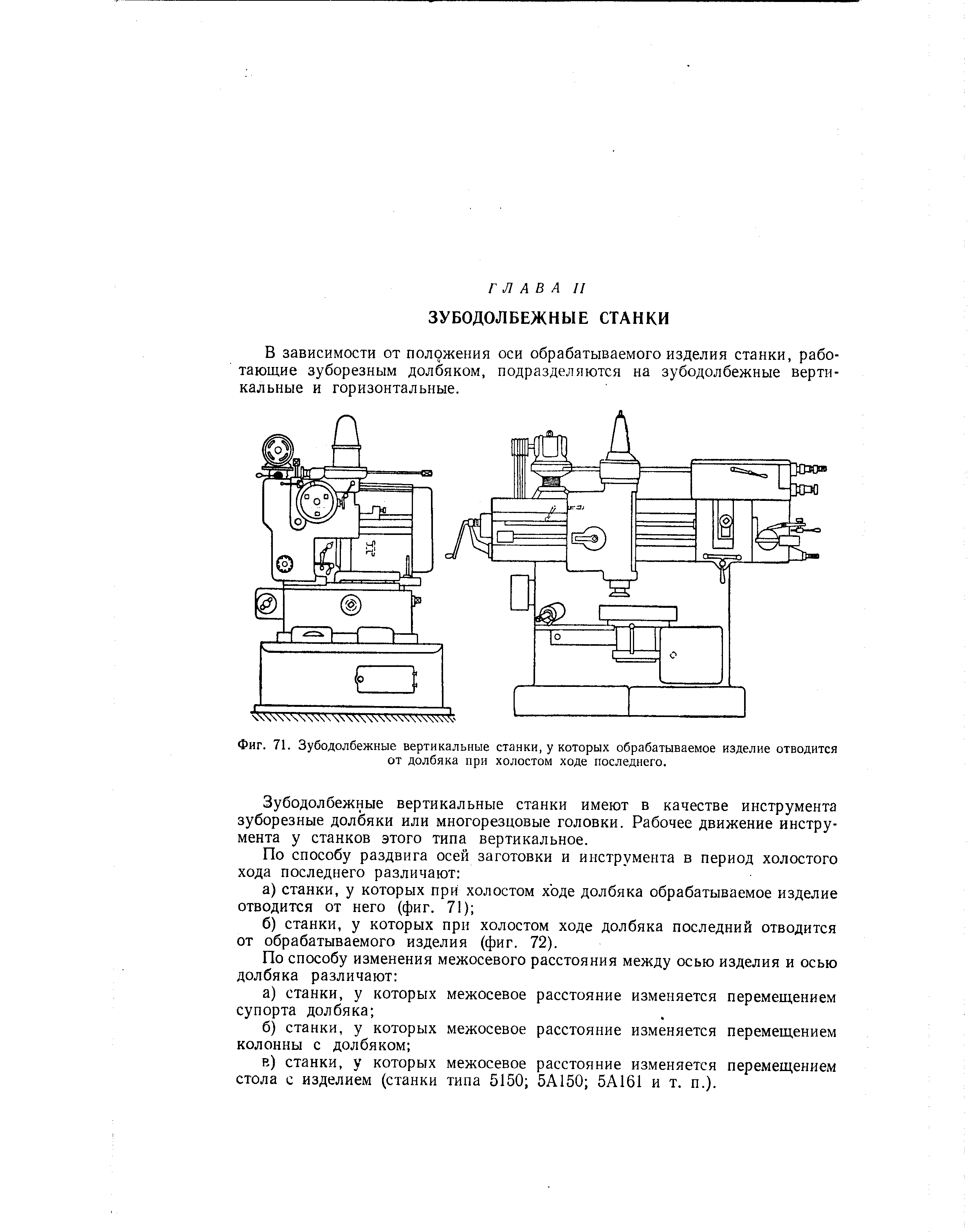
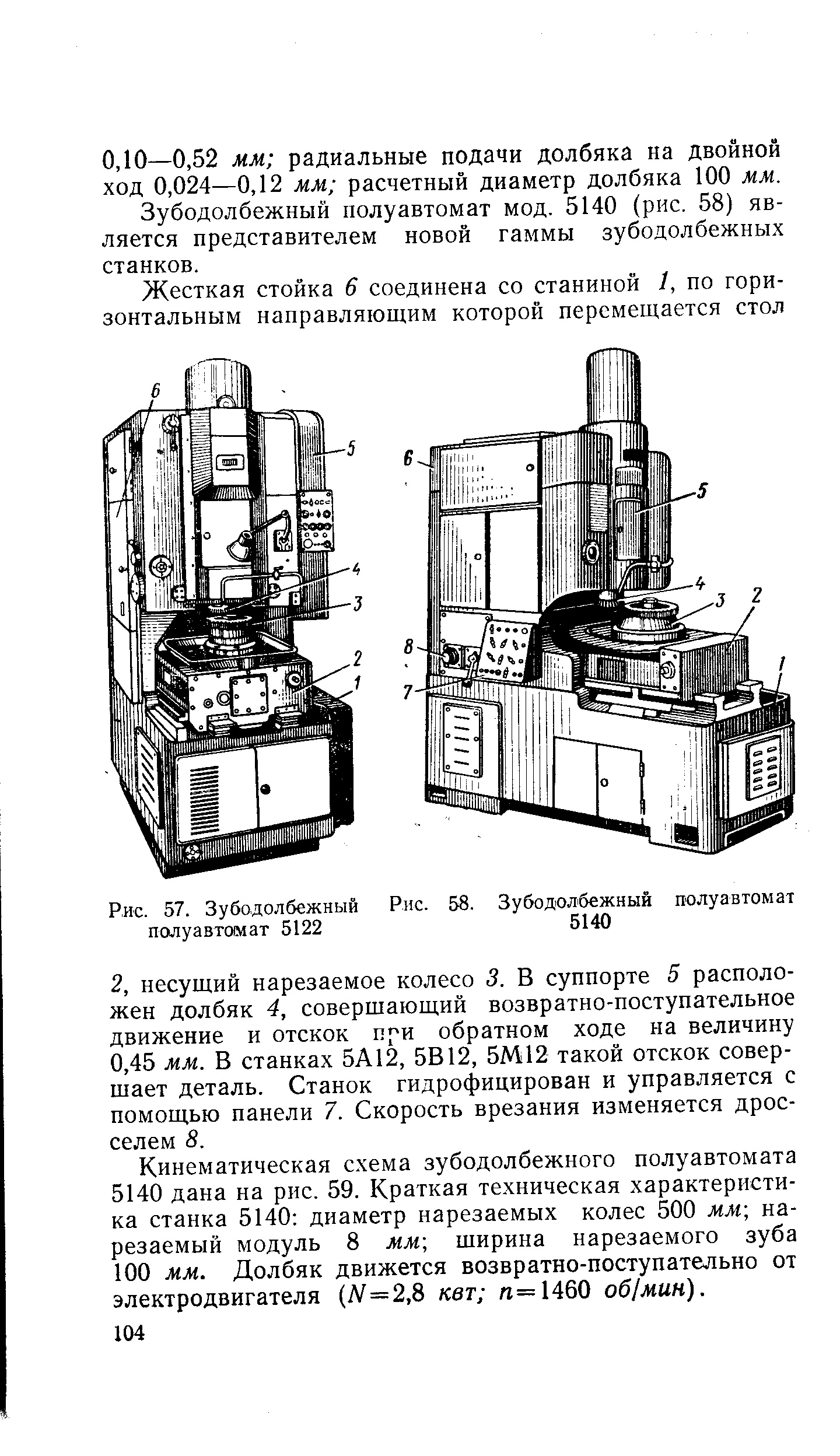
Принцип работы
Технические характеристики зубодолбежных станков позволяют осуществлять процесс резания путем возвратно-поступательного движения рабочей части. Полуавтоматические агрегаты имеют вертикальную компоновку. Установка на межцентровую дистанцию и врезание зуба на требуемую глубину корректируется при помощи стола, перемещаемого гидравлическим цилиндром. Оборудование способно функционировать в наладочном и полуавтоматическом режиме с возможностью многоразовой отделки изделий.
Изменять круговую подачу позволяет электрический двигатель постоянного тока. Он получает питание от специального усилителя с автоматом, переключающим цикличность обработки заготовки. При помощи трехскоростного мотора основного привода может выполняться трансформация двойных перемещений инструмента в минуту. Радиальная врезка осуществляется путем работы клинового ползунка, передвигаемого гидроцилиндром. Общий диапазон врезки осуществляется через упоры, а отвод на холостом ходу – посредством шпинделя. Отвод детали под углом реализуется путем смещения стойки относительно осевой части стола. Обороты заготовки учитываются электронным контроллером импульсов, который дает возможность выполнять регулировку обкатной дуги. Обработка зубчатых колес с внутренним зацеплением предусматривает автоматический вывод инструмента вверх.
Долбежное оборудование – станки с ручным и электронным управлением, зубодолбежные и зубофрезерные станки
Долбежное оборудование применимо для нарезания канавок и пазов в деталях, для обработки долблением плоских и фасонных поверхностей.
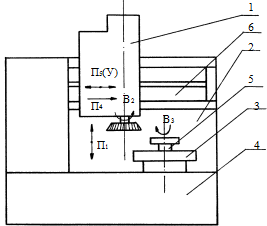
С помощью зубодолбежного станка возможно нарезать зубчатые цилиндрические колеса разного диаметра и зацепления (внутреннее или внешнее). Сущность работы станка заключается в возвратно-поступательном движении долбяка, который постепенно нарезает необходимое отверстие в детали. Форма и размер нарезаемых зубьев зависит от установленного на станок резца. Примечательно, что установленный на оборудование инструмент может двигаться только в определенной плоскости, остальные движения совершает обрабатываемая деталь, надежно зафиксированная на рабочей плоскости стола, который приходит в движение под воздействием механизма подачи из колонны аппарата.
Зубофрезерный станок также предназначен для нарезания зубчатых колёс, однако принцип работы отличается от зубодолбежного аппарата. В качестве основного инструмента применяются модульные фрезы, а зубья колеса нарезаются путем обката, копируя геометрию установленной режущей фрезы.
На долбежном оборудовании возможно изготовление прямозубых, косозубых и червячных колёс.
Цилиндрические зубчатые колеса – неизменный элемент зубчатой передачи, применяемой повсеместно в машиностроении. Она необходима для преобразования вращательного движения электродвигателя в прямолинейное поступательное движение станка. Кроме того в ряде случаев зубчатые колеса используются для передачи движения от двигателя к станку, по тем или иным причинам установленному на некотором расстоянии от источника движения.
Долбежное оборудование может быть разных модификаций и комплектаций. Различают станки с ручным управлением, когда оператор полностью контролирует процесс работы, направляя режущие части станка в зоны необходимой обработки детали, а также существуют аппараты с электронным управлением, где технологический процесс полностью автоматизирован, оператору нужно лишь задать программу работы станка, все остальное будет выполнено в автоматическом режиме. Долбежное оборудование с электронным управлением позволяет работать одному человеку на нескольких станках одновременно, что экономически выгодно при серийном производстве.
Долбежные станки являются неотъемлемой частью любого металлообрабатывающего процесса, поэтому долбежное оборудование следует устанавливать надлежащего качества от проверенных производителей, чтобы избежать неприятных моментов на производстве.
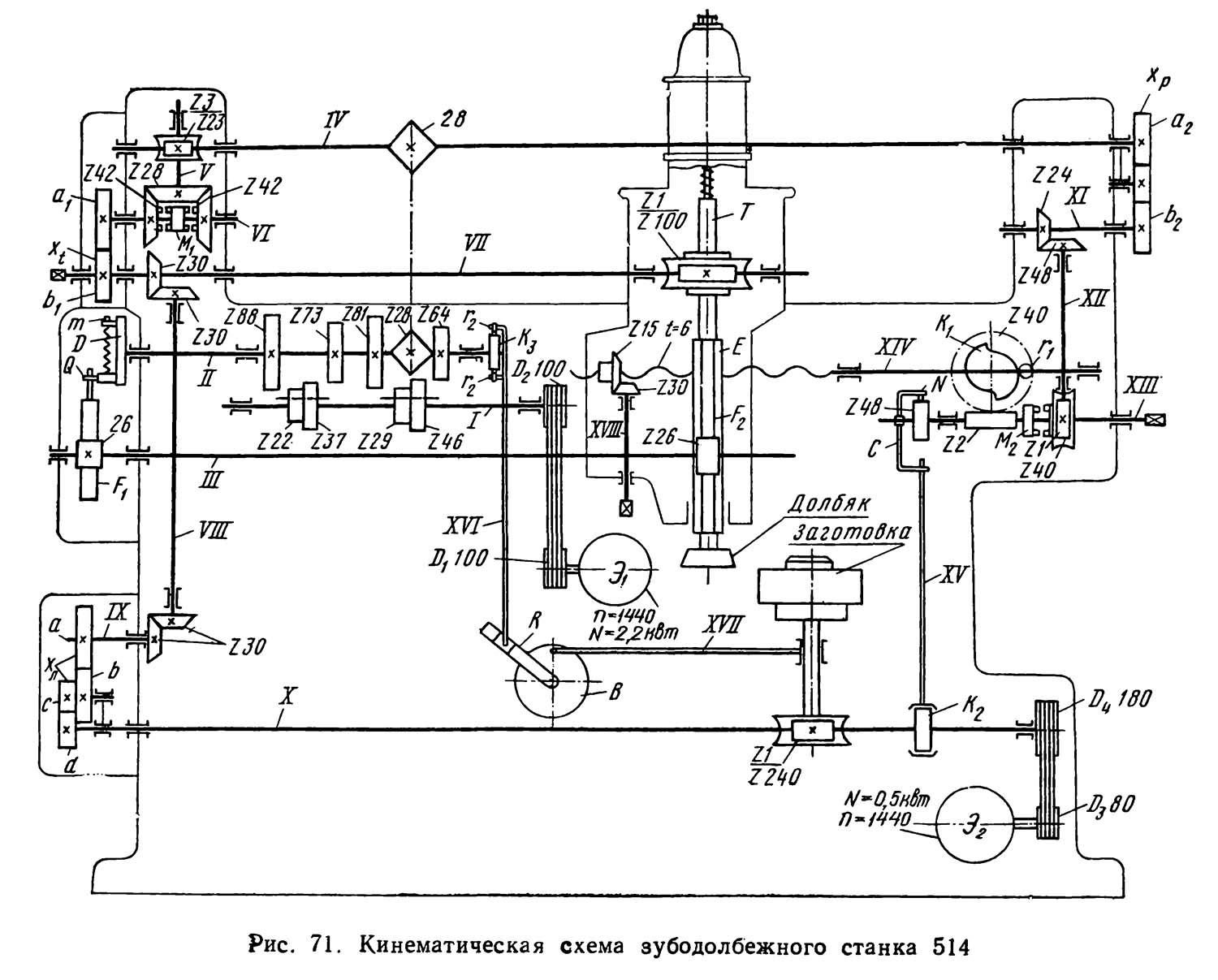
Механизм осуществления автоматического цикла зубодолбежного станка 514
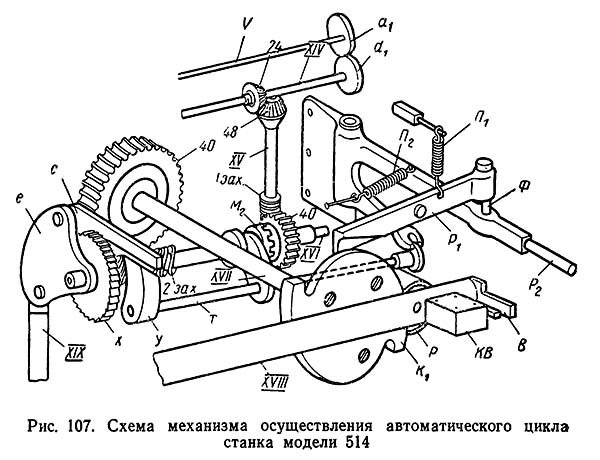
Схема механизма автоматического цикла зубодолбежного станка 514
Назначение механизма автоматического цикла
Назначение этого механизма состоит в том, что он управляет механизмом врезания зубьев долбяка в тело нарезаемого колеса на установленную глубину врезания. По достижении требуемой глубины врезания автоматически выключается радиальная подача и включается счетное устройство, контролирующее число полных оборотов шпинделя. Кроме того, механизм после установленного числа оборотов стола автоматически отводит долбяк от заготовки и выключает станок.
Кулачок К1 в процессе нарезания зубьев перемещает вправо ролик Р (рис. 107), соединенный с ним винт XVIII и суппорт и устанавливает долбяк последовательно в соответствующие для нарезания положения. Вращение кулачка К1 производится от двух механизмов: механизма радиальной подачи и счетного механизма.
Действие механизма радиальной подачи было описано выше. Включение механизма производится поворотом рычага Р2 вправо и рычаг закрепляется фиксатором Ф. Во время поворота рычага Р2 его вилка через тягу Т включит муфту М2 (сцепив червячное колесо 40 с валом XVI). Одновременно тяга Т сместит упор У, который приподнимет собачку С, расцепив ее с храповым колесом X.
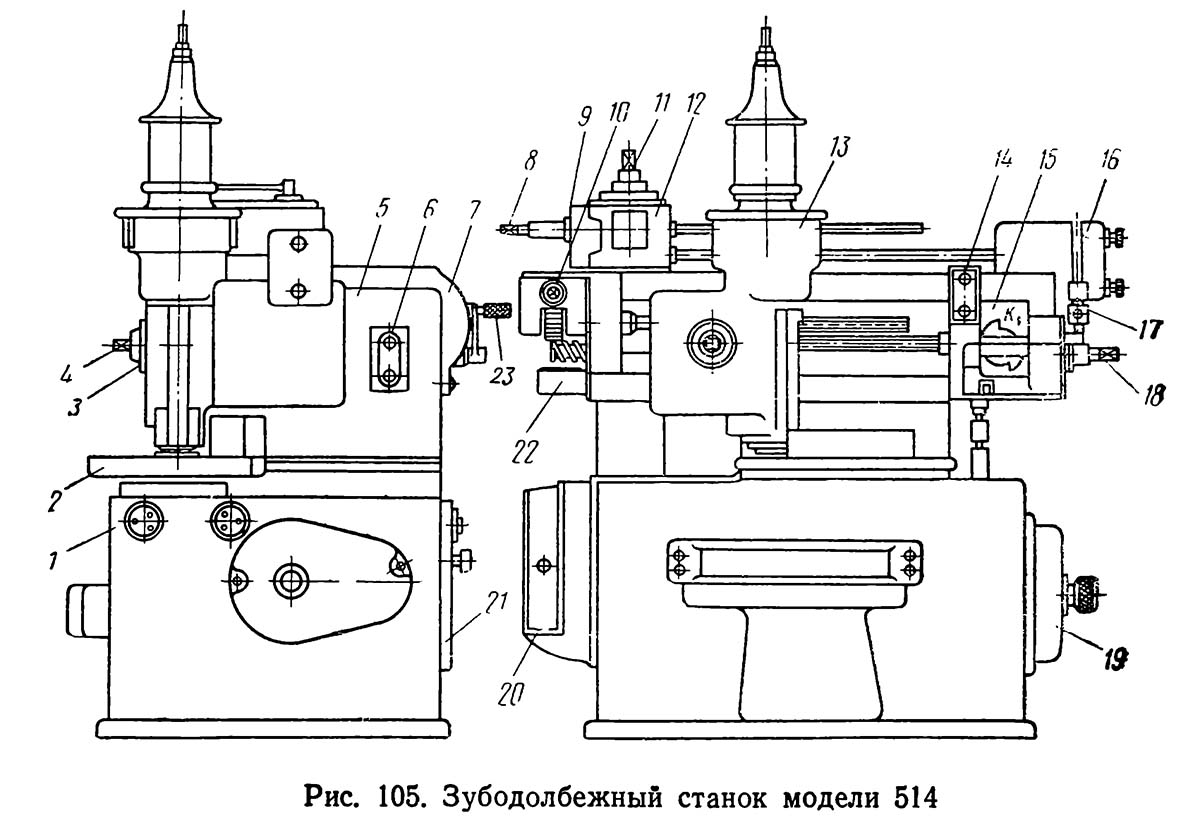
Левый конец рычага P1 под действием пружины П1 будет опираться на выступ кулачка К1, расположенный на задней его стороне. При своем вращении кулачок К1 отодвигает вправо ролик Р и соединенный с ним винт XVIII, и, таким образом, происходит врезание долбяка в заготовку. До начала врезания долбяк подводится вручную рукояткой 4 (см. рис. 105) в соприкосновение с поверхностью заготовки. В момент окончания врезания левый конец фиксаторного рычага Р1 (см. рис. 106) соскальзывает с выступа, имеющегося на обратной стороне кулачка К1, а пружина П1 поднимает правый его конец с фиксатором и рычаг Р1 освобождается. Последний под действием пружины П2 поворачивается влево и тягой Т выключает муфту М2, отводит упор У, освободив при этом собачку С, которая под влиянием собственного веса опускается и сцепляется с храповиком X. Кулачок К1 теперь уже приводится в движение валом XI, на котором сидит червяк, вращающий стол XII с заготовкой.
На этом же валу (см. рис. 106) эксцентрично насажен кулачок К2, сообщающий качательное движение через тягу XIX сектору е (рис. 107) с укрепленной на нем собачкой С. При этом за каждый двойной ход собачка захватывает один зуб храпового колеса X. Ролик Р в это время будет катиться по цилиндрической части кулачка К1 и поэтому радиальной подачи не будет.
С момента окончания врезания долбяка на полную высоту зуба начинается процесс обработки заготовки колеса, который продолжается в течение одного оборота стола с заготовкой. Когда цикл обработки заканчивается, ролик Р попадает во впадину кулачка К1. Винт XVIII вместе с суппортом под действием пружины отойдет влево, выведя долбяк из зацепления с нарезанным колесом. Одновременно упор В нажимает на конечный выключатель KB и останавливает станок.
Быстрое установочное вращение стола передается от отдельного электродвигателя МП (N = 0,5 кВт, п= 1440 об/мин) через ременную передачу 80—180 на вал XI и делительную червячную передачу 1—240 стола (см. рис. 106).
Технические характеристики зубофрезерного станка 5310
| Наименование параметра | 5К310 | 5310 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший модуль нарезаемого колеса для стали, мм | 4 | 3 |
| Наибольший модуль нарезаемого колеса для чугуна, мм | 4 | 4 |
| Наибольший диаметр нарезаемых цилиндрических прямозубых колес (0°) с задней стойкой (с контрподдержкой), мм | 200 | 60..200 |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (30°), мм | 180 | |
| Наибольший диаметр нарезаемых цилиндрических косозубых колес (45°), мм | 170 | |
| Наибольший угол наклона нарезаемых зубъев обрабатываемых колес, град | ±60 | ±60 |
| Наибольший диаметр червячных нарезаемых колес, мм | 60..180 | |
| Наибольшая длина венца нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая ширина группы нарезаемых цилиндрических прямозубых колес (0°), мм | 180 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (30°), мм | 150 | |
| Наибольшая длина венца нарезаемых цилиндрических косозубых колес (60°), мм | 20 | |
| Наименьшее число нарезаемых зубьев | ||
| Расстояние от оси шпинделя до направляющих суппорта, мм | 150 | |
| Стол | ||
| Диаметр стола, мм | 200 | 150 |
| Наибольшее перемещение отруки/ механически, мм | 130/ 130 | |
| Конус морзе | КМ4 | |
| Расстояние между осями стола и фрезы, мм | 45..180 | 30..160 |
| Расстояние от плоскости стола до оси фрезы, мм | 145..365 | 80..325 |
| Ускоренное перемещение стола, мм/мин | 130 | |
| Ручное перемещение стола на одно деление лимба, мм | 0,1 | |
| Перемещение упора остановки стола на одно деление лимба, мм | 0,02 | |
| Предохранение от перегрузок | есть | есть |
| Блокировка | есть | есть |
| Блокирующие упоры | есть | есть |
| Суппорт | ||
| Наибольшее перемещение фрезерного суппорта, мм | 220 | 245 |
| Ускоренное перемещение суппорта, мм/мин | 280 | 300 |
| Наибольший диаметр режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Наибольшая длина режущего инструмента (червячной фрезы), мм | 125 | 80 |
| Диаметры фрезерных оправок, мм | 25 х 210 | |
| Наибольший угол поворота суппорта, град | ±60° | ±60° |
| Поворот суппорта на одно деление шкалы линейки, град | 1° | 1° |
| Поворот суппорта на одно деление шкалы нониуса, мин | 10` | 6` |
| Конусное отверстие шпинделя | Морзе 4 | Морзе 3 |
| Наибольшее осевое перемещение фрезы, мм | 50 | 100 |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 0°, мм | 220 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 30°, мм | 170 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 45°, мм | 150 | |
| Наибольшая величина вертикального перемещения суппорта при угле наклона 60°, мм | 30..105 | |
| Ускоренное перемещение шпинделя вдоль оси, мм/мин | нет | нет |
| Приспособление для быстрой установки суппорта под углом | нет | нет |
| Автоматическое включение обратного хода суппорта | нет | нет |
| Автоматическое выключение станка по окончании обработки изделия | есть | есть |
| Предохранение от перегрузок | есть | есть |
| Механика станка | ||
| Пределы оборотов фрезы, об/мин | 63..400 | 63..318 |
| Число ступеней оборотов фрезы | 9 | 8 |
| Пределы продольных (вертикальных) подач фрезы на один оборот стола, мм/об | 0,63..4 | 0,25..4 |
| Пределы радиальных подач стола на один оборот стола, мм/об | 0,315..2 | 0,1..1 |
| Пределы тангенциальных подач, мм/об | ||
| Число ступеней продольных (вертикальных) подач | 9 | |
| Число ступеней радиальных подач | 9 | |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 3 |
| Электродвигатель главного привода, кВт | 4 | 1,7 |
| Электродвигатель ускоренного хода, кВт | 2 | 1 |
| Электродвигатель привода шагового движения, кВт | 0,27 | |
| Электродвигатель привода гидронасоса, кВт | 1,1 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 7,49 | |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2000 х 1300 х 2040 | 1562 х 923 х 1700 |
| Масса станка с электрооборудованием и охлаждением, кг | 4350 | 1550 |
Список литературы по зубообработке
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
Гальперин Е.И. Наладка зуборезных станков, 1960.
Козлов Д.Н. Зуборезные работы, 1971.
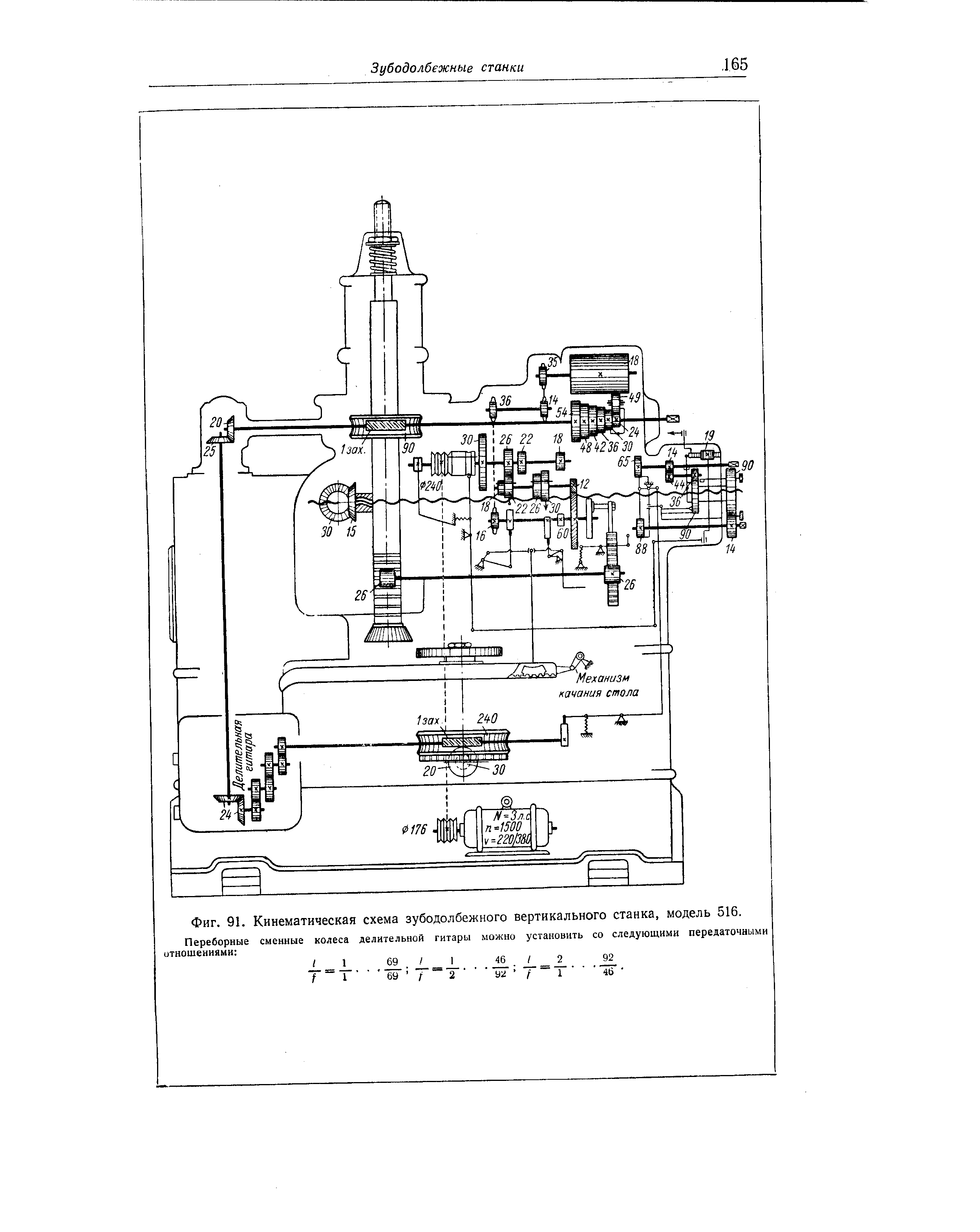
Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
Мильштейн М.З. Нарезание зубчатых колес, 1972.
Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
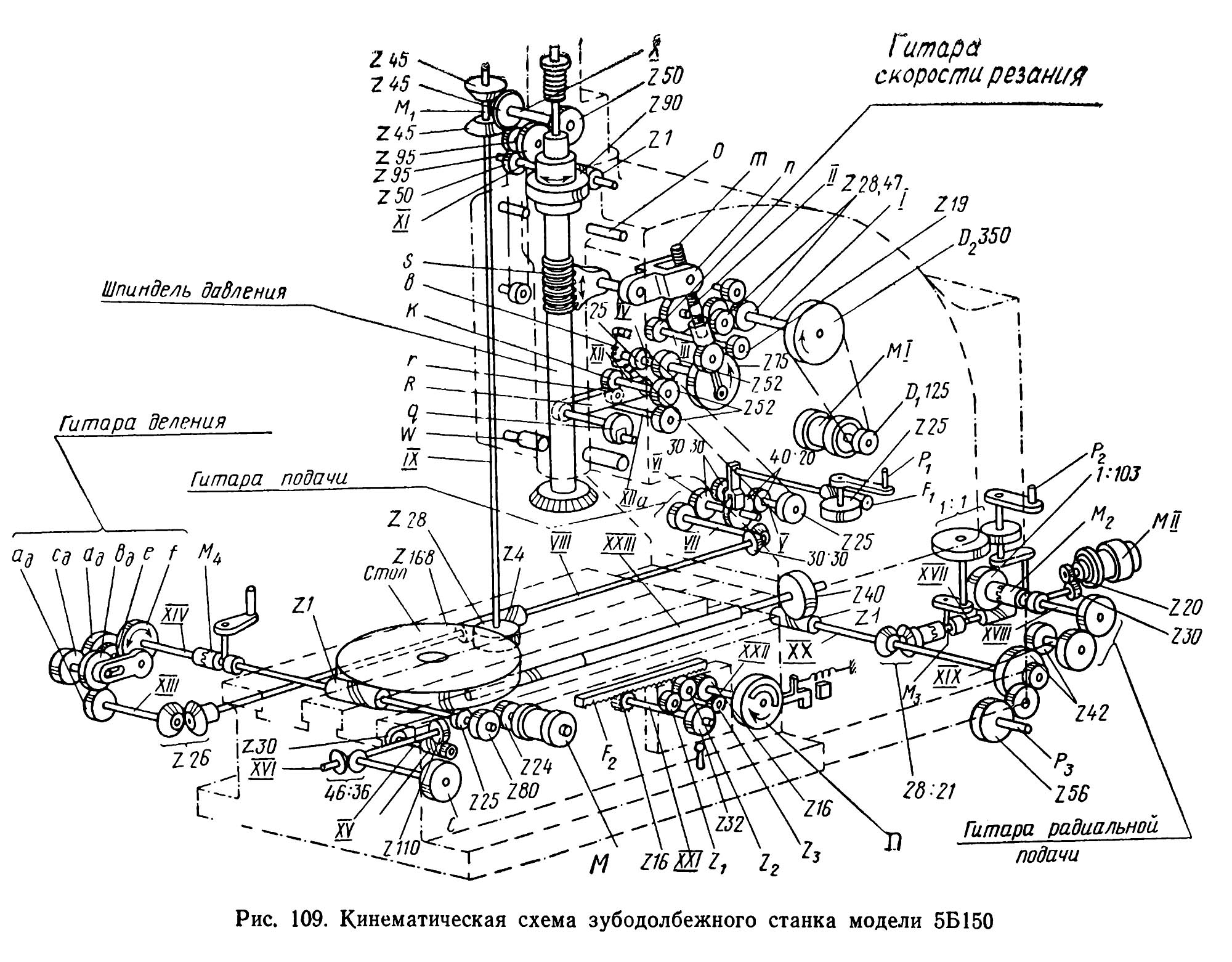
Зубодолбежный станок 5В150
Этот универсальный агрегат предназначен для нарезки зубцов на цилиндрических шестеренках различного зацепления диаметром до 80 см и модулем не более 12 мм. Рабочий процесс производится долбящим инструментом из быстрорежущей стали. Он находится в вертикальном положении и совершает поступательно-возвратные движения с синхронной обкаткой обрабатываемой заготовки.
Нарезаемая деталь фиксируется на горизонтальной планшайбе при помощи специального крепления. Для контроля биения изделия элемент может вращаться в ускоренном режиме, независимо от стола, который может передвигаться по горизонтальным направляющим частям остова.

Мощный сверлильный станок из движка от стиралки
Приветствую всех любителей помастерить, предлагаю к рассмотрению инструкцию по изготовлению мощного и удобного сверлильного станка своими руками. Автор решил установить на станок привод от стиральной машины, в результате чего снижаются обороты, и увеличивается крутящий момент. Станок легко сверлит толстую листовую сталь сверлами большого диаметра. По стойке в вертикальном направлении ездит каретка, на которой и закреплено все оборудование, каретка затягивается, в результате чего убираются люфты. Подающий механизм автор сделал из велосипедных деталей. Если проект вас заинтересовал, предлагаю изучить его более детально!
Список материалов:
— подшипники для каретки; — резьбовые стержни, гайки, шайбы; — ровная профильная труба для стойки; — профильные трубы для основы; — пружины; — мотор от стиральной машины и ременная передача; — сверлильный патрон; — круглая труба и подшипники; — включатель, проводка.Список инструментов: — болгарка; — сварочный аппарат; — тиски; — дрель; — инструменты для нарезания резьбы; — рулетка, маркер; — краска по металлу. Процесс изготовления самоделки:
Шаг первый. Собираем основание
Первым делом собираем основание, проще всего сделать его прямоугольным, но автор решил сделать основу в виде круга. Для начала чертим круг, а потом нарезаем куски труб, которые будут уложены в этот круг.
В завершении сгибаем в круг профильную трубу и все хорошо свариваем. Чтобы согнуть трубу в круг, делаем в ней ряды пропилов болгаркой, они должны быть на одинаковом расстоянии друг от друга.
Шаг второй. Стойка Подготавливаем и привариваем к основанию стойку, она должна находиться четко вертикально. Укрепляем стойку, вырезав треугольник из трубы или другими деталями. Само собой, стойку для трубы хорошо зачищаем от ржавчины и изначально проверяем, чтобы труба была ровной.
Шаг третий. Каретка Изготовим каретку, которая будет двигаться по стойке. Каретка делается из профильных труб, резьбовых стержней и подшипников, которые работают в качестве роликов. Все это дело стягивается гайками с шайбами. Каретку затягиваем на стойке, в итоге подшипники плотно прижимаются к трубе, и люфтов практически нет.
В завершении изготавливаем из стальной пластины крепления для мотора. Отверстия должны иметь овальную форму, чтобы мотор можно было отодвинуть, тем самым натянув ремень.
Шаг четвертый. Рабочая ось с патроном Первым делом изготовим втулку для оси, для этого понадобится кусок круглой трубы, в нее запрессовываем подшипники, для долговечности лучше поставить по два подшипника с каждой стороны.
В качестве оси автор использует резьбовой стержень, наворачиваем на ось по две гайки с каждой стороны, в итоге получается упор. Вставив ось на свое место, завариваем подшипники сверху шайбами и обрабатываем сварку болгаркой.
Изготовленная втулка строго под прямым углом приваривается к каретке. Вот и все, теперь с одной стороны ставим на ось шкив, а с другой стороны устанавливаем сверлильный патрон. Перед финальной установкой проверяем угольником с разных сторон, чтобы сверло стояло строго перпендикулярно относительно основания.
Шаг пятый. Подающий узел
Изготавливаем поддающий узел, для этого берем блок с велосипедными звездочками и делаем под него ось, в итоге звездочки должны свободно вращаться на оси. Ось приваривается к пластине, а пластина крепится к каретке. К самому блоку звездочек привариваем ручку, которую можно сварить из профильных труб. Устанавливаем цепь от велосипеда, на основе делаем простой фиксатор для цепи. Пробуем поработать, выбираем для себя оптимальную звездочку, чтобы работать на станке было легко и комфортно.Шаг шестой. Финальные штрихи и испытания
Ставим включатель в доступном месте, красим станок, вот и все, после этого станок можно будет тестировать. Для демонстрации работы автор сверлит довольно толстую листовую сталь, используя сверла большого диаметра. Крутящего момента хватает с лихвой, что и требовалось доказать. Если обороты будут недостаточными, на ведомую ось можно поставить еще один шкив маленького размера. На этом проект завершен, надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками! Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Отличительные особенности зубодолбежного станка с ЧПУ GearSpect SO 800 CNC
Зубодолбежный станок с ЧПУ GearSpect SO 800 CNC оснащен гидростатическими направляющими шпинделя ползуна, обеспечивающими отсутствие зазоров. В процессе работы при обратном ходе ползуна инструмент отводится в радиальном направлении. В станке предусмотрена возможность задания параметров резания для каждого хода, возможность пошагового перемещения инструмента – перед каждым последующим циклом инструмент поворачивается на шаг зубьев, сохранение (архивирование) рабочих программ в памяти системы ЧПУ, отсчёт проведенных рабочих циклов, остановка шпинделя ползуна в верхней точке, позиционирование инструмента и заготовки, аварийная диагностика, ограждение рабочей зоны кабинетного типа, освещение рабочей зоны.

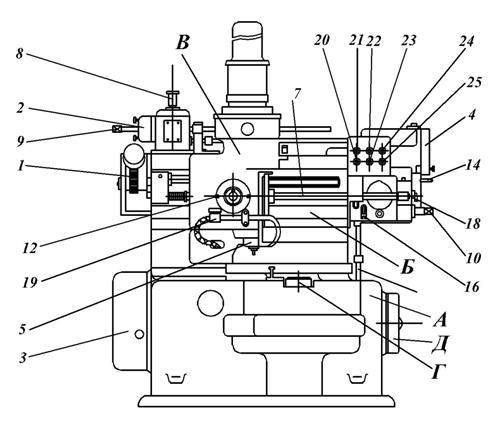
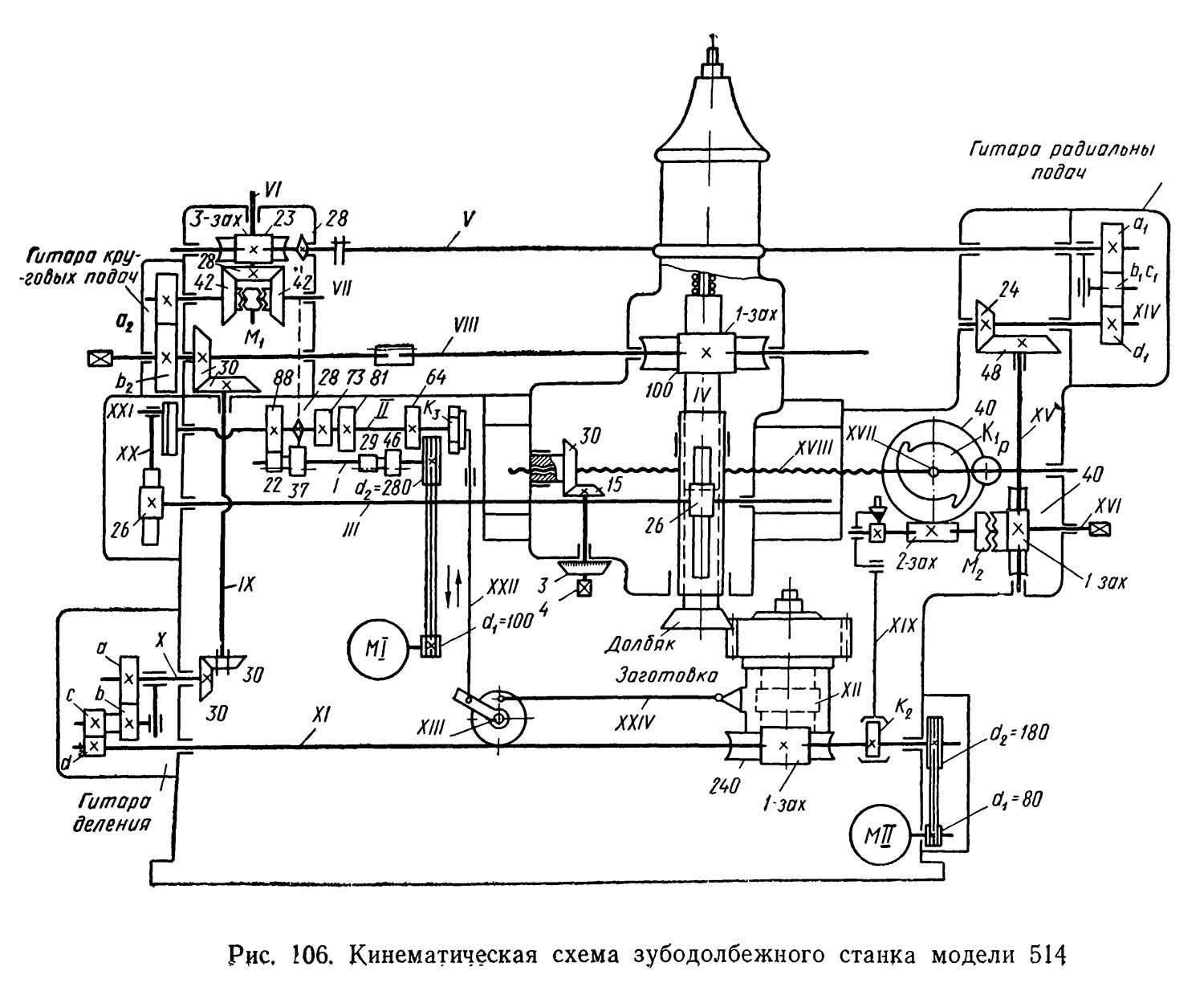
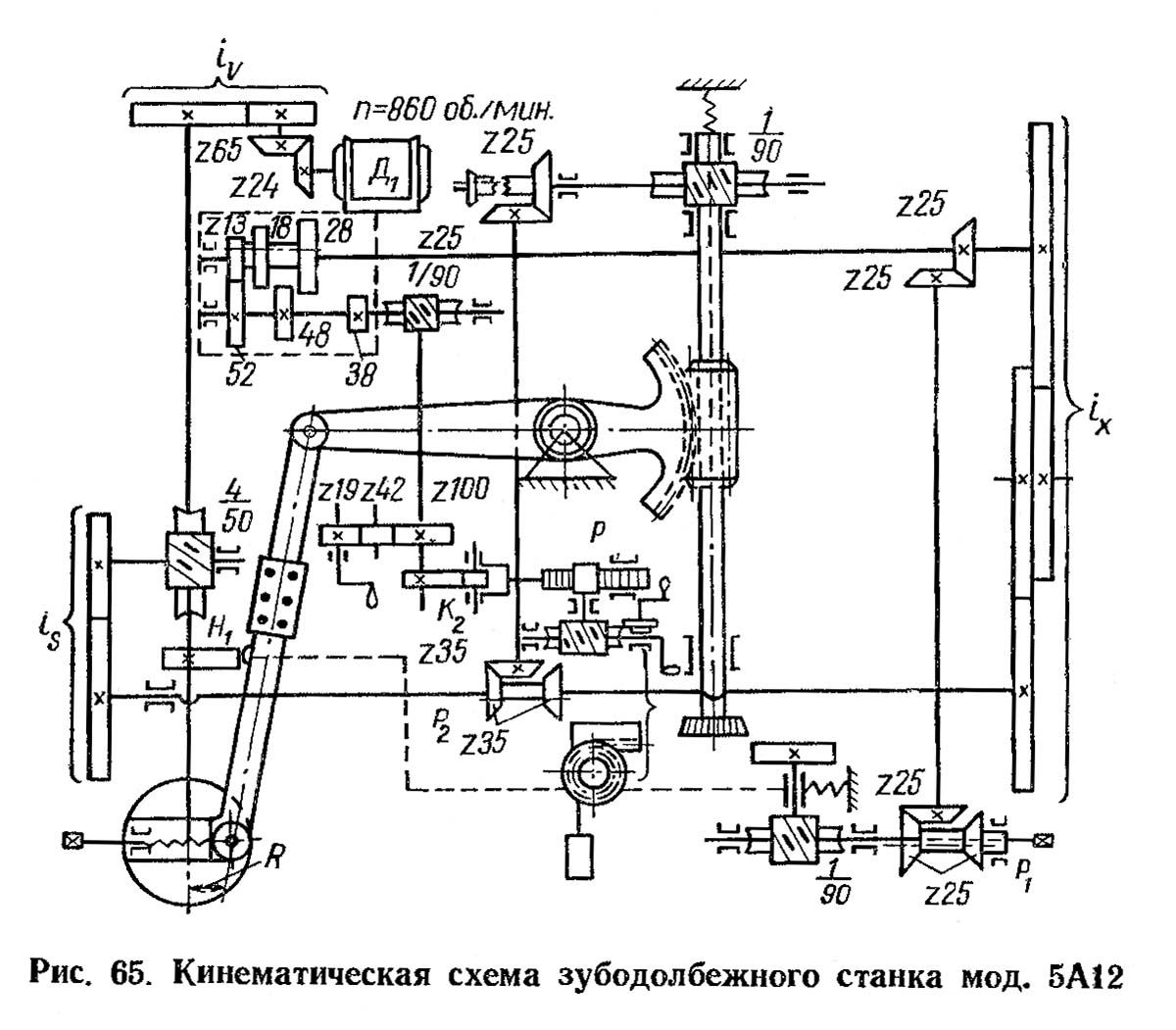
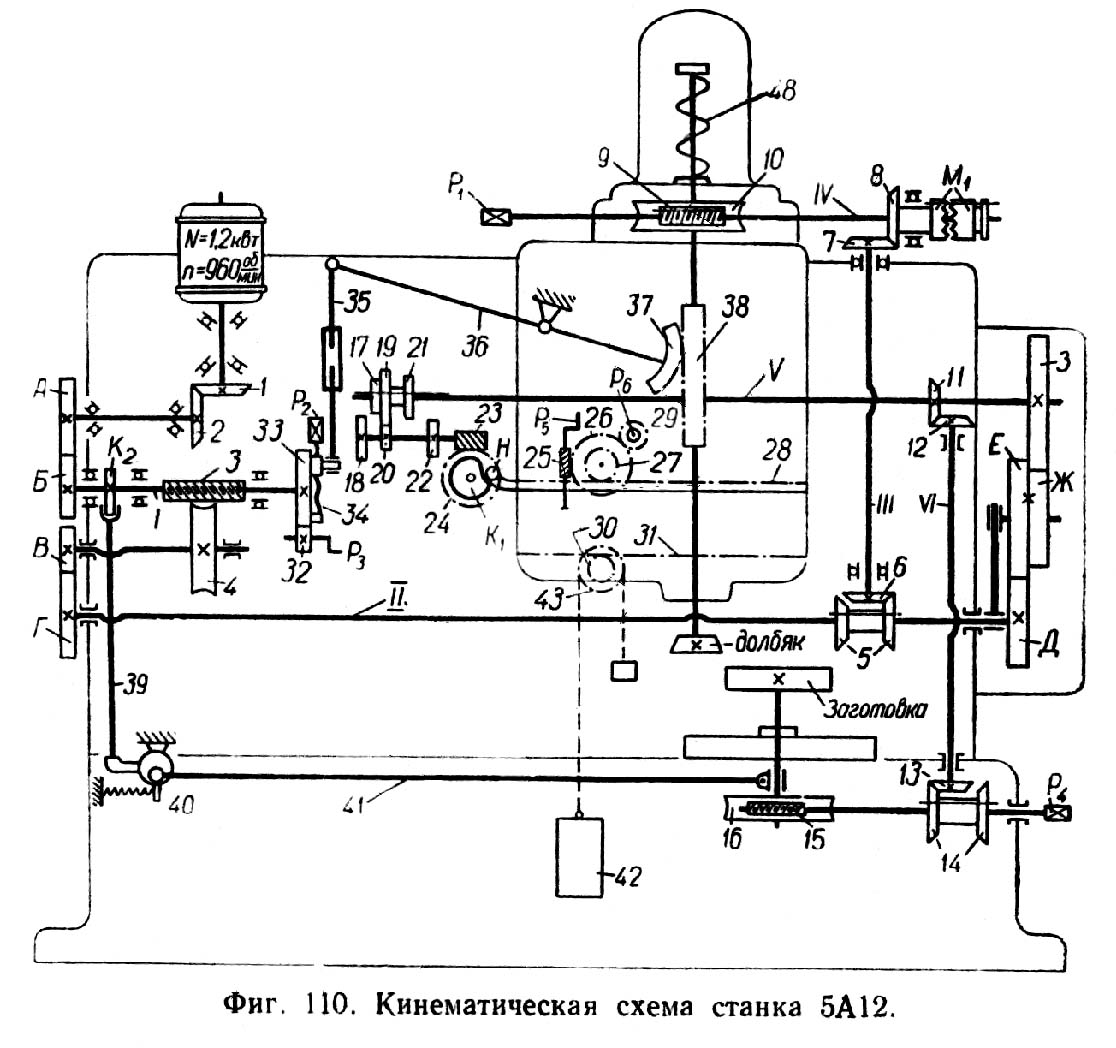
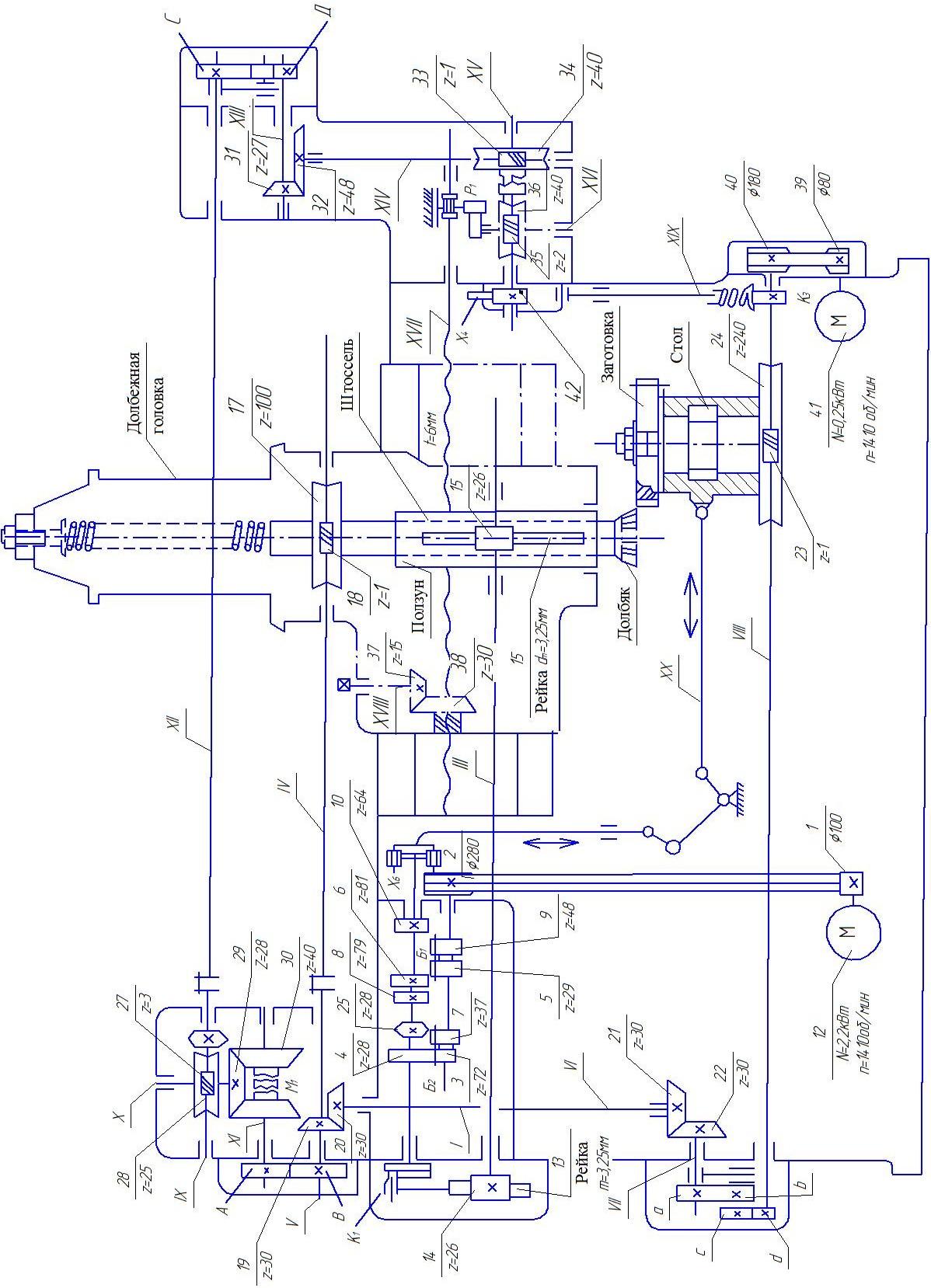
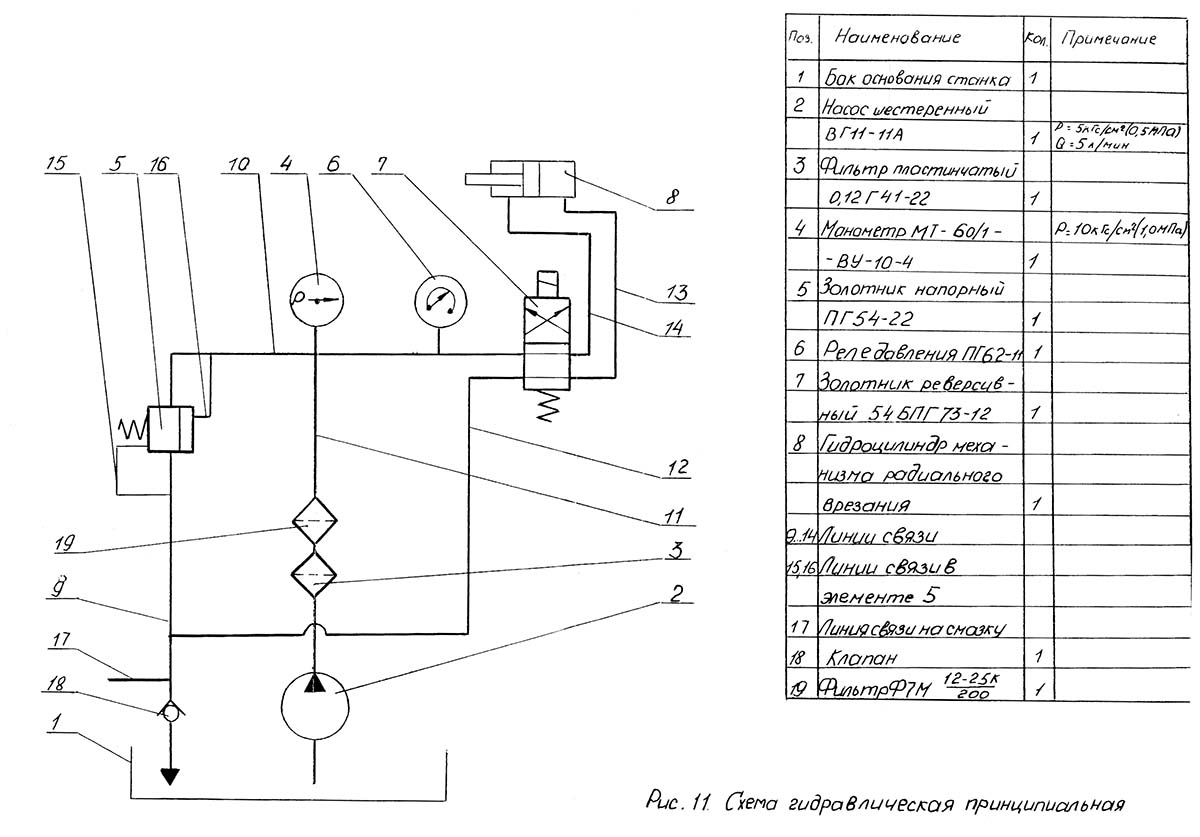
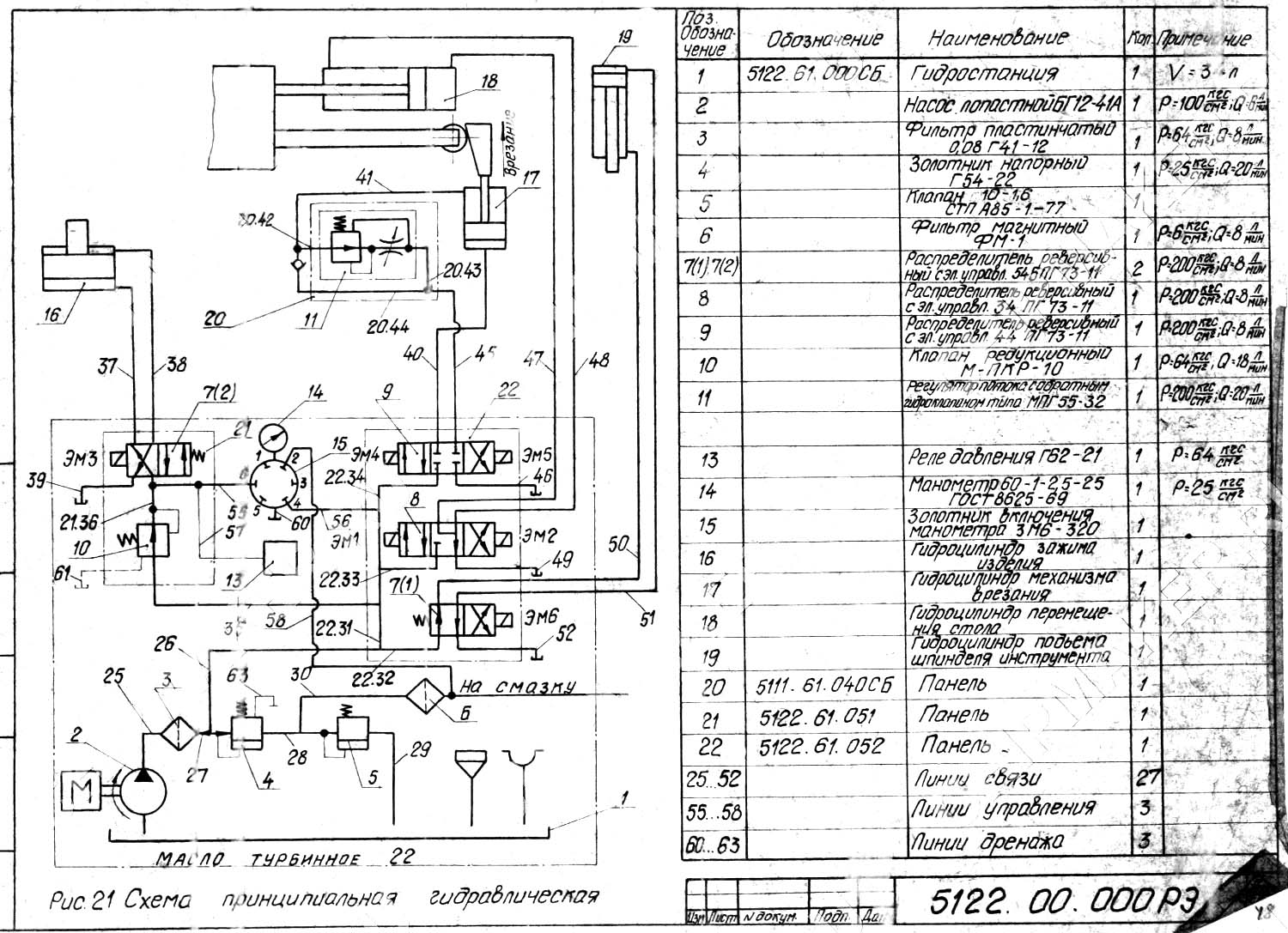
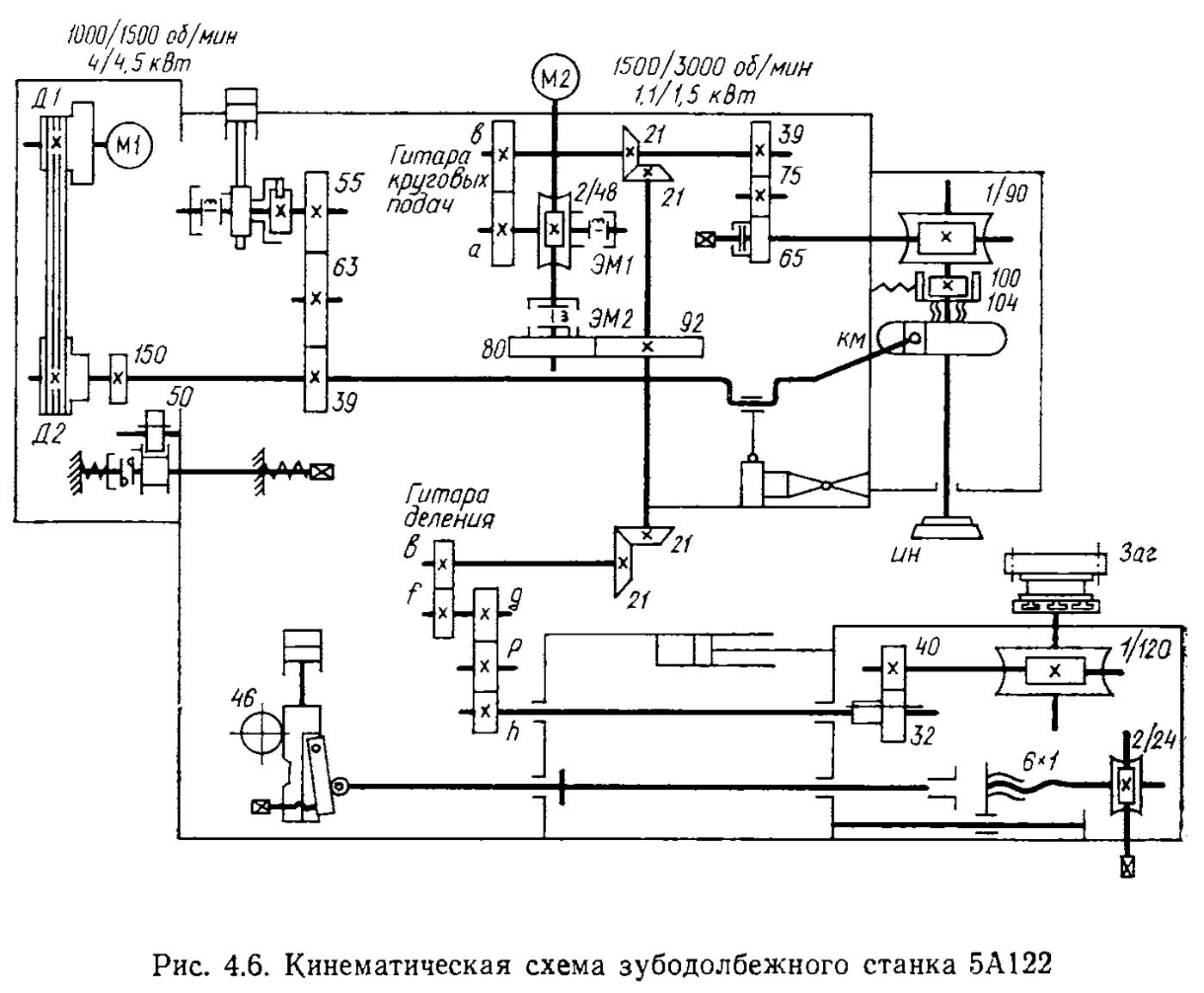
Схема кинематическая и настройка зубодолбежного станка 5А12
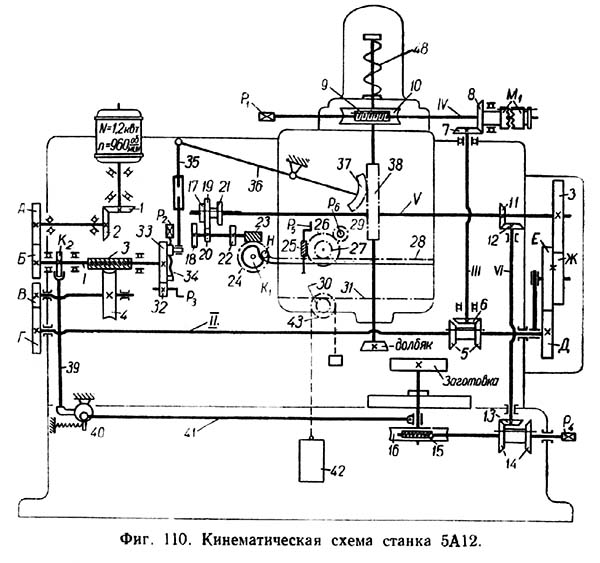
Кинематическая схема зубодолбежного станка 5а12
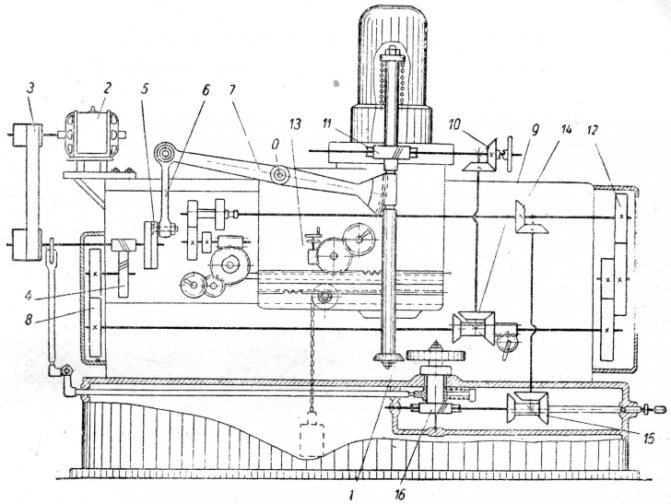
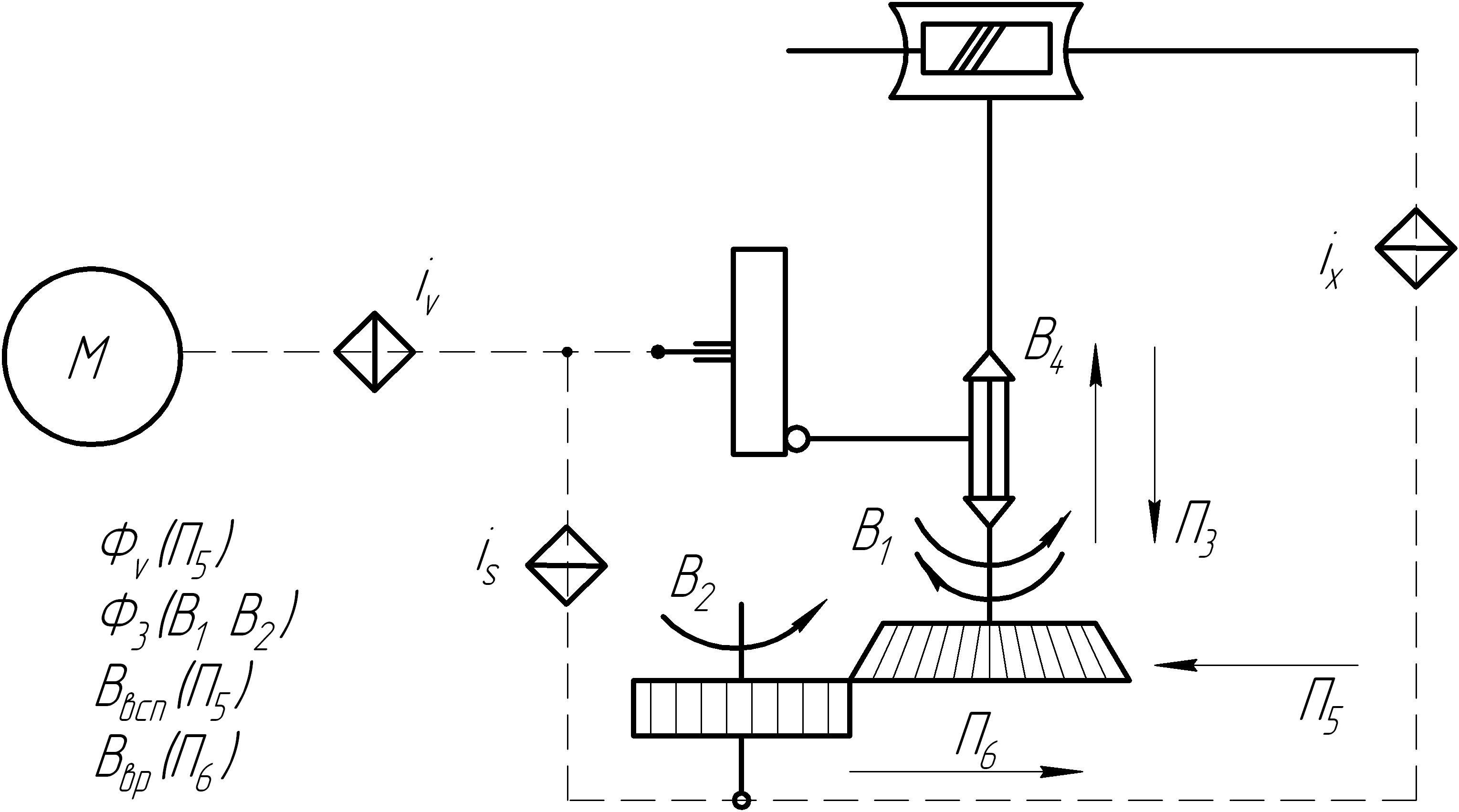
Кинематическая схема станка обеспечивает следующие основные движения:
Возвратно-поступательное движение долбяка
От электродвигателя мощностью N = 1,2 кВт при п = 960 об/мин через пару конических колес 1 и 2, сменные колеса скорости А и Б получает вращение вал I. На переднем конце вала I расположен кривошипный диск-шестерня 33, при вращении которого шатун 35 передает качательные движения коромыслу 36. Зубчатый сектор 37, закрепленный на коромысле, находится в зацеплении с круговой рейкой на ползуне (шпинделе) 38 к сообщает ему возвратно-поступательное движение.
Вращение долбяка
На валу I нарезан четырехзаходный червяк 3, зацепляющийся с червячным колесом 4. При вращении вала I через червячную пару 3—4 и сменные колеса круговой подачи В и Г движение передается на вал II. Далее, через конические колеса 5 и 6 (реверсивный механизм, меняющий направление вращения долбяка) вращается вал III. Коническое колесо 7, закрепленное на валу III, зацепляется с колесом 8, свободно сидящим на валу IV. При включении муфты М1, вращение передается на вал IV через червячную пару 9 10 на ползун. На ползуне и в отверстии червячного колеса закреплены направляющие полувтулки такого же типа, как и на станке 514 (фиг. 94).
Вращение стола
На правом конце вала II закрепляется сменное зубчатое колесо Д гитары деления, которое через сменные колеса Е, Ж и 3 сообщает вращение валу V. Далее, через конические колеса 11- 12 получает вращение вал VI и через конические колеса 13—14 (реверсивный механизм) — червяк 15 и червячное колесо 16, вращающее стол с заготовкой.
Радиальная подача (врезание)
Так же, как и в станке 514, врезанием управляет кулачок, однако в этом станке кулачок вращается непрерывно и равномерно как во время врезания, так и после того, как врезание прекращается. Одно из трех колес зубчатого блока, сидящего на скользящей шпонке на валу V, вводится в зацепление с соответствующим колесом, закрепленным на валу VI. Таким образом, через колеса 17—18 или 19—20, или 21—22 и далее через червячную пару 23—24 приводится во вращение кулачок врезания K1. Колесо 24 (фиг. 114) сидит свободно на валу кулачка подачи и вращает этот вал при помощи собачки а, зацепляющейся с храповым колесом b, закрепленным на валу. Вращение кулачка К1, вызывает продольное перемещение рейки 28, которая в свою очередь толкает суппорт с долбяком в направлении изделия, сообщая тем самым радиальную подачу (врезание). Груз 42, подвешенный к цепи, натянутой на звездочку 43, стремится повернуть звездочку, а, вместе с ней и реечное колесо 30 против часовой стрелки. Так как реечное колесо 30 находится в зацеплении с рейкой 31, прикрепленной к суппорту, то суппорт всегда стремится переместиться по направляющим станка влево. Благодаря этому ролик Н, закрепленный в конце рейки 28, постоянно прижимается к криволинейной поверхности кулачка врезания К1.
Установочное перемещение суппорта
Установочное перемещение суппорта достигается вращением вручную (рукоятка Р5) червяка 25, на оси которого насажен лимб (круговая шкала). При этом вращается червячное колесо 26 и закрепленное с ним на одном валу колесо 27, сцепляющееся с рейкой 28. Рейка остается неподвижной, так как под действием груза ее ролик прижат к кулачку врезания, а суппорт перемещается по направляющим относительно рейки. Когда червяк 25 неподвижен, суппорт относительно рейки не может сместиться, так как червячное колесо 26 тормозится червяком. Известно, что червяки с малым углом подъема называются самотормозящими и какова бы ни была нагрузка на колесо сами по себе не поворачиваются. Для быстрого перемещения суппорта вручную служит квадрат Ро на оси колеса 29. В этом случае нужно червяк 25, препятствующий вращению, вывести из зацепления с колесом 26.
Возвратно-поступательное движение стола, отводящее заготовку при холостом ходе долбяка
Это движение получается от кулачка К2, закрепленного на валу I. Кулачок при помощи толкателя 39 и коленчатого рычага 40 толкает тягу 41, перемещающую стол с заготовкой по направляющим. Величина хода составляет не более 0,5 мм.
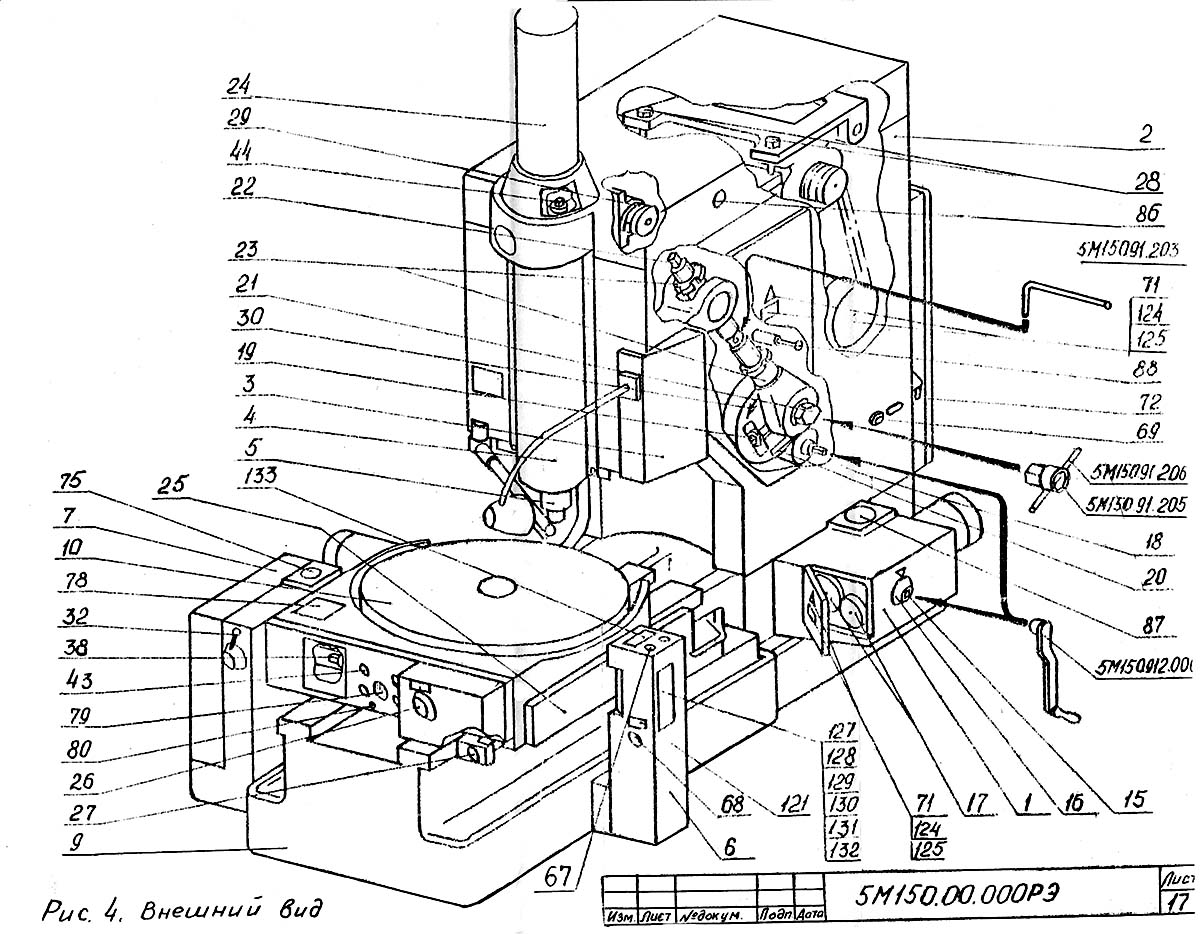
Конструкция зубодолбежного полуавтомата 5В12
Станок имеет вертикальную компоновку и крепится на нижней станине, представляющей собой жесткую тумбу, в которой смонтированы: электродвигатель главного движения АОЛ42-6 мощностью 1,7 кВт и числом оборотов в минуту 950, электродвигатель АОЛ31-4 мощностью 0.6 кВт и числом оборотов в минуту 1410, насос гидросистемы, пластинчатый фильтр, напорный золотник, Г54-13, реверсивный золотник с ручным управлением Г74-12, клапан предохранительный (разгрузочный) А85-13 и реле давления Г62-21.
Кроме того в отдельной нише нижней станины, которая изолирована от попадания пыли, грязи, а также масла и охлаждающей жидкости смонтировано электрооборудование, а на. отдельной плите — электронасос охлаждения ПA-22, производительностью 22 л в минуту.
В нижней станине предусмотрены резервуары для масла и охлаждающей жидкости гидросистемы.
Средняя станина крепится к нижней станине болтами. В средней станине смонтированы: стол, механизмы реверсирования, качания и регулирования величины отвода стола при холостом ходе режущего инструмента.
Стол устанавливается на скалках; и нем смонтированы шпиндель, червячное колесо и червяк.
Верхняя станина крепится к средней станине. В верхней станине смонтированы: главный вал кривошипно-шатунного механизма, механизмы радиальных и круговых подач, механизм реверсирования суппорта, механизм деления, механизм ручного поворота кулаков, механизм отката суппорта, конечный выключатель, кронштейн местного освещения и панель управления станком.
Суппорт смонтирован на направляющих верхней станины. В корпусе суппорта имеется штоссель, червячное колесо и червяк делительной пары суппорта, подвижная и неподвижная направляющие штосселя, механизм перемещения и установки суппорта, коромысло с сектором и масляный насос.
Особенностью станка является короткая кинематическая цепь обкатки, достигнутая благодаря отсутствию вертикальных валов и конических колес. Отсутствие вертикальных валов позволяет легко переналадить станок на обработку удлиненных шестерен-валиков, для чего устанавливают прокладки между верхней и нижней станинами.
Станок позволяет нарезать удлиненные рейки. На станке может быть установлен гидрозажим изделия. Обслуживание станка удобно и не требует много времени на переналадку. Применяются механизмы реверсирования и переключения кулаков.
Все эти особенности резко сокращают время, связанное с переналадкой станка, а использование гидрозажима значительно сокращает потери времени на зажим заготовки.
Нижняя станина станка
Главный электродвигатель крепится на регулируемой плите. Плита имеет винтовое устройство для натяжения ремней. Для переброски ремней с одних ручьев шкива на другие применено эксцентриковое устройство с фиксатором.
Средняя станина станка
Механизм качания стола в средней станине имеет укороченную кинематическую цепь и весьма жесткую рычажную систему, что обеспечивает долговечность работы этого механизма и четкость отвода стола при холостом ходе инструмента..
В отличие от других станков данного типоразмера в станке 5В12 пружина, отводящая стол, поставлена в конечном звене. Это обеспечивает выборку люфтов в соединениях звеньев механизма качания, устраняет ударную нагрузку и вибрации и тем самым способствует долговечности работы станка.
Стол имеет жесткое крепление червяка делительной пары. Все трущиеся поверхности стола, обильно смазываются маслом, которое поступает от насоса.
Верхняя станина станка
В кинематике верхней станины отсутствуют вертикальные валы и конические колеса, что позволяет без разборки узлов переналадить станок для спецработ: нарезания зубьев на удлиненных валиках, нарезания блоков шестерен, нарезания внутреннего зуба при большой длине заготовки и т. п.
Переналадка станка осуществляется за счет применения прикладки между средней и верхней станинами и установки удлиненного толкателя механизма качания стола.
Верхняя станина имеет механизм реверсирования суппорта. Направление вращения штосселя меняется путем переключения рукоятки.
Часть детален этого механизма унифицирована и взаимозаменяема с деталями механизма реверсирования стола.
На верхней станине монтируется реечное устройство для отката суппорта, которое заменяет груз, установленный на станках данного типоразмера. Оно даст возможность избегать вибрации станка при откате суппорта.
Суппорт
На корпусе суппорта установлен плунжерный насос, который получает движения от эксцентрика. Все механизмы суппорта смазываютгя от насоса.
Зубообрабатывающие станки
SynchroForm (V) — фрезерный станок для обработки элементов зубчатого венца (фасок, стопоров переключения передач, пазов и т.д.). SynchroFine XL — зубообрабатывающий станок для профильного шлифования внутреннего и внешнего зубчатого венца.
| Зубофрезерный станок с ЧПУ SynchroForm (V) | Зубофрезерный станок с ЧПУ SynchroFine XL |
|
|
| Наружный диаметр заготовки, макс.: 310 мм | Наружный диаметр заготовки, макс.: до 2200 мм |
| Ширина зубчатого венца, макс.: 70 мм | Ширина зубчатого венца, макс.: 1100 мм |
| Диаметр обработки, макс.: 250 мм | Диаметр обработки, макс.: 2200 мм |
| Поставка под заказ. Цена: по запросу. Купить станок | Поставка под заказ. Цена: по запросу. Купить станок |


Принципы выбора
Прежде чем покупать оборудование, необходимо рассмотреть ряд факторов, влияющих на эксплуатацию, возможности станка:
- габариты и массу агрегата;
- размеры рабочего стола;
- максимально допустимый диаметр обработки заготовок;
- наличие дополнительных функций;
- систему управления — ручная или ЧПУ.
Промышленное оборудование нужно выбирать с системой подачи смазывающей жидкости.
Габариты и масса станка (Фото: Instagram / assabel31)
Преимущества и недостатки
Преимущества:
- высокая производительность;
- точность проводимых работ;
- снижение усилий со стороны мастера при покупке оборудования с системой ЧПУ.
Недостатки:
- высокая стоимость оборудования;
- большие размеры.
Дополнительно можно сказать о сложности самостоятельной починки ключевых элементов станка.
Производители и цена
На мировом рынке присутствует промышленное оборудование разных марок. Из наиболее популярных можно выделить:
- Liebherr;
- GLEASON;
- Mitsubishi.
Стоимость промышленного оборудования начинается с 500 тысяч рублей. Средняя цена на агрегаты с ЧПУ — 1 млн. рублей.





