

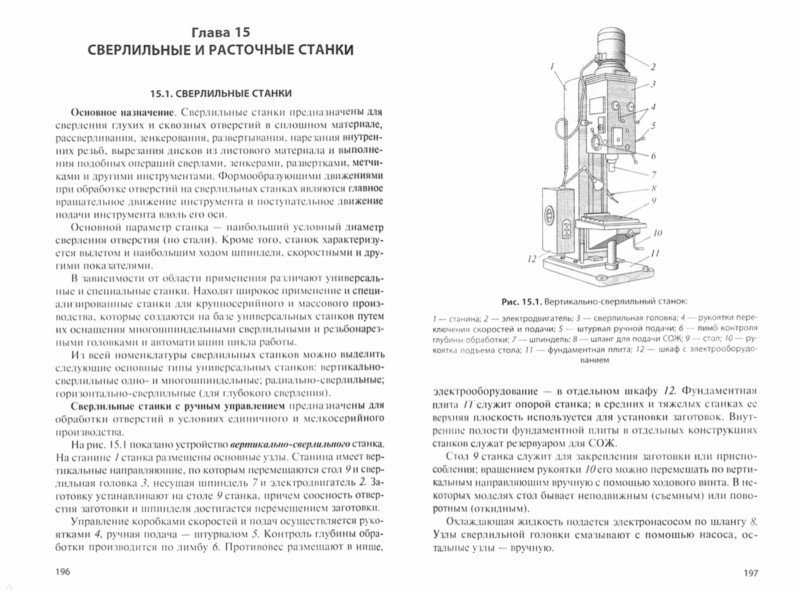
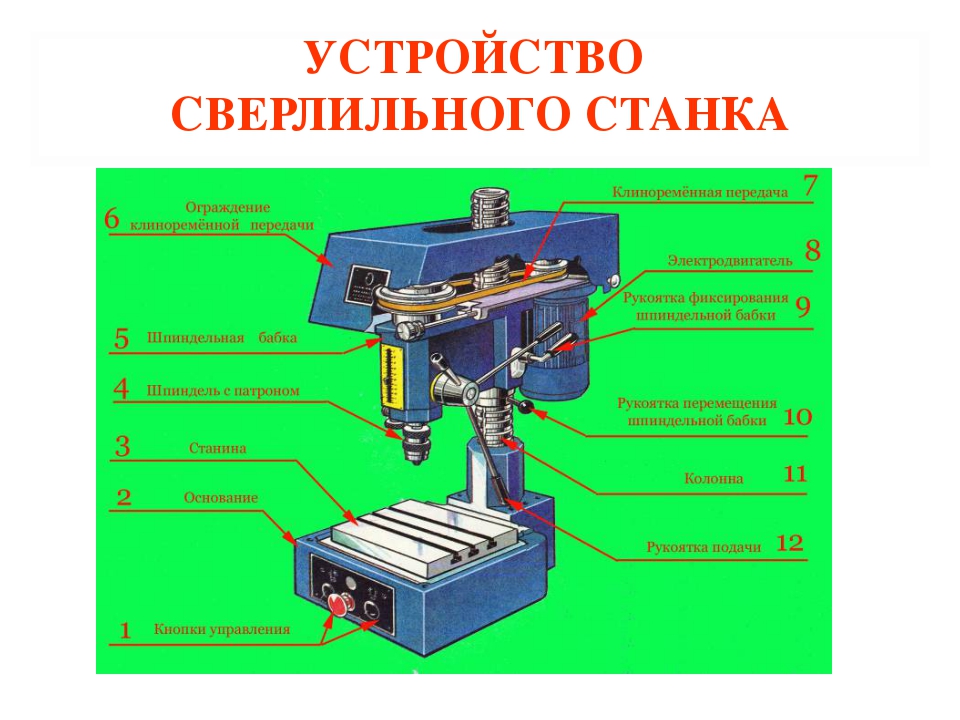
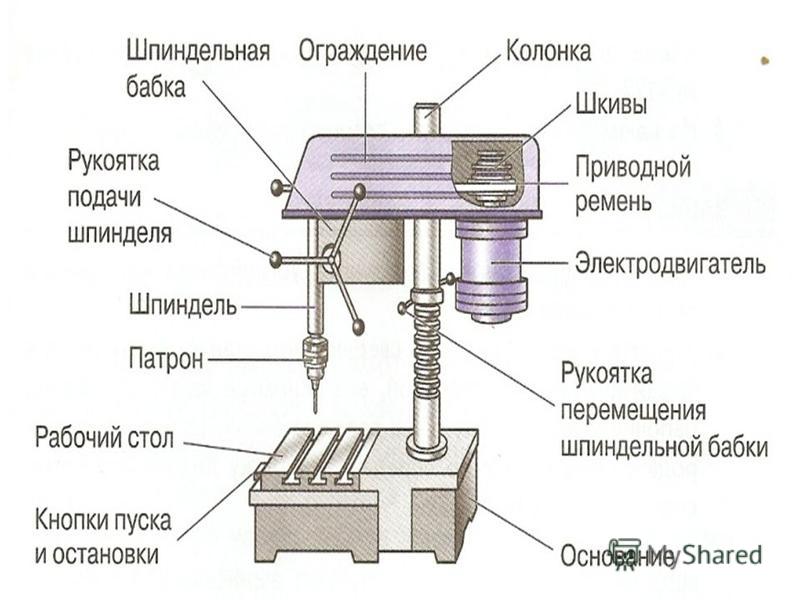
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.

Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.

Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.

При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
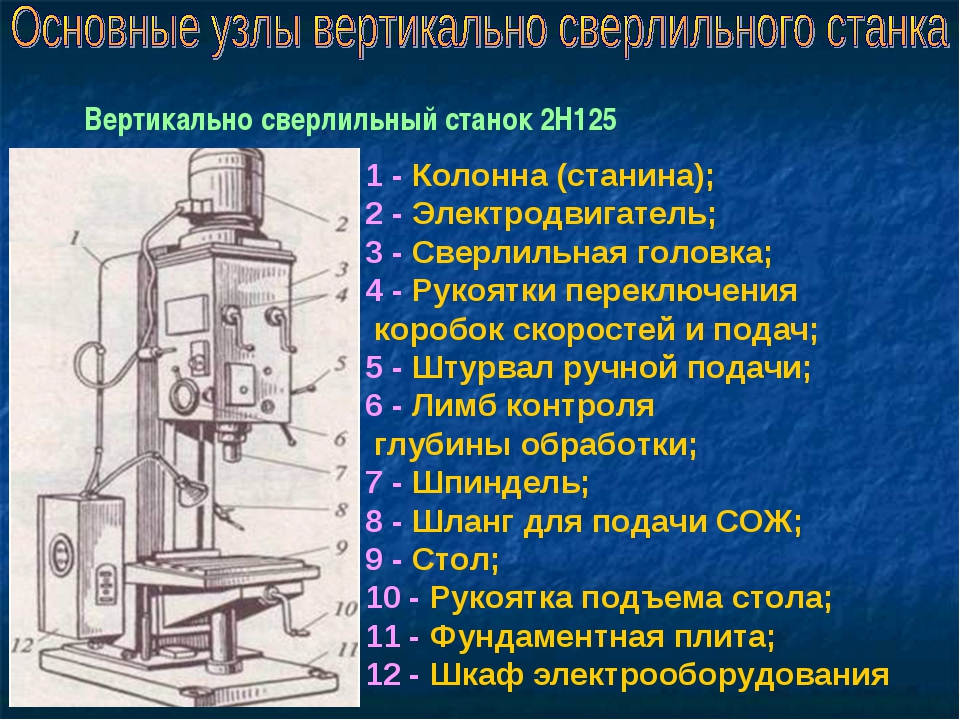
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
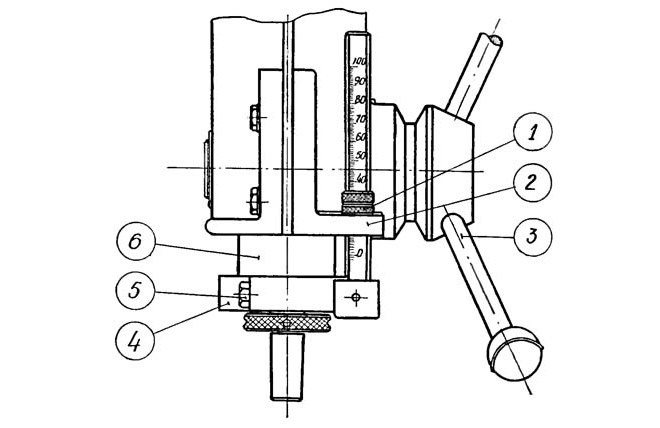
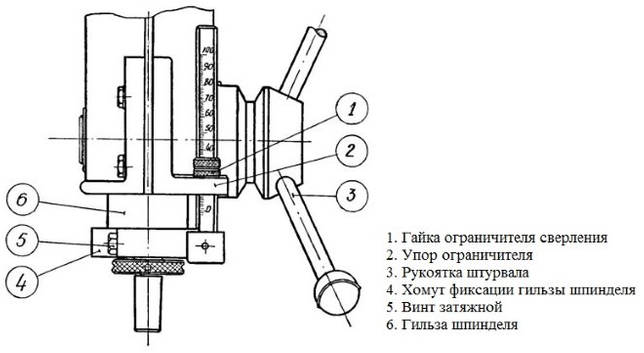
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.

Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
Проводимые операции
Промышленные станки рассматриваемого типа могут применяться для проведения самых различных операций. Это связано с тем, что кроме сверла могут устанавливаться и другие инструменты. Чаще всего оборудование применяется для выполнения следующих операций:
- Обработка уже полученных отверстий при помощи цековки.
- Развертывание.
- Обработка при применении зенкера-пробойника.
- Образование резьбы внутри отверстий.
- Растачивание отверстий при применении соответствующего резца.
- Финишная обработка.
- Формирование различных углублений при установке фрезеровального инструмента.
Бытовые модели подходят исключительно для сверления и рассверливания.
Слишком твердый материал может стать причиной быстрого износа режущей кромки.
Устройство и возможности промышленных сверлильных останков
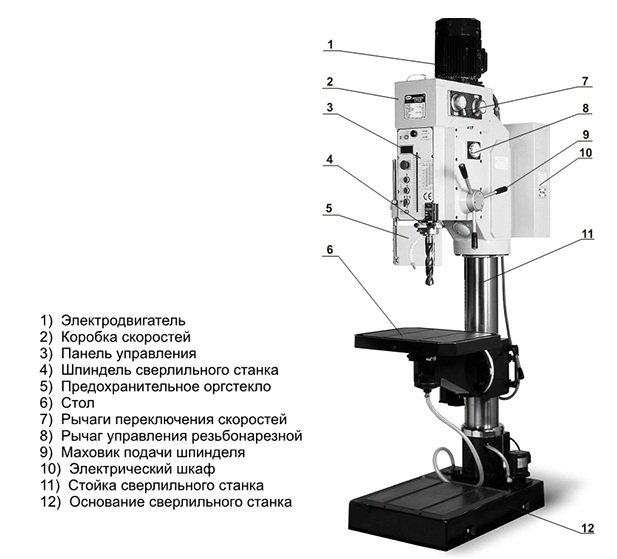
Устройство промышленных сверлильных станков является более сложным, чем у бытовых агрегатов, а возможности таких приборов очень велики. На подобных станках можно обрабатывать заготовки из любого металла и других материалов значительной толщины.
Электросхема сверлильных станков промышленного назначения отличается надежным исполнением. Большинство таких агрегатов имеют возможность автоматического изменения направления вращения сверла. Почти все модели промышленных станков оснащены системой подачи жидкости для охлаждения.
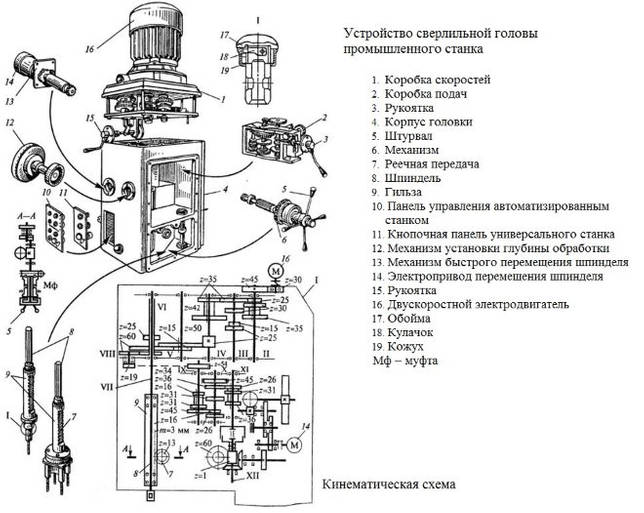
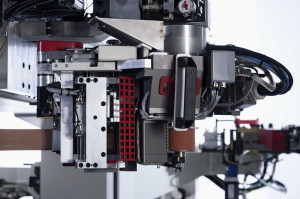
Фото №4: устройство промышленного сверлильного станка
Сверлильный станок 2СС1М: характеристики
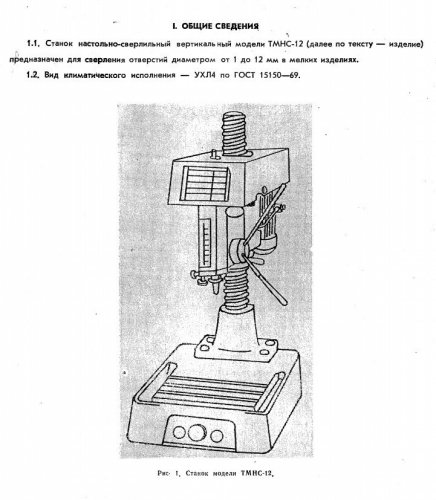
Со сверлением и фрезерованием небольшой партии заготовок успешно справится настольно-сверлильный станок 2СС1М. Агрегат выполняет сверлильную операцию в стальной заготовке, фрезерование неметаллов и точение древесины.
Рассчитан агрегат на бытовое использование и работы в единичном производстве.
Станок комплектуется токарным трехкулачковым патроном и прихватом с крепежным комплектом.
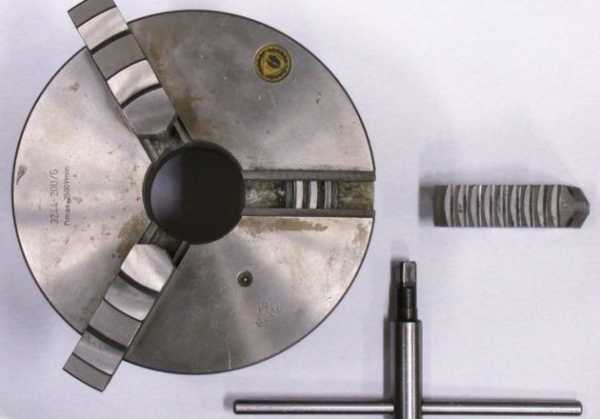
Токарный трехкулачковый патрон
Как опция прилагается приспособление, позволяющее вести токарную обработку.
Основные технические характеристики станка
Характеристики агрегата вполне стандартные:
| № п/п | Наименование параметра | Значение |
| 1 | Максимальный диаметр сверления в стали, мм | 6 |
| 2 | Максимальный размер рассверливания, мм | 13 |
| 3 | Предельное расстояние от зеркала стола до торца шпинделя, мм | 250 |
| 4 | Разметка отдаленности от основания до торца шпинделя, мм | 370 |
| 5 | Величина поворота рабочего стола, град | 360 |
| 6 | Максимальный сдвиг пиноли, мм | 70 |
| 7 | Вылет шпинделя от стойки, мм | 150 |
| 8 | Размер стола, Длина × Ширина, мм | 200×200 |
| 9 | Размер основания, Длина × Ширина, мм | 200×200 |
| 10 | Конус в шпинделе | Морзе В16 |
| 11 | Максимальный диаметр деревянной заготовки для токарной обработки, мм | 70 |
| 12 | Число ступеней оборотов шпинделя | 3 |
| 13 | Частота вращения в соответствии с диаметром сверления, об/мин | |
| до 5 мм | 1,6 тыс. | |
| от 5 до 7,5 мм | 1 тыс. | |
| от 7,5 до 13 мм | 600 | |
| 14 | Габарит станка, Длина × Ширина × Высота, мм | 620×240×700 |
| 15 | Вес оборудования, кг | 52,5 |
Описание устройства
Сверлильный станок 2СС1М представляет собой вертикальную конструкцию для настольной установки с массивным основанием в виде плиты.
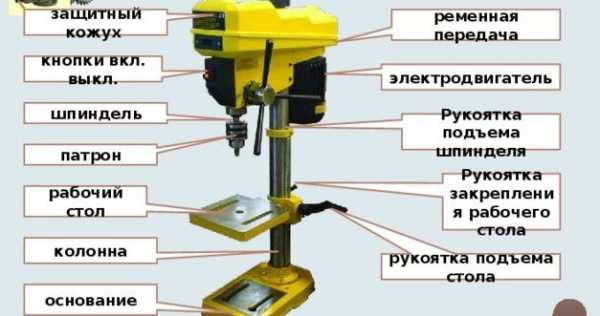
Устройство сверлильного станка
В опору плиты входит:
- Цилиндрическая стойка – на ней находится подвижный рабочий стол и траверса.
- Для фиксации стола предусмотрен механизм зажима с ручкой.
- Над рабочей зоной стола расположен пиноль, закрепленный в траверсе.
- Пиноль имеет возможность перемещения в вертикальной плоскости по реечной передаче. Пиноль опускается вращением рукоятки ручной подачи.
- В противоположной части траверсы станка 2СС1М установлен электродвигатель.
- Трехступенчатый шкив электродвигателя и пиноли соединяет ременная передача.
Подготовка станка к работе
Специалисту необходимо знать регламент по эксплуатации агрегата:
- За отверстия в основании станок закрепляется на верстаке или рабочем столе.
- В шпинделе с патроном зажимается сверло необходимого диаметра.
- Рукояткой пиноль отводится в крайнее верхнее положение.
- Обрабатываемая деталь устанавливается на столе и закрепляется прихватами или с помощью другой оснастки.
- Перемещением стола нужно установить зазор не менее 5 мм между верхней плоскостью детали и вершиной инструмента.
Перемещение инструмента при обработке контролируется по линейке лимба. Цена деления отсчетного устройства 1 мм, отметка соответствует величине перемещения инструмента на деталь. Перед началом обработки следует соединить нуль лимба с отметкой на станке, вращением лимба против часовой стрелки.






Принцип работы электрической схемы
Питание станка 2СС1М происходит от сети напряжением 220 В. Род тока – переменный, однофазный, а частота тока 50 Гц.
После подключения к сети при полной готовности к работе следует нажать пусковую кнопку на панели управления. После подачи электричества срабатывает толчковый контакт включения пусковой обмотки, запускается рабочая обмотка электромотора.
В момент выключения кнопки размыкаются клеммы на контакторе, пусковой контур электродвигателя отключается.
Останов оборудования осуществляет стоповая красная кнопка. Она также необходима в аварийной ситуации и при непринужденном останове двигателя. Кнопка предотвращает поломку привода станка и травматизм станочника.
В сверлильном станке 2СС1М установлен электродвигатель с номинальной мощностью 0,18 кВт.
Электродвигатель с мощностью 0,18 кВт
Частота вращения вала двигателя 1420 об/мин. Двигатель имеет II класс изделия с двойной изоляцией.
Рекомендации по обработке
Специалисты по работе с агрегатом советуют мастерам придерживаться нескольких правил:
- Выбор режимов обработки производится с учетом твердости и типа материала. Заготовки высокой твердости обрабатываются на низких оборотах.
- Крупногабаритные детали устанавливают на полу или подставке. Траверсу разворачивают в нужное положение.
- Фрезерование пазов выполняется при закрепленной пиноли. Заготовка устанавливается вдоль упора и подается вручную.
На токарной операции в пиноль устанавливается гребенка вместо патрона. В отверстие рабочего стола закрепляется вращающийся центр. Между ними располагается обрабатываемая деталь. Обработка ведется резцами с установкой специального приспособления.
1 Классификация сверлильного оборудования
Сверлильные агрегаты в соответствии с принятой в нашей стране классификацией относят ко второй группе металлорежущего оборудования. По назначению установки для сверления подразделяют на следующие виды: специализированные; универсальные; специальные. Под специализированными понимают автоматизированные агрегаты, которые способны выполнять определенные технологические процедуры. Как правило, они настраиваются на одновременное сверление нескольких отверстий в каких-либо конкретных конструкциях.
К специализированным относятся почти все советские и российские агрегатные станки, которые собираются из стандартных механизмов и составных частей. Они обычно оснащаются множеством особых инструментов и приспособлений, что ориентирует их на применение в массово-поточном и крупносерийном производстве.
Универсальное оборудование позволяет осуществлять любые технологические процедуры, связанные с выполнением отверстий и их дополнительной обработкой – фрезерно-расточной, фрезерно-токарно-расточной, токарно-расточной и т.д. Оно больше всего распространено, универсальные агрегаты используются многими предприятиями, небольшими производственными компаниями и частными лицами (настольный станок для сверления нетрудно найти в домашних мастерских наших сограждан).
Всю номенклатуру универсального оборудования делят на:
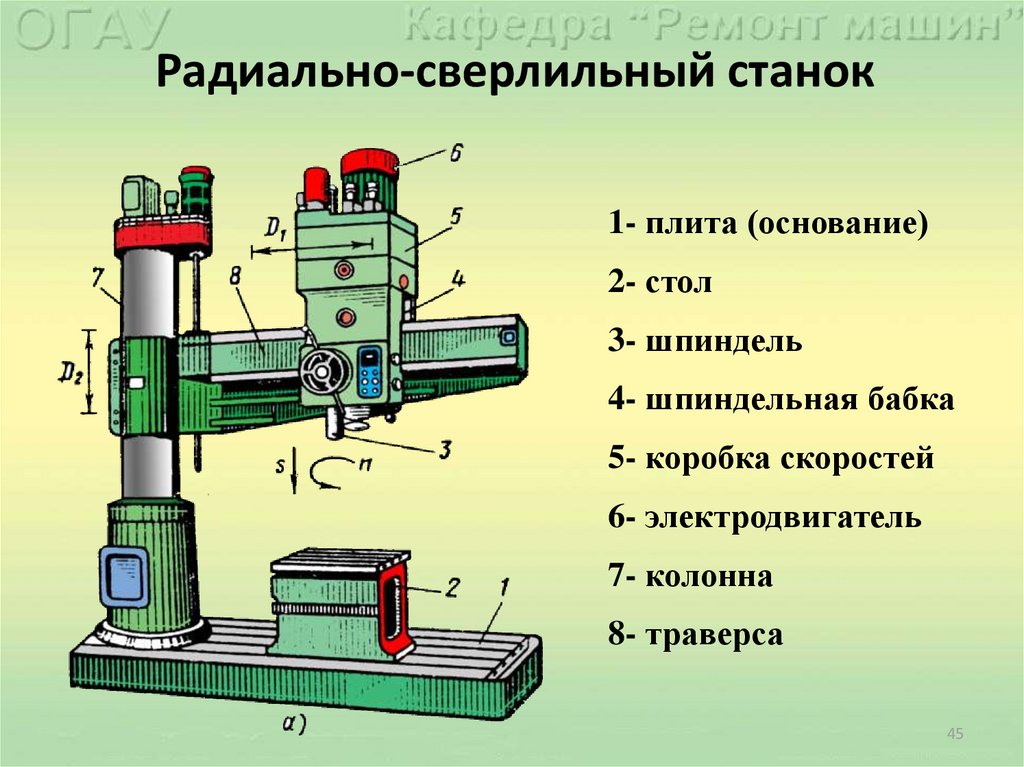
- Радиально-сверлильные установки. Они могут быть передвижными, стационарными, снабженными головками поворотного типа, переносными и другими;
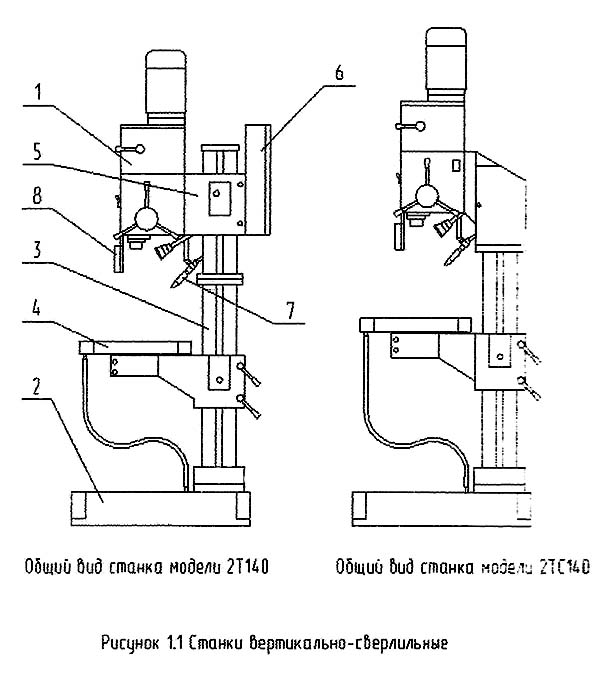
- Вертикально-сверлильные. Бывают с сечением сверления 75 миллиметров (тяжелые), с сечением от 18 до 50 миллиметров (средние), с сечением 3–12 миллиметров (легкие). Любой настольный агрегат по своим параметрам относится к группе легких.
- Горизонтально-центровальные и горизонтально-сверлильные.
Агрегаты специального вида изготавливают для производства ограниченного числа операций (иногда они дают возможность выполнить всего одну операцию) в конкретной детали. В большинстве случаев их невозможно перенастроить на работу с другими заготовками.

Добавим, что радиально-сверлильный станок либо сверлильный агрегат другого типа (например, сверлильно-присадочный станок или магнитный сверлильный станок) может располагать системой числового программного управления (ЧПУ). Сверлильный станок с ЧПУ в своей маркировке имеет специальные символы (одна или две литеры и одна цифра), которые описывают некоторые особые характеристики оборудования. Понятно, что бытовые сверлильные станки не оснащаются числовым программным управлением, в этом нет никакой необходимости.
Если перед нами агрегат с обозначением “Ф1” в конце маркировки, это означает, что он имеет возможность преднабора координат и оснащен цифровой индикацией, с обозначением “Ф2” – оборудование с прямоугольными и позиционными системами ЧПУ, с “Ф3” – числовой программный комплекс является контурным. А обозначение “Ф4” говорит нам о том, что на станке установлено ЧПУ универсального типа, позволяющее с одинаковой легкостью выполнять и контурную, и позиционную обработку.
Агрегаты без ЧПУ делятся на: полуавтоматические; с ручной и механической подачей; автоматизированные; автоматические. Кроме всего прочего, сверлильное оборудование в последние годы пополнилось большим количеством совершенно новых специальных и специализированных агрегатов, среди которых мы хотим выделить:
- деревообрабатывающий сверлильно-присадочный станок;
- инновационный магнитный сверлильный станок;
- многофункциональный токарно-фрезерно-расточной и комбинированный фрезерно-токарно-расточной центр.
О них обязательно будет рассказано в данной статье.
Лучший сверлильный станок по бетону

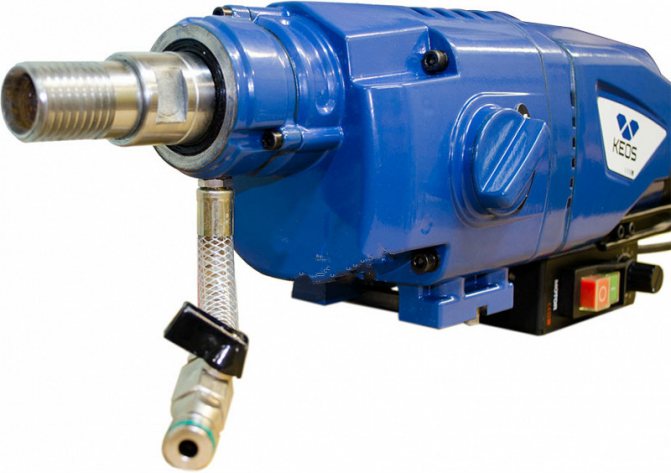
KS-350 – обновленная и модернизированная модель сверлильной машины по бетону. Относится к классу профессионального оборудования.

Характеристики:
- мощность – 330 Вт;
- скорость работы сверла – 100-650 об/мин;
- масса – 34 кг;
- размеры − 105*38*25 мм.
Плюсы:
- диаметр проделываемых отверстий – 5-35 см;
- электронная и механическая защита электродвигателя;
- трехскоростной редуктор;
- плавная регулировка скорости сверления;
- корректировка угла наклона станины;
- уровень;
- редуктор каретки двухсторонний;
- базовая плита фиксируется анкерами или вакуумом;
- подача хода роликового характера.

Минусы:
- подобная модель собирается по заказу потребителя;
- оператор и слесарь должны обладать определенными знаниями и опытом;
- комплектующие, расходные материалы только под заказ;
- сравнительно большая стоимость;
- издает шум и вибрации при работе.
ЧПУ: классификация и пояснения
ЧПУ сегодня в станках используется повсеместно, с той лишь оговоркой, что строго по технологическим нуждам: если есть возможность выполнить деталь, при этом нет требований по сверхточности ее исполнения, можно просто пригласить на работу опытного мастера, который выполнит ее на привычном ручном станке.
Хотя для работы дома (для ювелиров, художников по дереву и металлу) встречается миниатюрный настольный станок, но не менее профессиональный и надежный.
Видео:
Так что цена и вопрос уместности хоть и банальны, но насущны. Технологически систему ЧПУ можно поделить на 2 группы:
- Позиционная: сверло и заготовка движутся прерывисто – точка за точкой. При этом позиции находятся либо далеко (скажем, при растачивании и сверлении), либо близко друг от друга (как при точении и фрезеровании);
- Непрерывное перемещение: контурная работа в одно движение.
Позиционная система ЧПУ – самый простой вид управления, только используется в основном в сверлильных и координатно-расточных станках, где не требуется фигурное движение – только по прямой.
Прямоугольная система ЧПУ перемещает сверло по очереди вдоль конкретной оси координат, при этом скорость перемещения задана самой программой.
Такая система используется также ограниченно (сравнительно) на заготовках, которые можно класть параллельно к осям координат (точение, фрезерование).
Формообразующая ЧПУ
Об этом типе ЧПУ нужно сказать отдельно. Это более продвинутый вариант позиционирования и работы в целом, так как инструмент движется по двум координатам и более, что позволяет выполнять обработку заготовок любой формы.
Интерполятор одновременно выдает координаты в трехмерном пространстве в виде определенного числа приводов подач. Сегодня все больше выпускается станков именно с формообразующей ЧПУ.
Видео:
Да, они дороги, но такое профессиональное оборудование быстро окупается, так как позволяет производить сложнейшие детали, которые стоят недешево.
Но даже такой инновационный станок может предложить выбор опций: 2D и 3D формообразование.
2D формообразование управляется по двум осям координат, значит можно перемещать сверло по дуге и прямой линии. Частный вариант этого типа – 2½D формообразование.







ВАЖНО ЗНАТЬ: Работа фрезерных станков с ЧПУ по металлу
Сверло движется уже по 3 осям координат, но разница в том плане, что управляемыми являются всего 2 оси, а третья служит для установки, подвода и отвода инструмента.
После исполнения команды на движение в некой плоскости, система может перейти на движение в другой.
Такая система ЧПУ используется в простых станках, которые оснащены шаговым приводом подачи.
Что примечательно, обрабатывать на станке можно сложные контуры и поверхности, но объемная деталь обрабатывается послойно в конкретной вертикальной или горизонтальной плоскости, а не непрерывно.
3D формообразование – венец станкостроения, который производит высокоточные детали, причем с гладкой поверхностью.
Видео:
Инструмент станка движется сразу по 3 осям, а значит можно обработать любой пространственный контур непрерывно. По большей части используется метод фрезерования, чем сверления.
Впрочем, если станок универсальный, да еще и с 3D, то он выполнит любую деталь, не говоря уже про обычное сверление. Цена на такой агрегат достигает порой нескольких тысяч евро.
Назначение алмазно-расточного станка 2733П
Вертикальный отделочно-расточной станок 2733П выпускается российским станкостроительным предприятием и предназначен для тонкой расточки блоков цилиндров и гильз судовых, автотракторных и мотоциклетных двигателей, а также для сверления, подрезки торцов и расточки отверстий в отдельных деталях. Расточные станки снабжены комплектом шпинделей, которые устанавливаются на шпиндельную бабку в зависимости от диаметра растачиваемого отверстия. При использовании универсального шпинделя на станке 2733П возможно проведение тонких фрезерных работ. В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы (поэтому эти станки еще называют алмазно-расточными).
Читать также: Механизированная штукатурка наружных стен
Класс точности станков 2733П – повышенный (П).
Алмазно-расточной станок модели 2733П находит примение в крупносерийном и массовом производстве в автомобильной, тракторной и авиационной промышленности, а также на авторемонтных предприятиях и автобазах.
Технические характеристики вертикального отделочно-расточного станка 2733П
| Параметр | Значение |
| Класс точности по ГОСТ 8-82 | П |
| Диаметр растачиваемого отверстия, мм | |
| Расстояние от оси шпинделя до салазок шпиндельной бабки, не менее, мм | |
| Наибольший ход шпиндельной бабки, не менее, мм | |
| Расстояние от конца шпинделя в нижнем положении до рабочей поверхности стола, не менее, мм | |
| Размеры рабочей поверхности стола, мм | |
| Наибольшее перемещение стола, мм: – продольное – поперечное | |
| Количество ступеней частот вращения шпинделя | |
| Пределы частоты вращения шпинделя, об/мин | |
| Число ступеней рабочих подач шпиндельной бабки | |
| Пределы подач шпиндельной бабки, мм/об | |
| Скорость рабочего перемещения стола в продольном направлении, мм/мин | |
| Скорость быстрого перемещения стола в продольном направлении, м/мин | |
| Скорость быстрого перемещения шпиндельной бабки, м/мин | |
| Диаметры отверстий в зависимости от обработки, мм: – шпинделем диаметр 48 – шпинделем диаметр 78 – шпинделем диаметр 120 – шпинделем диаметр 190 | |
| Наибольшая глубина растачивания в зависимости от диаметра растачиваемого отверстия, мм: – шпинделем диаметр 48 – шпинделем диаметр 78 – шпинделем диаметр 120 – шпинделем диаметр 190 | 185 210. 300 350. 410 500 |
| Наибольший диаметр сверления в сплошном материале, мм | |
| Количество электродвигателей в станке, шт. | |
| Суммаршая мощность всех электродвигателей, кВт | |
| Габариты станка 2733П, не более, мм | |
| Масса станка с электрооборудованием и шпинделем, кг |
Читать также: Какое дерево дает каучук
| Обозначение | Наименование |
| 2Е78П.71А.000 | Шпиндель Ø 48 с резцом / Ø раст. 50-82мм; h раст.=185мм |
| 2Е78П.71И.000 | Шпиндель Ø 60 с резцом / Ø раст. 64-90мм; h раст.=185мм |
| 2Е78П.72А.000 | Шпиндель Ø 78 с резцом / Ø раст. 82-125мм; h раст.=250мм |
| 2Е78П.73А.000 | Шпиндель Ø 120 с резцом / Ø раст. 125-200мм; h раст.=365мм |
| 2733П.70Г.000 | Шпиндель Ǿ 190 с резцом / Ø раст. 200-320мм; h раст.=500мм |
| 2Е78П.75.000 | Шпиндель специальный (укороченный, применяется при расточке V-образных двигателей) |
| 2Е78П.74.000 | Шпиндель универсальный (Ø раст. 27-65мм) в комплекте с ключом 2Е78П.74.010,переходнойвтулкой 2Е78П.78.010 |
| 2А78.76.003А | * Борштанга 27-42 в комплекте со спец.ключом |
| 2А78.76.004А | * Борштанга 42-65 в комплекте со спец.ключом |
| 2733П.78.030А | * Устройство для торцевания (фрезерования) плоскостей |
| 2Е78П.78.010 | Переходная втулка к универсальному шпинделю |
| 2Е78П.95.010 | Приспособление для расточки гильз |
| 2Е78П.97.010 | Приспособление для расточки V-образных двигателей (при расточке используется шпиндель 2Е78П.75.000) |
| 2Е78П.93.000 | Наездник для установки резца на размер расточки |
| 2733П.90.000 | Наездник для установки резца на размер расточки шп. Ǿ190) |
| 2733П.94.000 | Накладка для расточки V-образных двигателей |
| 2Е78П.78.020/030 | Резец подрезной по чугуну |
| 2А78.71.202В-02 | Резец эльборовый |
| 2А78.71.202В | Резец эльборовый |
| 2А78.76.232Б | Прихваты (в 1 комплект входят 4 прихвата) |
| 2Е78П.91.000 | Приспособление для центрирования |
| 2733П.95.000 | Приспособление для центрирования |
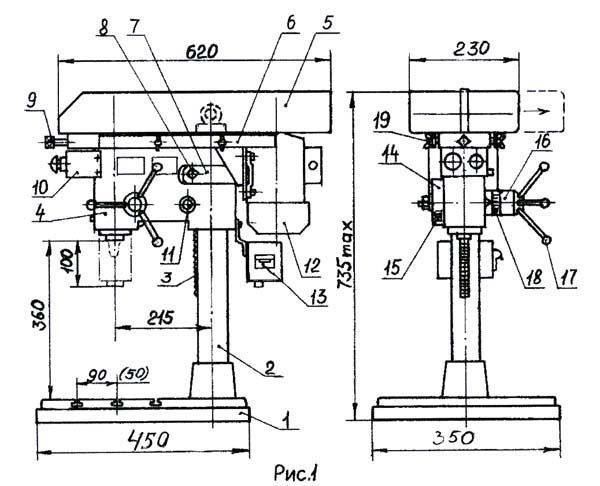
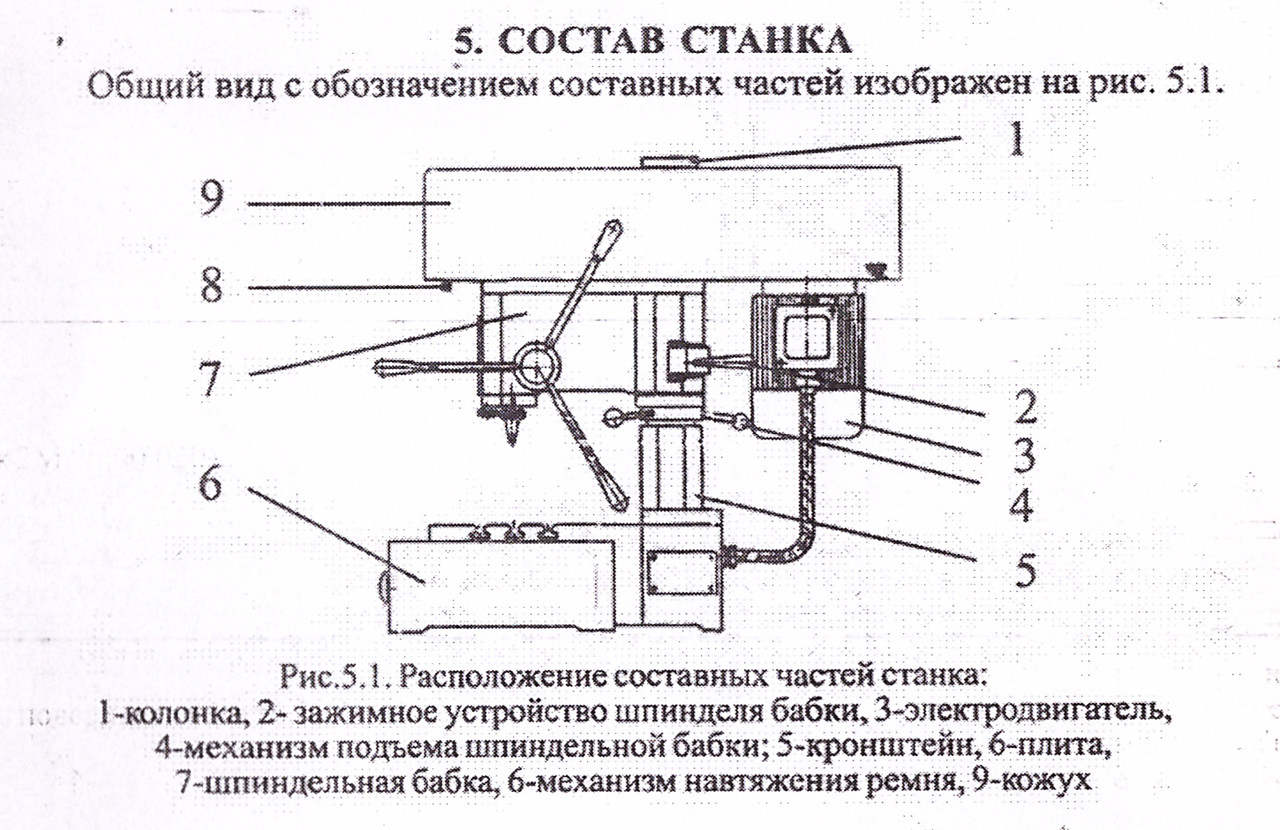
3 Описание узлов и кинематики станка
Колонка агрегата стоит на плите, которая выполнена в виде отливки со специальной емкостью, называемой корытом. Оно предназначено для сбора жидкости, используемой для охлаждения, а затем и для ее отвода. Крепление кронштейна и колонки сделано неподвижно, а сам кронштейн служит для соединения колонки и платика (верхнего) плиты.
Электрическое оборудование настольно-сверлильного агрегата помещено в полость плиты, на лицевой части которой находится пульт управления. Добавим, что плита располагает пазами (Т-образными), требуемыми для надежного крепления описанных узлов.

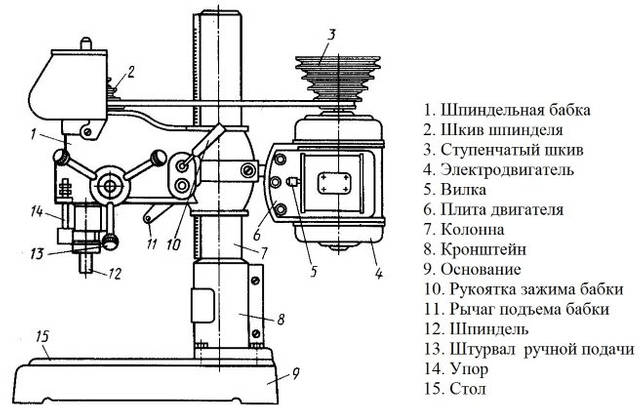
Шпиндельная бабка (ШБ) изготовлена из чугунного корпуса, в котором размещается устройство натяжения ремней и шпиндельный механизм. Электрический двигатель соединен с бабкой в задней ее части. ШБ допускается поворачивать на колонке для выбора необходимого рабочего положения бабки. После этого ее фиксируют в этом положении. Для передвижения ШБ вниз либо вверх следует использовать подъемное устройство, поворачивая его вправо или влево
Обратите внимание – нужно обязательно отжать зажимное устройство, чтобы получить возможность передвигать бабку
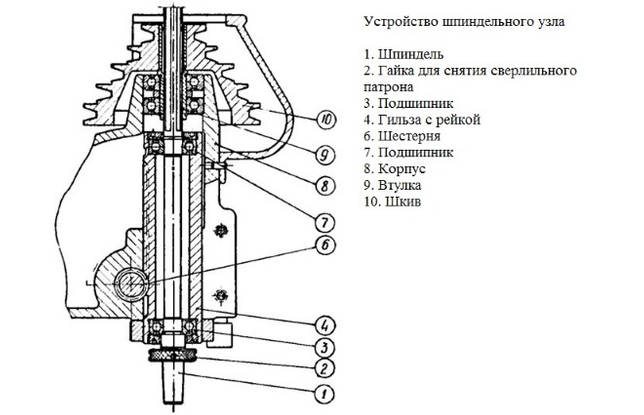
Шпиндель располагается на шарикоподшипниках в гильзе, а непосредственно шпиндельный узел размещен в корпусе. Через шлицевое соединение шпиндель получает требуемое для работы вращение от шкива и втулки. Оператор подает шпиндель при помощи гильзы с рейкой и вала-шестерни, которые подсоединены к штурвалу. В конструкции шпиндельного механизма предусмотрено наличие специальной гайки. Она дает возможность осуществить с конуса шпинделя снятие сверлильного патрона.
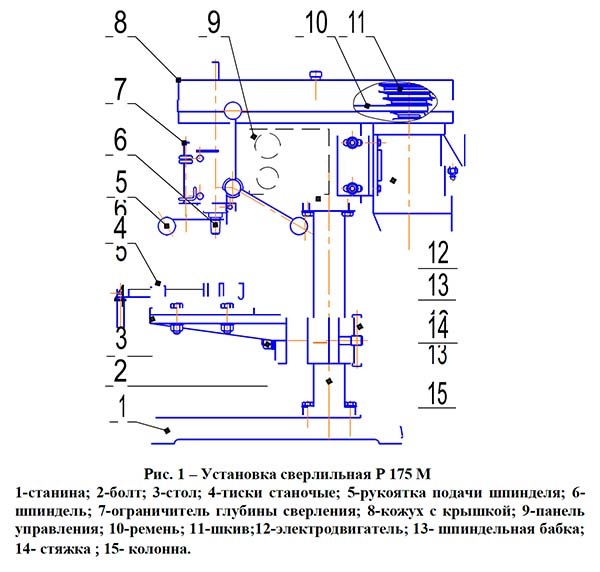
Элементы конструкции оборудования
Конструкция сверлильного станка НС-12 включает в себя следующие элементы:
- плиту-основание;
- колонну;
- хобот, на котором смонтирована шпиндельная группа оборудования;
- электроаппаратуру.
Колонна, которая устанавливается на плиту-основание, крепится на ней при помощи специального башмака. По периметру плиты-основания располагается специальный желоб для сбора охлаждающий жидкости. Из желоба жидкость сливается через нижнее отверстие, которое закрывается резьбовой пробкой. В том случае, если охлаждающая жидкость подается из централизованной сети, в сливное отверстие вворачивается ниппель, к которому подсоединяется резиновый шланг.
Внутренняя часть массивной плиты-основания используется для размещения понижающего трансформатора и корпуса пакетного выключателя, который отвечает за освещение зоны обработки. На передней части плиты смонтирована кнопочная станция, при помощи которой включается главный электродвигатель станка.

Вертикальное перемещение хобота по колонне осуществляется за счет реечной передачи, состоящей из рейки, закрепленной на колонне, и шестерни, смонтированной в хоботе. Управляют таким перемещением при помощи рукоятки, жестко соединенной с шестерней. Среди органов управления сверлильным станком есть еще одна рукоятка, при помощи которой хобот фиксируют на требуемой высоте.
Шпиндельный узел смонтирован на хоботе, также здесь располагаются плита с закрепленным на ней электродвигателем и механизм для натяжения приводных ремней. Сам шпиндель устанавливается в гильзе (пиноли) станка, которая может перемещаться в вертикальном направлении.
Управление перемещением гильзы, сообщающей шпинделю движение подачи, осуществляется посредством рукоятки, расположенной на боковой части хобота. Плавное и точное вращение шпинделя обеспечивается за счет его установки в опоры с прецизионными радиально-упорными подшипниками. Шкив шпиндельного узла сверлильного станка, представляющий собой пятиступенчатую конструкцию, также смонтирован на двух опорах с радиальными подшипниками.
Электродвигатель станка монтируется на специальной плите и может перемещаться по ее направляющим. Такая конструкция обеспечивает быстрое ослабление приводного ремня в тот момент, когда его необходимо перекинуть на другой шкив, а также его быстрое натяжение, когда необходимо приступить к обработке.
О достоинствах и недостатках
Для высокой защиты от разнообразных повреждений и поломок завод-изготовитель собрал все важные узлы и механизмы в цельный чугунный корпус. В устройстве агрегата для дополнительного удобства работы встроена функция освещения рабочего стола и зоны обработки.
Выпуск изделия начался в давние восьмидесятые. Хотя и прошло с тех пор не одно десятилетие, популярность агрегата не поубавилась. Он и по нынешний день пользуется большим спросом на крупных предприятиях и мелких частных мастерских. Модель 2м112 очень высоко ценят специалисты данного профиля за его надежность, легкость в управлении и хорошие характеристики.
Даже если станок 2м112 дал полный сбой в работе и восстановлению не подлежит (что само по себе крайне редкое явление), пользователи ищут аппарат такой же модели. Китайские аналоги хотя и дешевле, но их качество зачастую сильно страдает, а европейское оборудование на порядок дороже.
Благодаря высокой надежности и хорошему ресурсу, сверлильный станок 2м112 способен отлично справляться с тяжелыми условиями работы бесперебойной эксплуатации.
Простота конструкции делает возможным самостоятельный ремонт и не вызовет особых сложностей. В нынешнее время можно без проблем найти нужные запчасти и комплектующие. Так что с ремонтом никаких проблем не возникнет.




https://youtube.com/watch?v=phRBjMJPT8E
Мощности двигателя вполне хватает как для производственных организаций, так и для мелкого частного предприятия. Учитывая сравнительно доступную цену и крайне высокую надежность за счет большого ресурса, становится понятно, откуда такая высокая популярность у разработанного еще в прошлом веке станка.
Оборудование новых моделей
Востребованы предприятиями и модели с ЧПУ – F6, F8, F10. Они служат для того, чтобы с высокой точностью сверлить сквозные и глухие отверстия в плоскостях и торцах мебельных щитов, заготовках из бруса. Они затем идут на изготовление корпусной мебели.
Такое оборудование нашло применение на мебельных фабриках, занимающихся массовым или серийным выпуском продукции. У станков немало преимуществ:
- за один проход заготовки обеспечивается процесс сверления всех карт присадки;
- простота в работе: нет необходимости перенастраивать станок на каждую деталь, выбирается нужная программа и устанавливается заготовка нового типа;
- легкость программирования: программа оптимизации сама выбирает вариант присадки (максимально быстрый при данном инструменте);
- возможен проходной режим работы (станок обслуживают два ) или режим возврата панели на загрузку (при работе одного оператора);
- надежная фиксация заготовок обеспечивается пневматическими тормозами;
- оборудованием можно управлять, пользуясь эргономичным пультом с отображением всех совершаемых операций.
У станочников есть возможность регулировать длину, ширину и толщину материала, а в работе участвуют вертикальные шпиндели (их 7) и 1-2 горизонтальных.
1 Классификация сверлильного оборудования
Сверлильные агрегаты в соответствии с принятой в нашей стране классификацией относят ко второй группе металлорежущего оборудования. По назначению установки для сверления подразделяют на следующие виды: специализированные; универсальные; специальные. Под специализированными понимают автоматизированные агрегаты, которые способны выполнять определенные технологические процедуры. Как правило, они настраиваются на одновременное сверление нескольких отверстий в каких-либо конкретных конструкциях.
К специализированным относятся почти все советские и российские агрегатные станки, которые собираются из стандартных механизмов и составных частей. Они обычно оснащаются множеством особых инструментов и приспособлений, что ориентирует их на применение в массово-поточном и крупносерийном производстве.
Универсальное оборудование позволяет осуществлять любые технологические процедуры, связанные с выполнением отверстий и их дополнительной обработкой – фрезерно-расточной, фрезерно-токарно-расточной, токарно-расточной и т.д. Оно больше всего распространено, универсальные агрегаты используются многими предприятиями, небольшими производственными компаниями и частными лицами (настольный станок для сверления нетрудно найти в домашних мастерских наших сограждан).
Всю номенклатуру универсального оборудования делят на:
- Радиально-сверлильные установки. Они могут быть передвижными, стационарными, снабженными головками поворотного типа, переносными и другими;
- Вертикально-сверлильные. Бывают с сечением сверления 75 миллиметров (тяжелые), с сечением от 18 до 50 миллиметров (средние), с сечением 3–12 миллиметров (легкие). Любой настольный агрегат по своим параметрам относится к группе легких.
- Горизонтально-центровальные и горизонтально-сверлильные.
Агрегаты специального вида изготавливают для производства ограниченного числа операций (иногда они дают возможность выполнить всего одну операцию) в конкретной детали. В большинстве случаев их невозможно перенастроить на работу с другими заготовками.
Добавим, что радиально-сверлильный станок либо сверлильный агрегат другого типа (например, сверлильно-присадочный станок или магнитный сверлильный станок) может располагать системой числового программного управления (ЧПУ). Сверлильный станок с ЧПУ в своей маркировке имеет специальные символы (одна или две литеры и одна цифра), которые описывают некоторые особые характеристики оборудования. Понятно, что бытовые сверлильные станки не оснащаются числовым программным управлением, в этом нет никакой необходимости.
Если перед нами агрегат с обозначением «Ф1» в конце маркировки, это означает, что он имеет возможность преднабора координат и оснащен цифровой индикацией, с обозначением «Ф2» – оборудование с прямоугольными и позиционными системами ЧПУ, с «Ф3» – числовой программный комплекс является контурным. А обозначение «Ф4» говорит нам о том, что на станке установлено ЧПУ универсального типа, позволяющее с одинаковой легкостью выполнять и контурную, и позиционную обработку.
Агрегаты без ЧПУ делятся на: полуавтоматические; с ручной и механической подачей; автоматизированные; автоматические. Кроме всего прочего, сверлильное оборудование в последние годы пополнилось большим количеством совершенно новых специальных и специализированных агрегатов, среди которых мы хотим выделить:
- деревообрабатывающий сверлильно-присадочный станок;
- инновационный магнитный сверлильный станок;
- многофункциональный токарно-фрезерно-расточной и комбинированный фрезерно-токарно-расточной центр.
О них обязательно будет рассказано в данной статье.





