

Закалка стали 40Х
При сильном нагреве практически все материалы изменяют свои физические характеристики. В некоторых случаях нагрев проводится целенаправленно, так как подобным образом можно улучшить некоторые эксплуатационные качества, к примеру, твердость. Термическая обработка на протяжении многих лет используется для повышения твердости поверхности стали.
Выполнять закалку следует с учетом особенностей металла, так как технология повышения твердости поверхности создается на основании состава материала. В некоторых случаях провести закалку можно в домашних условиях, но стоит учитывать, что сталь относиться к труднообрабатываемым материалам и для придания пластичности нужно проводить сильный нагрев до высоких температур при помощи определенного оборудования.
В данном случае рассмотрим особенности нагрева стали 40Х для повышения пластичности и проведения закалки или отпуска.
Сталь 40Х
Как ранее было отмечено, для правильного проведения закалки и отпуска стали следует учитывать ее состав и многие другие особенности. Выбрать правильно режимы термической обработки можно с учетом следующей информации:
- Рассматриваемая сталь относится к конструкционной легированной группе. Легированная группа характеризуется содержанием большого количества примесей, которые определяют изменение эксплуатационных качеств, в том числе твердости.
- Используется в промышленности при создании валов, осей, штоков, оправок, реек, болтов, втулок, шестерней и других деталей.
- Показатель твердости до проведения термической обработки HB 10-1 = 217 Мпа.
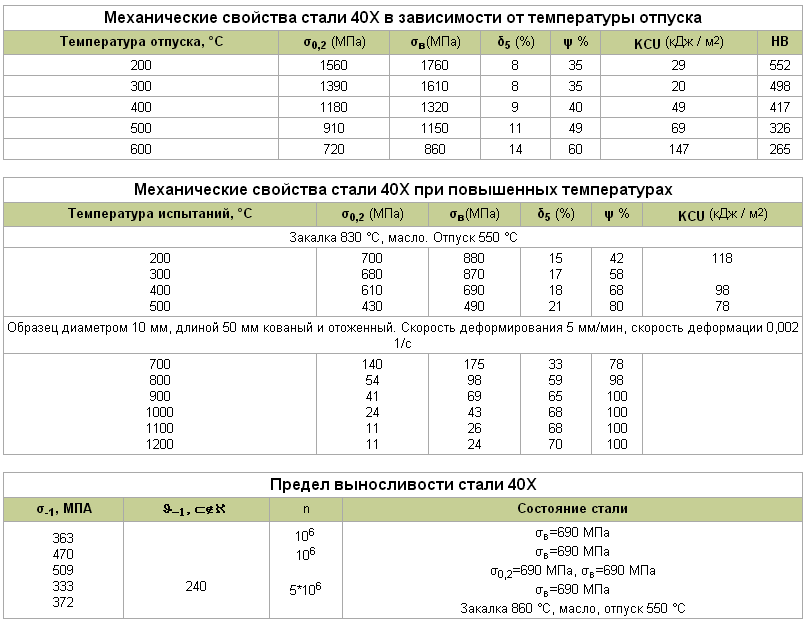
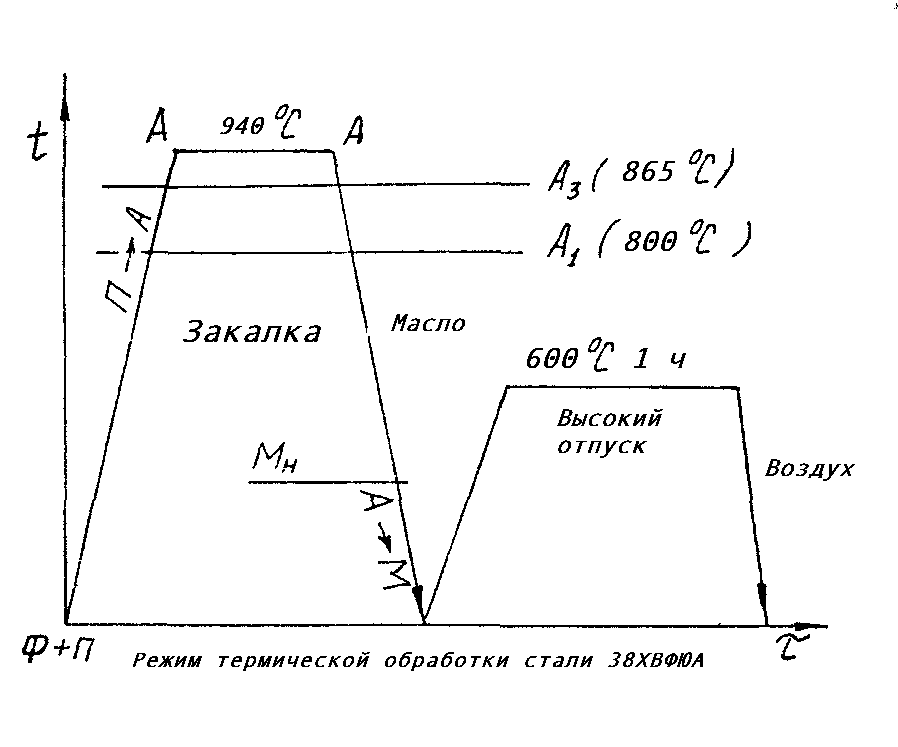
- Температура критических точек определяет момент, при котором сталь 40Х начинает терять свои качества из-за термической обработки: c1= 743 , Ac3(Acm) = 815 , Ar3(Arcm) = 730, Ar1 = 693.
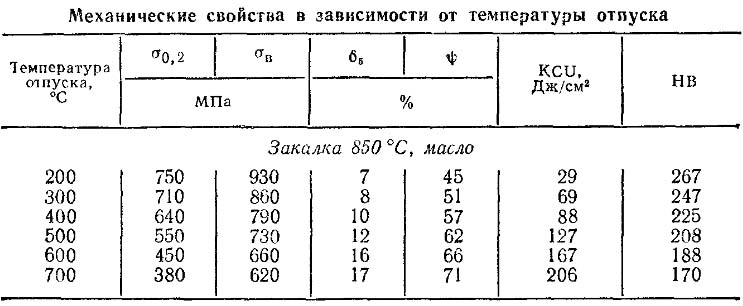
- При температуре отпуска 200 °С HB = 552.
Расшифровка стали 40Х говорит о том, что в составе материала находится 0,40% углерода и 1,5% хрома.
Скачать ГОСТ 4543-71 «Прокат из легированной конструкционной стали 40Х»
Источник
Область применения
Применение сплава довольно широкое. В настоящее время его используют для изготовления кухонных ножей с невысокой стоимостью. Они нравятся домохозяйкам, так как за ними просто ухаживать, при соблюдении элементарных правил они почти не ржавеют. Лезвия ножей острые, легко затачиваются. Можно резать любые продукты: рыбу, мясо, фрукты, овощи. Инструменты совершенно безопасны в использовании.
Помимо этого, из 40х13 изготавливают:
- медицинские скальпели;
- приспособления для измерений;
- подшипники;
- пружины;
- маникюрные инструменты;
- компрессорные детали и многие другие предметы бытового назначения.
Ножи из сплава используют рыбаки, дайверы, туристы, водолазы и простые кухарки. Кто-то предпочитает иметь у себя сувенирные клинки, имеющие прекрасный внешний вид.

Детали из стали 40Х13.
Особенности процесса закалки стали 40х
Особенности стали 40х, как указано выше, определяются богатым содержанием в ней примесей. Среди них, кроме основных рассмотренных, есть медь, марганец, никель, кремний, сера и фосфор. Все эти элементы в некотором смысле усложняют обработку такого металла, в том числе и термическую. Так, чтобы достичь нужной пластичности при закалке стали 40х, необходимо обеспечить сильный прогрев ее в муфельной печи до заданных температур. Остужать материал также нужно в определенном режиме для достижения необходимой твердости структуры.
Что нужно знать о материале, подбирая конкретный режим термообработки:
- Твердость металла в исходном состоянии, выраженная в мегапаскалях — HB 10-1 = 217.
- Температура так называемых точек критического значения. Это показатели нагрева до определенных градусов, после чего сталь 40х может потерять свои положительные качества: Ar1 = 693, Ar3(Arcm) = 730, Ac3(Acm) = 815, c1 = 743.
- Если температуру отпуска принять равной 200 градусов по Цельсию, то показатель твердости HB будет равен 552 МПа.
Закалка стали 40х однозначно ведет к увеличению ее твердости и снижению показателя пластичности. Но процентное соотношение этих показателей для такого металла будет зависеть от следующих факторов:
- Время, за которое будет нагрета деталь до заданной температуры, влияет на общие показатели скорости термической обработки.
- Интервал выдержки металла в разогретом состоянии. От этого показателя зависит равномерность прогрева всей структуры металла и приведение каждого звена кристаллической решетки в подвижное состояние.
- Скорость, с которой заготовка подвергается охлаждению. Важный параметр при формировании новой кристаллической решетки.

характеристики, вес, твердость, аналоги марки стали 45
Марка стали: 45.
Класс: сталь конструкционная углеродистая качественная.
Использование в промышленности: вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Твердость: HB 10 -1 = 170 МПа
Свариваемость материала: трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка.
Температура ковки, oС: начала 1250, конца 700. Сечения до 400 мм охлаждаются на воздухе.
Флокеночувствительность: малочувствительна.
Склонность к отпускной хрупкости: не склонна.
Вид поставки:
- Сортововй прокат, в том числе фасонный: ГОСТ 1050-88, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 8239-89, ГОСТ 8240-97, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 1050-88, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Лист тонкий ГОСТ 16523-97.
- Лента ГОСТ 2284-79.
- Полоса ГОСТ 103-2006, ГОСТ 1577-93, ГОСТ 82-70.
- Проволока ГОСТ 17305-91, ГОСТ 5663-79.
- Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1133-71.
- Трубы ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 8731-74, ГОСТ 21729-76.
| Зарубежные аналоги марки стали 45 | |
| США | 1044, 1045, 1045H, G10420, G10430, G10440, G10450, M1044 |
| Германия | 1.0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45 |
| Япония | S45C, S48C, SWRCh55K, SWRCh58K |
| Франция | 1C45, 2C45, AF65, C40E, C45, C45E, C45RR, CC45, XC42h2, XC42h2TS, XC45, XC45h2, XC48, XC48h2 |
| Англия | 060A47, 080M, 080M46, 1449-50CS, 1449-50HS, 50HS, C45, C45E |
| Евросоюз | 1.1191, 2C45, C45, C45E, C45EC, C46 |
| Италия | 1C45, C43, C45, C45E, C45R, C46 |
| Бельгия | C45-1, C45-2, C46 |
| Испания | C45, C45E, C45k, C48k, F.114, F.1140, F.1142 |
| Китай | 45, 45H, ML45, SM45, ZG310-570, ZGD345-570 |
| Швеция | 1650, 1672 |
| Болгария | 45, C45, C45E |
| Венгрия | A3, C45E |
| Польша | 45 |
| Румыния | OLC45, OLC45q, OLC45X |
| Чехия | 12050, 12056 |
| Австрия | C45SW |
| Австралия | 1045, HK1042, K1042 |
| Швейцария | C45, Ck45 |
| Южная Корея | SM45C, SM48C |
Свойства стали Ст 45
Приобретая изделия из металла, необходимо знать свойства материала, из которого они изготовлены. То, из стали какой марки произведена продукция, влияет на ее стоимость, прочность, надежность. Это также определяет срок службы и возможную сферу применения.
В данном случае, вы найдете информацию про марку стали 45, которая часто используется для изготовления разнообразных металлических товаров. Она считается конструкционной углеродистой качественной. Чтобы приобрести изделия металлопроката из стали 45, ознакомьтесь с каталогами компании и обратитесь к нашим менеджерам.
Она поставляется в виде сортового и фасонного проката. Вы можете найти обширный список изделий, для которых она применяется. Например, серебрянка, листы металла разной толщины, прутья с разными видами обработки поверхности, поковки и кованые заготовки, длинномерные проволочные изделия, ленты и полоскы, а также трубы.
Сталь 45 и ее характеристики
- Малая чувствительность к флокенам.
- Сталь 45 и ее удельный вес: показатель равен 7826 кг/м3.
- К отпускной хрупкости не склонна.
- Термообработка: Состояние поставки.
- Твердость стали 45: показатель равен следующим значениям: HB 10 -1 = 170 МПа
Прочность у данного материала повышенный. Именно поэтому из него изготавливаются предметы, которые можно нормализовать, улучшать, чьи поверхности можно подвергать термической обработке.

В данном материале имеется 0,45 процента углерода. Другие примеси крайне незначительны.
Сталь относится к трудносвариваемым материалам. Чтобы произвести процедуру сварки, требуется сначала подогреть сталь, а затем обработать термически. При ковке температура сначала должна быть 1250 градусов по Цельсию, а в конце снизиться до 700 градусов.
Если изделие имеет сечение, которое меньше или равно 400 миллиметрам, то его можно охлаждать на воздухе.
Сталь 45 и ее аналоги
Такой материал могут заменить следующие три марки стали: 50, 50 Г 2 и 40 Х.
Из них также создаются зубчатые колеса, цилиндры, эксцентрические насадки на вал, валы вращающиеся, коленчатые и распределительные, а также другие товары, применяемые в промышленности.
Марка стали 45 может именоваться по-разному в других странах и иметь несколько аналогов. К примеру, в США ей по свойствам равны 8 марок стали, в Германии – 10, во Франции – 14. В Польше аналог только один и он называется просто 45, в Австрии — C45SW.
atl-met.ru
Дефекты при закаливании стали
Причиной возникновения дефектов при закалке стали является ряд физических и химических факторов, возникающих при отклонении от заданных параметров термического процесса или из-за неоднородности закаливаемой заготовки. Неравномерный нагрев или охлаждение изделия может привести к его деформации и возникновению внутренних трещин. Эта же причина может вызвать неодинаковость фазовых превращений в различных частях изделия, в результате чего металл будет иметь неоднородную по составу и твердости структуру. Пережог стали происходит вследствие проникновения кислорода в поверхностный слой металла, что приводит к возникновению окислов, разъединяющих его структурные элементы и изменяющих физические свойства поверхностного слоя. Причиной обезуглероживания при закалке стали является выгорание углерода при попадании в печь избыточного количества кислорода. Эти виды дефектов неисправимы, а единственный способ борьбы с ними — это проверка герметичности печи или закалка в вакууме и инертных газах.
Окалины и критическое снижение концентрации углерода при калении
Даже небольшая концентрация кислорода в закалочной печи приводит к появлению поверхностной окалины, которая является следствием окисления металла при его термообработке. Эта же причина может вызвать уменьшение количества углерода в поверхностном слое заготовки. Полностью избавиться от таких явлений можно только путем применения вакуумных печей, обеспечивающих так называемую светлую закалку, а также при нагреве изделия в среде азота или аргона. Для минимизации окисления и обезуглероживания закалочная печь должна быть максимально герметичной, что в какой-то мере ограничивает приток кислорода в ее рабочее пространство.
Как сделать крепче топор
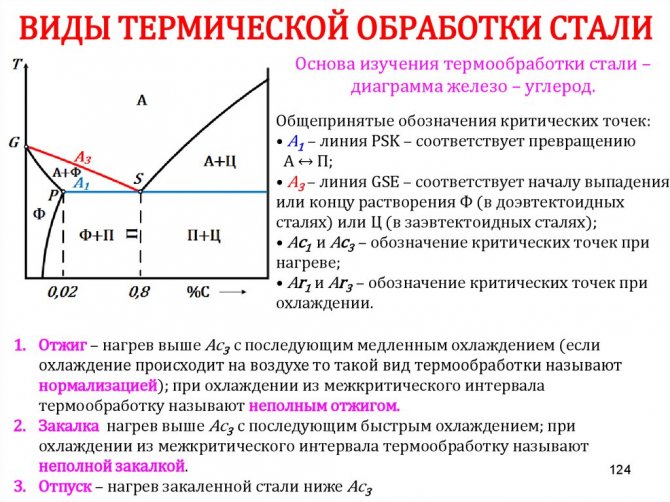
Для улучшения качества металла, из которого сделано лезвие топора, можно легко закалить его в домашних условиях. Лучше всего поддаются закалке колюще-режущие изделия из стали марки 45. Также не должно возникнуть проблем с изделиями из металла марки 40×13. Повысить твердость лезвия можно, просто опустив его в костер. Опытные мастера легко определяют степень закалки по цвету опущенного в него топора. Обычно изделие из стали 40х сначала становится ярко-красным, а потом цвет постепенно начинает бледнеть. Окраска металлического лезвия меняется в зависимости от температуры нагревания примерно следующим образом:
- Ярко-красный цвет, когда изделие нагрелось до 300 градусов;
- Оранжевый цвет при температуре около 400 градусов;
- Насыщенная желтая окраска при нагревании до 500−600 градусов;
- Светло-желтый, почти белый цвет на заключительном этапе, когда температура накаливания достигает примерно 750−800 градусов.
Далее, как правило, следует отпуск металла — его постепенное охлаждение. Если пренебречь этим этапом, в дальнейшем лезвие топора может легко сломаться даже от слабой нагрузки.
Область применения
Благодаря своим характерным свойствам сталь 40х13 применяется в таких отраслях промышленности как:
- авиационная;
- машиностроение (в том числе автомобилестроение);
- металлообработка;
- производство оборудование для пищевой промышленности;
- медицине;
- изготовление бытовых приборов и устройств.
При производстве вертолётов и самолётов из неё изготавливают отдельные элементы конструкции фюзеляжей.
В машиностроении и автомобилестроении её применяют для изготовления: валов, различных втулок, корпусов, лопастей турбин, игл для карбюраторов автомобильных двигателей, пружин, подшипников. Она активно используется для производства большого разнообразия метизной продукции (болтов и гаек). Кроме этого такая марка стали применяется при изготовлении измерительного инструмента, изделий, предназначенных для работы в слабоагрессивных средах при невысоких температурах (не выше 450 °С).
Особое место она занимает при производстве бытовых и медицинских режущих инструментов. При проведении качественной закалки из стали 40х13 получаются хорошие ножи и скальпели. Поэтому она получила название медицинской стали. В этом случае твёрдость этих инструментов по шкале Роквелла может достигать 58 HRC единиц. Эти инструменты хорошо поддаются заточке, они практически не ржавеют и не требуют дополнительного ухода.
Кроме этих свойств, отмечают, что эта марка металла абсолютно не флокеночувствительна.
Это интересно: Процесс отжига стали и металла — виды, особенности, технология
Способы обработки
Рассматриваемая сталь подвергается двум основным видам обработки: термической и механической. Термообработка стали 40х13 применяется для придания ей соответствующих технологических свойств. Механическая – для создания требуемой формы, решения поставленных технических задач.
Подобный металл специалисты относят к той категории материалов, которые при проведении термической обработки требуют определённого специфического подхода. Именно этот вид обработки придаёт требуемые свойства.

Сталь 40х13 в печи для закаливания
Основными видами термической обработки являются:
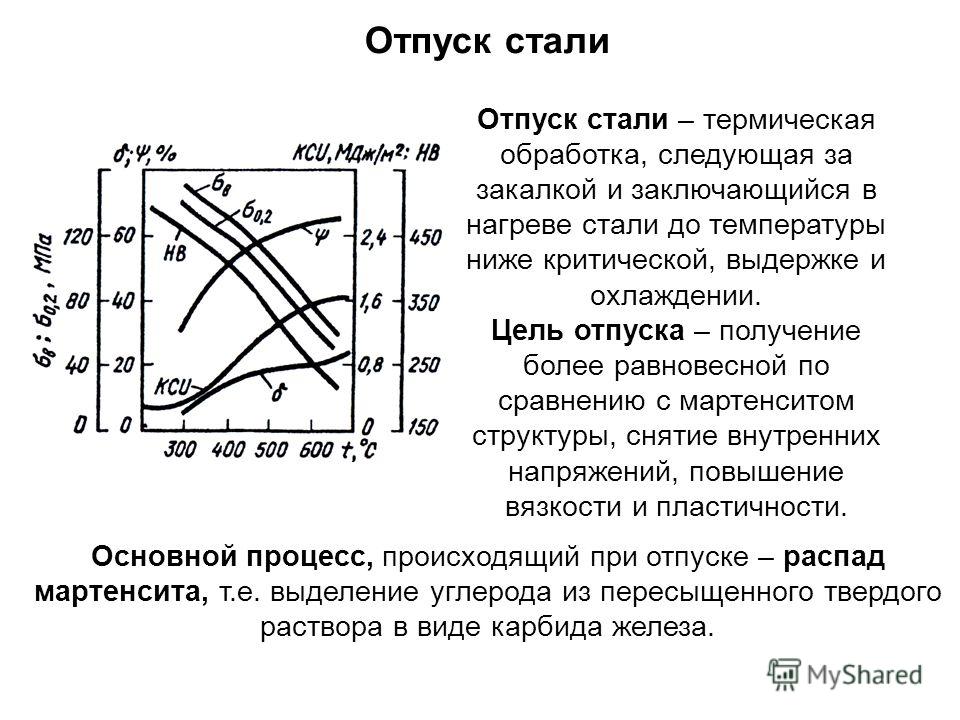
- последовательная закалка;
- медленный отпуск после нагрева;
- горячая и холодная пластическая деформация;
- отжиг.
После проведения закалки в структуре образуются следующие компоненты:
- карбиды;
- мартенситы;
- некоторые остатки так называемых аустенитов.
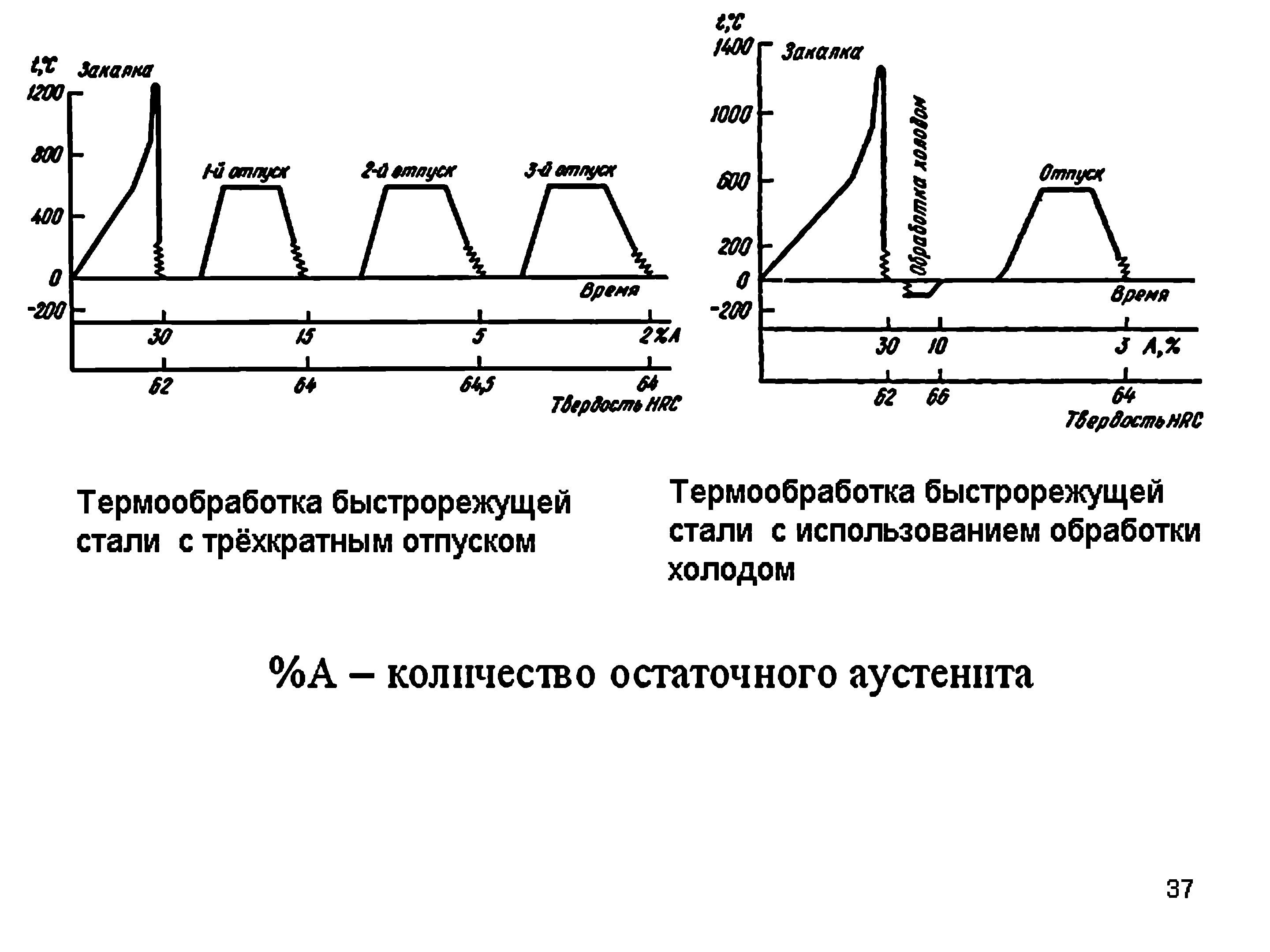
Первые два способа обработки позволяют придать стали хорошую коррозийную стойкость и отличные механические свойства. Это удаётся за счёт того, что она обладает хорошей пластической деформацией. Закалка такой стали происходит с помощью постепенного нагрева до температуры более 950 °С, но не более 1100 °С. Последовательный нагрев необходим потому, что эта марка стали обладает повышенной чувствительностью к трещинам. Чтобы избежать проявления негативных последствий металлическую деталь (особенно с толщиной более 100 миллиметров необходимо нагревать более 10 минут).
Чтобы избежать появления трещин, в том числе и в глубине металла, образец подвергают так называемому отпуску. То есть, постепенному понижению температуры и выдерживанию образца при температуре до 300 °С. В этом случае сталь приобретает свои максимальные прочностные характеристики. Если температурный режим не будет выдержан, и процесс произойдёт при 450 °С, сталь потеряет свои характеристики по ударной вязкости. Наилучшие коррозийные свойства и хорошую пластичность она приобретает при соблюдении следующих параметров. Последовательный нагрев до температуры 700 °С, последующая выдержка в течение 20 минут, охлаждение в ёмкости с маслом.
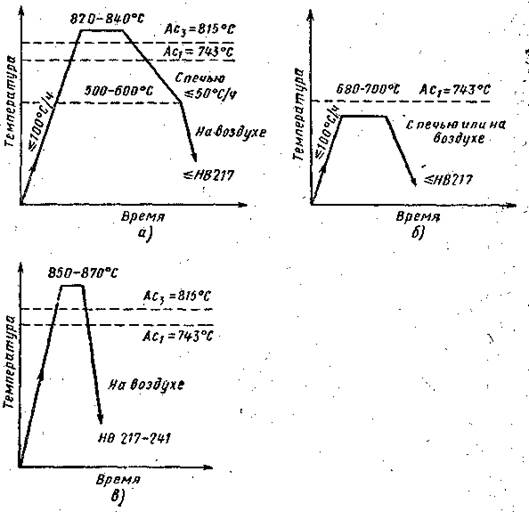
В качестве смягчающей термической обработки используется так называемый отжиг. Деталь нагревается до температуры 800 °С. Далее проводят медленное охлаждение в самой печи до температуры около 500 °С.


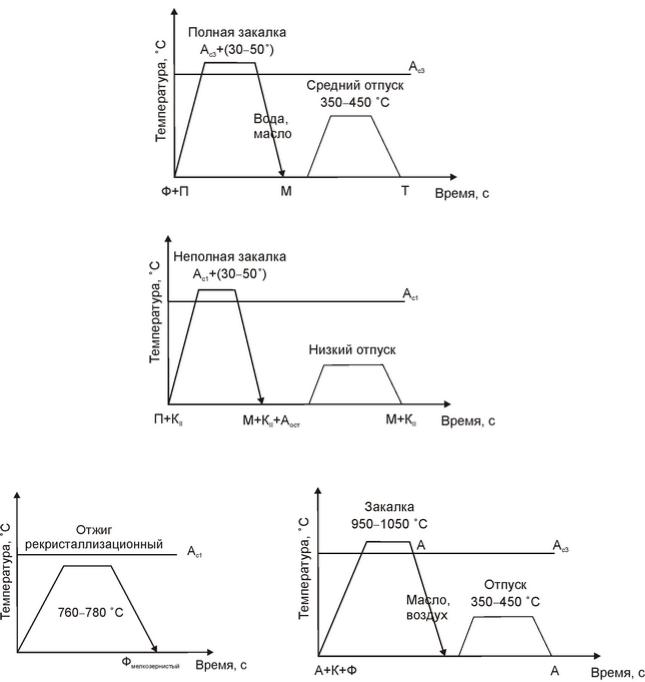
Температура закалки и отпуска стали 40х13
В качестве альтернативы стандартному виду нагрева, для проведения термической обработки применяют нагрев токами высокой частоты. Особенно этот метод используется при необходимости проведения закалки поверхностного слоя детали. Это детали, которые входят в механизмы с узлами трения и качения, в элементы трубопроводной арматуры. Обычно такая закалка применяется только к деталям, толщина которых превышает 15 миллиметров. С её помощью удаётся добиться показателя твердости после закалки равного 36,5 HRC единиц.
Она подвергается следующим видам механической обработки:
- сверление отверстий;
- заточка;
- фрезерование;
- ковка.
Проведение этих операций связано с определёнными трудностями:
- Упрочнение поверхностного слоя (это связано с дополнительным нагревом заготовки в момент резания или сверления).
- Проблемы с удалением отходов металлообработки (получаемая металлическая стружка образует длину узкую закрученную полоску). Это вызывает определённые неудобства при длительной обработке. Эту проблему решают с помощью установки специальных приспособлений на металлорежущий инструмент. Они производят периодический облом стружки.
- Повышенный износ режущей кромки. Это связано с повышением температуры детали в месте соприкосновения с кромкой режущего инструмента. В этом случае наличие в этой марке кристаллических соединений (карбидов и мартенситов) создаёт эффект наличия в ней абразивных элементов что приводит к быстрому износу режущей кромки.
https://youtube.com/watch?v=u262HjEbaEY
Кроме этого возникают трудности при заточке режущих инструментов, сделанных из этой стали. В момент заточки повышается температура затачиваемой кромки и образуется так называемый металлический наплыв. Это приводит к появлению неравномерного упрочнения края затачиваемой поверхности.
После проведение этой операции (горячей деформации) допускается только медленное охлаждение с последующим низкотемпературным отжигом.
В доступный перечень механической обработки, к сожалению, не попадает сварка. Дело в том, эта марка металла относится к категории трудносвариваемых материалов. Поэтому этот метод обработки не применяется для соединения конструкций, изготовленных из этого материала.
Процедура охлаждения
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
- При цементировании металла.
- При поверхностной закалке.
- При простой форме заготовки.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок
Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ
Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.
Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
- Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
- В определенном интервале воздействия высокой температуры масло может загореться.
- Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
- Само масло со временем теряет свои свойства, а его стоимость довольно велика.
https://youtube.com/watch?v=I-br0B8ocpI
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
Состав стали
Если сталь применяется для изготовления настолько прочных инструментов, то, следовательно, она сама обладает если не выдающимися, то весьма показательными характеристиками. Стали ХВГ подобные свойства достались благодаря насыщенному составу, в котором каждый отдельный элемент придает сплаву определенные свойства. Вот полный список этих самых легирующих элементов и их процентное отношение:
- Железо — около 94 %. Элемент, являющий собой основную массу стального сплава, а также связующий элемент для всех остальных легирующих добавок.
- Углерод — 1,25 %. Наиболее важная добавка, так как именно углерод придает мягкому по своей природе железу прочность и твердость. Его содержание в составе более — 1 %, что автоматически причисляет сталь к разряду высокоуглеродистых.
- Марганец — 0,95 %. Увеличивает износостойкость сплава, устойчивость к нагрузкам, прочность, прокаливаемость и уменьшает риск деформации при закалке.
- Хром — 1,5 %. Как ни странно, и этот легирующий элемент призван улучшить прочностные характеристики стали ХВГ, а также ее прокаливаемость и снизить рост зерен карбидов после термообработки.
- Вольфрам — 1,4 %. Увеличивает прочностные характеристики металла, значительно повышает жаростойкость.
- Кремний — 0,25 %. Добавляет готовому изделию пластичности, однако незначительно нивелирует твердость.
- Медь, никель, молибден, сера и фосфор — в районе 0,3 % от общей массы сплава. При таком незначительном содержании ярко выраженных положительных или отрицательных свойств сплаву не прибавляют.
Термообработка стали
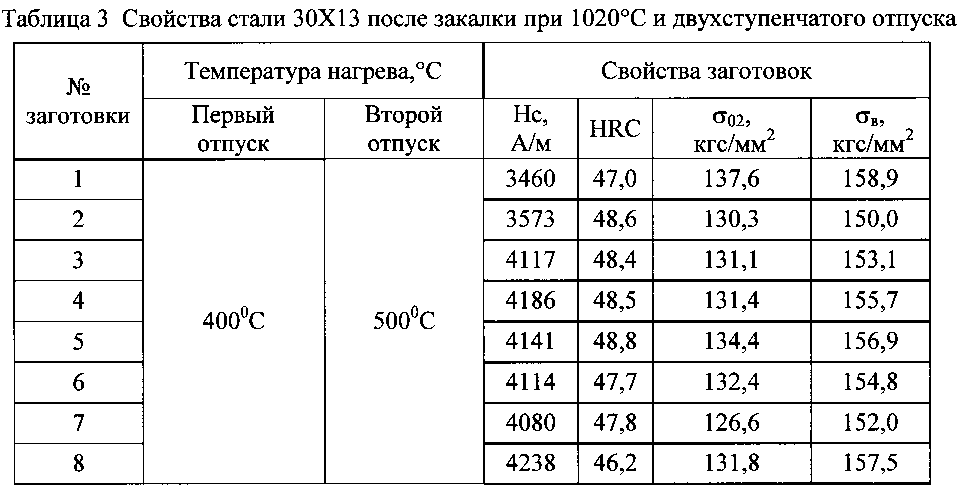
Свои уникальные свойства, в частности, повышенную стойкость к коррозии, марка 40Х13 получает в результате сложной термической обработки.
После закалки, составляющими компонентами стали 40Х13 являются:
Надо отметить, что при температуре порядка 1050 ºC сталь теряет свою твердость. Это вызвано в первую очередь тем, при таком режиме растёт количество аустенита. Но при понижении температуры до 500 ºC твёрдость возвращается. Это обусловлено тем, что происходит удаление карбидов из структуры стали.
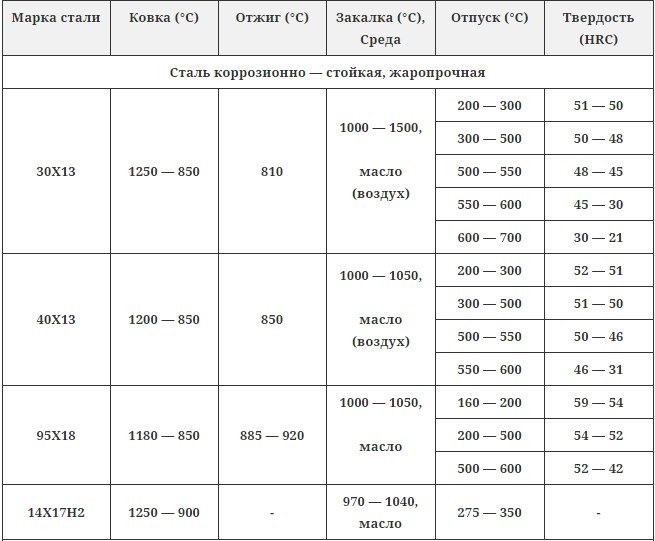
Финишная термообработка (закалка) производится при температуре 950 — 1000 ºC, с последующим охлаждением в масле или на воздухе. При соблюдении всех технологических режимов сталь получить требуемую твёрдость и коррозионную стойкость.
Обработка материала
Термообработка стали 40 х 13 – это процедура, которая во многом определяет наличие положительных характеристик у сплава. После прохождения этого этапа, материал состоит из таких частиц, как карбиды, мартенситы, остаточные аустениты. Если во время температура будет превышать 1050 градусов по Цельсию, то будет образовываться больше аустенитных частиц. Это приведет к тому, что твердость стали 40х13 будет снижаться. Если понизить температуру плавки металла до 450-550 градусов по Цельсию, то можно получить такой эффект, как вторичная твердость. Это происходит из-за того, что при такой температуре начинает выделяться вещество, которое называется мелкодисперсным карбидом.

Характеристики стали
Сталь — мартенситного класса, предназначена для деталей, работающих при температурном диапазоне до 450 градусов, а также в коррозионных средах. Относится к группе Х13. Отсутствие никеля уменьшает образование карбидов, что способствует стабильности механических свойств. Количественный состав дополнительных легирующих элементов одинаков по группе. Это позволяет иметь ряд механических и химических свойств в результате применения технологии термообработки:
- Коррозионная устойчивость.
- Жаропрочность.
- Жаростойкость.
- Износостойкость.
Стойкость к коррозии обеспечивает содержание мартенсита, карбидов и остаточного аустенита в закаленном состоянии микроструктуры. Отличается повышенной устойчивостью к вибрации и знакопеременным нагрузкам, которые возникают у изделий, работающих до температуры выше 300 градусов Цельсия.
Для материала такого класса получить сочетание прочности и твердости — не просто. Чем выше твердость, тем более хрупкие становятся детали, а при нагрузках на удар они будут склонны к образованию трещин.
Термическую обработку применяют в зависимости от условий работы изделия. Для валов и осей, работающих в условиях механического и коррозионного износа во влажной среде, применяют нормализацию с выдержкой и высоким отпуском. Для изделий, подвергающихся ударным нагрузкам при эксплуатации, применяют ступенчатую закалку с высоким отпуском, количество циклов зависит от требуемой твердости поверхности.
Показатель твердости поверхности для ножа 40-60 HRC. Рабочий диапазон 52-58 HRC. Сталь 40Х13 трудно поддается закалке. Но можно добиться 57 HRC. Состояние поставки обеспечивает твердость проката до 229 HB.
Хорошо подвергается горячей деформации — ковке при режиме медленного нагрева и охлаждения. Холодная деформация ограничена.
Сплав выпускается в горячекатаном виде. Бывает листовой, фасонный, сортовой прокат, калиброванный пруток, полоса, лента, проволока.

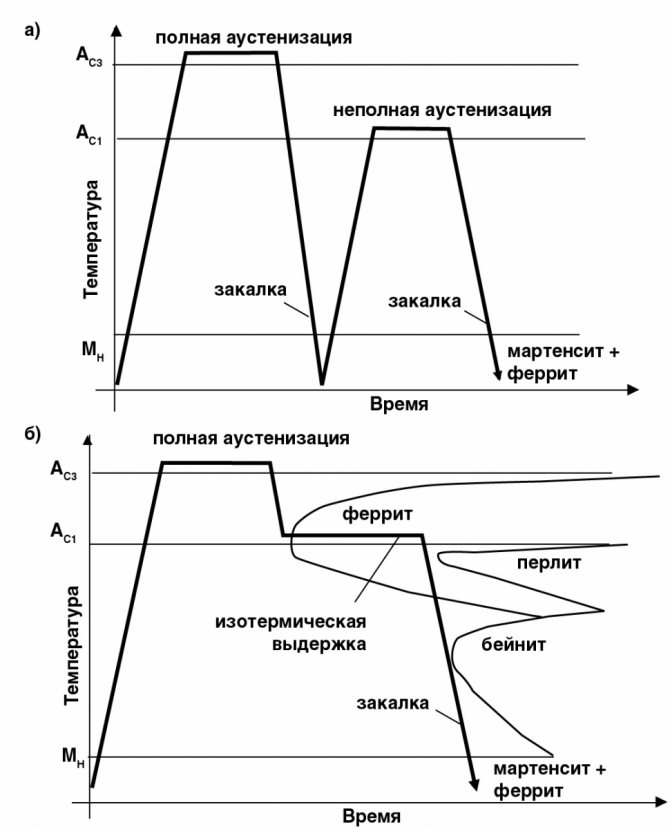
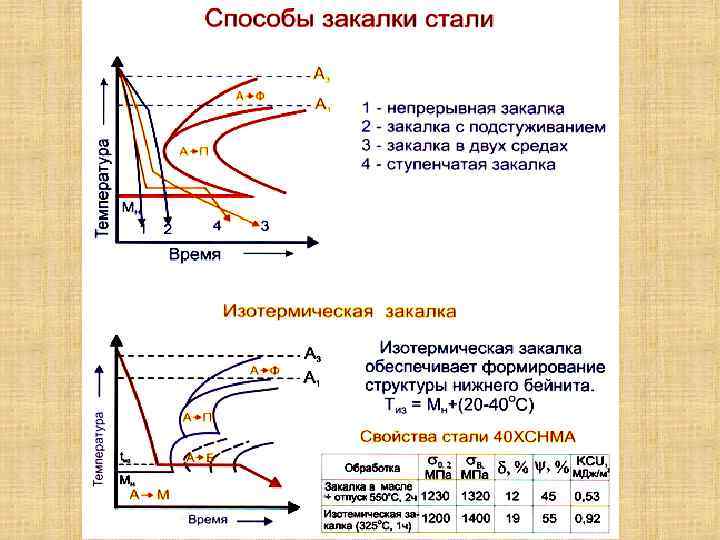
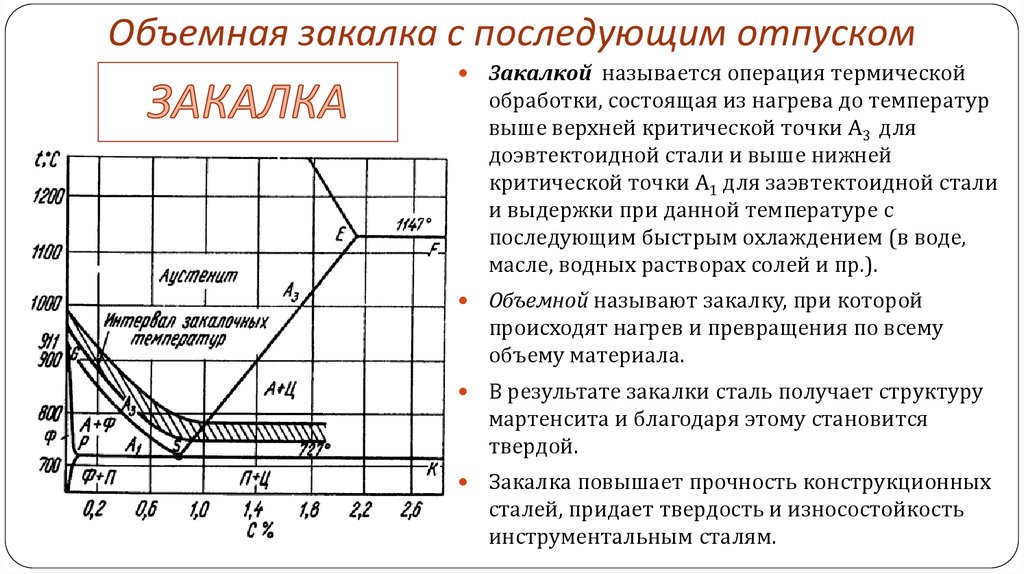
Классификация каления стали
Ступенчатая закалка
Ступенчатое закаливание проходит в два этапа. На первом изделие помещается в среду с температурой, превышающей на несколько десятков градусов точку начала возникновения мартенсита. После того, как температура выравнивается по всему объему металла, деталь медленно охлаждается, в результате чего в нем равномерно формируется мартенситная структура.
Изотермическая закалка
При изотермическом закаливании изделие также выдерживается в закалочной ванне при температуре, превышающей точку мартенсита, но несколько дольше. В результате этого аустенит трансформируется в бейнит — одну из разновидностей троостита. Такая сталь сочетает в себе повышенную прочность с пластичностью и вязкостью. Кроме того, после изотермической закалки в изделии снижаются остаточные напряжения.
Светлая закалка
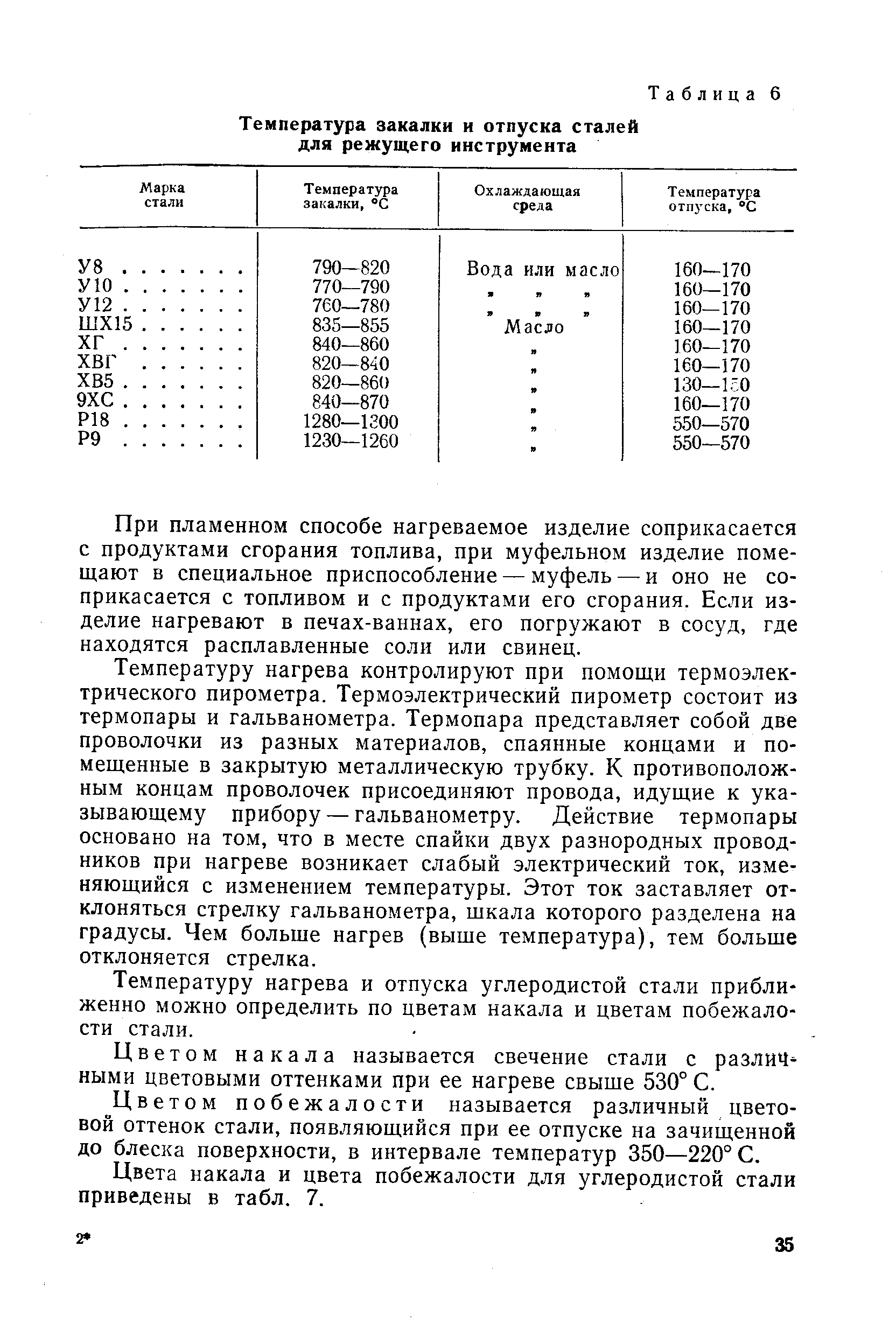
Светлая закалка применяется для стальных изделий, поверхности которых при термообработке не должны подвергаться окислению. При такой термообработке сталь нагревается в вакуумных печах (см. фото ниже) или в инертных газовых средах (азот, аргон и пр.), а охлаждается в неокисляющих жидкостях или расплавах. Этим способом закаливают изделия, которые не должны подвергаться дальнейшей шлифовке, а также детали, критичные к содержанию углерода в поверхностном слое.
Механические характеристики
| Сечение, мм | t отпуска, °C | sТ|s0,2, МПа | σB, МПа | d5, % | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа | HRC |
| Поковки. Закалка + Отпуск | ||||||||
| 100-300 | — | ≥395 | ≥615 | ≥15 | ≥40 | ≥530 | 187-229 | — |
| 300-500 | — | ≥395 | ≥615 | ≥13 | ≥35 | ≥481 | 187-229 | — |
| 100-300 | — | ≥490 | ≥655 | ≥13 | ≥40 | ≥530 | 212-248 | — |
| ≤100 | — | ≥540 | ≥685 | ≥15 | ≥45 | ≥579 | 223-262 | — |
| 100-300 | — | ≥540 | ≥685 | ≥13 | ≥40 | ≥481 | 223-263 | — |
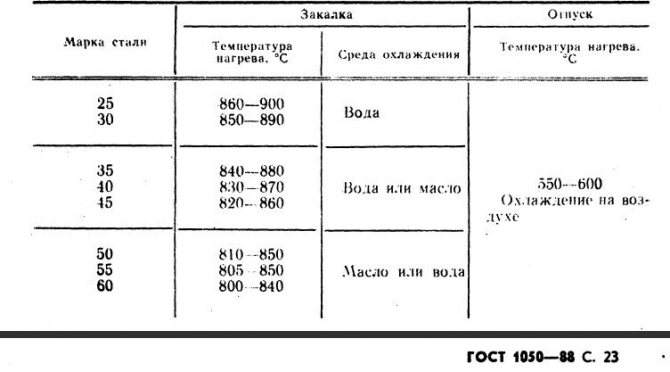
| Заготовки деталей трубопроводной арматуры. Закалка в масло от 880-900 °C (выдержка 2,5-4,0 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | ||||||||
| ≤100 | 670-700 | ≥540 | ≥685 | ≥15 | ≥45 | ≥588 | 223-262 | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 160 | — | ≥710 | ≥850 | ≥16 | ≥44 | ≥470 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 200 | ≥1490 | ≥1860 | ≥14 | ≥43 | ≥490 | — | ≥51 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥840 | ≥920 | ≥26 | ≥63 | — | — | — |
| Заготовки деталей трубопроводной арматуры. Закалка в масло от 880-900 °C (выдержка 2,5-4,0 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | ||||||||
| ≤300 | 680-700 | ≥440 | ≥635 | ≥14 | ≥40 | ≥539 | 197-235 | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 200 | — | ≥510 | ≥800 | ≥18 | ≥49 | ≥470 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 300 | ≥1450 | ≥1650 | ≥15 | ≥30 | ≥300 | — | ≥49 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥800 | ≥900 | ≥22 | ≥46 | — | — | — |
| Заготовки деталей трубопроводной арматуры. Закалка в масло от 880-900 °C (выдержка 2,5-4,0 часа в зависимости от толщины и массы заготовки) с последующим отпуском на воздухе | ||||||||
| ≤60 | 660-680 | ≥640 | ≥785 | ≥15 | ≥42 | ≥588 | 248-293 | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 240 | — | ≥570 | ≥770 | ≥19 | ≥50 | ≥540 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 400 | ≥1270 | ≥1360 | ≥14 | ≥39 | ≥390 | — | ≥46 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥740 | ≥840 | ≥18 | ≥35 | — | — | — |
| Прутки и полосы г/к и кованые. Закалка в масло с 865-895 °С + Отпуск при 620-680 °С, охлаждение в воде или масле | ||||||||
| — | ≥735 | ≥880 | ≥10 | ≥50 | ≥880 | 269-320 | — | |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 240 | — | ≥700 | ≥830 | ≥17 | ≥49 | ≥610 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 500 | ≥1100 | ≥1160 | ≥15 | ≥61 | ≥610 | — | ≥42 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥710 | ≥850 | ≥28 | ≥50 | — | — | — |
| Сортовой прокат. Закалка в масло с 860-880 °С + отпуск при 200-230 °С, охлаждение в масле | ||||||||
| ≤40 | — | ≥1270 | ≥1570 | — | ≥35 | ≥383 | — | 49-53 |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 120 | — | ≥710 | ≥860 | ≥12 | ≥37 | ≥640 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск, охлаждение после отпуска с 500 °С в воде | ||||||||
| — | 600 | ≥880 | ≥960 | ≥19 | ≥98 | ≥980 | — | ≥34 |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | ≥400 | ≥490 | ≥30 | ≥65 | — | — | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 160 | — | ≥610 | ≥830 | ≥15 | ≥46 | ≥450 | — | — |
| Сортовой прокат. Закалка в масло с 850 °С + отпуск при 640 °С | ||||||||
| — | — | — | ≥370 | ≥51 | ≥80 | — | — | — |
| Поковки. Закалка в воду с 850 °С + отпуск при 600 °С, охлаждение на воздухе (указано место вырезки образца, образцы тангенциальные) | ||||||||
| 200 | — | ≥490 | ≥710 | ≥17 | ≥49 | ≥570 | — | — |
| 240 | — | ≥490 | ≥710 | ≥18 | ≥51 | ≥710 | — | — |
| 50 | — | ≥900 | ≥940 | ≥15 | ≥45 | ≥690 | — | — |
| 80 | — | ≥810 | ≥890 | ≥11 | ≥33 | ≥390 | — | — |
Характеристика и свойства стали 45 после закалки
Свойства стали 45 после закалки на предприятиях, выпускающих продукцию разного назначения, обязательно проверяются в первую очередь на твердость. Она становится намного выше, чем была у заготовки, и должна иметь твердость не менее 50 по Роквеллу. Этот показатель свидетельствует о качестве проведенной термообработки. Закалка стали значительно расширяет область ее применения. Такие заготовки и детали износостойкие, прочные и могут выдерживать значительные нагрузки. Они с трудом поддаются коррозионным процессам. Несколько слов о способе закалки стали 45 в домашних условиях. Ее можно выполнить, если соблюдать технологию выполнения работ и технику безопасности. Главное – правильно осуществить нагрев, а поэтому не лишним будет посмотреть на шкалу зависимости цвета от температуры нагрева металла. Она подскажет, какого цвета должна быть сталь 45 при нагреве не выше 860 °C.






