

Вертикальные фрезерные станки

Станочное оборудование очень разнообразно. Среди него стоит отметить фрезерные станки, которые составляют достаточно серьёзную долю металлорежущего оборудования. Фрезерный станок незаменим при обработке разнообразных фасонных деталей. Все, изготовленные при помощи фрезера элементы, способны работать значительно дольше.
Объясняется это тем, что фрезерный станок более статичен, работает спокойно, без ударов и колебаний. Наиболее распространенным вариантом фрезерного станка является оборудование с вертикальным шпинделем.
Дмитровский завод фрезерных станков предлагает купить вертикальный фрезерный станок и дополнительное оборудование от производителя по лучшей цене.
Важно: Вертикальный фрезерный станок, как правило, изготавливается на основе горизонтального типа оборудования. Изменения претерпевают только станина и коробка скоростей
Основные характеристики
Фрезерный станок называется вертикальным, потому что шпиндель располагается строго вертикально области стола. Впоследствии на шпиндель крепятся заготовки.
Важно: Вертикальный фрезерный станок является одним из первых устройств, которые стали применятся при обработке металлических изделий. Оборудование этого типа достаточно жесткое и позволяет обрабатывать крупные детали с максимально высокой точностью
Разнообразие выполняемых операций при помощи такого станка достигается путем разных типов фрез, среди которых:
Оборудование этого типа достаточно жесткое и позволяет обрабатывать крупные детали с максимально высокой точностью. Разнообразие выполняемых операций при помощи такого станка достигается путем разных типов фрез, среди которых:
- Торцевые;
- Фасонные;
- Цилиндрические;
- Концевые.
Также при помощи вертикального фрезерного станка часто выполняются сверлильные работы. Но и это далеко не всё, на что способен этот тип оборудования. Данный вид фрезерного станка также предназначен для следующих работ:
- Нарезка пазов;
- Нарезка зубчатых краёв, углов, зубьев и рамок;
- Зенкерование и растачивание отверстий деталей и другое.
Важно: Вертикальный фрезерный станок способен работать с различными металлами и сплавами, а также пластическими массами. Дмитровский завод фрезерных станков предлагает купить широкое разнообразие моделей вертикальных фрезерных станков:
Дмитровский завод фрезерных станков предлагает купить широкое разнообразие моделей вертикальных фрезерных станков:
- 6ДМ12
- 6ДМ13
- 6К11
- 6К12
- 6Т12
- 6Т13
Виды
Фрезерные вертикальные станки подразделяются на 2 основных вида:
- Фрезерный станок без консоли. Этот вид оборудования имеет стол, расположенный на статичной станине. Он может перемещаться в продольном и поперечном направлении.
- Консольно-фрезерный станок. Этот вид оборудования оснащен подвижной консолью. На ней располагаются салазки и стол. Консоль способна перемещаться в трёх разных перпендикулярных направлениях. На ней также смонтирована специальная коробка подачи. Консольно-фрезерные станки являются оборудованием нового поколения, они способны максимально оптимизировать работу и ускорить производственную часть.
Важно: Наш завод идёт в ногу со временем. В нашем каталоге можно найти консольно-фрезерные вертикальные станки высочайшего качества с широким спектром функциональных возможностей
Также фрезерные станки вертикального типа подразделяют на категории, согласно их характеристикам
При выборе станка требуется обратить внимание на следующие важные детали:
- Мощность силовой установки.
- Наличие системы охлаждения.
- Количество оборотов головки шпинделя.
- Тип управления (электронный или ручной).
- Ограничения по габаритам заготовки или конкретных деталей.
- Количество скоростей.
Дмитровский завод фрезерных станков предлагает приобрести высокоточное оборудование от производителя. Мы гарантируем высокое качество и длительные сроки эксплуатации оборудования. Модели, представленные в каталоге, не только активно используются в странах постсоветского пространства, но также экспортируются за рубеж, где пользуются повышенным спросом.





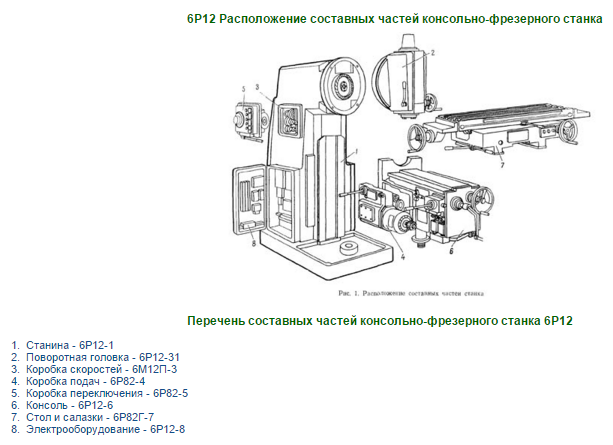
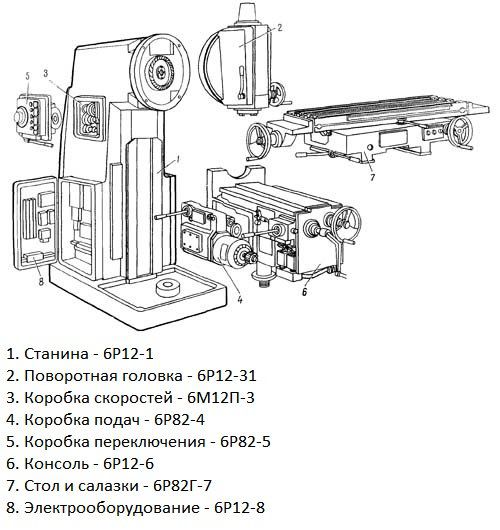
Вертикально-фрезерный станок 6Р12,6Р13
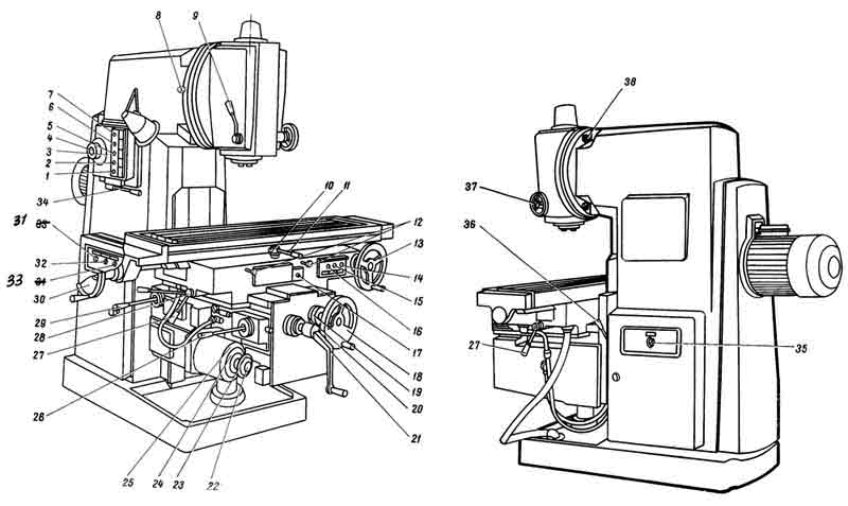
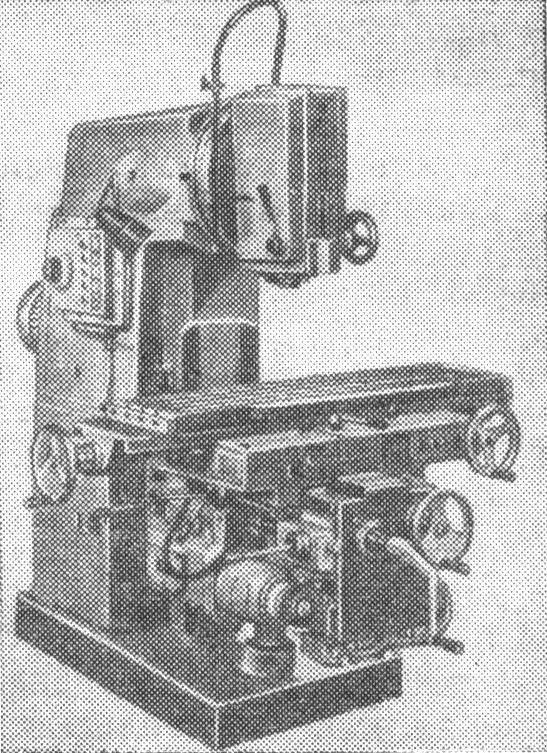
- Устройство вертикально-фрезерного станка
- Органы управления вертикально-фрезерного станка
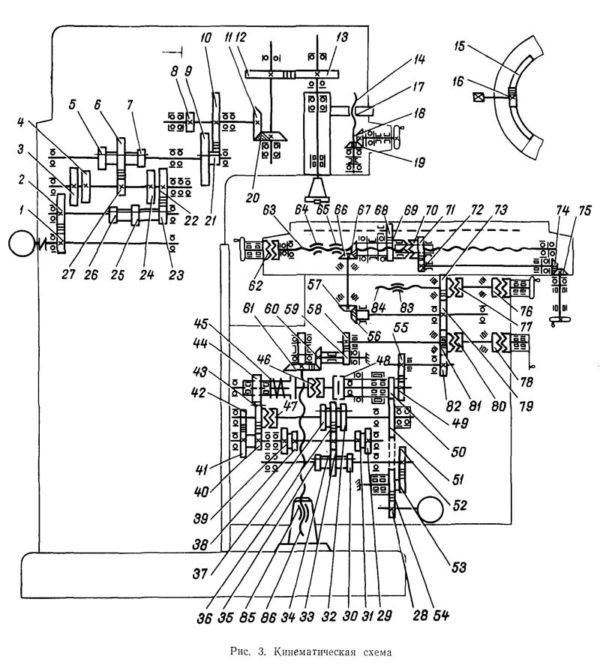
- Кинематическая схема вертикально-фрезерного станка
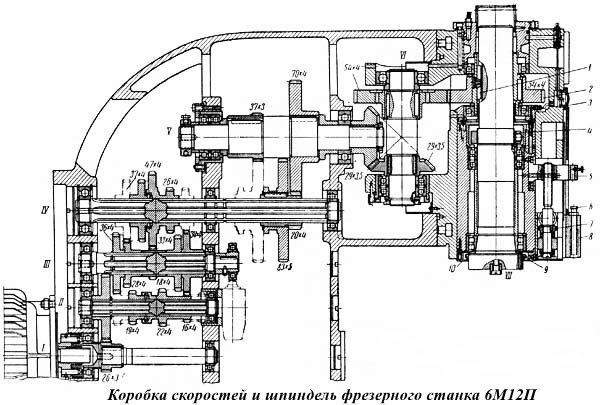
- Коробка скоростей вертикально-фрезерного станка
- Коробка подач вертикально-фрезерного станка
- Консоль вертикально-фрезерного станка
- Техническая характеристика вертикально-фрезерного станка
Вертикально-фрезерный станок моделей 6р12,6р13 предназначен для выполнение разнообразных фрезерных работ любой сложности на деталях из стали, чугуна и цветных металлов. Он не менее популярен, чем фрезерно гравировальный станок с чпу. С применением делительной головки и поворотного стола, увеличиваются его технологические возможности, позволяющие обрабатывать наклонные плоскости, углы и зубчатые колеса. Применяется в условиях индивидуального и серийного производства.
6Р12Б и 6Р13Б – быстроходные станки, отличающейся особенностью этих станков является повышенный диапазон частоты вращения шпинделя, подач стола и увеличенная мощность электродвигателя главного движения.
Органы управления вертикально-фрезерного станка моделей 6р12,6р13
- Кнопка “Стоп”;
- Кнопка “Пуск шпинделя”;
- Стрелка-указатель оборотов шпинделя;
- Указатель частоты вращения шпинделя;
- Кнопка “Быстрый стол”;
- Кнопка “Импульс шпинделя”;
- Освещение;
- Поворот головки;
- Зажим гильзы шпинделя;
- Механизм автоматического цикла;
- Включение продольных перемещений стола;
- Зажим стола;
- Продольное перемещение стола;
- Кнопка “Ускоренный стол”;
- Кнопка “Пуск шпинделя”;
- Кнопка “Стоп”;
- Ручное и автоматическое управление продольным перемещением стола;
- Ручное продольное перемещение стола;
- Механизм поперечных перемещений стола;
- Нониус;
- Ручное вертикальное перемещение стола;
- Фиксация грибка переключения подач;
- Грибок переключения подач;
- Указатель подач стола;
- Стрелка-указатель подач стола;
- Включение вертикальных подач стола;
- Зажим салазок;
- Включение продольных перемещений стола;
- Включение вертикальных подач стола (дублирующие);
- Ручное продольное перемещения стола (дублирующие);
- Переключения направления вращения шпинделя;
- Включения насоса охлаждения;
- Переключатель ввода;
- Переключение скоростей шпинделя;
- Автоматическое и ручное управления работой круглого стола;
- Зажим консоли;
- Выдвижение гильзы с шпинделя;
- Зажим головки;
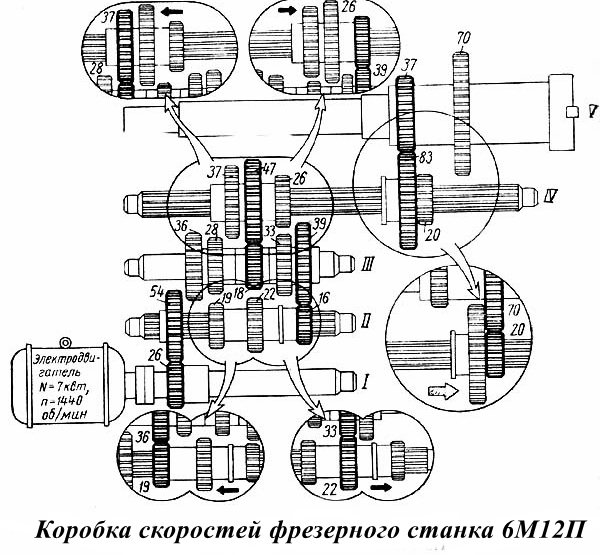
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
При помощи коробки подач осуществляется рабочая и ускоренная подача стола, салазок и консоли. Крутящий момент передается на выходной вал 36 через предохранительную и кулачковую муфты 46 и втулку 45.Втулка 45 соединяет при помощи шпоночного соединения кулачковую муфту 46 и выходной вал 36.
Ускоренное вращательное движение передается от электродвигателя, минуя коробку подач и шестерню 37, которая расположенная на хвостовике корпуса фрикциона 51 и имеет постоянную частоту вращения.
Консоль вертикально-фрезерного станка моделей 6р12,6р13
Консоль является основным узлом объединяющим узлы цепи подач станка. Консоль состоит из валов и зубчатых колес, передающие вращательное движение в трех направлениях – винтам продольной, поперечной и вертикальной подач, а также механизм поперечных и вертикальных подач.
Шестерня 71 получает вращательное движение от шестерни 34 и передает его на шестерни 64, 65, 67 и 70.Шестерня 67 передает крутящий момент валу только через кулачковую муфту 69.Далее через несколько зубчатых передач движение передается на винт 77.
Коническая передача 73 и 78 отрегулирована компенсаторами 75 и 76 и фиксирована винтом.
Шестерня 65 сидит на шпоночном соединении на гильзе и шлицы постоянно вращаться от вала 9 продольного хода.
Паспорт на вертикально-фрезерный станок можно скачать здесь
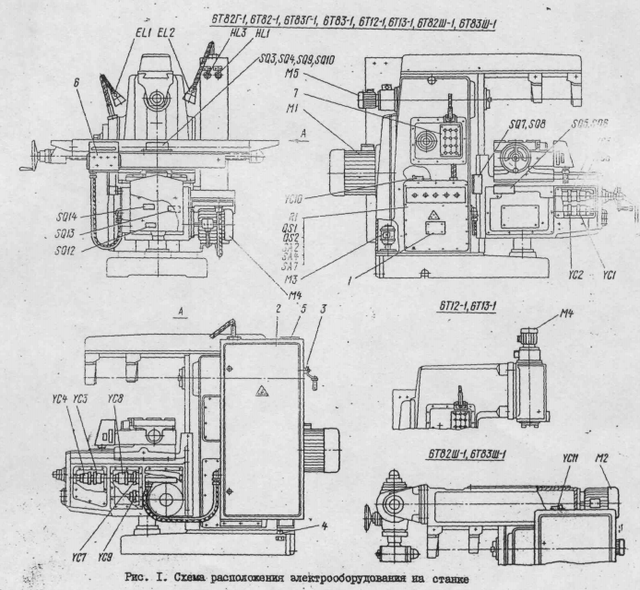
Описание электрооборудования фрезерных станков. Видеоролик.
Список литературы:
Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Связанные ссылки. Дополнительная информация
Фрезерные станки: общие сведения, классификация, обозначение
Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Технология ремонта фрезерных станков
Регулировка фрезерных станков
Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
Автоматические циклы фрезерных станков (6Р12)
Испытания и проверка металлорежущих станков на точность
Справочник универсальных фрезерных станков
Заводы производители металлорежущих станков в России
Производители фрезерных станков в России
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
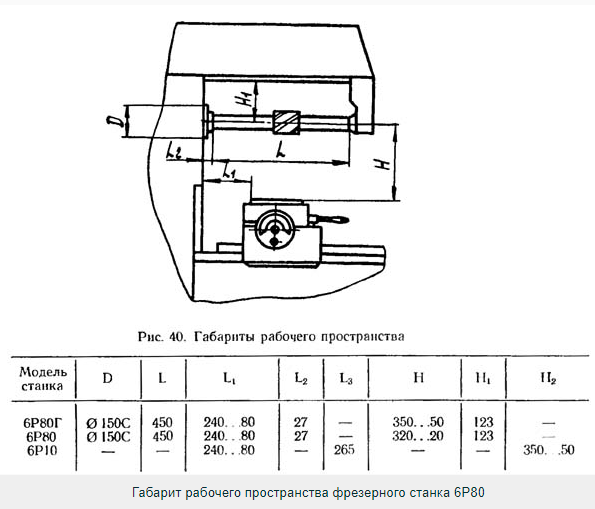
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.

Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.







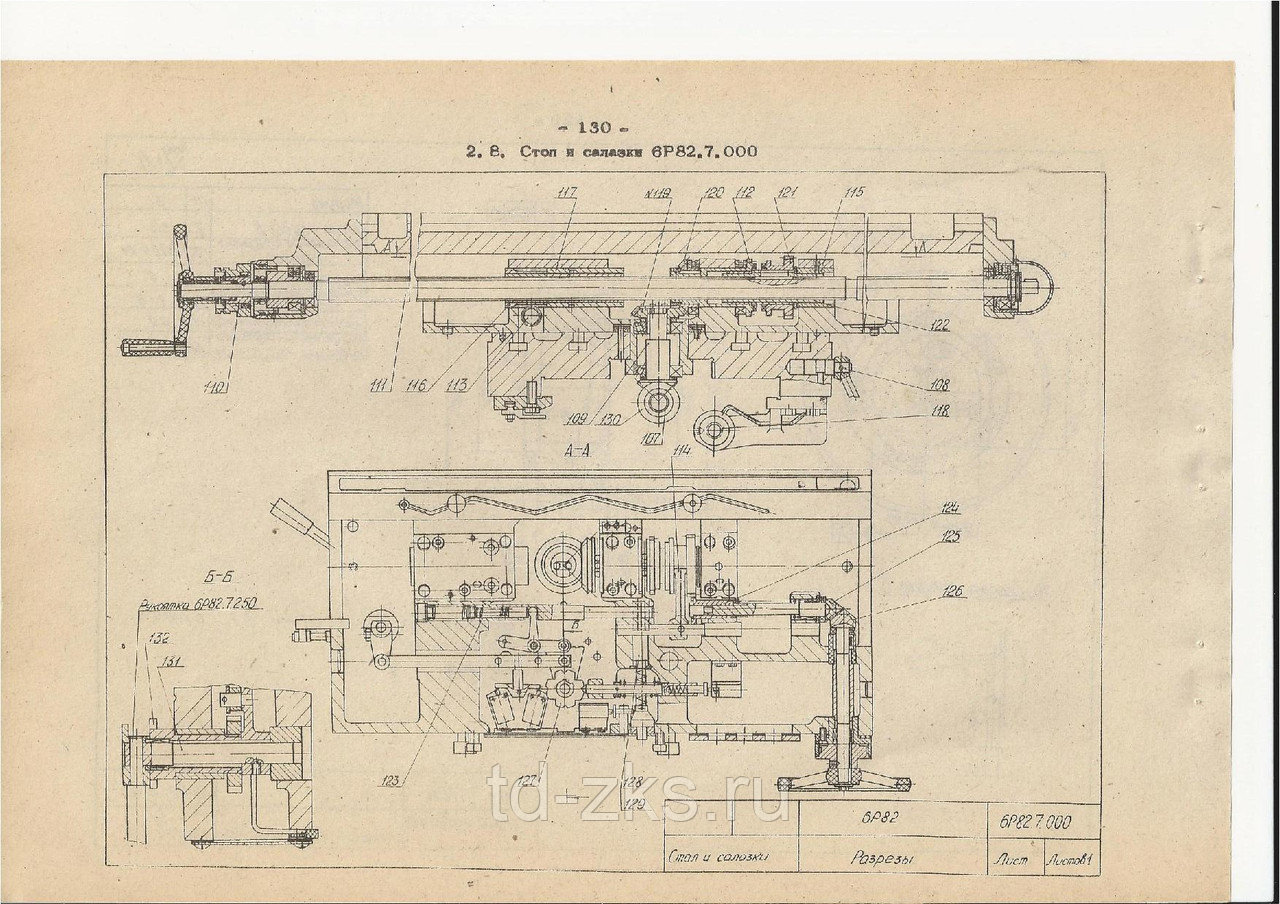
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
Конструкция основных узлов консольно-фрезерного станка 6Т12
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
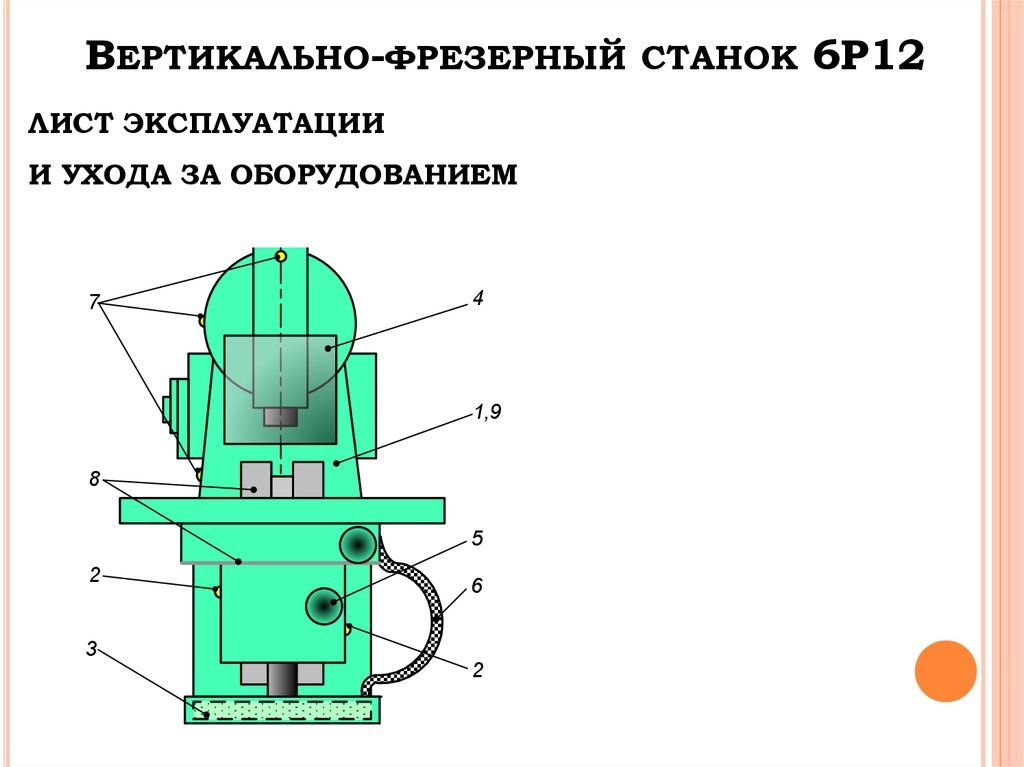
Поворотная головка консольно-фрезерного станка 6Т13-1
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.





Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
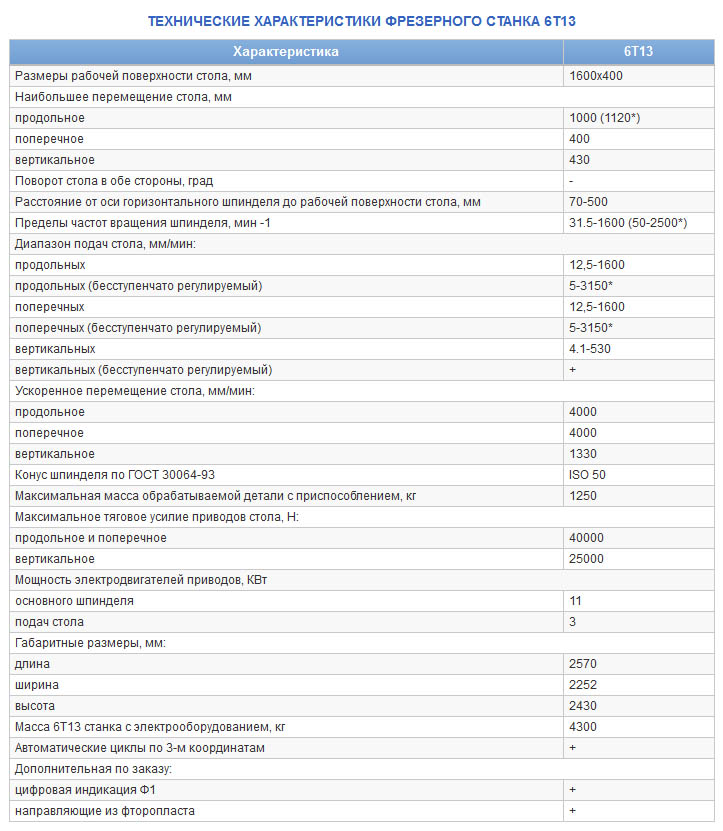
Технические характеристики
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки. — цена 1 317 000 руб. «> Вертикально-фрезерные станки 6Р12 предназначены для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На них можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности. Станки укомплектованы вертикальным пинольным шпинделем. Перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли. Оснащаются копировальными устройствами и сравнительно простыми устройствами ЧПУ. Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола. СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту. Поворотная шпиндельная головка вертикально-фрезерных станков 6Р12 оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Вертикально-фрезерные станки 6Р12 применяются в единичном и серийном производстве. Класс точности станков Н по ГОСТ 8-77.
2 Технические характеристики и описание фрезерной установки серии
Агрегат дает возможность работать с зубчатыми колесами, углами, горизонтальными и вертикальными плоскостями, различными рамками и пазами в трех режимах:
- толчковый;
- аварийный;
- ручной.
При толчковой схеме работы станок может функционировать по заранее нанесенной разметке, осуществлять заданные перемещения рабочего стола. В автоматическом режиме предусмотрено несколько циклов, в том числе и по рамке. Ручной режим считается универсальным. В данном случае управление фрезерной установкой выполняется оператором при помощи рукояток и маховиков, которыми можно задавать быстрые перемещения и рабочие подачи.
Жесткость агрегата имеет высокий показатель, обеспечиваемый наличием направляющих консоли и станины прямоугольной формы. А надежность станка обусловлена смазкой вертикального винта, использование коей уменьшает усилие движения консоли, что увеличивает долговечность фрезерной установки.
К другим высоко оцениваемым специалистами преимуществам станка обычно относят такие:
- снижение времени регулярного обслуживания за счет использования автоматического смазочного устройства, обрабатывающего все узлы агрегата;
- оснащение шпиндельной головки (поворотной) приспособлением для осевого передвижения в ручном режиме (оно позволяет работать с отверстиями с осью, размещенной к поверхности стола под углом ±45°);
- крепление инструмента для фрезерования осуществляется механизировано;
- возможность поворота на ±45° вокруг вертикальной оси рабочего стола (это позволяет обрабатывать винтообразные спирали при условии использования добавочных приспособлений);
- жесткость агрегата и высокая мощность его приводов дает возможность устанавливать инструмент из быстрорежущих сталей, фрезы из инструментальных сталей и с синтетическими сверхтвердыми режущими пластинками;
- отличная точность обработки деталей, которая обуславливается расположением поперечного винта по оси рабочего инструмента.
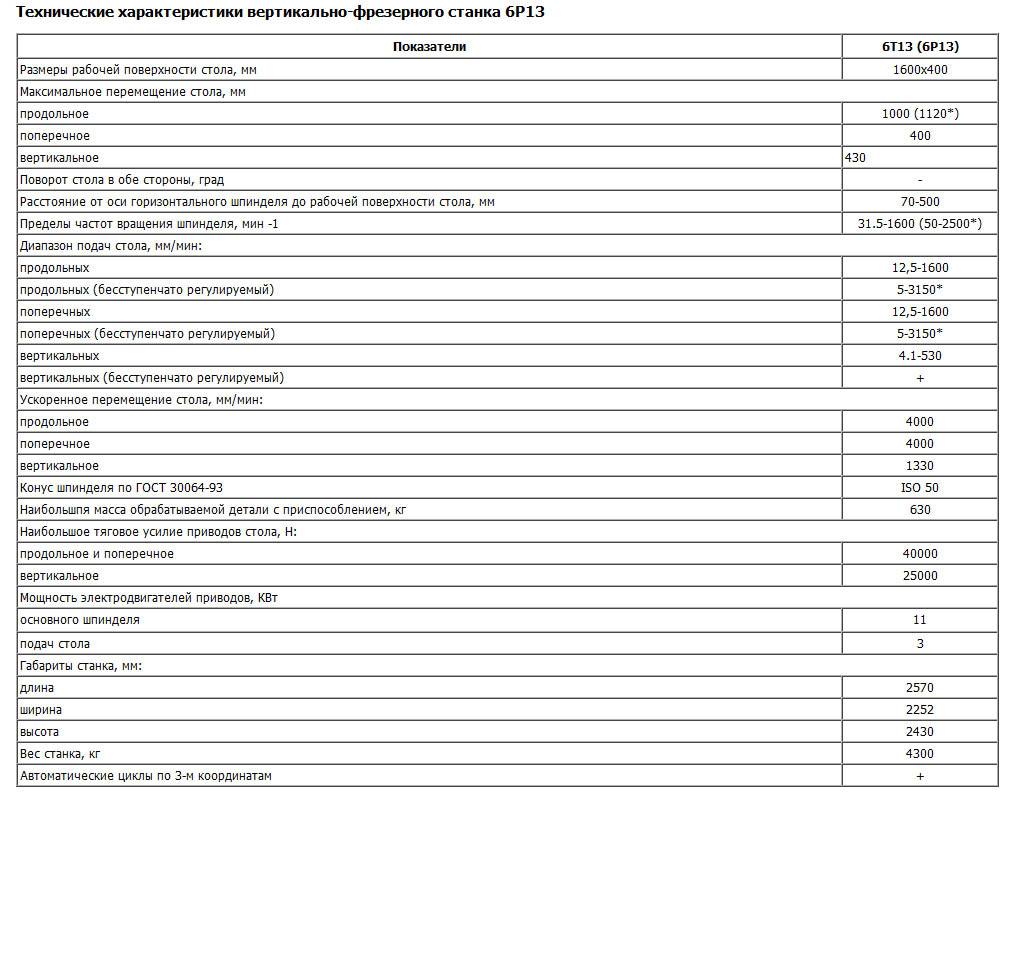
Основные характеристики агрегата таковы:
- максимальный вес заготовки для обработки – 630 кг;
- размеры станка: 2570 мм – длина, 2430 мм – высота, 2252 мм – ширина;
- параметры стола для выполнения фрезерования – 400х1600 мм;
- масса установки в сборе – 4300 кг;
- механика: наличие прерывистой автоподачи, системы торможения шпинделя, блокировка механической и ручной подачи, выключающих упоров, муфты-предохранителя;
- вертикальные подачи (предельные значения): вертикальные – 4,1–530 мм/мин, продольных и поперечных – 12,5–1600 мм/мин;
- максимальный ход стола: вертикальный – 430 мм, поперечный – 400 мм, продольный – 1000 мм.





