

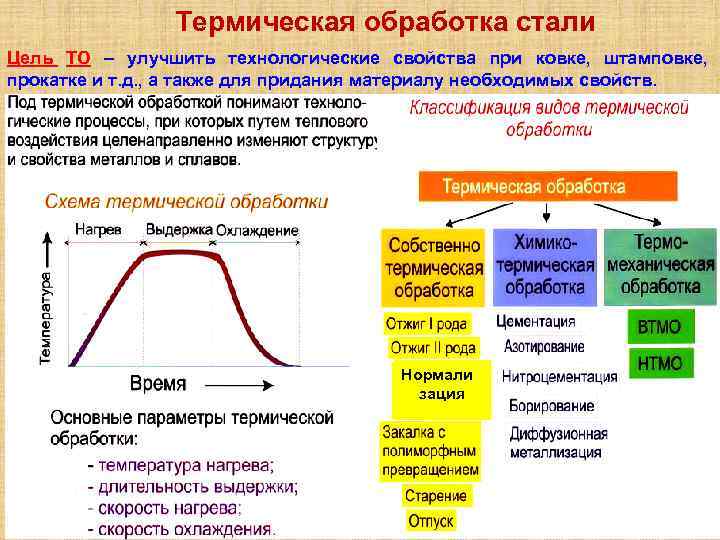
Процесс закалки
Процесс обработки высокой температурой стали 40Х и иного сплава называют закалкой. Стоит учитывать, что нагрев выполняется до определенной температуры, которая была определена путем многочисленных испытаний. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.

Химический состав стали 40Х
Результатом сильного нагрева и выдержки металла 40Х на протяжении определенного времени с последующим резким охлаждением в воде становится повышение твердости и уменьшение пластичности. При этом результат зависит от нижеприведенных показателей:
При проведении работы в домашних условиях следует учитывать температуру обработки и время охлаждения.
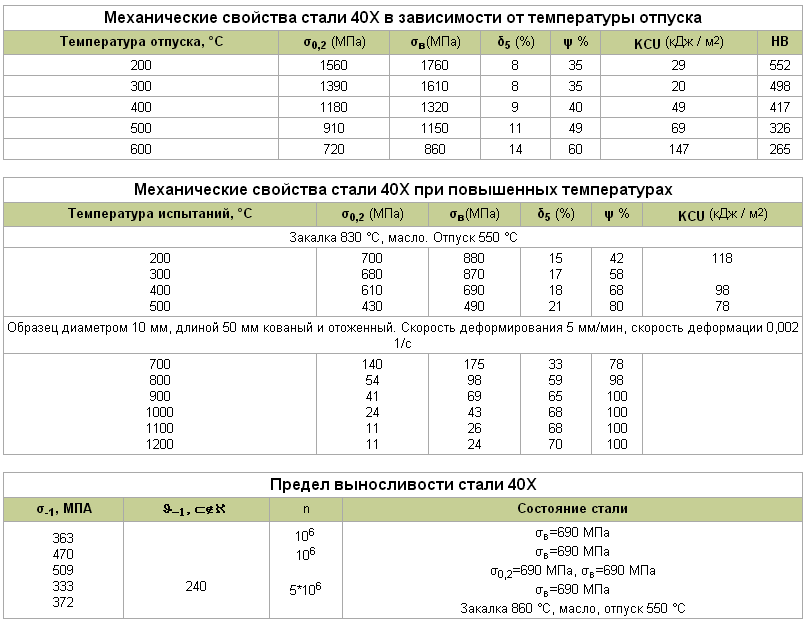
Механические свойства стали 40Х в зависимости от температуры отпуска
В домашних условиях ТВЧ используется крайне редко. После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.
Провести закалку 40Х на примере изделия болта М24 можно следующим образом:
- разогревается электропечь;
- следует провести разогрев до 860 °C, для чего в некоторых случаях необходимо 40 минут;
- время, необходимое для аустенизации, после которого проводится охлаждение, составляет 10-15 минут. Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
- завершающим этапом становится охлаждение в ванной с водой или другой жидкостью.
Определить самостоятельно момент, после которого следует охладить металл, в промышленных и домашних условиях невозможно. Именно поэтому по проведенным исследованиям было принято, что для нагрева металла в электропечах необходимо 1,5-2 минуты на один миллиметр, после чего структура может быть перегрета.
Определение твердости проводится по методу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно измерить при помощи обозначения HRC. Стандартное обозначение HR, к которому проводится добавление буквы в соответствии с типом проведенного испытания. Обозначение HRC наиболее часто встречается, последняя буква означает использование алмазного конуса с углом 120 0 при испытании.
Улучшаемые стали
Улучшаемые стали — это конструкционные материалы:
- углеродистые;
- малолегированные;
- среднелегированные.
| I | II | III |
| Углеродистые | малолегированные | среднелегированные |
| ГОСТ 1050-82 | ГОСТ 4543-71 | ГОСТ 4543-71 |
| 30-60 | Морганцовистые 30Г-65Г, хромистые 30Х-40Х | 38Х2МЮА и прочие, но с содержанием углерода не более 0,4% |
| Хроммолибденовые 30ХМ-40ХМ, 50Г2 | ||
| Многокомпонентные 30-40ХГСА, 30-40ХМФА | 45ХН2МФА |
Легированные стали можно поделить на несколько категорий:
- хромистые;
- хромомарганцевые (хромансиль);
- никелесодержащие;
- с добавлением вольфрама и молибдена.
Особо стоит отметь плохую свариваемость улучшаемых металлов. Она производится при соблюдении некоторых мер, сохраняющих требуемые характеристики.
Источник
Термическое улучшение металла
Термическое улучшение металла (термообработка) — это двойная термическая обработка железоуглеродистых сплавов, заключающаяся в закалке на мартенсит с последующим высоким отпуском (при Т=550. 650°C).
Улучшение сталей
Когда применяется термическое улучшение сталей: В результате закалки сталь обычно приобретает микроструктуру мартенсита (с некоторым количеством остаточного аустенита). Иногда в стали после закалки может получаться структура сорбита (См. Сорбит, сорбитизация), троостита или бейнита. Так как мартенсит обладает высокой твёрдостью и прочностью, имеет низкую пластичность, то механическая обработка его затруднена, к тому же вероятно разрушение из-за хрупкости. В процессе термического улучшения стали отпуск приводит к распаду мартенсита закалки и образованию сорбита отпуска, вследствие чего уменьшаются внутренние внутренние напряжения в стали. В результате термообработки — улучшения — повышаются пластичность и ударная вязкость стали, при этом прочность и твёрдость металла сохраняют хорошие показатели.
Особенности процессов внепечной обработки стали
Первоначально все процессы по доводке стали до нужного химического состава (операции легирования, раскисления, рафинирования, модифицирования) и температуры выполняли непосредственно в сталеплавильном агрегате. Это приводило к увеличению времени плавки (соответственно снижению производительности агрегата) и большому угару легирующих элементов (которые могут быть очень дорогими). Постепенно вышеуказанные операции стали переносить в сталеразливочный ковш и специальные агрегаты.
Данные процессы получили название внепечной обработки стали или ковшевой металлургии.
Внепечная обработка стали начала активно применяться с 60-х годов ХХ века, главным образом для повышения производительности дуговых сталеплавильных печей и конвертеров, позволяя вынести часть процессов рафинирования из этих агрегатов в ковш.
Однако уже начало внедрения современных процессов внепечной обработки показало, что они позволяют не только существенно улучшить качество стали (механические свойства, коррозионную стойкость, электротехнические показатели и др.), но и получить сталь с принципиально новыми свойствами.
Подвергать внепечной обработке можно сталь, выплавленную любым способом. Таким образом, внепечная обработка стали позволяет:
- увеличить производительность основного сталеплавильного агрегата за счет выноса операций раскисления, рафинирования и легирования в агрегат внепечной обработки;
- повысить качество металла за счет удаления вредных газовых примесей и неметаллических включений;
- повысить эффективность процессов раскисления и десульфурации;
- обеспечить более точное соблюдение химического состава металла;
- получать металл с принципиально новыми свойствами;
- обеспечить необходимую температуру металла перед разливкой;
- уменьшить угар дорогих легирующих элементов.
Металлургические процессы, обеспечивающие получение указанных результатов, протекают эффективнее при внепечной обработке, чем в сталеплавильных печах благодаря ряду особенностей:
- создание наиболее благоприятных термодинамических условий для развития данного процесса, в частности наводка шлака, обеспечивающего более глубокую десульфурацию;
- увеличение скорости взаимодействия с газовой фазой или шлаком вследствие дробления металла на порции (капли) с развитой контактной поверхностью;
- повышение интенсивности массопереноса в металле вследствие его дробления на порции (капли) и, следовательно, увеличение градиента концентраций растворённых в нём элементов.
Методы внепечной обработки стали могут быть условно разделены на простые (обработка одним способом) и комбинированные (обработка металла несколькими способами одновременно). К простым методам относятся:
- обработка металла вакуумом;
- продувка инертным газом;
- обработка металла синтетическим шлаком, жидкими и твёрдыми шлаковыми смесями;
- введение реагентов вглубь металла.
Основными недостатками перечисленных простых способов обработки металла являются: необходимость перегрева жидкого металла в плавильном агрегате для компенсации падения температуры металла при обработке в ковше и ограниченность воздействия на металл.
Лучшие результаты воздействия на качество металла достигаются при использовании комбинированных или комплексных способов, когда в одном или нескольких последовательно расположенных агрегатах осуществляется ряд операций. Выбор необходимого оборудования определяется той или иной технологией обработки металла.
Внепечная обработка металла комбинированными методами может производиться:
- в обычном сталеразливочном ковше;
- в сталеразливочном ковше, оборудованном для вдувания газа или газопорошковой струи снизу через смонтированные в днище устройства;
- в установке ковш-печь с крышкой (сводом), через которую опущены электроды, нагревающие металл в процессе его обработки;
- в агрегате типа конвертера с продувкой металла кислородом, аргоном;
- в агрегате типа конвертера, снабжённом оборудованием для вакуумирования расплава и т. д.
Рассмотрим различные способы внепечной обработки стали в отдельности.
Обработка стали вакуумом
Вакуумирование металла осуществляют основным образом в сталеразливочном ковше. Лучшие результаты при этом получаются при вакуумировании нераскисленного металла. За счет создания разрежения над поверхностью металла происходит интенсивное выделение пузырьков растворенных в нем газов – водорода, азота и монооксида углерода. Также к поверхности этих пузырьков прилипают неметаллические включения, которые выводятся на поверхность и переходят в шлак. Кроме того, растворенный в металле кислород взаимодействует с углеродом, поэтому этот процесс используют и для получения безуглеродистых коррозионностойких сталей. После интенсивной дегазации в металл сверху из помещенного в вакуумной камере бункера вводят раскислители и легирующие добавки.
Различают две разновидности процесса:
- VD (Vacuum Degassing) – вакуумная дегазация металла;
- VOD (Vacuum Oxygen Decarburization) – вакуумно-кислородное обезуглероживание, при котором для удаления углерода из металла используют и продувку кислородом.
Однако в последнее время все большее распространение получают комбинированные агрегаты, сочетающие в себе обе разновидности.
Рис. 61. Схемы ваккуумирования стали: а) камерное ваккуумирование; б) обезуглероживание стали; в) струйное вакуумирование; г) циркуляционное вакуумирование; д) порционное вакуумирование
В настоящее время наиболее распространенными способами обработки металла вакуумом в ковше являются:
- помещение ковша с металлом в вакуумную камеру, последующее перемешивание металла инертным газом и ввод раскислителей из бункера, данный метод часто называют “ковшовым вакуумированием” (рис. 61, а), аналогичным образом происходит и обезуглероживание металла (рис. 61, б);
- вакуумирование при переливе из ковша в ковш или из ковша в изложницу. Поскольку обработке вакуумом подвергается “струя” металла, данный метод иногда называют “струйным вакуумированием” или “вакуумированием струи” (рис. 61, в);
- циркуляционное вакуумирование, когда металл под действием вакуума всасывается в специальную камеру, где и происходит удаление вредных примесей (рис. 61, г);
- порционное вакуумирование, при котором металла закачивается в камеру вакуумирования отдельными порциями (рис. 61, д).
Сущность процесса улучшения
Процессу улучшения подвергаются конструкционные улучшаемые стали трех категорий:
- Углеродистые. Среднее содержание, которого находится в пределах от 0,25% до 0,6%.
- Малолегированные. Средне суммарное содержание легирующих элементов не более 3%.
- Среднелегированные. Количество вводимых элементов в пределах от 3% до 10%.
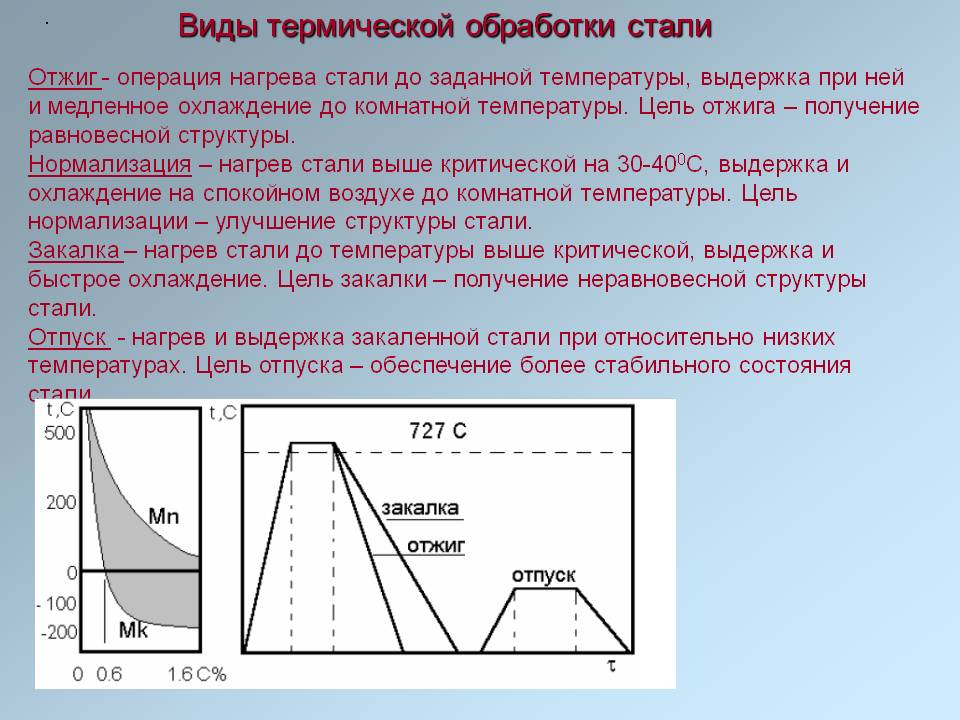
При закалке деталь подвергается нагреву до температуры на 30°С ниже чем в точке Ас1. На данном этапе необходимо обеспечить сквозную прокаливаемость. В детали преобладает внутренняя структура – мартенсит.
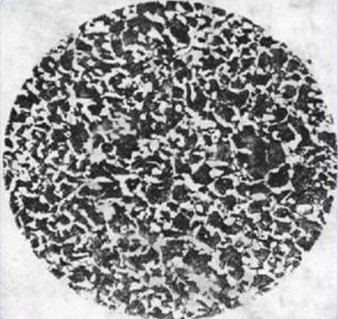
Структура улучшаемой стали
Высокий отпуск производится при температуре от 550°С до 650°С. За счет чего структура металла переходит в сорбит и получается однородной и мелкозернистой.



Термическое улучшение металлов позволяет менять такие показатели как:
- Прочностные характеристики: ϬВ – предел прочности;
- Ϭ0,2 – предел текучести;
- KCU – ударная вязкость;
- Характеристики пластичности: δ% — относительное удлинение;
- ψ% — поперечное сужение;
Усталостные характеристики:
- Ϭ-1 – усталостная прочность;
Ψ-1 – предел усталости при кручении;
Твердость (НВ, HRC).
Улучшаемая сталь
Примеры улучшаемых сталей:
Углеродистые улучшаемые стали: сталь 30, сталь 35, сталь 40, сталь 45, сталь 50.
Легированные улучшаемые стали: 40Х, 45Х, 40ХР, 40ХН, 40ХНА, 40ХНМА, 30Х2Н4МА, 38ХН3МА, 38Х2НМА, 30ХГСА, 30ХГС-Ш.
Некоторые улучшаемые стали пригодны для поверхностной закалки (плазменной и индукционной), в частности — сталь 45.
Основным свойством улучшаемых сталей является прокаливаемость, которая зависит от химического состава стали. Изделие должно полностью прокаливаться насквозь (сквозное улучшение). Стали с малой способностью к сквозному улучшению пригодны для изделий с небольшим поперечным сечением
Другое важное свойство улучшаемых сталей — предел текучести (после улучшения стали), требования к которому предъявляются в зависимости от марки стали и диаметра изделия.
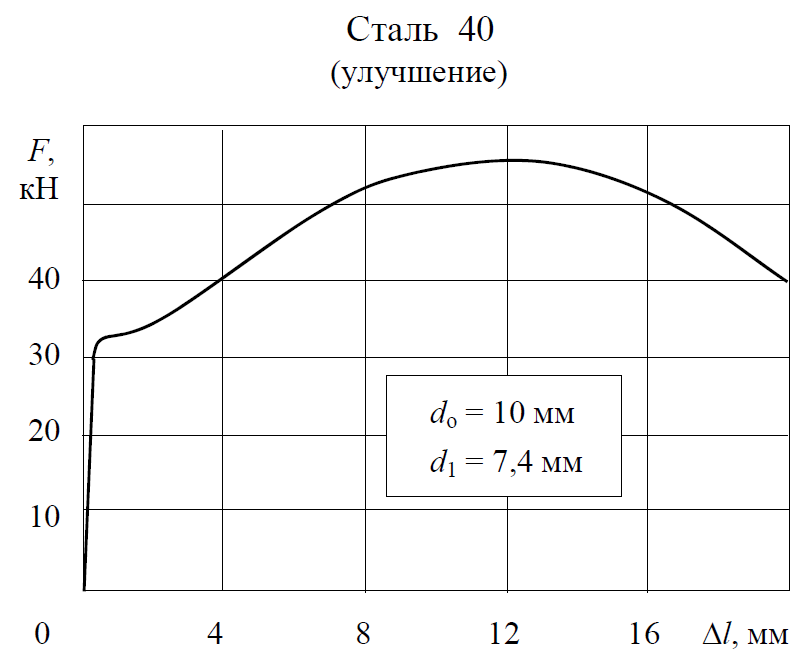
После улучшения гарантируются следующие свойства сталей: временное сопротивление σВ от 55 до 150 кгс*мм -2 , удлинение δ 5 от 6 до 50%, поперечное сужение ψ=30-60% (по данным ). Изменение значений этих свойств в зависимости от температуры отпуска иллюстрируется «диаграммами улучшения» (пример на рисунке).
Термическая обработка. Улучшаемые стали поставляются потребителю в горячекатанном или нормализованном состоянии. После механической обработки до окончательных размеров и получения деталей проводятся улучшение сталей или поверхностная закалка.
Улучшение стали 45
Углеродистая улучшаемая сталь 45 имеет низкую прокаливаемость и после термического улучшения предназначается для изготовления деталей небольшого сечения (до 15 мм). Режим термообработки, в частности, термического улучшения, стали 45 подбирается в зависимости от размеров, вида изделия (прокат, поковки..) и его назначения. Режимы термообработки — закалки и отпуска при улучшения стали 45 для различных сечений приводятся в стандарте ГОСТ 1050-88. Сталь качественная и высококачественная.
Механические свойства стали 45, в свою очередь, зависят от технологического режима улучшения. Например, сталь 45 после улучшения с закалкой при 830-850°C и отпуском при 550° имеет свойства: σВ=900-1000 МПа, σ0,2=750-850 МПа, δ=12-8%, ψ=65-55%, KCU=1,2-1,1 МДж/м 2 , HB=255-269 . При повышении температуры отпуска значения σВ, σ0,2 и HB уменьшаются, а значения δ, ψ и KCU увеличиваются, и наоборот.
Лит.:
- Иванов В.Н. Словарь-справочник по литейному производству. – М.: Машиностроение, 1990.
- Циммерман Р., Гюнтер К. Металлургия и материаловедение. Справ изд. Пер. с нем. М.: Металлургия, 1982. 480 с.
- ГОСТ 1050-88. Сталь качественная и высококачественная. Сортовой и фасонный прокат, калиброванная сталь.
- Металловедение и термическая обработка стали: Справ. изд. — 3-е изд., перераб. и доп. В 3-х т. Т II. Основы термической обработки/ Под ред. Бернштейна М.Л., Рахштадта А.Г. М.: Металлургия, 1983. 368 с.
Конкурс «Я и моя профессия: металловед, технолог литейного производства». Узнать, участвовать >>> —>
Источник статьи: http://www.modificator.ru/terms/heat_treatment2.html
Улучшение. Какие стали подвергают улучшению?
Улучше́ние — комплексная термическая обработка металлов, включающая в себя закалку и последующий высокий отпуск. В результате закалки сталей чаще всего получают структуру мартенсита с некоторым количеством остаточного аустенита, иногда — структуру сорбита, троостита или бейнита. Мартенсит имеет высокую прочность, твёрдость, низкую пластичность, при обработке разрушается из-за хрупкости. Структура мартенсита неравновесная, имеются остаточные напряжения. Высокий отпуск и выдержка при температуре 450..500 °C приводят к уменьшению внутренних напряжений за счёт распада мартенсита закалки и образования сорбита отпуска. В результате отпуска снижаются твёрдость и прочность; повышаются пластичность и ударная вязкость.
Закалка + высокий отпуск (улучшение)
Многие стали проходят упрочнение путём закалки — ускоренного охлаждения (на воздухе, в масле или в воде). Быстрое охлаждение приводит, как правило, к образованию неравновесной мартенситной структуры. Сталь непосредственно после закалки отличается высокой твёрдостью, остаточными напряжениями, низкой пластичностью и вязкостью. Так, сталь 40ХНМА (SAE 4340) сразу после закалки имеет твёрдость выше 50 HRC, в таком состоянии материал непригоден для дальнейшего использования из-за высокой склонности к хрупкому разрушению. Последующий отпуск — нагрев до 450 °C — 500 °C и выдержка при этой температуре приводят к уменьшению внутренних напряжений за счёт распада мартенсита закалки, уменьшения степени тетрагональности его кристаллической решётки (переход к отпущенному мартенситу). При этом твёрдость стали несколько уменьшается (до 45 — 48 HRC). Подвергаются улучшению стали с содержанием углерода 0,3 — 0,6 % C.
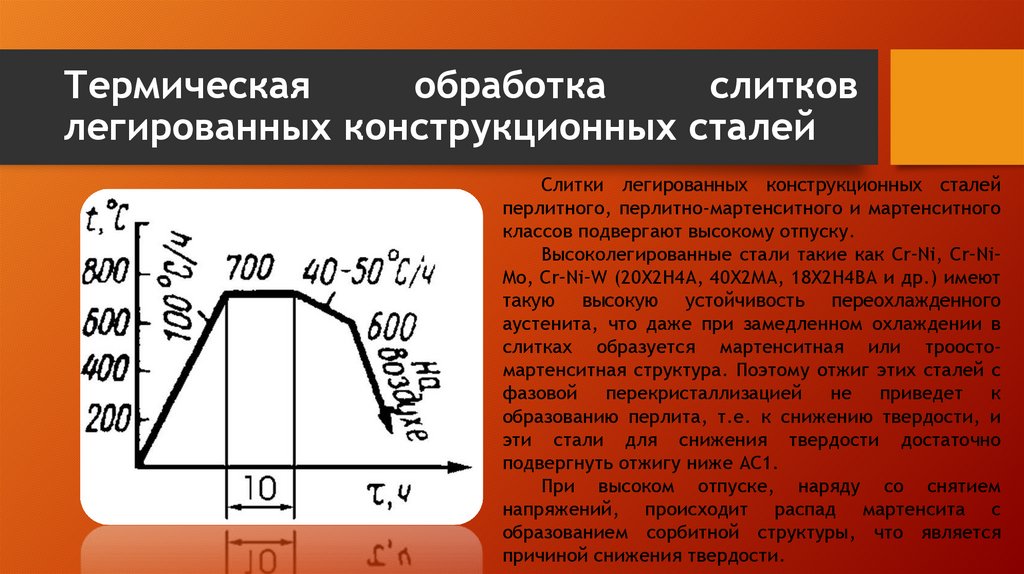
вид термической обработки стали, заключающийся в закалке (См. Закалка) и последующем высоком Отпуске (при 550—650 °С). В результате У. с. достигается однородная и дисперсная структура Сорбита, обеспечивающая хорошее сочетание прочности, пластичности, ударной вязкости и критической температуры перехода из вязкого состояния в хрупкое. Наибольший эффект наблюдается в том случае, если при закалке не образуются немартенситные продукты превращений Аустенита (Феррит, Бейнит). Для предотвращения развития отпускной хрупкости во многих случаях после высокого отпуска необходимо охлаждение в масле или воде. Конкретные режимы У. с. определяются требуемым уровнем её свойств и составом. Иногда У. с. применяется в качестве промежуточной обработки для формирования однородной исходной структуры перед закалкой.
Дата добавления: 2015-03-19 ; просмотров: 3108 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Механические свойства после улучшения
У улучшаемых углеродистых сталей невысокая прокаливаемость. Поэтому стали с 30 по 50 используются для изготовления деталей диаметром не больше 10 мм. После улучшения для них характерны следующие параметры:
- ϬВ (предел прочности) — 600…700 МПа;
- KCU (ударная вязкость) – 0,4…0,5 МДж/м2;
- HRC (твердость) – 40…50.
Для изделий диаметром более 30 мм для придания качеств, полученных улучшением применяются легированные металлы. При высокой скорости закаливания, большего критического диаметра наряду с мелким зерном, у них наблюдаются малые остаточные напряжения после ТО и высокая стойкость к отпуску.
Так, сплав железа, имеющий в своем составе хром и никель, после улучшения имеет следующие параметры:
- ϬВ (предел прочности) — 1020 МПа;
- Ϭ-1 (предел усталости) – 14 Мпа;
- ψ% (поперечное сужение) – 41%;
- HВ (твердость) – 241.
Кроме широко используемых легирующих элементов для измельчения зерна используют титан, ниобий и цирконий. Для повышения прокаливаемости применяют бор.
Улучшение стали | ООО КВАДРО
Улучшение стали – комплексная термообработка стали, заключающаяся в закалке детали с последующим высоким отпуском стали, обеспечивающая хорошие показатели прочности и пластичности.
Сущность процесса улучшения стали
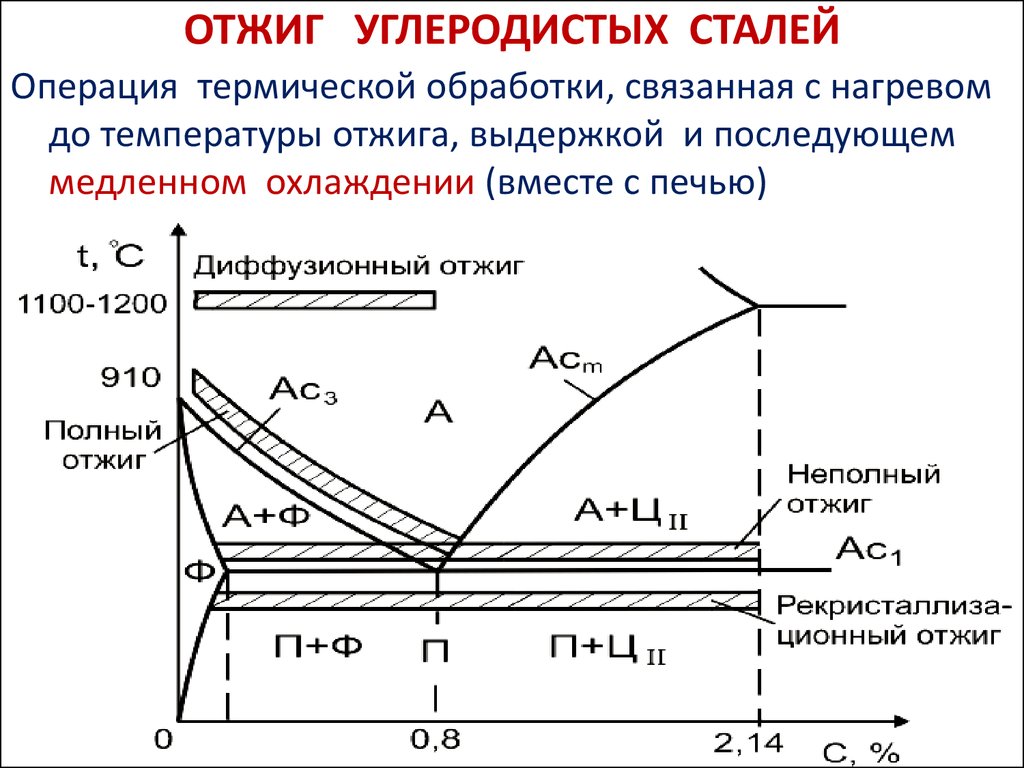
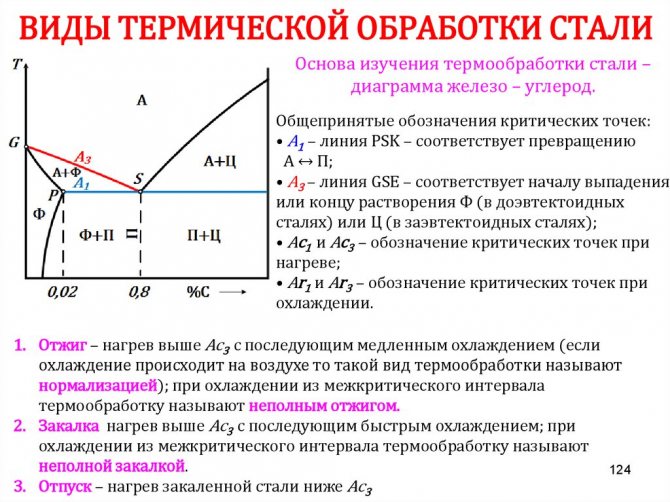
После закалки стали в ней преобладают структуры мартенсита. Высокий отпуск стали заключается в нагреве, как минимум, на 20-40°C ниже точки Ac1 (см. Диаграмму железо-углерод), но не ниже 500°C, выдержке и контролируемом охлаждении детали.
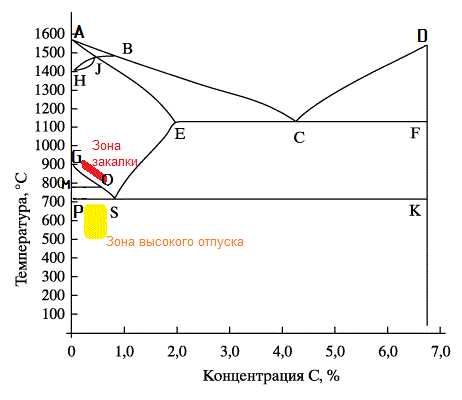
Улучшение сталей на диаграмме железо-углерод
На втором этапе улучшения сталей – процессе высокого отпуска стали – происходит диффузионный распад мартенсита до образования сорбита отпуска (см. Элементы теории термической обработки). Сорбит отпуска имеет однородную и дисперсную структуру.
Применение улучшения сталей
Именно структура сорбита отпуска обеспечивает великолепное сочетание ударной вязкости, пластичности и прочности при понижении твердости в деталях, прошедших процесс улучшения стали
Процессу улучшению сталей подвергают детали из углеродистых и легированных сталей с содержанием углерода 0,30-0,55%. Например, сталь 45, 40Х, 30ХГСА, 38Х2МЮА.
При необходимости более высокой поверхностной твердости эти детали подвергают после процедуры улучшения стали другим методам обработки: закалке ТВЧ или азотированию.
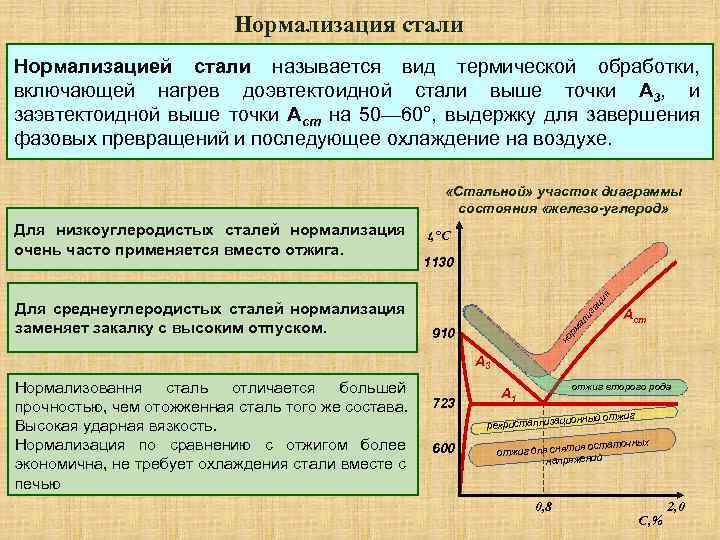
В случае отсутствия высоких требований к пластичности и ударной вязкости вместо улучшения сталей может применяться нормализация стали, как более экономичный процесс.
Улучшение сталей в ООО КВАДРО
Наше предприятие уже почти четверть века производит термообработку металлов на заказ в Санкт-Петербурге, в том числе улучшение сталей.
Мы производим по чертежам Заказчика или режимам термической обработки термообработку сталей (в т.ч. нержавеющих, инструментальных и т.п.), а так же иных металлов и сплавов (алюминиевых и титановых, латуней и бронз, и т.д.).
Кроме улучшения стали мы производим и иные виды термической обработки металлов на заказ, например:
Мой мир
kvadromash.ru
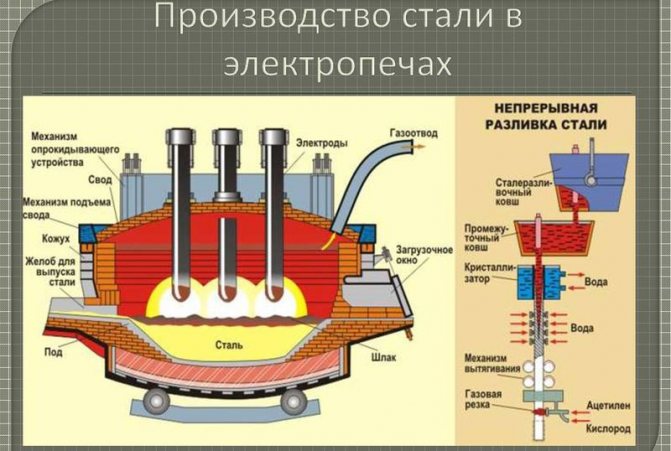
Производство стали
Новейшие технологии добычи металлов позволяют получать сталь. Она образуется путем соединения углерода с железом и разными гелирующими элементами (если есть такая необходимость). Способов ее выплавки существует несколько. Вот самые высокопродуктивные и современные:


- Электроплавильный. Суть метода ─ выплавление качественной легированной стали с помощью дуговых печей. Подобные агрегаты характеризуются тем, что металл в них плавится очень быстро. Кроме того, возможно получение стали и сплавов любого состава. Неметаллические включения, сера и фосфор содержатся в них в небольшом количестве. Использование данного способа пока ограничено из-за высокой стоимости электроэнергии.
- Конверторный. Основа процесса – это продувка кислородом жидкого металла, окисление чугуна и трансформирование его в сталь. Из преимуществ метода следует отметить высокую производительность, низкую себестоимость стали, компактность и простоту устройства конвертера.
Назначение процесса
Нормализация призвана менять микроструктуру стали, она выполняет следующее:
- снижает внутренние напряжения;
- посредством перекристаллизации измельчает крупнозернистую структуру сварных швов, отливок или поковок.
Цели нормализации могут быть совершенно разные. С помощью такого процесса твердость стали можно повысить или снизить, это же касается прочности материала и его ударной вязкости. Все зависит от механических и термических характеристик стали. С помощью данной технологии можно как сократить остаточные напряжения, так и улучшить степень обрабатываемости стали с помощью того или иного метода.
Стальные отливки такой обработке подвергают в следующих целях:
- для гомогенизации их структуры;
- чтобы увеличить подверженность термическому упрочнению;
- чтобы снизить остаточные напряжения.
Изделия, полученные посредством обработки давлением, подвергают нормализации после ковки и прокатки, чтобы сократить разнозернистость структуры и ее полосчатость.
Нормализация вместе с отпуском нужна для замены закалки изделий сложной формы или же с резкими перепадами по сечению. Она позволит не допустить дефектов.
Еще эта технология применяется, чтобы улучшить структуру изделия перед закалкой, повысить его обрабатываемость посредством резки, устранить в заэвтектоидной стали сетку вторичного цемента, а также подготовить сталь к завершающей термической обработке.
Отпускная хрупкость стали
Отпуском металла называется технологический процесс термообработки закалённого стального сплава.
Он даёт возможность завершить фазовые превращения в микроструктуре (мартенсите), которая приобретает наиболее устойчивое состояние.
Дело в том, что в процессе закалки в металле возникают внутренние напряжения — осевые, радиальные, тангенциальные.
Чтобы устранить их негативные последствия такие как хрупкость и низкая пластичность, изделия нагревают в печах при различных температурах (от 250 °C до 650 °C), выдерживают заданное время (от 15 минут до 1,5 часа), а потом медленно охлаждают.
Комплекс этих мероприятий приводит к выделению лишнего углерода, перестройке и упорядочиванию структуры металла, устранению дефектов его кристаллического строения.
Обработанные материалы приобретают заданный комплекс механических свойств, среди которых основные — увеличение пластичности и снижение хрупкости при сохранении достаточного уровня прочности.
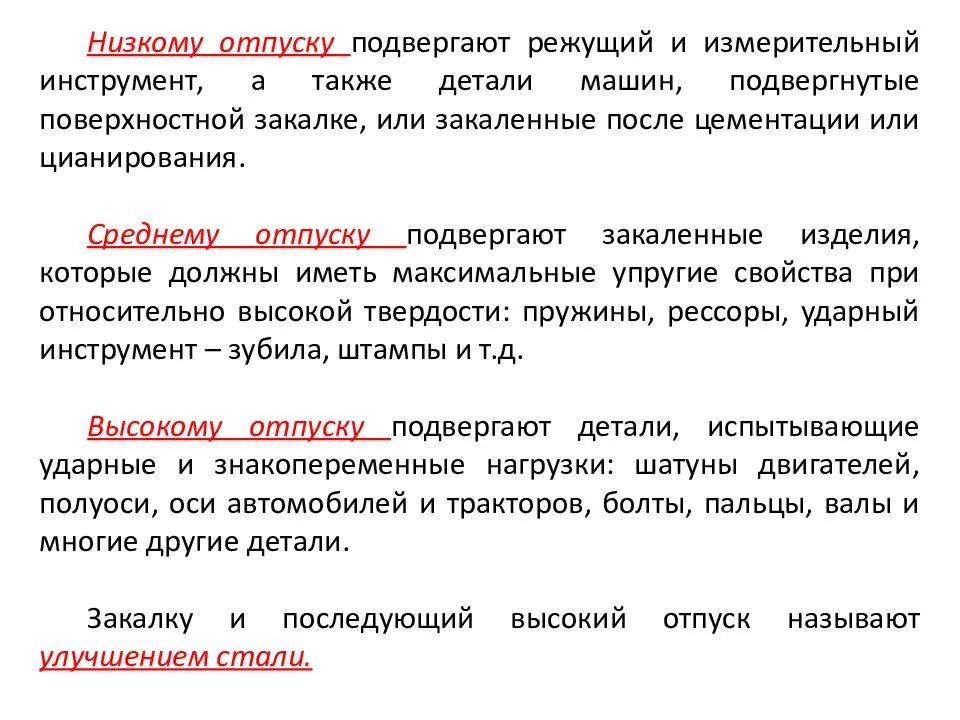
Виды отпуска стали
- Низкий.
- Средний.
- Высокий.
Понятие низкого отпуска.
Для снижения внутренних напряжений низкий отпуск стали обычно проводят нагреванием до 250 °C в течение от 1 до 2,5 часа.
Из металла в процессе диффузии выделяется часть излишков углерода, из них образуются карбидные частицы в виде пластин и стержней.
Неравновесная структура мартенсита закалки превращается в равновесный отпущенный мартенсит.
Этим достигается стабилизация размеров изделий, повышаются вязкость и прочность, а показатели твёрдости практически не изменяются.
Особенности среднего отпуска.
Он проводится при температурах от 350 °C до 500 °C и обеспечивает высокую упругость и релаксационную стойкость.
Из стали выделяется весь избыточный углерод, а карбид переходит в цементит.
Мартенсит уже полностью разложился, а перестройка структуры металла (полигонизация) и её совершенствование (рекристаллизация) ещё не начались.
Новая комбинация называется троостомартенсит и характеризуется ускорением процессов диффузии. Кристаллическая решётка сплава при этом превращается в кубическую, а внутренние напряжения ещё больше уменьшаются.
Охлаждение металла осуществляют в воде, что тоже увеличивает предел выносливости. Среднетемпературный отпуск необходим при производстве упругих деталей: рессор, ударного инструмента и пружин.
Технология высокого отпуска.
При температурах свыше 500 °C в углеродистых сплавах происходят структурные преобразования, которые уже не относятся к фазовым превращениям.
Претерпевают изменения конфигурация и габариты частиц кристаллов, их зёрна укрупняются, а форма стремится к равноосной.
Комплексная термообработка, включающая закалку и высокий отпуск стали, в материаловедении называется улучшением, а кристаллическая структура металла после этого — сорбитом отпуска.
Продолжительность высокого отпуска варьируется в пределах от 1 до 6 часов и зависит от размеров зубчатых передач, опор, коленчатых валов, втулок, болтов и винтов, изготовленных из конструкционных и среднеуглеродистых сталей. Эти изделия в процессе эксплуатации воспринимают ударные нагрузки и работают на сжатие, растяжение и изгиб, а к их прочности, выносливости, текучести и ударной вязкости предъявляются особые требования.
Применение улучшения
После улучшения из углеродистых сталей производятся детали, на которые, которые требуют увеличенной прочности. Это детали типа вал, втулка, шестерня, зубчатое колесо, втулка. Использование углеродистых сталей обусловлено дешевизной изготовления и технологичностью.

Улучшение стали применяется при изготовлении червячного вала
Материалы с высоким содержанием углерода (60, 65) после улучшения используются для изготовления пружинных и рессорных изделий.
Введенные легирующие элементы позволяют изготавливать из этих сталей ответственные детали большего диаметра испытывающие более сильные нагрузки. После проведения термообработки у них сохраняется вязкость и пластичность с повышением прочности и твердости, а также понижается порог хладноломкости.
Улучшаемые стали.
Количество просмотров публикации Улучшаемые стали. — 4175
Улучшаемыми конструкционными сталями называются среднеуглеродистые стали (0,3-0,5%С). В них должно содержаться не более 5 % легирующих элементов. Эти стали используются после операции улучшения. Данная операция состоит из закалки и высокого отпуска. Закалка подобных сталей, как правило, проводится в масле. При отпуске температура улучшаемых сталей составит 550-650 °С.
После термической обработки улучшаемые стали обладают структурой сорбита͵ хорошо воспринимающего ударные нагрузки.
Улучшаемая сталь получает высокую прочность, вязкость, низкую чувствительность к концентраторам напряжения, а также сравнительно хорошую прокаливаемость.
При сквозной прокаливаемости, после одинаковой термообработки, свойства различных марок улучшаемых сталей обычно близки между собой. По этой причине выбор тех или иных марок улучшаемой стали обусловлен прокаливаемостью стали, обязательно учитывается сечение детали и сложностью ее конфигурации, также смотрим на наличие концентраторов напряжений.




Улучшаемые стали можно разбить на пять групп. С увеличением группы возрастает степень легирования и размер сечения, при котором будет достигнута сквозная прокаливаемость. Обычно содержание кремния в улучшаемых сталях будет составлять 0,17-0,37 % , марганца 0,5-0,8 %, фосфора и серы меньше 0,035 %.
Группа I. К ней относят углеродистые стали 35, 40, 45 Стали имеющие критический диаметр до 10 мм, при нем достигается сквозная прокаливаемость. Οʜᴎ содержат в своей структуре не менее 95 % мартенсита.
Группа II. К ней относятся хромистые стали 30Х, 40Х. Стали имеющие критический диаметр 15-20 мм. К недостатку сталей этой группы можно отнести склонность к отпускной хрупкости второго рода
Для этих сталей крайне важно быстрое охлаждение после отпуска (охлаждение маслом, водой)
Группа III. К ней относятся хромистые стали. Как правило, их дополнительно легируют еще одним а иногда и двумя элементами З0ХМ, 40ХГ, 30ХГТ Критический диаметр 20-25 мм. Для увеличения прокаливаемости в хромистые стали можно дополнительно ввести марганец (40ХГ) и бор (40ХР). Молибден (30ХМ) вводят для уменьшения отпускной хрупкости второго рода. Высокие свойства имеют принадлежащие к этой группе стали, называемые хромансилями: 20ХГС, 30ХГС. Οʜᴎ хорошо свариваются при высокой прочности 1200 МПа и KCU = 0,4 МДж/м2. К их недостаткам можно отнести склонность к отпускной хрупкости второго рода.
Группа IV. К ней относятся хромоникелевые стали с содержанием до 1,5 % Ni: 40ХН, 40ХНМ. Их критический диаметр 40 мм. Эти стали при низких температурах эксплуатации обладают несколько большим запасом вязкости, чем стали находящиеся в предыдущих группах.
Группа V. К ней относятся комплекснолегированные стали, содержащие 3-4 % Ni: 38ХНЗМ, 38ХНЗМФА. Как правило, стали из этой группы достаточно дороги. Эти улучшаемые стали относятся к самым лучшим маркам. Критический диаметр составляет 100 мм и более. Οʜᴎ обладают низкой склонности к хрупкому разрушению. Из этих сталей изготовляются детали со сложной конфигурацией, подвергаемые ударным нагрузкам. Их недостатки, это склонность к флокенообразованию и трудность обработки резанием.
referatwork.ru
Хладноломкость
Отрицательные температуры способствуют переходу в хрупкое состояние, что сказывается на показателях пластичности и ударной вязкости. При воздействии динамических нагрузок низких температур детали разрушаются. При подборе материала, из которого будут изготовлены детали, работающие в экстремальных условиях, в первую очередь пользуются таким параметром, как хладноломкость.
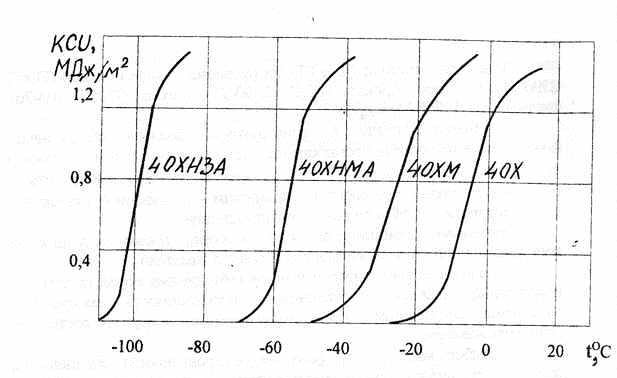
Порог хладноломкости в зависимости от содержания никеля
График характеризует, что повышенное наличие никеля увеличивает порог хладноломкости. Также на это значение оказывает влияние молибден.
Мелкозернистая структура, получаемая при высоком отпуске способствует увеличению показателя хладноломкости.
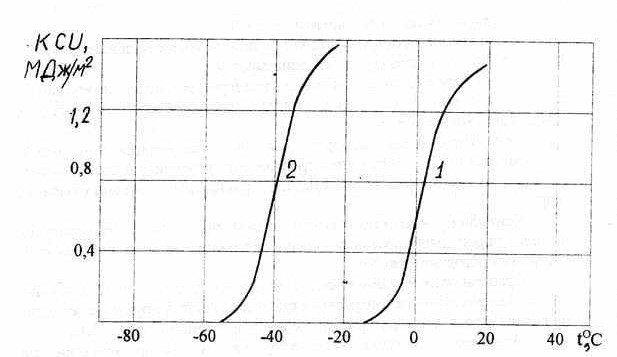
Зависимость порога хладноломкости от размера зерна
График показывает зависимость от размера зерна:
1 – размер зерна 0,002-0,01 мм;
2 – размер зерна 0,05-0,1 мм.
Наличие серы и фосфора отрицательно влияют на формирование мелкозернистой структуры.
Неправильный выбор материала для изготовления изделий, работающих в условиях крайнего севера и заполярья не раз приводил к катастрофическим последствиям. Например, вал, изготовленный из ст. 40 и прошедший улучшение в умеренном климате, работает не один год. А на Чукотке при морозе больше 50°С он сломается в первые месяцы эксплуатации.





