

Особенности стыковой сварочной техники оплавлением
При соединении отдельных металлических образцов большого сечения непрерывным оплавлением высокая температура на участке их контакта не способна мгновенно проникать на достаточную глубину металла. Поэтому в таких случаях процесс нагревания приостанавливается, чтобы дать распространиться температуре по всему объему детали.
При множественных повторениях данного процесса, то есть предварительного нагревания с последующим прерыванием, поверхности соединяемых изделий хорошо прогреваются до нужной глубины, в результате чего получаются высококачественные сварные соединения.
Преимущество технологии: техника сварных соединений оплавлением не требует предварительной подготовки поверхностей образцов, позволяет получать высококачественные соединения изделий с большими сечениями сложной формы.
О плюсах и минусах стыковой сварки
Описываемая технология обладает множеством преимуществ:
- не приходится предварительно подготавливать обрабатываемые кромки (речь идет об очистке, термообработке);
- ровные, качественные соединения могут прослужить несколько десятилетий (не в последнюю очередь за счет сохранения высокой химической однородности металла);
- простота выполнения (обеспечивается возможностью полного автоматизирования процесса);
- экономия электроэнергии;
- быстрое создание швов (не больше 2-40 секунд);
- возможность соединять разнородные материалы, например, металл с пластиком.
Стыковая сварка подходит для работы с пластиковыми трубами. При этом используют специальное оборудование с контактным нагревателем, поскольку пластик не пропускает ток. Для равномерного разогрева поверхности используют насадку, повторяющую форму трубы.
Очередным важным преимуществом стыковой сварки можно назвать отсутствие разрушенной оксидной пленки на швах в случае сваривания металлов, склонных к коррозии.

Недостатки сварки встык не многочисленны и сводятся к следующему:
- сложность, дороговизна оборудования;
- большая потеря металла на вытеснение и/или разбрызгивание (данный фактор отображается на суммарной длине свариваемого изделия);
- параметры изделий, которые необходимо соединить, должны точно отвечать существующим требованиям.
Выполнение работ способом оплавления
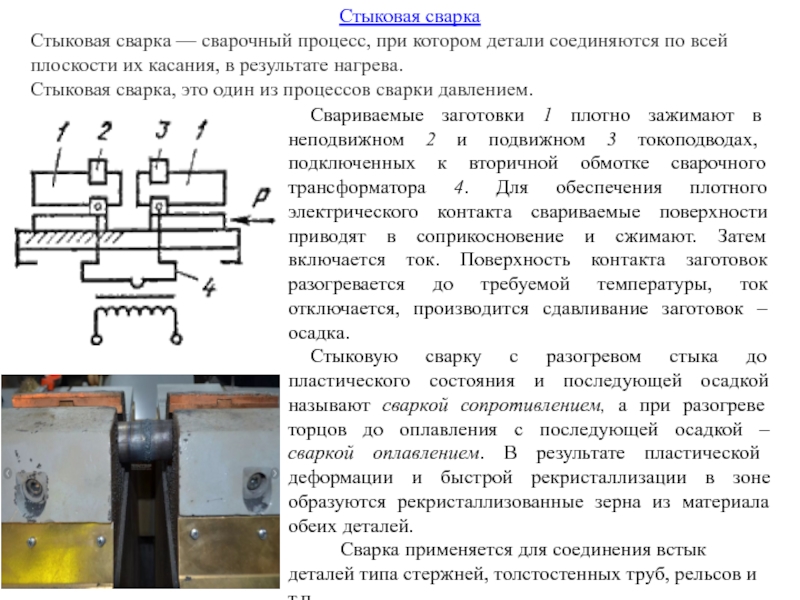
Основное отличие сварки оплавлением от той, что производится методом сопротивления, в подаче напряжения на обмотках трансформатора, которое осуществляется до того момента, как свариваемые участки вступают в контакт. Детали сближаются, и микроскопические неровности на торцах контактируют между собой.
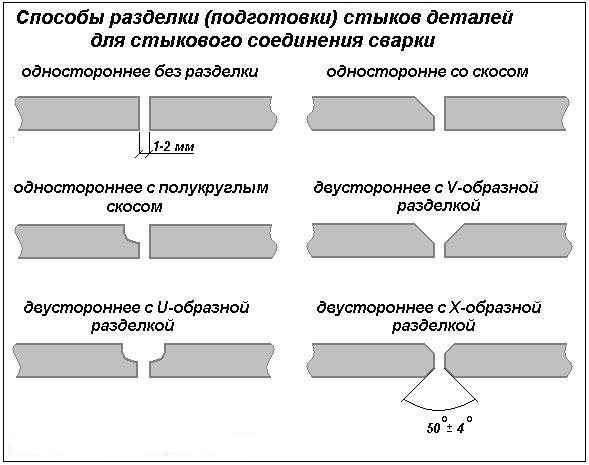
Схема разделки стыков для сварки.
Если предварительно сдавить детали, микронеровностей на них будет гораздо меньше, поскольку сминаются выступы и увеличивается площадь контактирования.
Контакт вызывает возникновение тока, он приходится не на один, а сразу на несколько микровыступов. Плотность тока может быть такой высокой, что нагревание металла осуществляется за крохотные доли секунды, после чего он вскипает. У контактов жидкие перемычки оказываются нарушены, все новые микровыступы начинают контактировать между собой, возникает повышение давления паров. Так обеспечивается защита от действия атмосферных влияний нагретой зоне сварки.
Торцы деталей через некоторое время принимают такое состояние, когда на поверхности металл становится жидким. Тогда надо выполнить сжимание с некоторым усилием, в результате которого формируется прочное соединение. Оно, как правило, отличается небольшим количеством дефектов, поскольку основная часть загрязнений, находящихся на торцах и мешающая провести работу качественно, может удалиться при оплавлении. При сварном контакте образуются чистые поверхности. При этом не потребуется предварительно обрабатывать торцы перед сваркой, как при варианте с соединением.
При выполнении соединения элементов, обладающих разным сечением, иногда уместно выполнить скос, который помогает уменьшить площадь изначального контакта. Оплавление при этом становится эффективнее. Нагреваясь, детали принимают нормальную форму.
Отдельно следует описать такой способ выполнения соединений, как сварка встык, где применяется сперва подогрев, затем оплавление. Таким образом удобно соединять рельсы, трубы, прочие детали с немалыми габаритами. Элементы сводят до тех пор, пока не возникает контакт и между ними не образуется жидкость, испарения металла. Затем их разводят, а выделяемое в зоне сплавления тепло продолжает подогревать прочие части. При последующей работе между торцами вновь создается контакт, который продолжают до их нагревания. Процесс осуществляется беспрерывно.
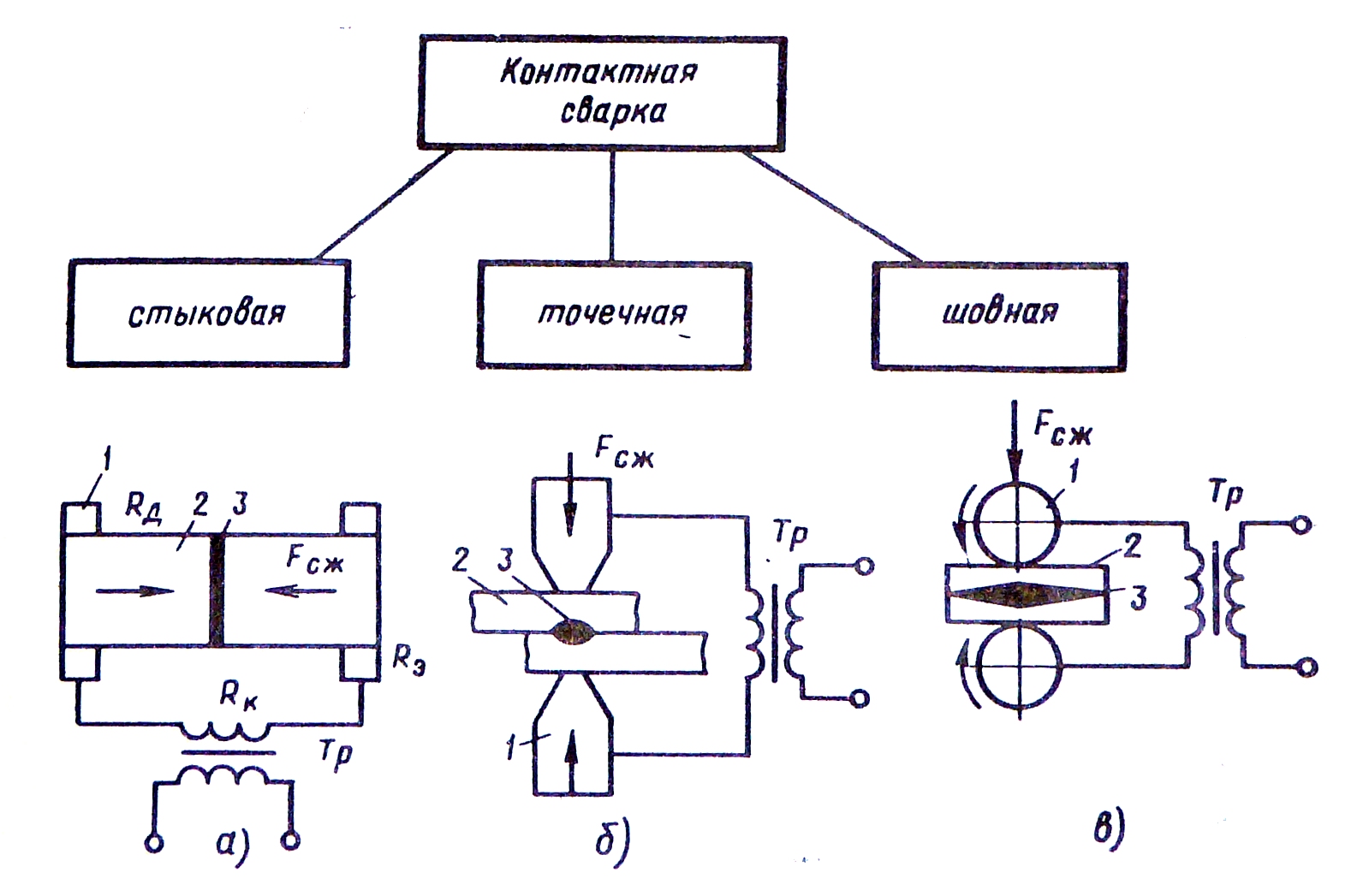
Методы стыковой сварки
Стоит учитывать, что выделяют несколько различных методов стыковой сварки. Наибольшее распространение получили:
- Сварка оплавлением.
- Метод сопротивления.
Все технологии характеризуются своими определенными особенностями, которые нужно учитывать.
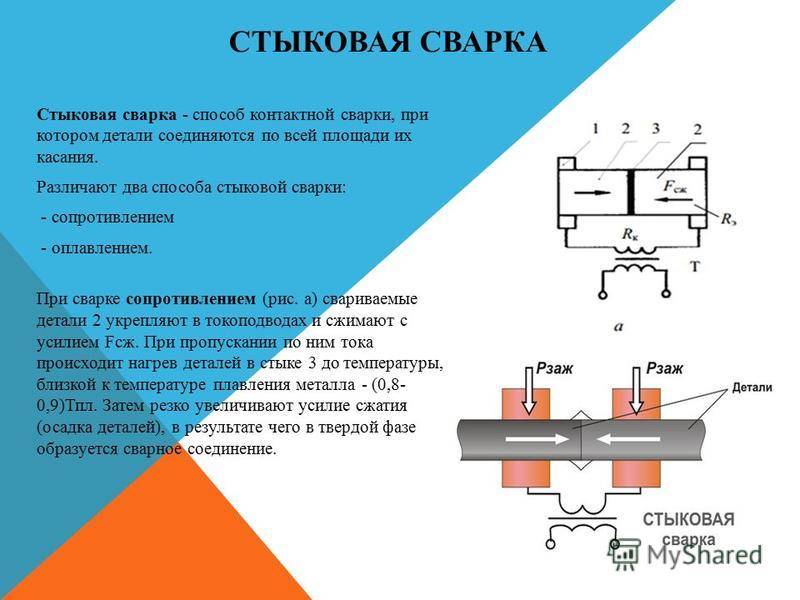
Стыковая сварка методом сопротивления
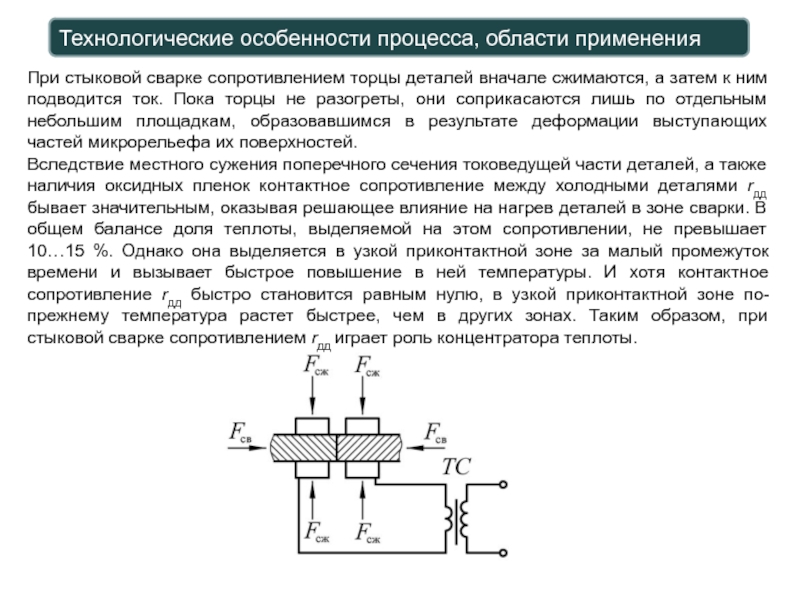
Распространенная стыковая сварка сопротивлением характеризуется довольно большим количеством особенностей. Они следующие:
- Заготовки исключительно прижимают специальными губками к электродами. За счет этого обеспечивается быстрое прохождение тока через обрабатываемые материалы.
- Применение специальных губок позволяет исключить вероятность проскальзывания деталей между используемыми электродами, через которые подается напряжение на обрабатываемые поверхности.
- Следующий шаг заключается в подаче электрического тока. За счет этого происходит нагрев металла в обрабатываемой зоне.
- После этого прикладывается осадок, за счет которого уменьшается наплав. Следующий шаг заключается в подаче сильного тока для максимального нагрева поверхности.
При электрическом сопротивлении можно провести обработку деталей с небольшим сечением. Максимальный показатель толщины поперечного сечения составляет 40 миллиметров. При этом формируется прочное соединение в стыке без расплавления металла.
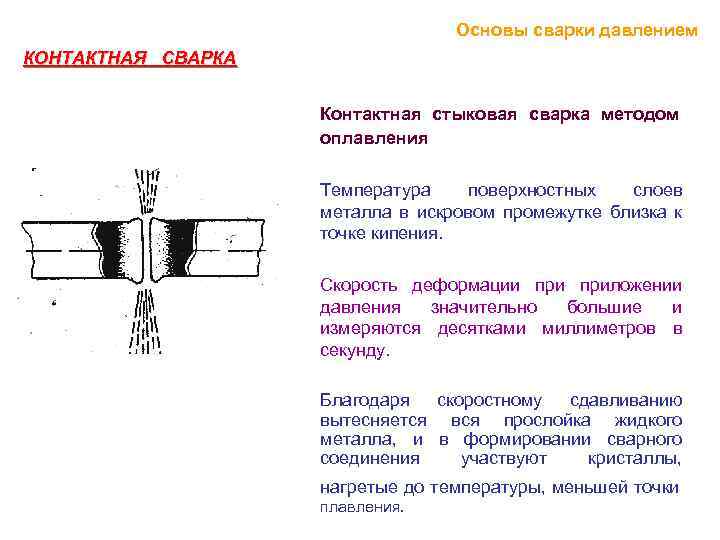
Стыковая сварка методом оплавления
Рассматриваемая технология также получила широкое распространение. Для нагрева торцов деталей применяется специальное оборудование, которое позволяет получить качественный шов. Среди особенностей контактной сварки можно отметить следующие моменты:
- Соединяемые элементы подводятся на небольшой скорости друг к другу.
- На протяжении всего процесса напряжение остается неизменным.
- За счет равномерной подачи соединяемых элементом происходит выравнивание всех микронеровностей.
- Происходит оплавление поверхности для обеспечения максимальной площади контакта.
- Нет необходимости в проведении тщательной подготовки поверхности.
Сварка методом оплавления
Воздействие высокой температуры приводит к появлению качественного соединения, которое характеризуется прочностью и надежностью.
Выполнение стыкового сваривания элементов
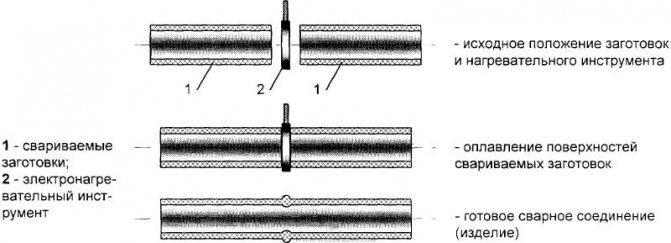
Схема стыковой сварки полиэтиленовых труб.
Сварка встык выполняется по похожей технологии и в том случае, когда надо соединить арматуру, и при работе с полиэтиленовыми трубами.
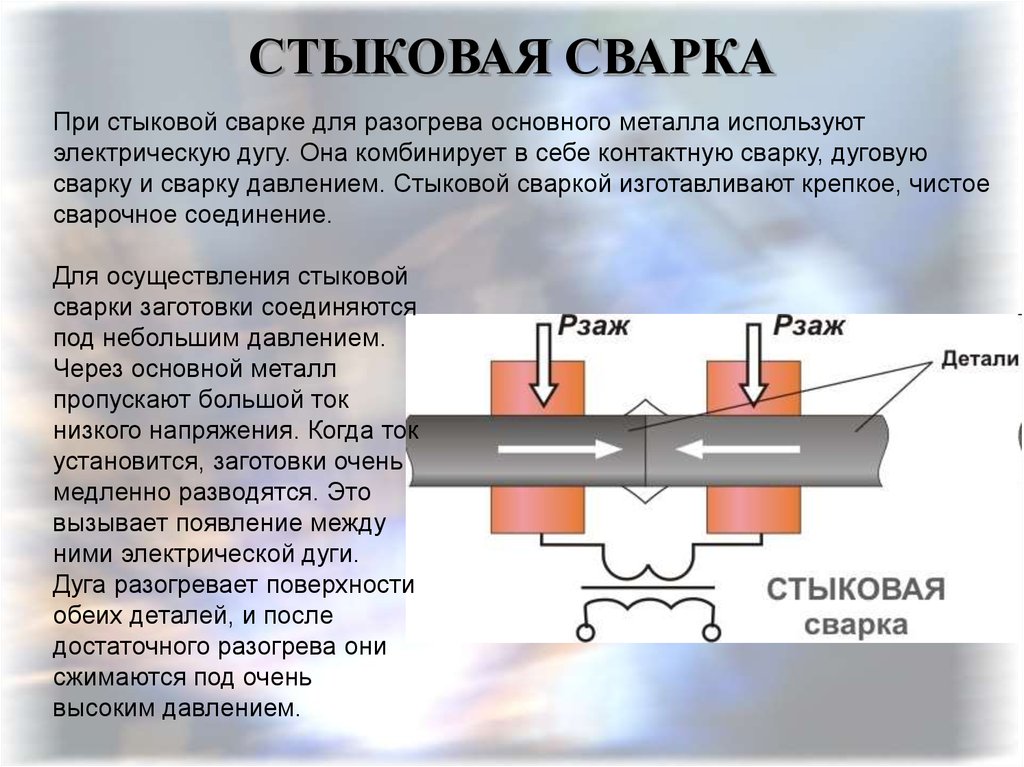
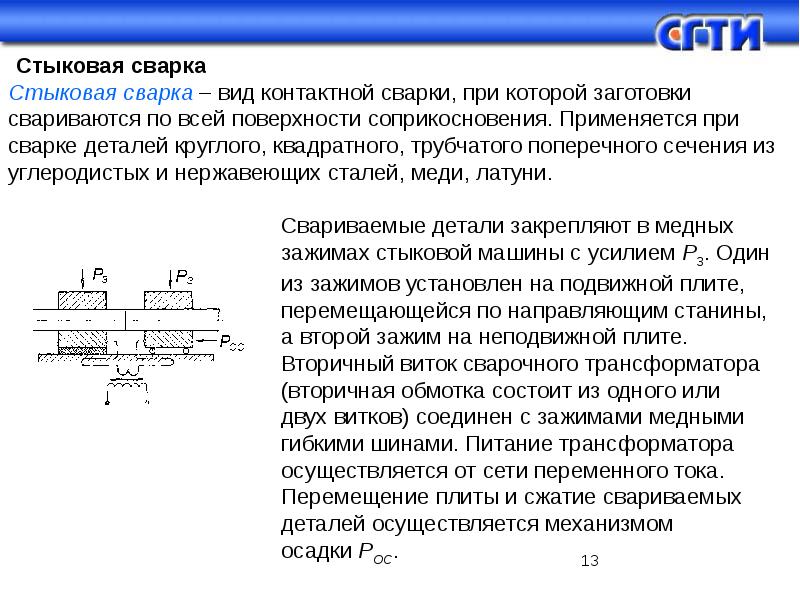
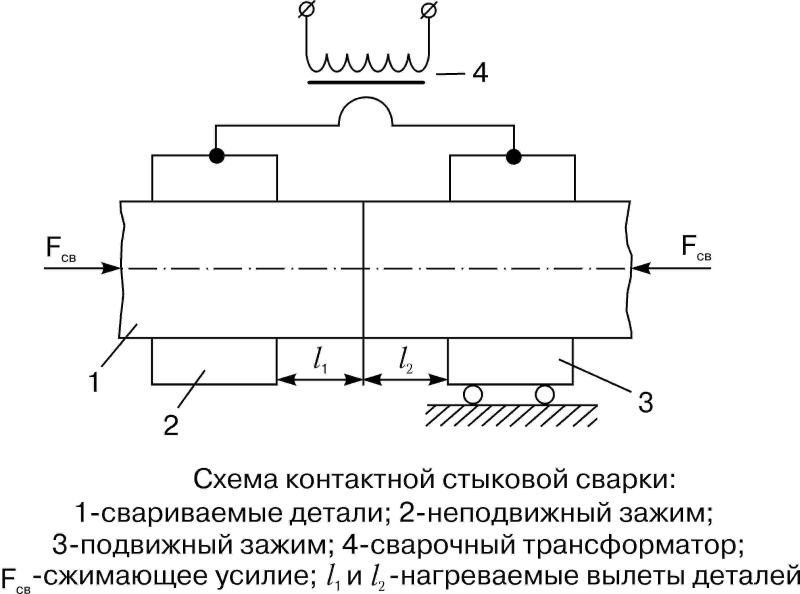
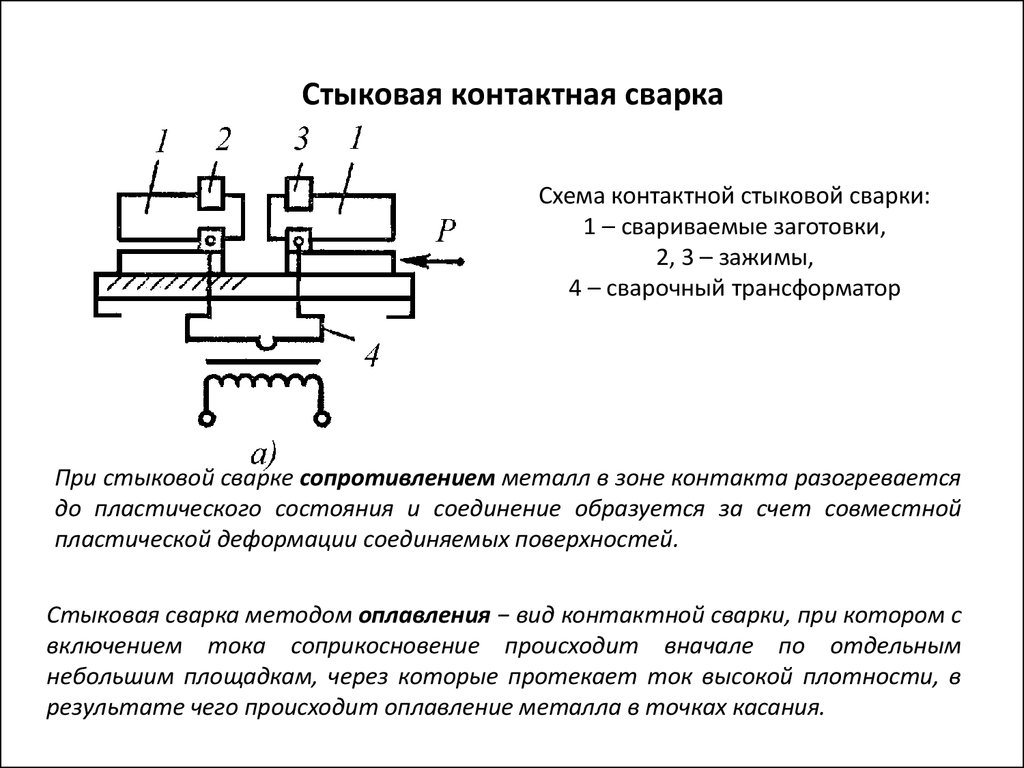
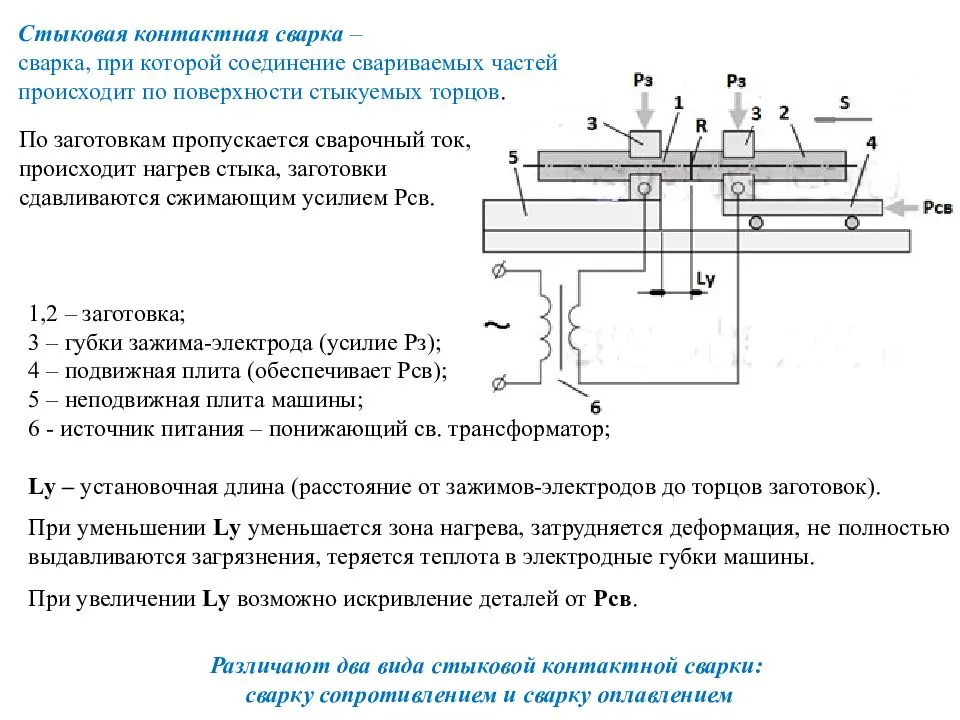
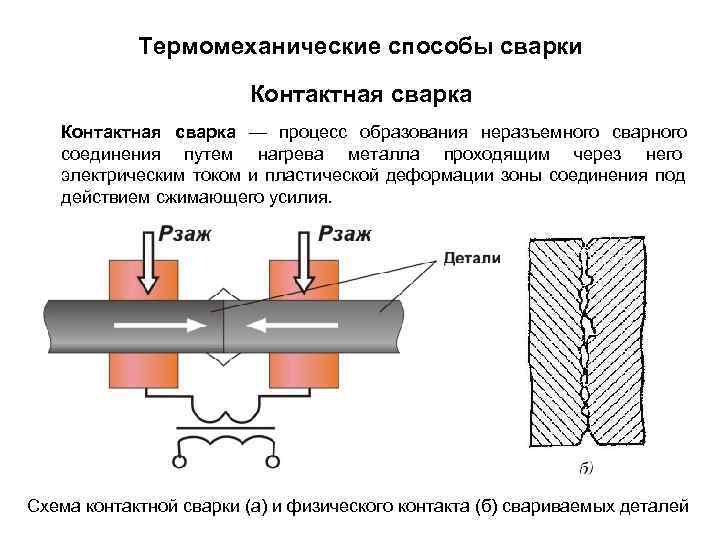
Осуществление такого рода соединения при работе с арматурой, трубами ПНД и прочими материалами предстает как вид контактной сварки. Технология базируется на тепловом действии тока. К свариваемым элементам должно быть приложено сжатие. Выполнение стыковых соединений может проводиться с нагревом участка до пластического состояния – данный метод получил название «сварка сопротивлением». Детали закрепляют в зажимах специального аппарата, после чего как можно крепче прижимают друг к другу теми участками, что подлежат соединению. Между ними пропускают электрический ток до того момента, пока поверхности деталей не станут пластичными. Тогда ток будет отключен, а поверхности крепко сжаты. Другой вариант – нагрев до оплавления материала, то есть «сварка оплавлением».
Необходимо полостью удалять с них неровности, окислые участки, любые загрязнения. Это приводит к неравномерному нагреву и появлению дефектов.
Ошибки при сварке труб встык.
Когда выполняется сварка корня шва, не стоит делать сильным сварочный ток: это может нарушить структуру и поры металла. Дуга должна быть короткой. Сварка корня должна выполняться как можно более качественно – тогда и прочие действия осуществить будет легко.
Сварка стыковых швов при работе с трубами ПНД и прочими деталями должна выполняться с учетом площади сечения скрепляемых поверхностей. Чем этот показатель больше, тем сильнее ухудшается качество соединения. Происходит так по той причине, что в стыке образуются окислы, что мешает полноценному выполнению рабочих задач. Поэтому не стоит прибегать к сварке сопротивлением для таких элементов, у которых площадь сечения более чем 200 мм². Удобнее применять такой способ для деталей с небольшим сечением наподобие проволоки, стержней, труб, изготовленных из низкоуглеродистой стали.
Неплохой результат можно получить при работе с такими металлами, которые в пластичном состоянии отличаются нормальной свертываемостью. Это относится к сплавам из меди и алюминия, конструкционным сталям, малоуглеродистым, низколегированным.
Процесс осуществления ручной сварки
Сегодня выполняется сварка при применении рассматриваемой технологии для получения качественных изделий. К особенностям процесса можно отнести следующие моменты:
- Перед началом проведения работы заготовки размещаются в специальных креплениях. В качестве подобных элементов выступают электроды.
- Применяемые зажимы максимально повторяют форму будущего изделия. За счет этого можно получить качественное изделие.
- В качестве электродов применяются специальные расходные материалы, которые характеризуются хорошей устойчивостью к механическому воздействию.
- За счет специального привода обе заготовки подводятся друг к другу. Передаваемое усилие может быть достаточно большим, за счет чего повышается качество соединения.
После прочного зажатия соединяемых заготовок трансформатор включается. Через электроды ток подается на обрабатываемую часть заготовки. Высокий показатель тока обеспечивает локальный нагрев металла.

Ручная гидравлическая машина для стыковой сварки
Приведенная выше информация указывает на то, что стыковая контактная сварка может проводится при применении специального оборудования. За счет их особенностей можно автоматизировать процесс и повысить качество получаемых изделий.
Преимущества
У рассматриваемой технологии есть довольно большое количество преимуществ, что определило ее распространение. Примером назовем нижеприведенную информацию:
- Нет необходимости в проведении тщательной подготовки обрабатываемых кромок.
- При обычной сварке в некоторых случаях приходится выполнять термическую подготовку поверхности. Это связано с тем, что локальное воздействие высокой температуры позволяет достигнуть наилучшего результата.
- Получаемое соединение характеризуется вповышенной надежностью и прочностью. Как показывает практика, если при проведении работы соблюдались все рекомендации, то соединение может прослужить в течение длительного периода.
- Рассматриваемый метод характеризуется простотой и легкостью в исполнении. Именно поэтому мастер не должен обладать особыми навыками.
- Оказываемое тепловое и механическое воздействие обеспечивает получение однородного металла. Именно поэтому можно получить металл с высокой прочностью.
- В определенных условиях можно автоматизировать процесс.
- Высокое значение производительности.

Сварка труб для ливневой канализации
Довольно большое количество преимуществ контактной сварки определяет ее распространение. Однако, нужно учитывать и некоторые недостатки технологии, о которых далее поговорим подробнее.
Свойства шва
Распространение технологии можно прежде всего связать с высоким качеством получаемого шва. Он характеризуется следующими свойствами:
- Повышенные декоративные качества. При обычной сварке может образовываться широкий вал, который приходится дополнительно обрабатывать для получения ровной поверхности.
- Надежность и прочность соединения. Шов может выдерживать самое различное воздействие, в том числе и переменную нагрузку.
- В зоне расположения шва металл не теряет свои свойства, так как происходит локальный нагрев металла.
Как правило, качество получаемого шва проверяется визуально. На высокопроизводительной линии для этого может применяться специальное оборудование.
Преимущества
Стыковая сварка проволоки и других металлических элементов имеет много положительных особенностей, которые сделали данную технологию популярной и востребованной.

Среди главных преимуществ можно выделить следующие качества:
- Не нужно проводить предварительную очистку, обработку и подготовку свариваемых кромок.
- Не требуется предварительная термообработка. Это значительно упрощает задачу и ускоряет процесс. Но все же подготовка и термообработка не выполняется при методе оплавления, в остальных случаях данные меры обязательны.
- Соединения получаются ровными и качественными. Если при проведении сварки соблюдать важные правила и принципы технологии, то сваренные изделия смогут прослужить несколько десятков лет.
- Простое и легкое проведение. Стыковой сварочный процесс сможет провести средний специалист и сварщик без опыта. Для выполнения технологии не нужно обладать глубокими знаниями и навыками.
- После сваривания состав металла имеет высокую химическую однородность. Это положительно отражается на прочностных характеристиках шва.
- Сварочный процесс поддается полному автоматизированию.
- Быстрое выполнение.
Чем отличается от нахлесточного
Сварные нахлесточные соединения – это сплавление разных элементов детали, расположенных параллельно, частично перекрывая друг друга. Применяются, когда стыковое невозможно. Не рекомендуется соединение внахлест, если конструкция подвергается вибрации, толщина стали должна быть не более 10-12 мм.
При стыковом важно учитывать точность сборки, тогда как при нахлесточном сборка гораздо проще и не нужно разделывать кромки. Недостатком нахлесточного соединения станет больший расход основного металла, так как одна деталь накрывает другую, возможно появление коррозии металла от проникновения влаги между деталями, а так же выявить дефекты будет не просто
В стыковом нет перекрытия (нахлеста) деталей, применяется разная техника сварки, когда сварка нахлесточных соединений выполняется угловым швом. В нахлесточных не нужна разделка кромок, так же имеется большое количество разновидностей стыкового соединения согласно ГОСТу
Недостатком нахлесточного соединения станет больший расход основного металла, так как одна деталь накрывает другую, возможно появление коррозии металла от проникновения влаги между деталями, а так же выявить дефекты будет не просто. В стыковом нет перекрытия (нахлеста) деталей, применяется разная техника сварки, когда сварка нахлесточных соединений выполняется угловым швом. В нахлесточных не нужна разделка кромок, так же имеется большое количество разновидностей стыкового соединения согласно ГОСТу.
Стыковая сварка пластиковых труб
Соблюдение всех нюансов технологии играет главную роль в обеспечении надежности соединений труб, созданных стыковой сваркой. Если придерживаться всех установленных требований, качество швов ни в чем не будет уступать электромуфтовым аналогам.
При сварке пнд деталей в зоне контакта нагревательного элемента и торцов формируется разогретая среда, состоящая из расплавленных полимеров. Соответственно, адгезия и пластичность материала на стыках увеличиваются в несколько раз, благодаря чему можно создавать швы на уровне молекулярной решетки. По оценкам экспертов, прочность таких стыков в разы больше, чем прочность самой трубы.
Преимущества стыковой сварки полипропиленовых труб
- Производительность Современные агрегаты позволяют осуществлять стыковую сварку пэ труб в кратчайшие сроки. С их помощью можно строить коммуникации из элементов разного диаметра и разных видов полимера.
- Надежность Применяемая технология обеспечивает настолько качественное скрепление, что характеристики созданных швов превосходят показатели основной части трубы.
- Универсальность Монтаж посредством стыковой сварки считается наиболее универсальным и эффективным, поскольку сохраняет присущую пнд трубам гибкость. Благодаря этому можно прокладывать коммуникации любым способом — традиционным, бестраншейным или открытым.
- Автоматизация процесса Помогает избавиться от большого количества рабочего персонала и тяжелой техники, чем оптимизирует и ускоряет работы. В зависимости от сложности процесса, для соединения необходим лишь агрегат и команда максимум из 2 человек.
- Экономия Стыковая сварка позволяет монтировать полиэтиленовые трубы легко, быстро и при минимуме трудовых ресурсов. Особенно это касается элементов длинного типоразмера, у которых необходимость создания соединений сокращается в 50-100 раз. Соответственно, снижается стоимость готовых коммуникаций.
Правила стыковой сварки пнд труб
Несмотря на отточенность используемой технологии, стыковая сварка труб предусматривает определенные ограничения, а, следовательно, и соблюдение следующих правил:
- Применяется только для соединения заготовок одного диаметра и марки полимера;
- Производится на ровных и высокопрочных основаниях, например, асфальтовых, деревянных или железобетонных плоскостях;
- Затруднительна, а потому нежелательна для проведения в стесненных условиях;
- В начале работ проводится пробный пуск нагревателя для удаления с рабочей поверхности грязи, пыли;
- Осуществляется только при наличии возможности свободно перемещать как минимум одну заготовку.
Особенности технологии
Сварка в стык считается разновидностью контактной электросварки. По этой причине технологические процессе и устройство оборудования для этих процессов сильно похожи. Но все же несколько различий имеется, но они совсем незначительные.

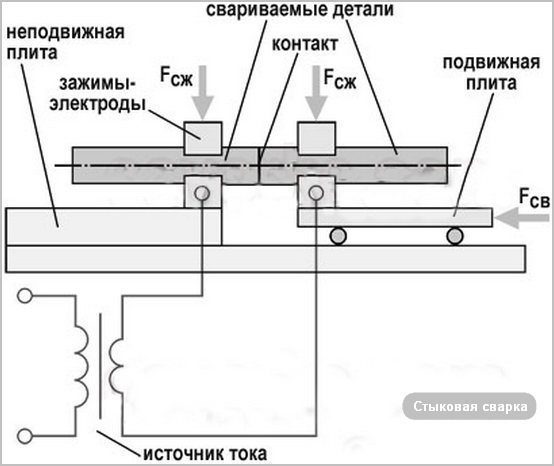
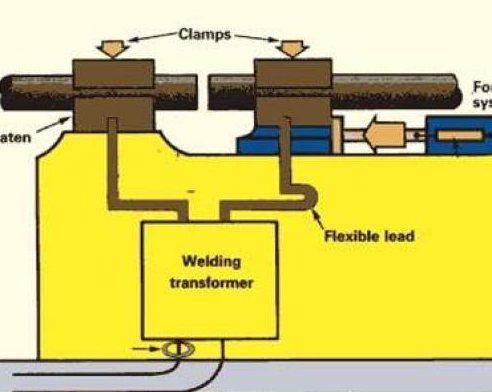
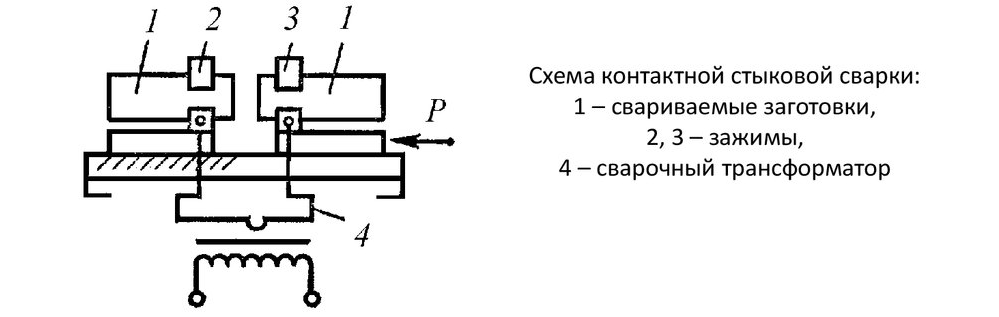
Сварочное оборудование, которое используется для контактной и стыковой сварки, имеет в устройстве следующие компоненты:
- силовой сварочный трансформатор с большой мощностью;
- электрод с неподвижным устройством;
- подвижный электрод;
- механический или электромеханический привод, который предназначен для подвижного электрода;
- система управления рабочим процессом.
Стоит отметить! Если для сваривания применяется оборудование с ручным управлением, то оператор должен постоянно производить визуальный контроль процесса. Это может негативно отразиться на качестве сварного соединения. А вот автоматизированные аппараты управляют операциями на всех стадиях вплоть до удаления нагревательного элемента.
Технология стыковой сварки производится в несколько этапов:
- На начальном этапе работ свариваемые изделия закрепляются специальными зажимами. Они также применяются в качестве электродов. Сварочное оборудование устроено с учетом того, что размер площади контакта в таких зажимах должен быть большим в отличие от свариваемой поверхности торцов. По этой причине зажимы должны соответствовать форме поверхности свариваемых изделий.
- Затем подвижный механизм с повышенным усилием при помощи электромеханического привода прижимает край стыка свариваемого элемента к стыку изделия, которое закреплено в зажиме в неподвижном состоянии.
- Как только все изделия будут прочно зафиксированы и прижаты, производится включение сварочного трансформатора, это делается на 2-3 секунды. Этого времени будет достаточно для того, чтобы через электроды и свариваемое изделие прошел электроток с большой силой. Именно он выделяет повышенный объем теплоты в области наименьшего контакта, а именно на стыке свариваемых изделий.
Контроль качества контактной стыковой сварки
Наиболее распространён разрушающий метод контроля технологических образцов. После сварки образцы разрушают по сварному шву и производят контроль внешним осмотром. Анализируют изломы, проводят металлографический анализ или электронную микрофрактографию. При этом определяют площадь соединения и наличие дефектов в сварном шве, наиболее распространённые из которых — это непровары, включения неразрушенных твёрдых оксидов и др.


Кроме этого, испытывают образцы на изгиб, определяя их возможный угол загиба, растяжение и др. Также применяется метод ультразвукового контроля качества сварки тонкостенных труб с толщиной стенки 3-7мм, труб малого диаметра (25-100 мм). При ультразвуковом контроле используют поперечные волн.
Преимущества
Данная технология имеет ряд преимуществ, за счет которых она получила широкое распространение в промышленности:
- Отсутствуют строгие правила подготовки поверхности. Сварка стык в стык не требует обработки соединяемых кромок. Кроме того, отсутствует необходимость в предварительной термической обработки поверхности, как при обычной дуговой сварке.
- Качество соединения. При условии соблюдения требований технологического процесса, качественные характеристики сварочного шва обеспечивают длительный срок эксплуатации соединения. При сварке металла локальное тепловое воздействие в сочетании с давлением, позволяют получить однородный металл.
- Требования к квалификации оператора. Простота рассматриваемого метода позволяет привлекать к работе специалистов низкой квалификации, не обладающих особыми навыками.
- Высокая производительность. Особенно при использовании автоматических аппаратов.
- Автоматизация процесса. На некоторых устройствах соблюдении технологии контролируется блоком электронного управления.
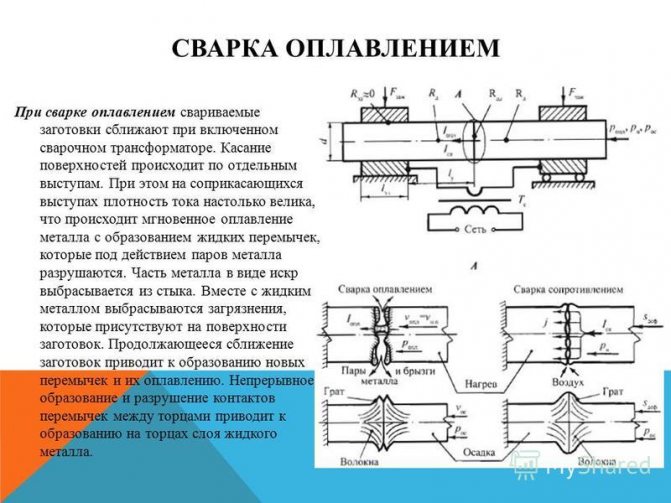
Процесс сварки оплавлением:
Метод относится к контактной сварке оплавлением и может использоваться при сварке изделий больших сечений в различных отраслях промышленности и машиностроения.
- Сварка этим способом осуществляется следующим образом:
- Сначала включается в сеть трансформатор и между деталями появляется вторичное напряжение
- Затем зажатые в губках детали постепенно сводятся навстречу друг другу.
- Соприкосновение первых точек контакта осуществляется без давления.
- Большое контактное сопротивление вызывает мгновенный разогрев до плавления с образованием жидких перемычек в месте соприкосновения. Перемычки быстро перегреваются, вплоть до парообразования в центральной ее части и взрываются.
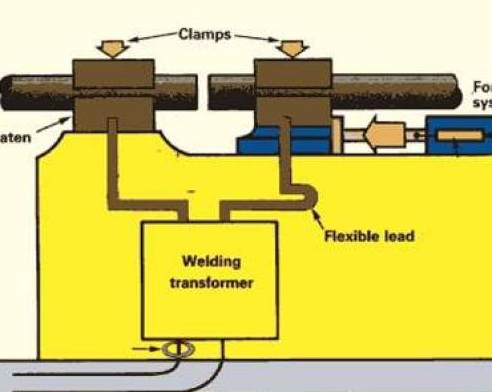
Схема контактной сварки оплавлением
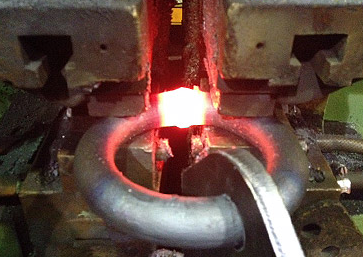
процесс контактной сварки оплалением
Дальнейшее перемещение деталей вызывает последовательное образование и взрыв новых перемычек. Этот процесс быстро охватывает всю площадь контакта и сопровождается интенсивным выбрасыванием расплавленного металла из стыка в виде плоского веера мелких искр. В результате этого процесса поверхность торцов покрывается тонким слоем расплавленного металла, а в полости стыка образуется некоторое избыточное давление газов — продуктов сгорания углерода и других примесей, а также паров металла
Важно значение имеют параметры режимы стыковой сварки
Осадка
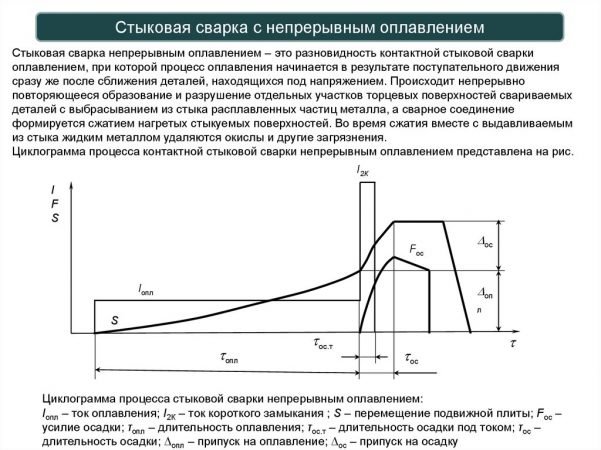
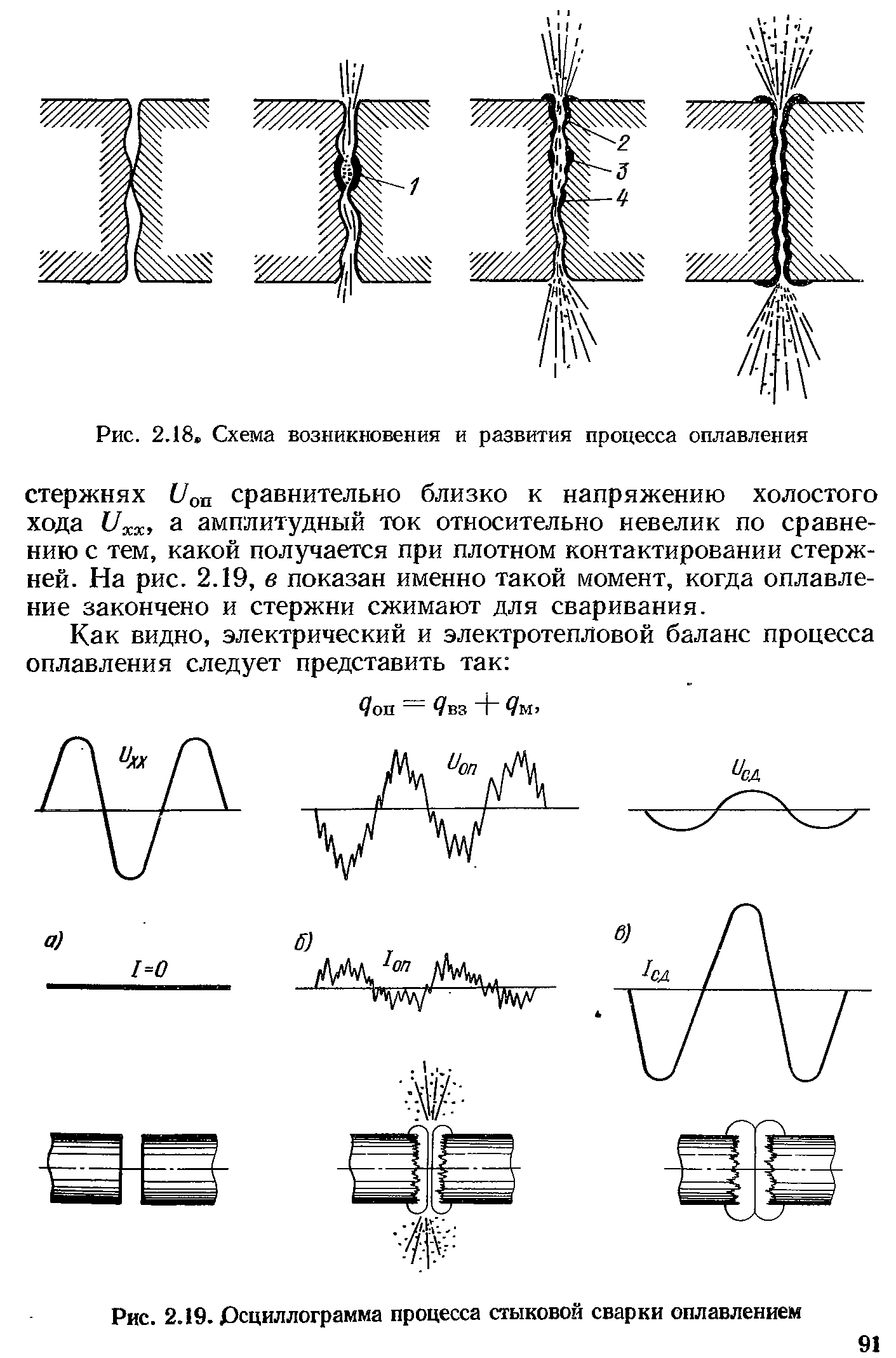
На оплавление затрачивается лишь часть тепла. Другая часть тепла идет на прогрев около стыковой зоны. По истечении определенного времени оплавления и нагрева стержней следует осадка, т. е. резкое увеличение скорости подачи подвижной плиты с приложением полного давления, необходимого для сварки. В момент осадки жидкий расплавленный металл почти полностью выдавливается из полости стыка, и сам процесс сваривания фактически завершается в твердой фазе, подобно сварке сопротивлением.
Оплавление, помимо непосредственного осуществления нагрева, играет важную роль в борьбе с окислением. От хода оплавления во многом зависит характер распределения температур по длине стержней.

Сварка трубы большого диаметра

Контактная сварка оплавлением
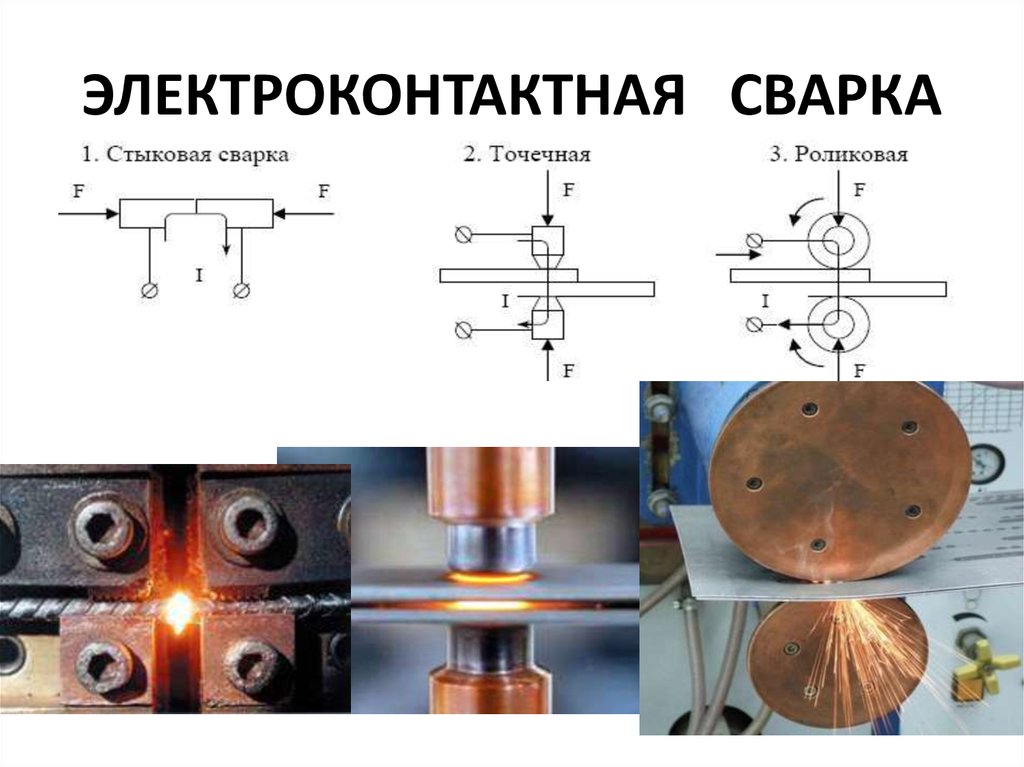
Виды стыковой сварки
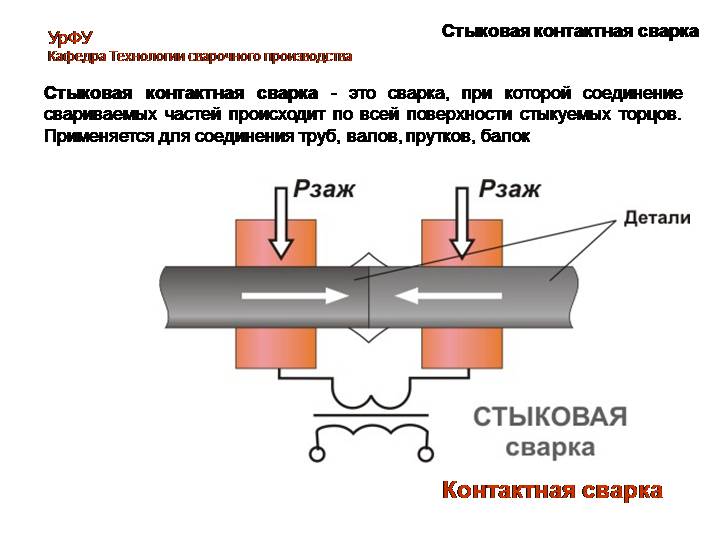
Сварка пластин и других металлических изделий встык может проводиться несколькими способами – оплавлением и сопротивлением. Каждый метод имеет характерные особенности и нюансы, которые обязательно нужно соблюдать при проведении сварочных работ.
Сварка оплавлением
Стыковая сварка оплавлением является популярной технологией, которую используют в разных сферах промышленности. Ее суть состоит в том, что определенный объем напряжения, который подается на область обмоток трансформатора, прекращается, как только два свариваемых изделия соприкоснутся. Если говорить простыми словами, напряжение повышается и в момент наивысшей точки сразу же прекращается его подача. Но при этом сохраняется достаточный объем тепловой энергии для расплавления металлической основы.
На поверхности стыков двух изделий имеются небольшие неровности, именно они обеспечивают хороший контакт между изделиями. Но все же если вы хотите получить отличный результат, то лучше торцевые части сдавить и полностью их выровнять. Это улучшит площадь соприкосновения. Данные условия обеспечат быстрое разогревание и расплавление металла, он в прямом смысле закипит всего за несколько секунд.
Сварка оплавлением характеризуется тем, что при ее проведении могут появляться дополнительные неровности, в которых могут концентрироваться паровые смеси от расплавленных металлов. Но данные пары приносят пользу сварочному процессу, они оказывают защитное воздействие, а именно защищают сварочную зону от негативного воздействия кислорода.
Важно! Контактная стыковая сварка оплавлением проводится с использованием усилия или давления. Его прикладывать необходимо тогда, когда стыки свариваемых изделий уже немного расплавились
В момент, когда происходит сжатие двух изделий, лишний жидкий металл выходит за пределы. Как раз в это время происходит соединение двух элементов. В результате получается прочный и качественный шов, При его осмотре практически не обнаруживается видимых и скрытых дефектов. Дело в том, что продукты разложения, оксидная пленка удаляются вместе с излишками расплавленной металлической массы.
Контактная сварка оплавлением не требует предварительно подготовки и особой обработки металлических поверхностей. Для проведения не нужно подготавливать торцевые части изделий, это существенно экономит время. Если необходимо сварить элементы, которые имеют разное сечение, то заранее можно сделать противоположные скосы. Это намного улучшит контакт между заготовками, увеличит их площадь соприкосновения.
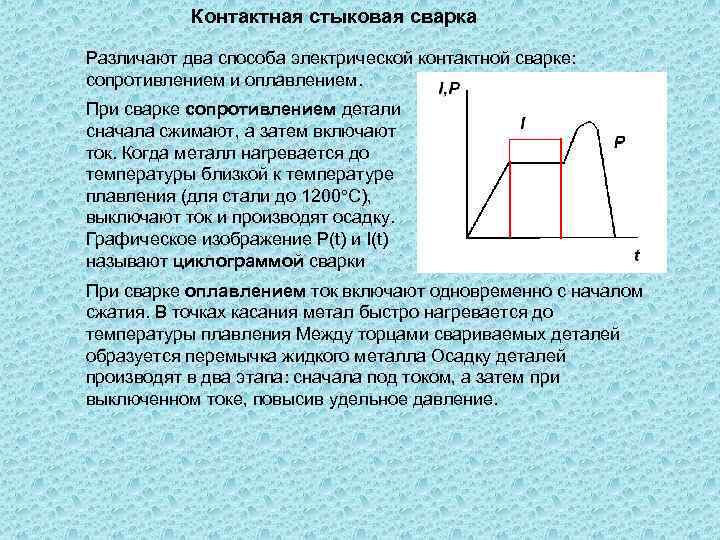
Сварка сопротивлением
Стыковая сварка сопротивлением существенно отличается от сварочного процесса оплавлением. Во время проведения этой технологии изделия прижимаются губками к поверхности электродов. Именно это позволяет получить хороший контакт, а губки отлично удерживают элементы, предотвращают их скольжение.
Затем элементы с усилием прижимают друг к другу, и после подается электрический ток. Именно он начинает постепенно разогревать металлическую структуру. Разогревание металла должно проводиться до той степени, когда он приобретает пластичные свойства. Под сильным давлением изделия соединяются друг с другом. Лишняя расплавленная металлическая масса выходит, вместе с ней удаляется оксидная пленка.
Обратите внимание! Сварка сопротивлением проводится с постоянным давлением, его подача не должна прекращаться пока металлическая структура полностью не остынет и не образуется прочное соединение. Если соблюдать все правила и принципы, то шов выйдет ровным, без изъянов, дефектов с хорошей износостойкостью
Контактная стыковая сварка сопротивлением машины и других изделий требует предварительно подготовки и обработки свариваемых изделий. Их необходимо хорошо зачистить. Кроме этого стоит учитывать, что детали, которые сваренные при помощи сварочного процесса сопротивлением имеют меньшую устойчивость к окислению, поэтому этот метод редко применяется. Также сварка подходит только для деталей с небольшим сечением.
![Контактная стыковая сварка[метод оплавления и сопротивления]](https://domdetaley.ru/wp-content/uploads/0/9/a/09acbf7683efeebe8e868342b8aca3fd.jpeg)

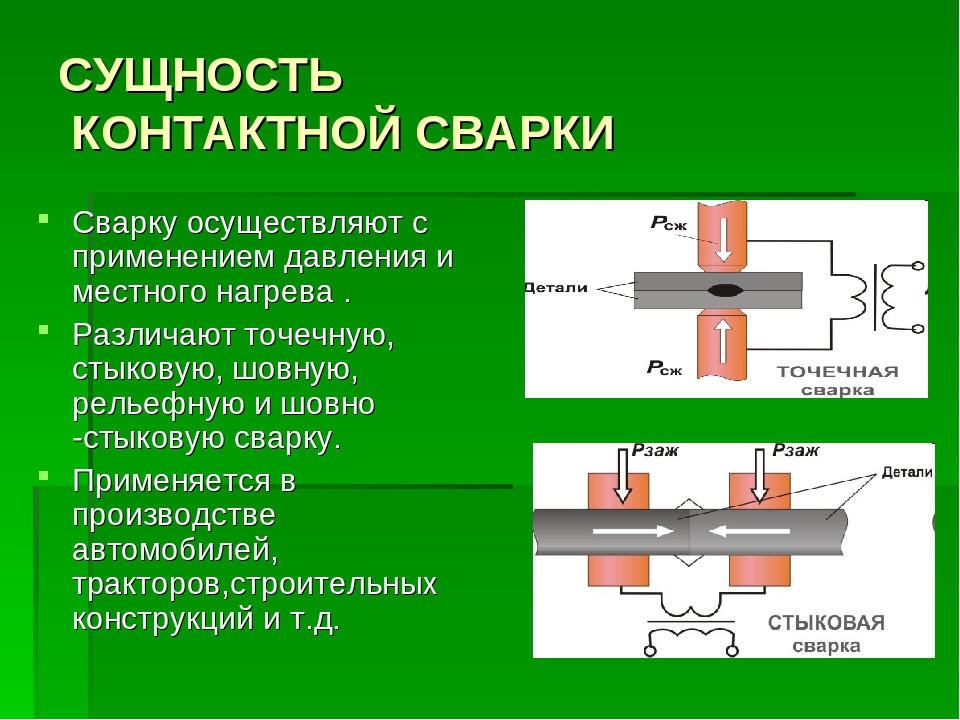
Сущность процесса контактной стыковой сварки
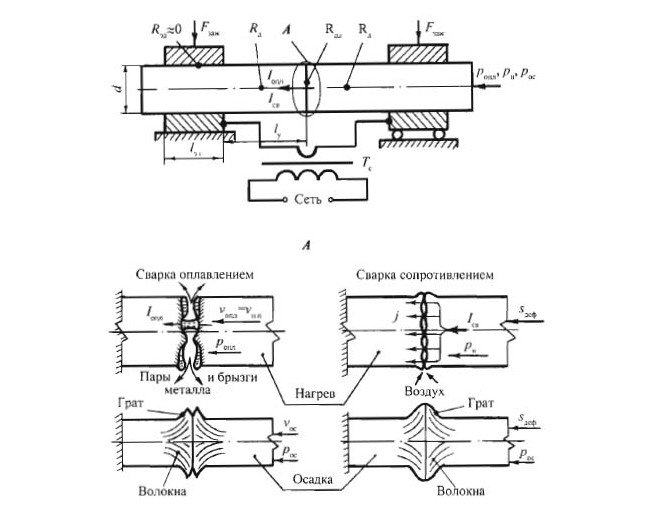
Главными процессами при стыковой сварке являются нагрев и пластическая деформация свариваемых кромок. Благодаря этим процессам происходит удаление оксидных плёнок, образование физического контакта и формирование соединения с требуемыми механическими свойствами.
Нагрев свариваемого металла
Нагрев осуществляют с целью достичь заданной температуры в месте стыка и прогреть зону термического влияния на определённую глубину для достижения требуемой степени на стадии осадка. При сварке сопротивлением основная доля тепловой энергии, порядка 85-90% расходуется на сопротивление деталей, тепловое поле получается равномерным. В случае применения длительных импульсов тока прогрев околошовной зоны увеличивается.
При стыковой сварке оплавлением температурное поле определяется уровнем сопротивления перемычек, который зависит от их количества и размеров. Поэтому тепловое поле получается неравномерным по длине деталей, а в некоторых случаях и по сечению.
Одним из важных параметров режима сварки является скорость оплавления. В большинстве случаев скорость оплавления увеличивают в процессе сварки для того, чтобы процесс протекал более устойчиво. При сварке сечений с площадью до 100 см2 рекомендуется выполнять предварительный подогрев деталей. Это способствует более равномерному нагреву кромок и ускоряет начало оплавления кромок.
Сварку больших сечений рекомендуется сваривать с программным регулированием тока и скорости оплавления или применять импульсное оплавление. При импульсном наплавлении на основное поступательное движение плиты машины накладываются определённые колебания с частотой 3-45 Гц и амплитудой 0,1-0,8 мм. Под воздействием этих колебаний зазор между деталями периодически изменяется, а температура в зоне термического влияния повышается на 10-15%. При этом время оплавления и расход электроэнергии уменьшается в 3-4 раза.
Пластическая деформация металла
Целью этой операции является создание электрического контакта на начальном этапе. Деформация обеспечивается под воздействием давления 5-10 МПа при контактной стыковой сварке сопротивлением и около 1 кПа при сварке оплавлением. Также в процессе этой операции происходит удаление оксидных плёнок и формируется физический контакт на достаточно большой плоскости на стадии за счёт движения тонких слоёв расплавленного металла вдоль стыка. При этом в центре соединения напряжённое состояние близко к всестороннему сжатию, а ближе к поверхности, наоборот, действуют растягивающие напряжения.
Технологические возможности стыковой контактной сварки
Стыковая контактная сварка позволяет сваривать между собой все известные конструкционные металлы как однородные, так и разнородные. Диапазон соединяемых сечений составляет от 1 мм2 до 20 дм2. Также соединяемые детали могут быть различного сортамента: проволока, полосы, различные профили и др.
При контактной стыковой сварке сопротивлением сечение деталей ограничено 500 мм2 для сталей, 200 мм2 для сварки алюминия и сварки меди.
Наибольшее распространение на практике получила стыковая сварка оплавлением. Непрерывным оплавлением можно сваривать детали компактного сечения (прутки до 10 см2 и т.п.) из малоуглеродистой стали и несколько большего сечения листовые детали и трубы. Сварка оплавлением с подогревом применяется для деталей сечением 5-100см2, для больших деталей рекомендуется сварка оплавлением с программным управлением током и скоростью перемещения зажимов, а импульсное оплавление позволяет сваривать детали из стали сечением до 20 дм2 или из алюминия сечением до 2,2 дм2.
Механические свойства сварных соединений, полученных при помощи контактной стыковой сварки оплавлением, сопоставимы с механическими свойствами основного металла.
Области применения стыковой сварки
Как ранее было отмечено, контактная сварка получили широкое распространение. Она применяется следующим образом:
- При строительстве на момент создания монолитных арматурных конструкций.
- В железнодорожном строительстве при изготовлении рельс, которые не имеют стыков.
- В металлургии для соединения листового металла.
- В машиностроительной области для получения изделий сложной формы.
- В инструментальном производстве для получения режущих кромок. При этом в качестве заготовки может применяться легированная сталь или различные инструментальные сплавов.
- Для соединения пластиковых и металлических труб.
В последнее время технология используется при создании трубопроводов для подачи нефти и газа. Она характеризуется тем, что может применяться при обработке труб диаметром более 1420 мм. Сам процесс занимает не более 5 минут, что определяет высокую производительность.
В заключение отметим, что стыковой метод соединения оплавлением сегодня активно развивается. В продаже встречается большое количество различных станков, которые можно использовать для проведения рассматриваемой процедуры в автоматическом режиме.





