

Электрооборудование станка
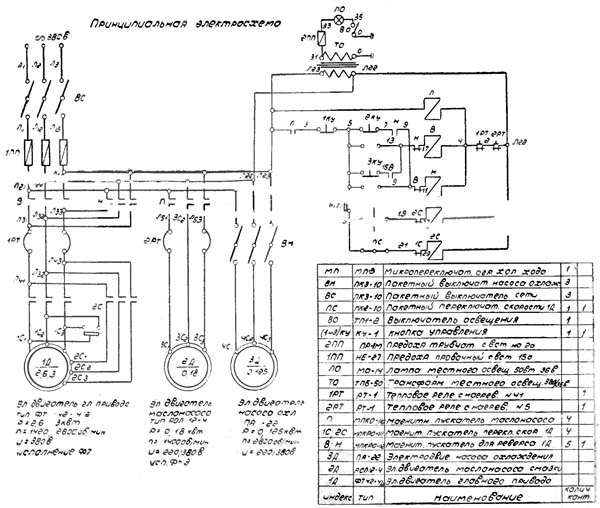
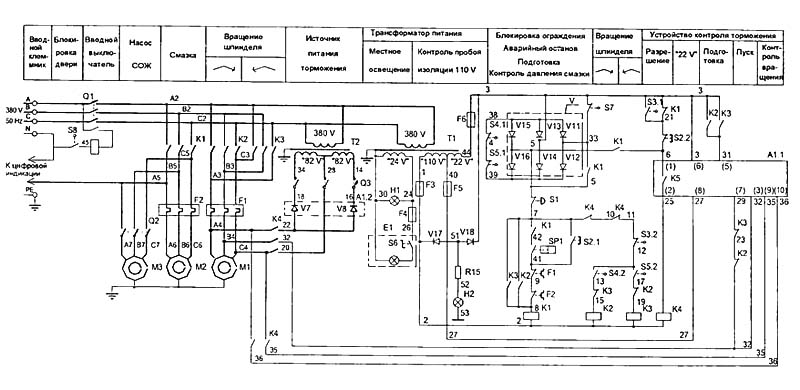
Электрическая схема токарно-винторезного станка ИЖ-250
Общие сведения
На станке установлено 3 трехфазных асинхронных короткозамкнутых электродвигателя:
- Двухскоростной электродвигатель главного привода типа ФТ42—4/2, 2,6/3 кВт. 420/ 2800 об/мин напряжение 380 В.
- Электродвигатель маслонасоса смазки АОЛ 12—4, Р = 0,18 кВт, n=1400 об/мин, 220/380 В, в. исп. Ф—3.
- Электродвигатель охлаждения типа 1A-22, Р=0,125 кВт, n=2800 об/мин, напряжение 220/380 В.
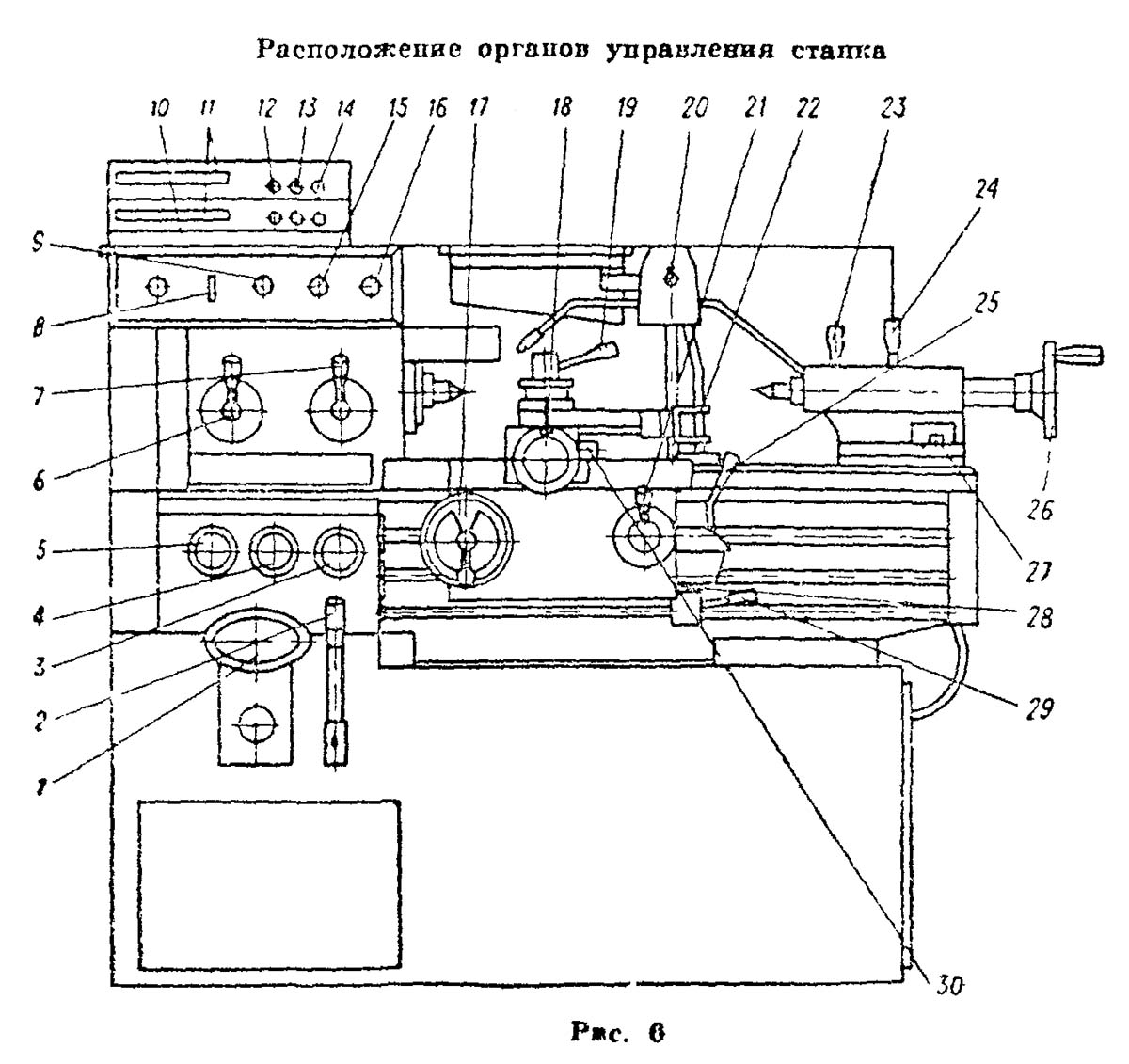
Электроаппаратура и пакетные выключатели включения внешней сети и насоса охлаждения находятся в нише правой тумбы. Кнопки направления вращения и стоповая, тумблер для включения местного освещения и переключатель выбора скорости ПС находятся на пульте, на коробке подач.
Электродвигатели и аппаратура рассчитаны включение в сеть 380 вольт. Местное освещение 26 В.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС, при этом через пускатель П включается электродвигатель маслонасоса смазки 2Д.
Для включения электродвигателя 1Д на 420 об/мин, (треугольник) ручка переключения ПС ставится в положение “1 скорость”, замыкаются контакты 23-19.
Для включения электродвигателя 1Д на 2800 об/мин, (двойная звезда) ручка переключения ПС ставится в положение “II скорость”.
Изменение скорости вращения эл. двигателя 1Д возможно путем изменения положения переключателя ПС.
В зависимости от выбранного направления вращения шпинделя нажатием кнопки 3KУ “Назад” включается пускатель Н.
Пример работы схемы
Пример работы схемы на II скорости и при направлении вращения шпинделя вперед:
Повернуть ручку переключателя ПС в положение «II скорость» подготавливается к включению пускатель 2С.
Нажатием кнопки 2КУ «Вперед» ставится на самопитание пускатель В, подготавливающий цепь 1Д на вращение в направлении “Вперед”.
С поворотом рукоятки включения на микропереключатель МП замыкает свои н.з. контакты 5-23 и включается пускатель 2С.
В результате включения последовательно двух пускателей В и 2С двигатель 1Д получает вращение вперед на II скорости. Останов 1Д осуществляется кнопкой 1КУ “Стоп” или рукояткой фрикциона. Работа схемы при вращении 1Д в направлении назад или при скорости 1420 об/мин. происходит аналогично описанной.
Включение насоса охлаждения осуществляется пакетным выключателем BH с правой тумбы.
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается плавкими предохранителями 1ПП и 2ПП. Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Указания по эксплуатации станка
1. Не рекомендуется выключать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.
2. При срабатывании тепловой защиты электродвигателей 1Д или 2Д необходимо некоторое время выждать, чтобы он охладился, затем выключить 1РТ ИЛИ 2РТ кнопкой возврата и включить станок в работу.
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.








В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.
Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
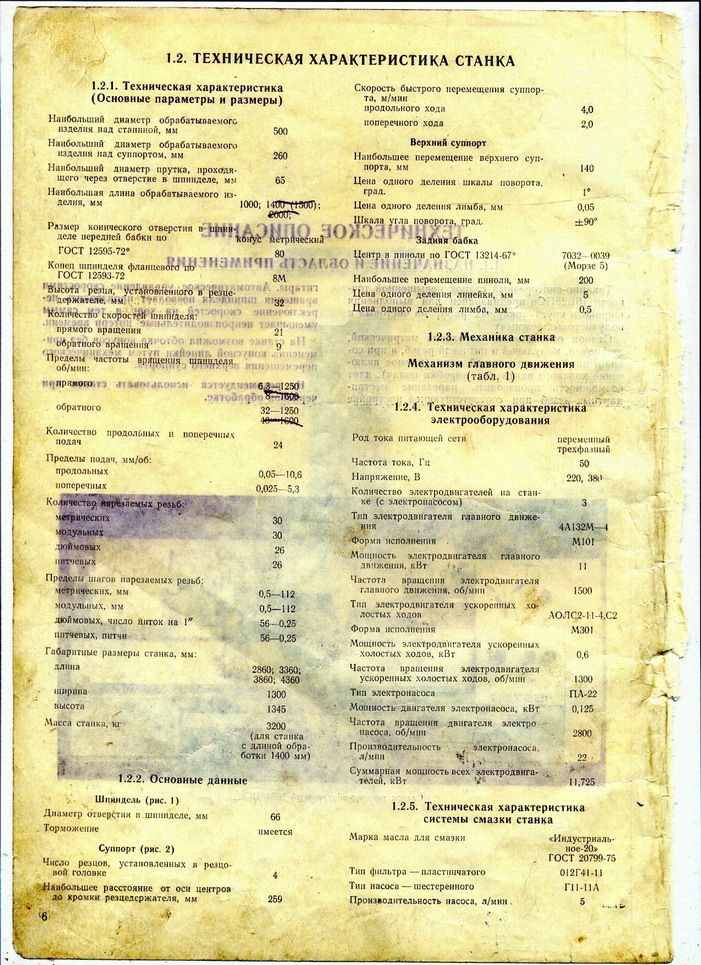
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Список литературы:
Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000 Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Устройство
Токарный станок ИЖ 250 оснащен мощным электрическим двигателем, который передает движение посредством 12-скоростного редуктора. Встроенный мотор рассчитан на работу в режиме 380 В. Его номинальная мощность – 3 кВт.
Агрегат укомплектован закрытым фартуком. Подачи суппорта в обоих направления осуществляются мастером вручную или с помощью ходового валика. Закрытый фартук также обеспечивает эффективное и точное нарезание резьбы посредством ходового винта. При этом мастер управляет подачами с помощью рукояти. Направление включения рукояти и направление движения суппорта идентичны. Немалый плюс конструкции состоит в том, что ходовой валик и винт не могут быть запущены одновременно, что обеспечивает встроенное блокировочное устройство.

Если станок ИЖ 250 укомплектован системой цифровой индикации, то это в значительной мере расширяет его функциональность. Эта опция позволяет проводить контроль размеров в дюймах или миллиметрах с точностью 0.1-100 мкм. СЦИ повышает точность обработки деталей, так как дает возможность осуществлять линейную компенсацию погрешностей механических деталей агрегата. Таковой может выступать, к примеру, износ направляющих.
В модели токарного станка ИЖ 250 предусмотрена особая коробка подач, которая обеспечивает значительный диапазон вариаций резьбы. Если у мастера возникает необходимость предельно точного нарезания – ходовой винт может быть напрямую соединен с гитарой, что позволит достичь нужного результата.
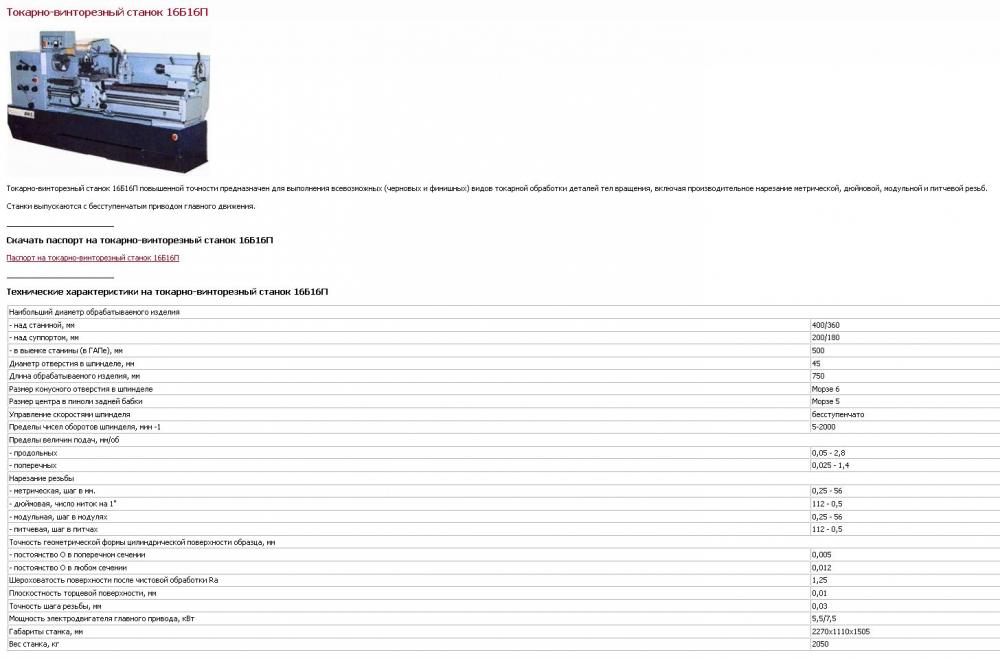
Станок токарно-винторезный высокой точности 250ИТВМ.03.Ф1 с УЦИ (РМЦ 750 мм)
Описание
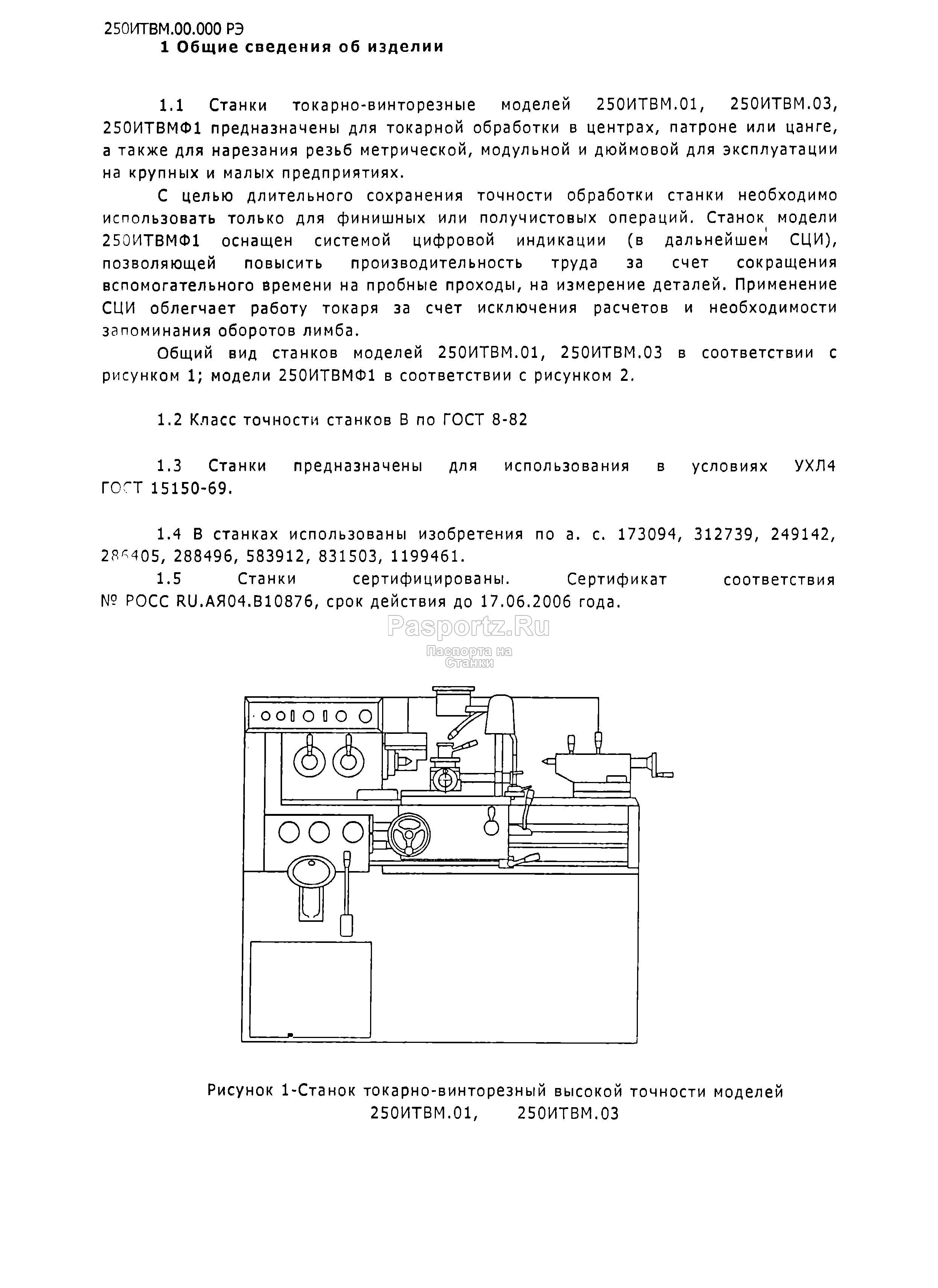
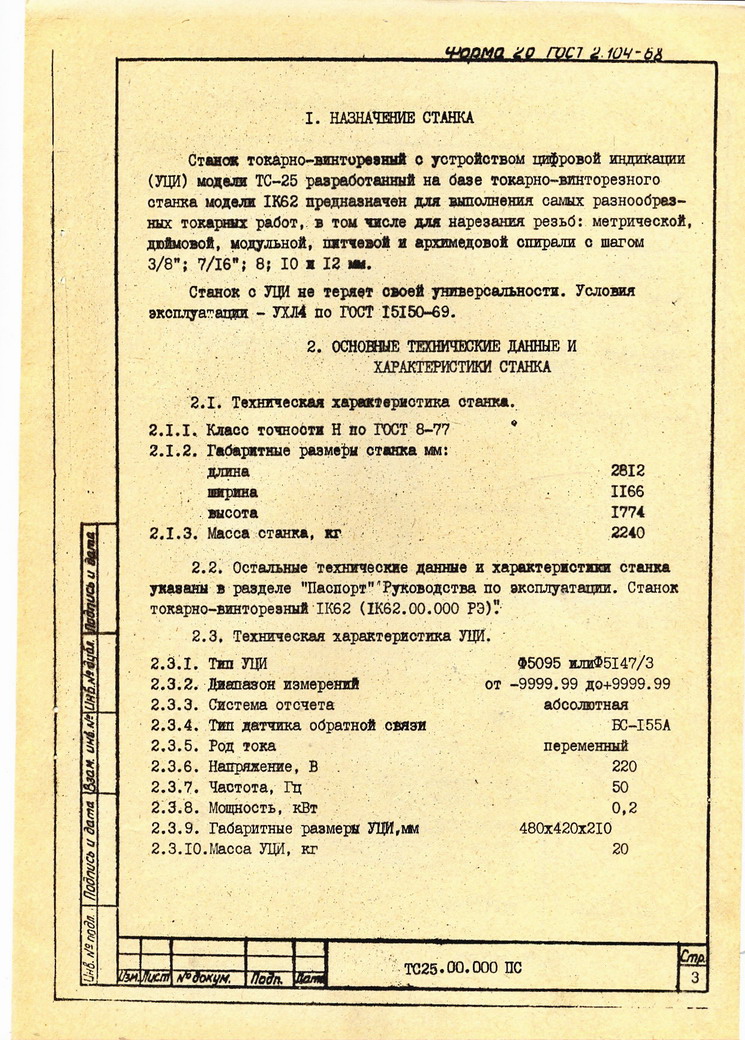
Станок токарно-винторезный высокой точности 250ИТВМ.03Ф1 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб. Станок 250 ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием и оснащен системой цифровой индикации.
ОСОБЕННОСТИ КОНСТРУКЦИИ:
Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ).Оснащение станка СЦИ позволяет:
- — осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- — проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- — вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
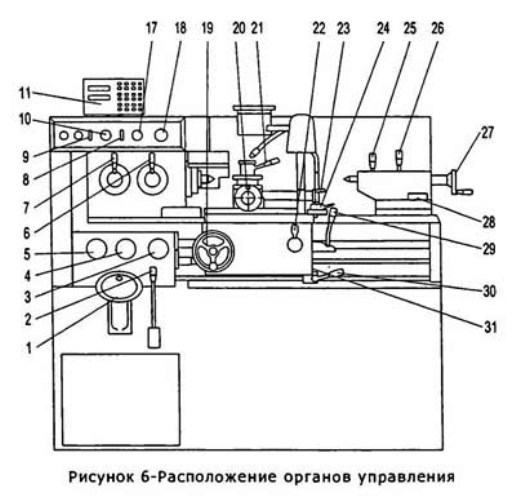
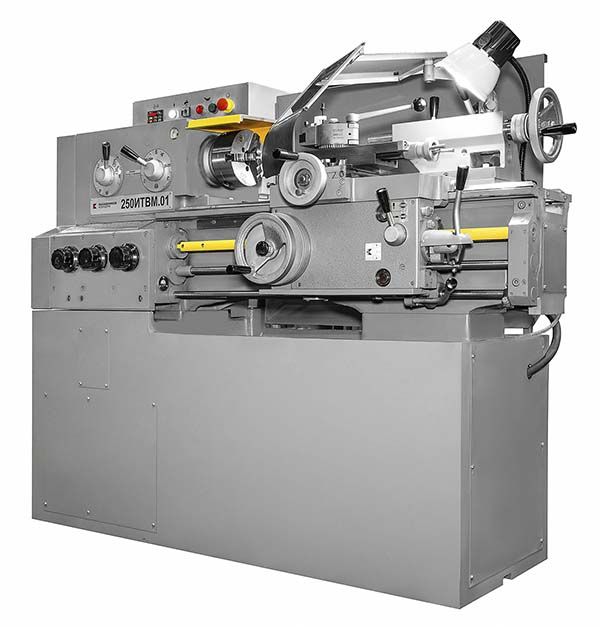
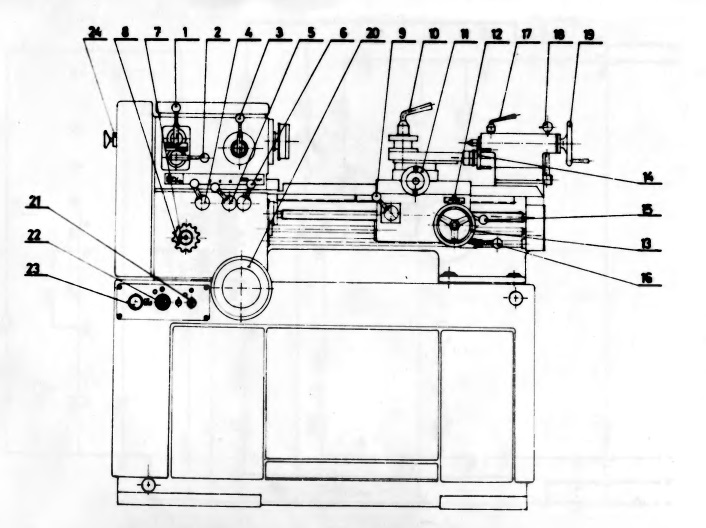
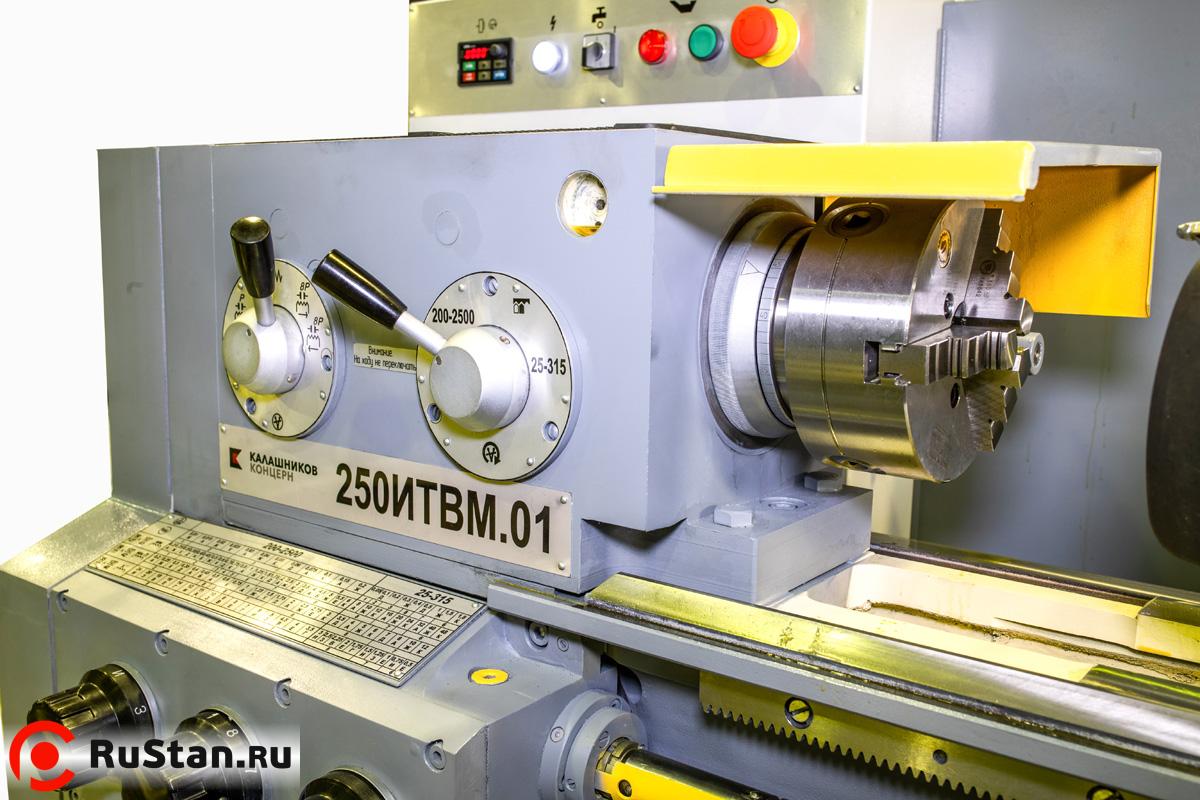
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, – есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.



Правила и советы эксплуатации
Кинетическая схема устройства работает стабильно благодаря 12-скоростному приводу мощностью 3 кВт. Осуществление переключения скорости происходит благодаря маховику, связанному с селекторными дисками. Диски отвечают за правильную расстановку отверстий и рычагов для определенной передачи.
Работа рукояти весьма схожа по функциональности с работой педали сцепления в любой машине. Перед переключением скорости происходит оттягивание рукоятки, что тормозит шестеренки. При снижении общей скорости рычаги следующей передачи попадают в предварительно расставленные отверстия дисков и моментально набирают скорость.
На заметку: инструкция по эксплуатации включает важное дополнение – фартук станка оснащается специальным блокиратором, ограничивающим одновременный запуск валика с ходовым винтом. Аналогично блокируется продольное движение, если используется поперечное перемещение заготовки, также и наоборот
Советы и полезные рекомендации для осуществления эффективной работы на станке 250ИТВМ:
Владеть функциональными особенностями и возможностями каждой модели станка необходимо, поскольку в разных модификациях выполнение одинаковых операций осуществляется разными модулями
Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт.
Включение в сеть установки происходит путем монтажа специализированного выключателя пакетного типа.
Имеется ограничение на мощность электросети. Стандартные 220 В
сети не могут обеспечить станок необходимым количеством энергии. Установка работает исключительно на трехфазовых 380 В. сетях.
После приобретения и установки модели токарного оборудования 250ИТВМ впечатления недостаточной функциональности не появится. Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Единственный минус – модель нельзя использовать в режиме чрезмерных нагрузок и массовом поточном производстве. При частом выполнении обработки на максимальных оборотах может выйти из строя любая из главных деталей установке.
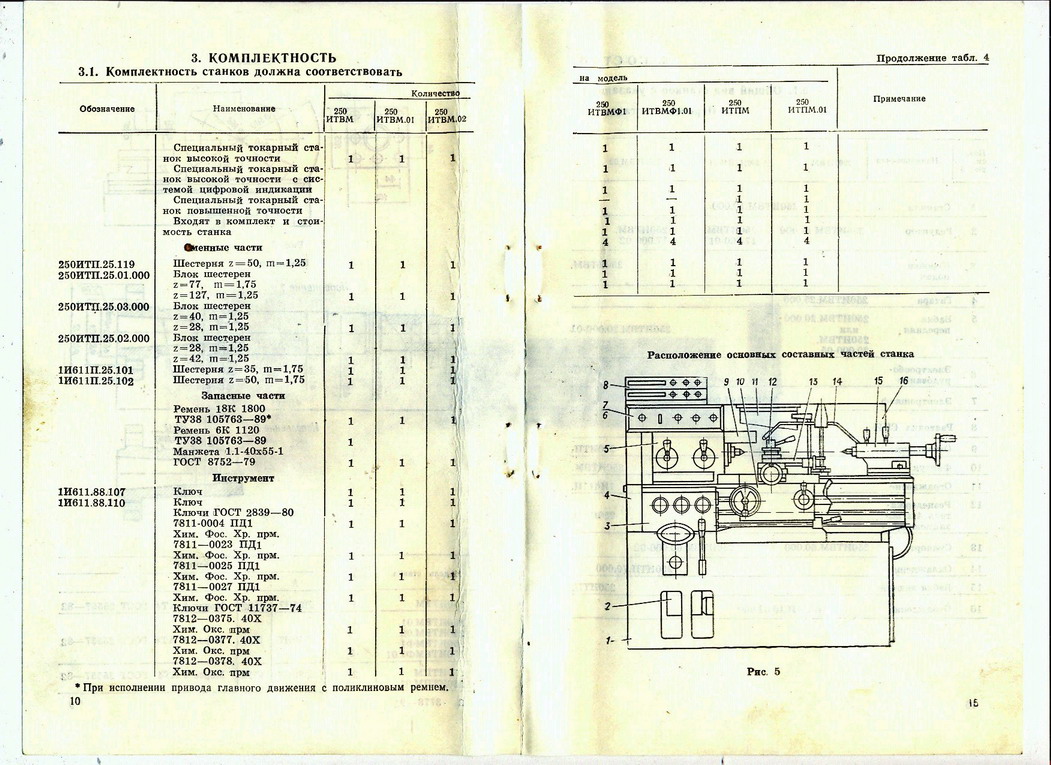
Устройство станка
Электрооборудование токарного станка ИЖ250
Станину изготавливают методом литья, она имеет усиления в виде П-образного ребра и устанавливается на прочной тумбе. Материал для станины служит хромоникелевый чугун. Станина снабжена 4-а направляющими (две – призматические, остальные – плоские). Последние подвергнуты поверхностной закалке ТВЧ и шлифовке. Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
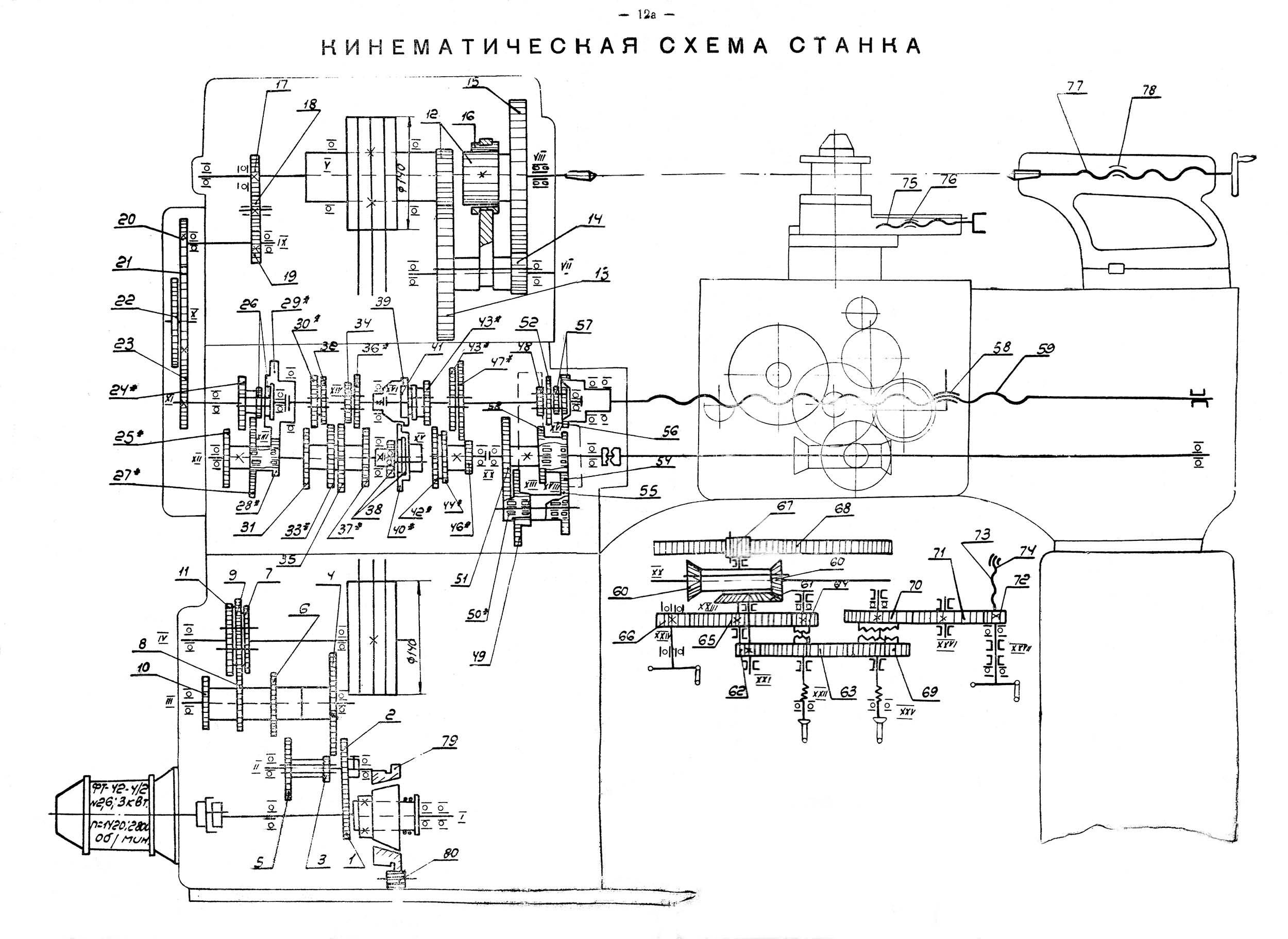
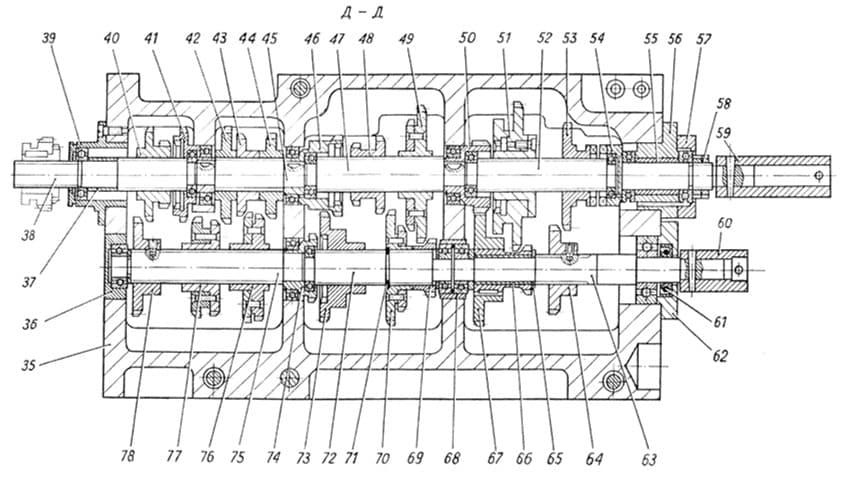
В соответствии с кинематической схемой станка редуктору отводится роль коробки скоростей, приводящейся с помощью электродвигателя, закрепленного на фланце. Для фиксации редуктора в тумбе имеется промежуточный кронштейн.
У редуктора есть устройство предварительного выбора оборотов. Эта процедура реализуется без останова станка. Рукояткой проворачивают маховик, связанный с двумя дисками, с помощью которых выбирают число оборотов. Диски образуют набор отверстий для пальцев с рычагами, перекидывающими блоки шестерен. Для приостановки вращения зубчатых колес (до скорости менее 100 об/мин) эта рукоятка слегка оттягивается к себе (ощущение сопротивления), выдерживается пауза. Затем усилием в том же направлении (к себе до отказа) включают передачу. На малых оборотах эта процедура делается одним движением ручки.
Для упрощения переброски или смены приводного ремня (без необходимости разбирать весь узел) его шкив смещен в левую половину корпуса задней бабки. Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
С помощью коробки подач настраивают процессы по нарезке резьбы или переключают подачи во время точения. Размер всех поперечных подач вдвое меньше аналогичных продольных. Редуктор вращает входной вал указанной коробки посредством сменного комплекта шестерен (резьба) или ремня (все остальные операции). Переключение подачи при оборотах шпинделя менее 100 об/мин допускается с ходу. Если скорость выше – то только на выбеге (уменьшении скорости) шпинделя за счет кратковременного выключения вращения на станке с помощью предусмотренной рукоятки.
Слева на торцевой поверхности передней бабки крепят гитару. Из-за наличия блокировки включить зубчатую передачу вместе с ременной невозможно.
Застопорить заднюю бабку можно поворотом ее рукоятки. Усилие зажима можно отрегулировать с помощью гаек. Надежности прижима поспособствует добавочный винт. Проточка коротких конусов на станке облегчается тем, что есть возможность сместить корпус задней бабки по отношению к оси центров станка. Смещение делается на величину не более + — (10 мм) специальным винтом. Для контроля положения оси центров станка по горизонтали (относительно станинных направляющих) совмещают соответствующие бобышки на корпусе и поддоне задней бабки. Фиксацию пиноли выполняют посредством ее ручки.
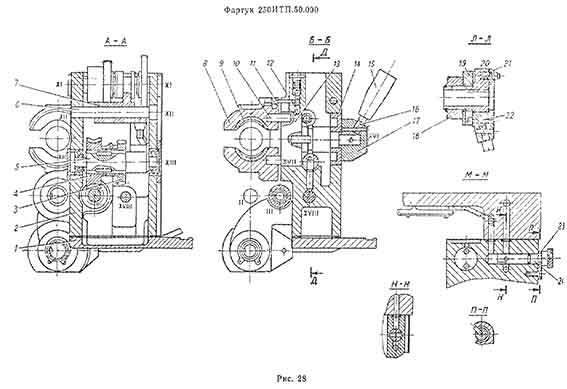
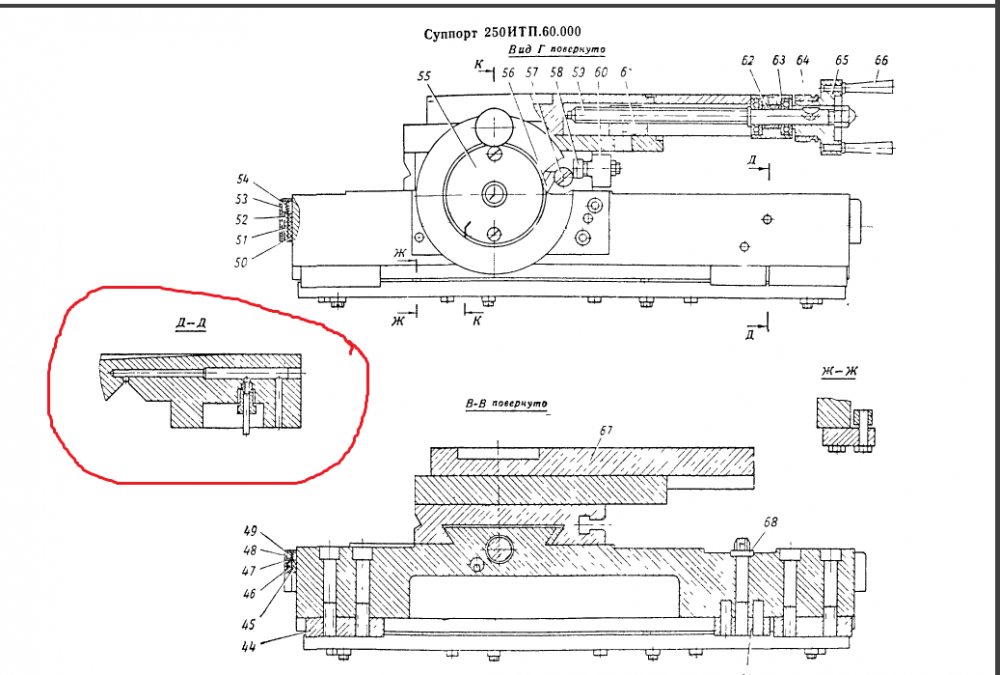
К основным функциям фартука относят: реализация движения подачи (продольной или поперечной) для суппорта посредством ходового вала; порезка резьбовых поверхностей – от ходового винта. Поэтому фартук снабжен 4-я муфтами, которые включают прямые или обратные подачи. Ускоренного перегона резца у этих моделей станков нет.
Крестообразный суппорт в процессе работы станка ходит вдоль заготовки с помощью станинных направляющих, а поперек нее – по аналогичным элементам каретки. Продольные перемещения реализуются ручным либо механическим способом. Сверху на суппорте стоит основной резцедержатель с четырьмя местами под резцы. Под заказ возможна дополнительная поставка заднего одноместного резцедержателя для поперечной каретки.
Для закрытия зоны резания от летящих стружек установлено защитное ограждение с проемом из прочного прозрачного полимера. Ее монтируют с помощью стойки с регулируемой высотой. В случае резания заготовок из хрупкого материала применяют дополнительный защитный экран, который крепится к основному справа.
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Читать также: Варисторы виды и маркировка
Опции, описания
ОСОБЕННОСТИ КОНСТРУКЦИИ: Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла. Станина станков 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (СЦИ).Оснащение станка СЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.




Правила и советы эксплуатации
Кинетическая схема устройства работает стабильно благодаря 12-скоростному приводу мощностью 3 кВт. Осуществление переключения скорости происходит благодаря маховику, связанному с селекторными дисками. Диски отвечают за правильную расстановку отверстий и рычагов для определенной передачи.
Работа рукояти весьма схожа по функциональности с работой педали сцепления в любой машине. Перед переключением скорости происходит оттягивание рукоятки, что тормозит шестеренки. При снижении общей скорости рычаги следующей передачи попадают в предварительно расставленные отверстия дисков и моментально набирают скорость.
На заметку: инструкция по эксплуатации включает важное дополнение – фартук станка оснащается специальным блокиратором, ограничивающим одновременный запуск валика с ходовым винтом. Аналогично блокируется продольное движение, если используется поперечное перемещение заготовки, также и наоборот
Советы и полезные рекомендации для осуществления эффективной работы на станке 250ИТВМ:
Владеть функциональными особенностями и возможностями каждой модели станка необходимо, поскольку в разных модификациях выполнение одинаковых операций осуществляется разными модулями
Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт.
Включение в сеть установки происходит путем монтажа специализированного выключателя пакетного типа.
Имеется ограничение на мощность электросети. Стандартные 220 В
сети не могут обеспечить станок необходимым количеством энергии. Установка работает исключительно на трехфазовых 380 В. сетях.
После приобретения и установки модели токарного оборудования 250ИТВМ впечатления недостаточной функциональности не появится. Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Единственный минус – модель нельзя использовать в режиме чрезмерных нагрузок и массовом поточном производстве. При частом выполнении обработки на максимальных оборотах может выйти из строя любая из главных деталей установке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Токарно-винторезный станок 250ИТВМ.01 представляет собой агрегат для выполнения технологических операций. Он используется для точения, одного из основных методов по обработке металлов резанием и преимущественно в промышленных условиях, в рамках производственных предприятий разного масштаба.
Токарный станок модели ИЖ250ИТВМ, благодаря относительно небольшим габаритным размерам занимает немного площади производственного участка. Его энергопотребление не велико. Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
- Для единичного выпуска изделий небольшого размера в условиях приборостроительного или инструментального производства.
- Для получистовой или финишной обработки.
С целью предупреждения последующих нештатных или аварийных ситуаций приобретайте станки после обслуживания/восстановительного ремонта.






