

Плюсы и минусы
Сварка ММА может похвастаться как преимуществами, так и недостатками. Тому виной двухвековой возраст технологии. Она не менялась в течение десятков лет почти с момента основания. Это важный момент, который стоит учитывать при сварочных работах.
Говоря о плюсах ММА-технологии, вспомним о том, что такой метод позволяет обрабатывать все виды металлов. Соединение может получиться не таким качественным, как вам хотелось бы. Но варка возможна в любых местах – даже на высоте или в узком помещении.
Преимущества устройств для сварочных работ:
- Доступная цена – в диапазоне до 50 долларов.
- Может работать в разных условиях – в жару и мороз.
- Легко настроить даже неопытному мастеру.
- Подходит для домашнего труда.
Недостатки ММА-технологии:
- Медленная работа – весь процесс может затянуться на пару дней.
- Отсутствие вспомогательных механизмов как в случае с полуавтоматикой.
- Опыт работы меньше двух лет может сказаться на качестве шва, уверенности в ведении дуги и прилипании электродов к металлу.
На наш взгляд, минусам не стоит уделять пристальное внимание. Отказываться от такого метода не стоит
ММА сварка обладает характеристиками, которые очень удобны в работе.
Для того, чтобы избежать неприятностей, нужно быть внимательным и выполнять работу на совесть.
Иногда можно использовать только этот метод сварки, потому что другие неудобны по ряду причин. Речь идет о материальном аспекте.
Если вы работаете в дачных условиях или вам нужно выполнить простые работы – ни к чему приобретать оборудование за 200 долларов. Вас спасет ручная дуговая сварка, которая прекрасно справляется со своими задачами.
Волнуетесь из-за того, что можете не справиться с технологией работы? 9 сварочных моделей из 10 оснащены возможностью антизалипания электродов. Горячий старт также контролируется аппаратом. Вам не о чем беспокоиться.
Технология MIG/ MAG сварки
Что такое миг/маг сварка мы узнали, но в чем состоит суть работы используемого полуавтоматического сварочного аппарата? Она состоит в том, что в атмосфере инертного газа между металлическим изделием и присадочной проволокой – плавящимся электродом, горит дуга. Именно она расплавляет стыки деталей и припой, формируя сварочную ванну. А сам процесс осуществляется в защитной среде с использованием гелия или аргона.
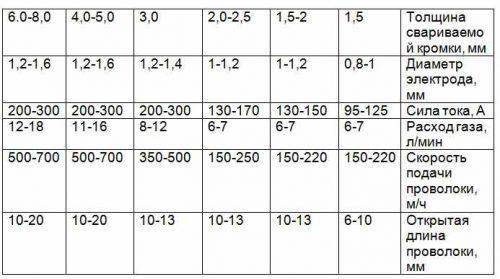
Дуговая сварка в защитном газе (в среде СО2) плавящимся электродом осуществляется в нескольких режимах. Определить наиболее подходящий можно по следующей таблице:
Сварка в защитных газах плавящимся электродом производится при напряжении холостого хода 19-30 В, все зависит от особенностей полуавтомата. Многие бытовые и полупрофессиональные устройства для полуавтоматической сварки имеют непостоянную скорость и напряжения, также данные показатели не регулируются. Это сделано для автоматической стабилизации дуги.
Но все же чтобы выполнить все правильно стоит изучить важные особенности сварки в защитном газе:
- После загорания дуги плавящийся электрод или присадочная проволока по роликовым направляющим подается прямо к области сварного соединения;
- Защитный газ находится под давление, во время сварки он нагнетается в горелку и начинает активно обдувать сварочную ванну;
- Подача дуги и обдувание защитным газом при проведении MIG сварки защищают раскаленную металлическую основу от окисления, которое может появиться при воздействии атмосферного воздуха. Также они сохраняют структуру обрабатываемого металла;
- Используемый инертный газ выполняет роль покрытия обычного электрода. При полуавтоматическом сварочном процессе обеспечивается прямая защита и при этом не происходит сгорания защитной оболочки стержня.
Автоматическая сварка в среде защитных газов может проводиться при разных типах питающих дугу токах – при переменном и постоянном, также она может осуществляться при любой полярности включения проводов. Выбор данных параметров может зависеть от условий предстоящих работ, в основном от качеств свариваемых металлических изделий.
MIG/MAG
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
Виды ручной сварки
Что такое сварка MMA мы разобрались, но также важно знать в каких режимах она может проводиться. Сам термин «ММА» относится к ручной электродуговой сварке с использованием плавящегося электрода
Во время данного процесса сварное соединение образуется за счет сплавления свариваемых деталей с материалом электрода.
Важно! Как указывает расшифровка ММА сварки, во время этого процесса может применяться постоянный и переменный ток. При этом каждый метод обладает некоторыми важными отличительными особенностями
Особенности использования переменного тока
Данный режим сварки ММА предполагает, что показатели полярности дуги изменяются каждый полупериод, когда значение напряжения проходит через ноль. Это означает, что при каждом полупериоде, когда показания напряжения приближаются к нулевым значениям, происходит гашение дуги и последующее ее разжигание.










Этот процесс никак визуально не проявляется, поэтому его невозможно увидеть, но сама дуга воспринимается как непрерывно горящая. Повторное разжигание дуги выполняется достаточно быстро, это обеспечивается за счет наличия высокой остаточной ионизации искрового промежутка и небольшому временному перерыву между горениями дуги. В качестве источника переменного тока применяется понижающий трансформатор.
Особенности применения постоянного тока
Данный метод сварки MMA предполагает использование электрода с обратной полярностью. Имеется несколько способов проведения сварочной технологии с использованием постоянного тока:
- С обратной полярностью. Во время процесса электрод подключается минусу источника питания, а свариваемые детали — к плюсу.
- С прямой полярностью. При проведении электрод подключается к плюсу источника питания, а свариваемые заготовки — к минусу.

Обычно тип сварки MMA с обратной полярностью применяется при работе с более толстыми металлическими основаниями. Это связано с тем, что в этом режиме прогревание и плавление заготовки осуществляется наиболее интенсивно.
А вот при прямой полярности расплавление электрода происходит намного интенсивнее в отличие от заготовки. По этой причине этот метод применяется при работе с изделиями из более тонкого металла.
Технология
Принцип МИГ-сварки заключается в том, что происходит нагревание кромок соединяющихся металлов и припоя, они частично плавятся, образуя сварной шов. Но в обычных условиях выделившиеся газы привели бы к образованию в месте стыка трещин и пор. Кроме этого, наблюдалось бы разбрызгивание металла. Инертный газ не вступает в реакцию с жидким металлом и при этом он вытесняет водород, а окружающий воздух, в частности, кислород, не могут попасть в зону формирования шва.
Роль припоя играет проволока, он же является плавящимся электродом. Материал проволоки может быть различным. Он должен быть максимально схожим с материалом заготовок по своим химическим и физическим свойствам. Область, где локализуются расплавленные металлы, называется сварной ванной. Именно эта область защищается аргоном. После кристаллизации металла в ванне получается шов. Назначение активного газа при работе в режиме MAG такое же, как и инертного.
После того, как образуется дуга, плавильная проволока начинает поступать по направляющим к торцу горелки. Скорость подачи проволоки регулируется автоматически. В некоторых аппаратах предусмотрены функции, существенно облегчающие сварочный процесс и стабилизирующие дугу. Газ подается в горелку под давлением. Он обдувает зону шва, препятствуя появлению окисла на расплавленном металле.
Роль инертного газа можно понять, если сопоставить данный вид сварки со сваркой дуговой MMA. Только там покрытие электрода при сгорании дает защитную среду. При подключении электродов следует соблюдать полярность, так как она может быть прямой или обратной. Выбор полярности зависит от конкретных условий. В большинстве случаев сварка mig ведется постоянным током, но применяется и синусоидальный ток.
Напряжение холостого хода составляет 30-40 В. Сила тока регулируется в зависимости от диаметра проволоки, но решающее значение имеет толщина листа металла. На некоторых инверторах подача проволоки не регулируется, но это не считается отрицательным качеством, так как на подобных моделях предусмотрена функция автокоррекции дуги. Соответствие силы тока диаметру электрода для разного металла свое, поэтому точные значения рекомендуется брать из специализированных источников.
Обычно механизм подачи проволоки по своей конструкции достаточно сложен. Система подачи может иметь сразу несколько назначений.
- Она подает проволоку сначала с меньшей скоростью, а затем с большей. При небольшой скорости подачи удается зажечь и получить стабильную дугу.
- Чтобы не происходило залипание проволоки при остановке сварки, ток прекращается несколько раньше, чем останавливается проволока.
- В начале поджига дуги подается дополнительный импульс тока, исключающий возможность залипания.
- Система позволяет вести работы в импульсном режиме.
Помимо этого, само устройство может менять режимы работы. Режим Short Arc актуален при силе сварного тока, не превышающего 200 А. Здесь речь идет о сварке тонкого листового металла. В режиме Spray Arc ток превышает указанное значение, а проволока в диаметре составляет 1 мм и более. Для цветных металлов применим режим Pulse Arc.
Достоинства и недостатки
Выделяют следующие преимущества сварки в полуавтоматическом режиме:
- Позволяет применять сварочный ток с высоким напряжением.
- Высокое качество сварных швов.
- Позволяет сваривать изделия с большим диапазоном толщины.
- Предоставляет возможность процесс образования шва.
- Не требует применения шлака или флюса.
- Позволяет создавать плотные соединения оцинкованных изделий без повреждения покрытия свариваемых деталей.
- Предоставляет возможность сваривать тонкие стальные или алюминиевые листы толщиной до 0,5 мм.
- Основные материалы не подвергаются воздействию грязи или коррозии во время сварки.
Главными недостатками технологии MIG/MAG являются:
- Требует покупки дорогих полуавтоматических устройств.
- Высокая сложность технологии.
- Невозможно выполнить сваривание деталей в труднодоступных местах, что обусловлено большой разницей в размерах горелки и электродержателя.
- Обязательность подготовки и очистки кромок свариваемых деталей.
- Загорающаяся дуга испускает большое количество световой энергии, что приводит к увеличению излучения. По этой причине сварщик обязан использовать защитные маски для лица во время работы.
- Сильное разбрызгивание металла в расплавленном состоянии.
В сравнении с технологией TIG сварка MIG/MAG применяется в промышленных отраслях. Это обусловлено полной механизацией сварочного процесса, что снижает затраты на производство в долгосрочной перспективе.
Лучшие профессиональные сварочные полуавтоматы
Если подобное оборудование будет использоваться регулярно и для выполнения сложных задач, стоит рассмотреть варианты среди профессиональной техники. Они значительно преобладают над предыдущими категориями по качеству, долговечности эксплуатации, функционалу и производительности. Но нужно учесть тот факт, что ценник будет свыше 40 000 рублей, так как профессиональные равно высокотехнологичные мощные аппараты, справляющиеся с любым металлом и длительностью нагрузки. Оценив заявленные характеристики, отзывы мастеров и пользователей, в рейтинг попало 3 лидера.
Сварог MIG 3500 (J93) (TIG, MIG/MAG, MMA)
При помощи такой модели можно выполнять сварку в режиме MIG/MAG, то есть среде защитного газа, ручным дуговым способом ММА, а также порошковой проволокой без газа FCAW. В дополнение к функционалу производитель позволил применять аппарат для TIG сварки. А чтобы делать это было максимально легко и удобно, в комплекте прилагается тележка с поворотными колесами. На нее устанавливается баллон с газом, после чего можно работать с металлами. В отличие от предыдущих номинантов рабочее напряжение составляет 380 В. При этом максимальный порог тока – 350 А, а мощности 15 000 Вт. Рабочий цикл в активном состоянии составляет 60%, а диаметр проволоки от 1.5 до 6 мм.

Достоинства
- Полная система безопасности прибора;
- Хорошая комплектация;
- 3 типа сварки;
- Высокая производительность;
- Транспортабельность;
- Работа с массивными вещами.
Недостатки
- Цена;
- Только для трехфазной электросети.
Такой Сварог станет незаменимым помощником тем, кто работает с металлами большой толщины, толстостенными деталями. Он обеспечит долгий прогрев, при этом система защиты убережет конструкцию от перегрева. Рабочий цикл позволит использовать в промышленных целях.
Brima MIG-350 (MIG/MAG)
Мощный и производительный прибор подойдет для работы со сплавами разных видов, жесткими неразъемными соединениями. В отличие от других конкурентных моделей здесь шире диапазон тока – от 50 до 350 А, а максимальная мощность достигает отметки 14 000 Вт. Благодаря этому можно подбирать нужный параметр практически для любой толщины, марки металла. Для удобства в вопросах замены проволоки с максимальным диаметром 1.2 мм, ее катушка установлена снаружи корпуса. В комплекте помимо самого прибора идут кабель с клеммами заземления, горелка, 4-х роликовый механизм WF-23A, паспорт, инструкция.

Достоинства
- Многофункциональность;
- Удобная транспортировка;
- Вентиляционные отверстия на корпусе;
- Плавная регулировка;
- Катушка снаружи конструкции;
- Панель приборов.
Недостатки
- Китайская сборка;
- Цена.
Согласно отзывам, MIG-350 действительно справляется даже с массивными деталями. Для этого лишь нужно правильно настроить уровень мощности и тока. Большой диаметр проволоки, наружное размещение катушки, богатая комплектация, все это чаще всего хвалят пользователи в отзывах. Как таковых минусов найдено не было, разве что некоторых покупателей смущает китайское производство немецкого бренда, а также ценник.
Форсаж 502 (TIG, MIG/MAG, MMA)
В линейке всего сварочного оборудования это самый мощный полуавтомат. Его можно применять сразу по нескольким функциям – сварка полуавтомат, электродуговая или аргонная сварка. В комплектации помимо источника сварки идут вилки и силовая розетка, инструкция. Диаметр проволоки составляет 0.8-1.6 мм, ширина используемого тока от 20 до 500 А, а максимальный показательно мощности 27 700 Вт. Продолжительность одного рабочего цикла 60%, чего хватит для выполнения сложных задач. За своевременную защиту от перегрева отвечает специальная система охлаждения горелки. Элементом управления выступает цифровой дисплей.

Достоинства
- Высокая мощность, производительность;
- Контрольная панель с индикацией;
- Точность показателей;
- Надежный корпус;
- Микропроцессорная система для легкого управления.
Недостатки
- Только для трехфазной сети;
- Отсутствие регулируемой функции индуктивности.
Предназначение здесь скорее промышленное, потому что такие высокие параметры нужны для регулярной работы чуть ли не на износ. Как подтверждают отзывы опытных сварщиков, такой термин, как «износ» 502 модели не страшен. Главными преимуществами отмечают микропроцессорное управление, дисплей, высокую точность, надежность сборки










Но важно понимать, что это оборудование только для трехфазной сети. Мастер заметит отсутствие регулируемой индуктивности, то есть наклона характеристик
Возможности и режимы сварочного аппарата для MIG/ MAG сварки
Чтобы понять, что такое дуговая сварка в защитном газе плавящимся электродом и как проводится весь процесс стоит рассмотреть работу сварочного полуавтоматического аппарата. Устройство для MAG/MIG комплектуется специальной системой подачи, которая позволяет осуществить следующие условия:
- Она производит мягкий старт. Проволока в начале сварочного процесса выходит с низкой скоростью, она позволяет разжечь и стабилизировать дугу;
- После того как будет остановлена подача она защищает проволоку от ее вваривания в горелку. Также система останавливает подачу тока раньше, чем остановилась проволока;
- Предотвращает прилипание проволоки на начальном этапе сварки;
- Обеспечивает плавную регулировку и постоянный скоростной режим подачи;
- Осуществляет режим импульсного сварочного процесса;
- Система подачи может производить изменение полярности для порошковой проволоки.
Сварочная технология MAG/MIG осуществляется на обратной полярности – на электроде должен быть «+», а на изделии «-». Однако иногда в зависимости от вида свариваемых конструкций и типа металла может использоваться прямая полярность и переменный ток.

Рабочий процесс полуавтоматического сварочного аппарата может осуществляться в следующих режимах:
- Short Arc. Этот режим применяется при показателях тока ниже 200 А, подходит для тонких металлов;
- Spray Arc. Во время него показателя тока должны ровняться или быть больше 200 А. Используется присадочная проволока с показателем диаметра больше 1 мм;
- Pulse Arc. Сварочный процесс осуществляется при низких показателях тока и большом диаметре тока. Этот режим подходит для цветных металлов, нержавейки, алюминия, сложных сплавов;
- Pulse on Pulse Arc. При этом режиме используется двойной импульс с изменяемой силой тока. Отлично подходит для создания декоративных сварных соединений.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети. Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Виды
Рассматривая, что такое дуговая сварка в защитном газе стоит обратить внимание на ее виды. Каждый из них обладает некоторыми отличительными особенностями, которые могут влиять на качество и вид получаемого сварного шва

Выделяют следующие типы сварки осуществляемой в среде защитных газов – MMA, MIG, MAG, TIG. Чтобы понять что это за технологии, стоит рассмотреть их главные особенности:
MMA. Это ручная дуговая сварка, которая имеет сокращение РДС. Соединение элементов происходит при помощи электрода и металлического стержня, который покрыт обмазкой. Именно в ней имеются компоненты, которые поддерживают дугу, защищают сварочную зону, способствуют правильному формированию сварного соединения;
Виды сварки MAG/MIG. Данные сварочные технологии похожи между собой, но у многих часто возникает вопрос – что такое в сварке миг/маг? Под этими обозначениями подразумевается вид используемого защитного газа – он может быть инертным и активным. Именно газ защищает раскаленную металлическую зону от окисления в результате контакта с кислородом;
TIG
Стоит обратить внимание на то, что TIG и MIG сварка имеют сходные свойства, обе технологии производятся в среде инертных газов. Но во время этого процесса используются неплавящиеся электроды – тонкие заточенные стержни из вольфрама
Они обладают стойкостью к высоким температурам.
Интересно! Помимо MMA, MIG, MAG, TIG сварки выделяют еще один вид – flux. Этот процесс осуществляется под слоем флюса. Позволяет получить ровный и прочный шов, способствует образованию монолитной корки после остывания. Но этот метод обладает высокой стоимостью.
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.









Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.





