

Другие сплавы из категории Сталь инструментальная штамповая
| Марка сплава | ГОСТ | Хим. состав |
|---|---|---|
| 27Х2Н2М1Ф | ТУ 5950 – 73 – 73, в последней версии материал отсутствует | Feот 92.9%Cr2-2.5%Ni1.4-1.8%Mo0.8-1%Mn0.5-0.8%C0.25-0.3%V0.2-0.3%Si0.17-0.3%… |
| 2Х6В8М2К8 | Feот 72.6%Co7.5-8.5%W7-8%Cr6.5-7%Mo1.8-2.3%Si0.3-0.6%C0.22-0.3%Mn0.15-0.4%V0.1-0.25%… | |
| 3Х2В8Ф | ГОСТ 5950 – 73, в последней версии материал отсутствует | Feот 86.2%W7.5-8.5%Cr2.2-2.7%C0.3-0.4%V0.2-0.5%Mn0.15-0.4%Si0.15-0.4%… |
| 3Х2Н2МВФ | ОСТ 24,959,01 – 0 | Feот 91.7%Cr2-2.5%Ni1.4-1.8%W0.8-1.2%Mo0.8-1%Mn0.5-0.8%C0.32-0.3%V0.2-0.3%Si0.17-0.3%… |
| 3Х3М3Ф | ГОСТ 5950 – 2000 | Feот 85.5%Cr2.8-3.5%Mo2.5-3%V0.4-6%C0.27-0.3%Mn0.2-0.5%Si0.1-0.4%… |
| 40Х5МФ | ТУ 24-1-12-180 – 0 | Feот 90.4%Cr4.5-5.5%Mo1.2-1.6%Mn0.5-0.8%V0.4-0.6%C0.35-0.4%Si0.17-0.3%… |
| 4Х2В5МФ | ГОСТ 5950 – 2000 | Feот 87.7%W4.5-5.5%Cr2.2-3%Mo0.6-0.9%V0.6-0.9%C0.3-0.4%Mn0.1-0.45%Si0.1-0.4%… |
| 4Х2НМФ | ТУ 24-1-12-180 – 0 | Feот 94%Cr2-2.5%Ni0.8-1.1%Mn0.5-0.8%Mo0.4-0.6%C0.36-0.4%Si0.17-0.3%V0.15-0.2%… |
| 4Х3ВМФ | ГОСТ 5950 – 2000 | Feот 91.3%Cr2.8-3.5%W0.6-1%Si0.6-0.9%V0.6-0.9%Mo0.4-0.6%C0.4-0.48%Mn0.3-0.6%… |
| 4Х4ВМФС | ГОСТ 5950 – 2000 | Feот 89.5%Cr3.2-4%Mo1.2-1.5%W0.8-1.2%Si0.6-1%V0.6-0.9%C0.37-0.4%Mn0.2-0.5%… |
| 4Х5В2ФС | ГОСТ 5950 – 2000 | Feот 88.6%Cr4.5-5.5%W1.6-2.2%Si0.8-1.2%V0.6-0.9%C0.35-0.4%Mn0.15-0.4%… |
| 4Х5МФ1С | ГОСТ 5950 – 2000 | Feот 88.9%Cr4.5-5.5%Mo1.2-1.6%Si0.9-1.2%V0.8-1.1%C0.37-0.4%Mn0.2-0.5%… |
| 4Х5МФС | ГОСТ 5950 – 2000 | Feот 89.5%Cr4.5-5.5%Mo1.2-1.6%Si0.9-1.2%C0.32-0.4%V0.3-0.5%Mn0.2-0.5%… |
| 4ХВ2С | ГОСТ 5950 – 73, в последней версии материал отсутствует | Feот 93.8%W2-2.5%Cr1-1.3%Si0.6-0.9%C0.35-0.4%Mn0.15-0.4%… |
| 4ХМФС | ГОСТ 5950 – 2000 | Feот 93.7%Cr1.5-1.8%Mo0.9-1.2%Mn0.5-0.8%Si0.5-0.8%C0.37-0.4%V0.3-0.5%… |
| 5Х2МНФ | ГОСТ 5950 – 2000 | Feот 92.9%Cr1.5-2%Ni1.2-1.6%Mo0.8-1%C0.46-0.5%Mn0.4-0.7%V0.3-0.5%Si0.1-0.4%… |
| 5Х3В3МФС | ГОСТ 5950 – 2000 | Feот 87.6%W3-3.6%Cr2.5-3.2%V1.5-1.8%Mo0.8-1.1%Si0.5-0.8%C0.45-0.5%Mn0.2-0.5%Nb0.05-0.1%… |
| 5ХВ2С | ГОСТ 5950 – 73, в последней версии материал отсутствует | Feот 93.2%W1.8-2.3%Cr0.9-1.2%Si0.8-1.1%C0.45-0.5%Mn0.15-0.4%… |
| 5ХГМ | ГОСТ 5950 – 73, в последней версии материал отсутствует | Feот 95.3%Mn1.2-1.6%Cr0.6-0.9%C0.5-0.6%Si0.25-0.6%Mo0.15-0.3%… |
| 5ХНМ | ГОСТ 5950 – 2000 | Feот 94.9%Ni1.4-1.8%Cr0.5-0.8%Mn0.5-0.8%C0.5-0.6%Mo0.15-0.3%Si0.1-0.4%… |
| 6ХВ2С | ГОСТ 5950 – 2000 | Feот 93.4%W2.2-2.7%Cr1-1.3%C0.55-0.6%Si0.5-0.8%Mn0.15-0.4%… |
| 6ХВГ | ГОСТ 5950 – 2000 | Feот 95.3%Mn0.9-1.2%C0.55-0.7%Cr0.5-0.8%W0.5-0.8%Si0.1-0.4%… |
| 6ХС | ГОСТ 5950 – 2000 | Feот 95.3%Cr1-1.3%Si0.6-1%C0.6-0.7%Mn0.15-0.4%… |
| 7Х3 | ГОСТ 5950 – 2000 | Feот 93.4%Cr3.2-3.8%C0.65-0.7%Mn0.15-0.4%Si0.1-0.4%… |
| 7ХГ2ВМ | ГОСТ 5950 – 73, в последней версии материал отсутствует | Feот 92.8%Mn1.8-2.3%Cr1.5-1.8%C0.68-0.7%W0.5-0.9%Mo0.5-0.8%Si0.2-0.4%V0.1-0.25%… |
| 7ХГ2ВМФ | ГОСТ 5950 – 2000 | Feот 92.1%Mn1.8-2.3%Cr1.5-1.8%C0.68-0.7%W0.55-0.9%Mo0.5-0.8%Si0.1-0.4%V0.1-0.25%… |
| 8Х3 | ГОСТ 5950 – 2000 | Feот 93.3%Cr3.2-3.8%C0.75-0.8%Mn0.15-0.4%Si0.1-0.4%… |
| 8Х4В3М3Ф2 | ГОСТ 5950 – 73, в последней версии материал отсутствует | Feот 85.1%Cr3.5-4.5%W2.5-3.2%Mo2.5-3%V1.9-2.5%C0.75-0.8%Mn0.15-0.4%Si0.15-0.4%… |
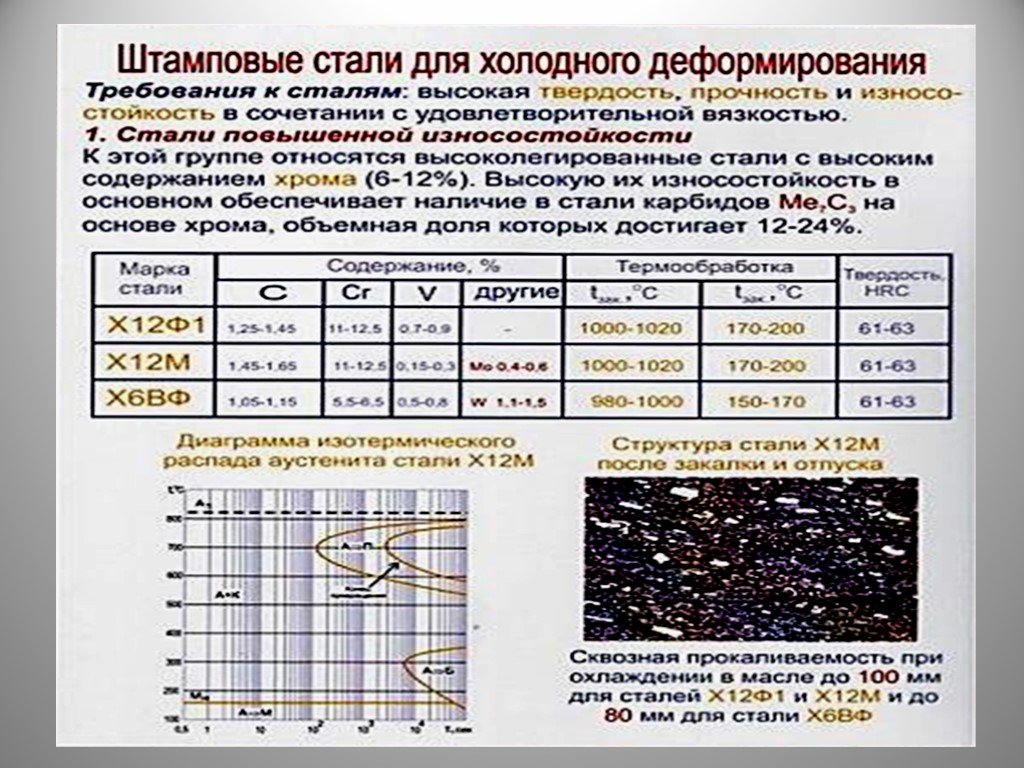
| Х12 | ГОСТ 5950 – 2000 | Feот 82.7%Cr11.5-13%C2-2.2%Mn0.15-0.4%Si0.1-0.4%… |
| Х12ВМ | ГОСТ 5950 – 73, в последней версии материал отсутствует | Feот 81.8%Cr11-12.5%C2-2.2%Mo0.6-0.9%W0.5-0.8%Mn0.15-0.4%V0.15-0.3%Si0.1-0.4%… |
| Х12ВМФ | ГОСТ 5950 – 2000 | Feот 81.7%Cr11-12.5%C2-2.2%Mo0.6-0.9%W0.5-0.8%Mn0.15-0.4%V0.15-0.3%Si0.1-0.4%… |
| Х12М | ГОСТ 5950 – 73, в последней версии материал отсутствует | Feот 84.2%Cr11-12.5%C1.45-1.6%Mo0.4-0.6%Mn0.15-0.4%Si0.15-0.3%V0.15-0.3%… |
| Х12МФ | ГОСТ 5950 – 2000 | Feот 83.4%Cr11-12.5%C1.45-1.6%Mo0.4-0.6%Mn0.15-0.4%V0.15-0.3%Si0.1-0.4%… |
| Х12Ф1 | ГОСТ 5950 – 2000 | Feот 83.6%Cr11-12.5%C1.25-1.4%V0.7-0.9%Mn0.15-0.4%Si0.1-0.4%… |
| Х6ВФ | ГОСТ 5950 – 2000 | Feот 88.5%Cr5.5-6.5%W1.1-1.5%C1.05-1.1%V0.5-0.8%Mn0.15-0.4%Si0.1-0.4%… |
| Х6Ф4М | Feот 86%Cr5.7-6.5%V3.5-4%C1.7-1.85%Mo0.5-0.8%Mn0.15-0.4%Si0.15-0.4%… |
Марочник сталей характеристики, свойства сталей и сплавов
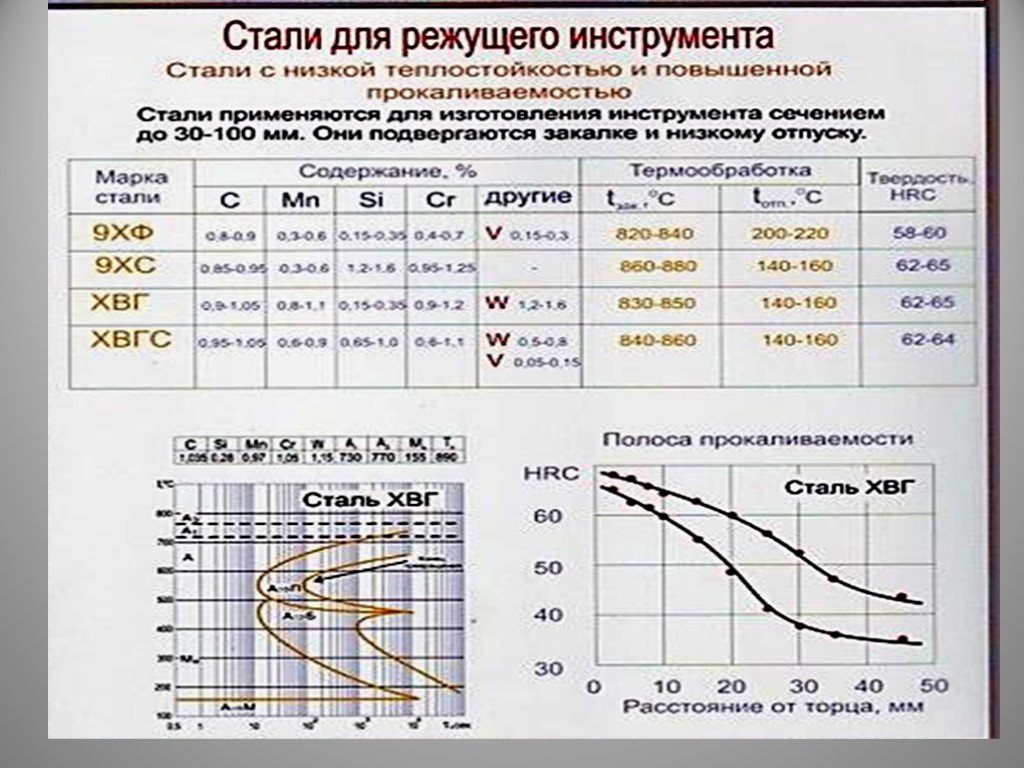
Инструментальная легированная сталь ХВГ используется для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление – длинные развертки/ метчики, протяжки, резьбовые калибры, холодновысадочные пуансоны/ матрицы, технологическая оснастка, другой специальный инструмент.
Сталь ХВГ – отечественные аналоги
| Марка металлопроката | Заменитель |
| ХВГ | ХГ |
| ХВСГ | |
| 9ХВГ | |
| 9ХС | |
| ШХ15СГ |
| Марка | Классификация | Зарубежные аналоги |
| ХВГ | Сталь инструментальная легированная | есть |
| Вид полуфабриката | t, 0С | Размер, мм | Условия охлаждения |
| Слиток | 1150–800 | до 400 | Низкотемпературный отжиг |
| Переохлаждение | |||
| Заготовка | 1180–800 | до 300 | В яме |
| Свариваемость |
| для сварных конструкций не применяется |
Чувствительна.
Резка
| Исходные данные | Обрабатываемость резанием Ku | |||
| Состояние | HB, МПа | sB, МПа | твердый сплав | быстрорежущая сталь |
| горячекатаное | 235 | 780 | 0,75 | 0,35 |
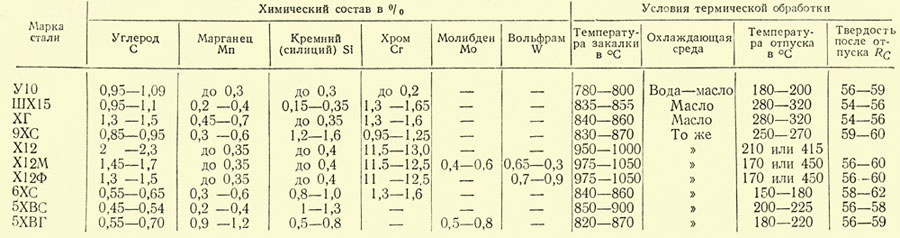
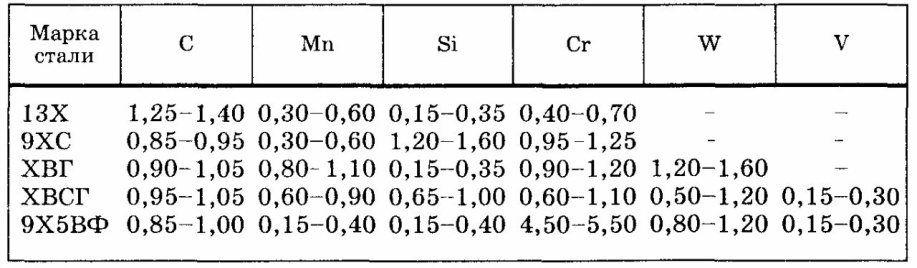
Сталь ХВГ – химический состав
Массовая доля элементов не более, %:
| Вольфрам | Кремний | Марганец | Медь | Никель | Сера | Углерод | Фосфор | Хром |
| 1,2–1,6 | 0,1–0,4 | 0,8–1,1 | 0,3 | 0,4 | 0,03 | 0,9–1,05 | 0,03 | 0,9–1,2 |
Материал ХВГ – механические свойства
| Сортамент | ГОСТ | Размеры – толщина, диаметр | Режим термообработки | t | KCU | y | d5 | sт | sв |
| мм | 0С | кДж/м2 | % | % | МПа | МПа | |||
| Лента отожжен. | 2283–79 | 0,1–4 | 880 |
| Сортамент | ГОСТ | HB 10-1 |
| Прокат после отжига | 5950–2000 | 241 |
| Критические точки | Ac1 | Ac3 | Ar1 | Ar3 | Mn |
| Температура | 815 | 845 | 625 | 775 | 150 |
| HRC | Шлифуемость |
| 54–56 | удовлетворительная |
| 58–60 | пониженная |
| t | HRCэ | Время |
| 0С | ч | |
| 150–160 | 62 | 1 |
| 200–220 | 58 | 1 |
| HRC | На воздухе | В воде | В селитре | В масле |
| 60 | – | – | 15–40 | 15–70 |
| t | r | R 109 | E 10-5 | l | a 106 | C |
| 0С | кг/м3 | Ом·м | МПа | Вт/(м·град) | 1/Град | Дж/ (кг·град) |
| 20 | 7850 | 380 | ||||
| 100 | 7830 | 11 | ||||
| 200 | 12 | |||||
| 300 | 7760 | 13 | ||||
| 400 | 13,5 | |||||
| 500 | 14 | |||||
| 600 | 7660 | 14,5 |
| Болгария | Венгрия | Германия | Евросоюз | Испания | Италия | Китай |
| BDS | MSZ | DIN, WNr | EN | UNE | UNI | GB |
| Польша | Румыния | США | Франция | Швеция | Юж.Корея | Япония |
| PN | STAS | — | AFNOR | SS | KS | JIS |
| 106WCr6 | ||||||
| 90MCW5 |
Материал ХВГ – область применения
Сталь марки ХВГ используют для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление.
Условные обозначения
| HRCэ | HB | KCU | y | d5 | sT | sв |
| МПа | кДж / м2 | % | % | МПа | МПа | |
| Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
| Ku | s0,2 | t-1 | s-1 |
| Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
| N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Свариваемость
| Без ограничений | Ограниченная | Трудно свариваемая | |
| Подогрев | нет | до 100–1200С | 200–3000С |
| Термообработка | нет | есть | отжиг |
Физические свойства
| R | Ом·м | Удельное сопротивление |
| r | кг/м3 | Плотность |
| C | Дж/(кг·град) | Удельная теплоемкость |
| l | Вт/(м·град) | Коэффициент теплопроводности |
| a | 1/Град | Коэффициент линейного расширения |
| E | МПа | Модуль упругости |
| t | 0С | Температура |
Купить инструментальную легированную сталь ХВГ в Санкт-Петербурге Вы можете по телефону +. Специалисты оформят заказ, сориентируют по сортаменту, ценам, условиям доставки.
ПродукцияДоставкаКонтакты
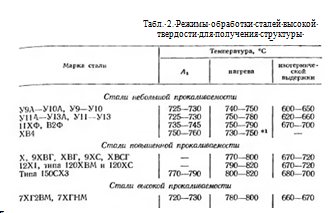
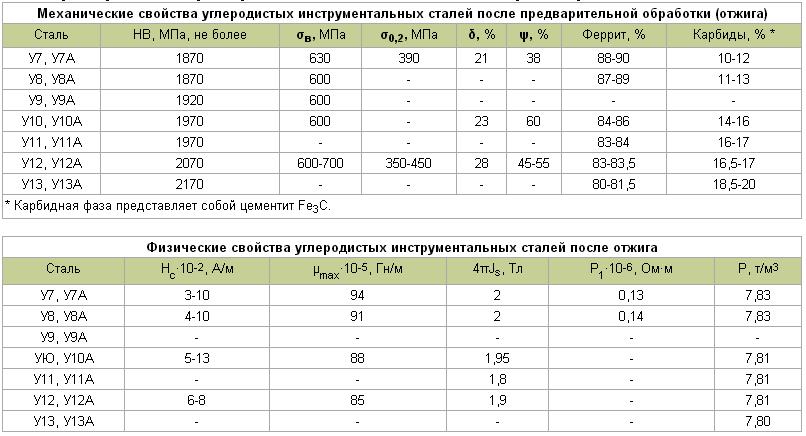
Предварительная обработка – отжиг
При отжиге происходят первое и второе основные превращения стали: перлита в аустенит и аустенита в перлит.Температура нагрева должна быть лишь немного выше Ас1, чтобы сохранить нерастворенной большую часть избыточных карбидов и получить структуру зернистого перлита. Температура нагрева при отжиге стали 9ХВГ в соответствии с таблицей 2 – 770-800°С.
Выдержка в течение 30-60 мин после прогрева обеспечивает растворение той части карбидов, которая может быть переведена в аустенит при данной температуре, а также обеспечивает выравнивание в нем концентрации углерода и легирующих элементов.
Возможны два режима охлаждения:
1. Замедленное, обеспечивающее получение твердости, как в состоянии поставки. Заготовку охлаждают со скоростью 50 – 60°С/ч до температуры изотермической выдержки (670-720°С), а затем выдерживают для завершения распада аустенита с образованием феррито-карбидной структуры. Время распада аустенита при температуре изотермической выдержки составляет от 20 до 60 мин. Дальнейшее охлаждение можно выполнять на воздухе. Однако для уменьшения напряжений рекомендуется заготовки сложной формы охлаждать с печью до 550-600°С.
2. Очень медленное охлаждение со скоростью 20-30°С/ч до тех же температур изотермической выдержки. После окончания выдержки снова следует медленное охлаждение 60-80°С/ч до 500°С, а затем на воздухе или с печью. Твердость после отжига по указанному режиму на 15-20 НВ ниже твердости в состоянии поставки. В этом случае еще больше снижаются предел текучести предел прочности.
Стали-заменители

Настолько развитая и всеобъемлющая отрасль промышленности, как металлургия, просто не может себе позволить выпускать один конкретный сорт стали как универсальный, поэтому с течением времени появлялось все больше и больше сплавов, отличия между которыми были не столь значительны. В быту подобные стали смело называются заменителями. И для стали ХВГ на отечественных просторах существуют такие марки-заменители:
9ХС; 9ХВГ; ХВСГ; ШХ15СГ.
В этом списке представлены сплавы, которые в своей основе очень схожи, однако имеют отличия либо в процентном соотношении примесей, либо в самом их наборе, что в целом незначительно различает стали между собой.
Расшифровка аббревиатуры
Технические характеристики легированной стали шх15 Из названия можно определить главные компоненты, которые наделяют железо особыми свойствами. В этом случае по символам ХВГ делается следующая расшифровка Знак «Х» означает присутствие хрома (Cr), «В – ванадий (V), «Г» – марганец (Mn). Из слитков можно изготовить множество строительных приборов, но они обязаны строго соответствовать всем государственным стандартам. Например, калиброванные прутья разрешено выпускать только по ГОСТ 8560-78, 8559-75, 7417-75, 5950-2000. Для черновых или промежуточных деталей применяются 1133-71, 7831-78, 5950-2000 стандарты.




Полосная сталь ХВГ обязана придерживаться ГОСТ 4405-75. К серебрянке и шлифованным прутьям относятся правила 14955-77 и 5950-2000.

Изделия из стали ХВГ
Государственным требованиям должны соответствовать и другие разновидности, но только наличие данной маркировки может дать гарантию на высокое качество заготовки. Подобный регламент создан для регулирования технических предприятий, для защиты жизни и здоровья потребителей, с целью предупреждения обмана во время реализации товара. Поэтому наличие на ХВГ ГОСТ знака – обязательное условие продажи.
Расшифровка стали ХВГ
Марка ХВГ является базовой для аналоговых сталей перлитного класса. Ее химический состав обеспечивается минимальным количеством легирующих элементов (всего 4):
- углерод — ± 1,0 %;
- хром — 0,9-1,2 %;
- кремний — 01-0,4 %;
- вольфрам — 0,2-1,6 %.
Остальные элементы — второстепенные по значимости и выдерживаются в такой концентрации:
- марганец — 0,8-1,1 %;
- молибден до 0,3 %;
- никель — до 0,35 %;
- медь — до 0,3 %.
Так как сталь марки ХВГ относится к высококачественному классу, то содержание вредных примесей фосфора и серы регламентируется до 0,03 % (это минимально возможный предел). Остаточный кислород раскисляется при введении легирующих элементов Si и Mn.
Влияние элементов на свойства
На свойства стали влияет две составляющие:
- концентрация химических элементов, т. е. химический состав стали;
- их взаимодействие друг с другом, а также по отношению основного элемента (в данном случае Fe), что определяется термической обработкой.
Вводятся модифицирующие материалы в расплав, чтобы определенным образом заполнить кристаллическую решетку и тем самым определить ее свойства. К таким понятиям относятся:
- Прочность — любое искажение кристаллической решетки повышает эту характеристику;
- Увеличение слоя закалки — равномерное распределение температуры;
- Уменьшение деформаций — укомплектованная кристаллическая решетка;
- Склонность к трещинообразованию — здесь имеется в виду прочные межкристаллические связи т. е. образование карбидов по границам зерен, также это может быть образование сегрегаций.
Основной элемент повышающий прочность и определяющий сплав как сталь — углерод. Являясь ненамного меньшим, чем молекула Fe по размеру, он размещается в металлической решетке, образуя карбиды. Их форма, расположение и размеры имеют основное значение для характеристик металла при последующей отработке.
Главный легирующий элемент ХВГ — хром. Его атомы небольшие по размеру, уплотняют собой решетку, придавая ей еще большую плотность и стабильность. Особенность атомов хрома образовывать оксиды практически такого же размера, как и сам атом, используются при выплавке сплава со свойствами нержавейки, но это при его содержании выше 10,5 %, а до этого предела он хорошо повышает прокаливаемость.
Для увеличения слоя закалки и уменьшения зерна ХВГ (что увеличивает качество стали) используются и следующие два элемента: молибден и вольфрам. Помимо того, что они образуют еще более прочные карбиды, чем углерод, эти металлы очень тугоплавки и являются центрами кристаллизации, измельчая зерна, что повышает пластичность металла, не меняя его твердости, а также увеличивает прокаливаемый слой.
Легирование кремнием и марганцем (этот элемент не указывается в маркировке ввиду его второстепенного влияния по значимости). Кремний не карбидообразующий элемент, он выталкивает карбиды к границам зерен, таким образом, упрочняя металл. Марганец в данном случае используют для баланса, т. к. он в этой концентрации увеличивает вязкость и пластичность, снижает нежелательные последствия такого повышения прочности.
- ГОСТы 5950-2000, 2591-2006, 2590-2006 – общие стандарты фасонного проката
- ГОСТы 8560-78, 8559-75, 7417-75, 5950-2000 – калиброванный пруток
- ГОСТы 1133-71, 7831-78, 5950-2000 – поковки
- ГОСТ 4405-75 – полосы
- ГОСТы 14955-77, 5950-2000 – серебрянка и шлифованные прутки
Марка стали ХВГ
Другие марки стали Р18 У8А 4Х5МФС Р6М5 У10А Р9К5 Р6М5К5 40х 40х13 5ХНМ Cталь 30ХГСА 4Х4ВМФС ШХ15 4Х5В2ФС Ст20 9ХС Ст35 Ст40 65Г Ст45 Х12МФ 60С2А Ст50 6ХВ2С
| Марка: | ХВГ |
| Класс: | Сталь инструментальная легированная |
| Используется для проката: | Сортовой и фасонный прокат: ГОСТ 5950-2000, ГОСТ 2590-2006 , ГОСТ 2591-2006Калиброванный пруток: ГОСТ 5950-2000 , ГОСТ 7417-75 , ГОСТ 8559-75, ГОСТ 8560-78Шлифованный пруток и серебрянка: ГОСТ 5950-2000 , ГОСТ 14955-77Полоса: ГОСТ 4405-75Поковки и кованные заготовки: ГОСТ 5950-2000 , ГОСТ 1133-71, ГОСТ 7831-78 |
| Использование в промышленности: | Измерительный и режущий инструмент, для которого повышенное коробление при закалке недопустимо, резьбовые калибры, протяжки, длинные метчики, длинные развертки и другой вид специального инструмента, холодновысадочные матрицы и пуансоны, технологическая оснастка |
| Твердость материала: | HB 10-1 = 255 МПа |
| Температура критических точек: | Ac1 = 750 , Ac3(Acm) = 940 , Ar1 = 710 , Mn = 210 |
| Температура ковки, °С: | Начала 1070, конца 860. Охлаждение замедленное |
| Обрабатываемость резанием: | В горячекатанном состоянии при HB 235 и σв = 760 МПа, Кυ тв. спл = 0,75 и Кυ б.ст = 0,35 |
| Свариваемость материала: | Не применяется для сварных конструкций |
| Флокеночувствительность: | Чувствительна |
| Склонность к отпускной хрупкости: | Малосклонна |
| Аналоги: | 9ХС, ХГ, 9ХВГ, ХВСГ, ШХ15СГ |
Сталь марки ХВГ используют для изготовления режущего/ измерительного инструмента, для которого при закалке недопустимо повышенное коробление.
Расшифровка
- Буква Х — указывает на присутствие в стали Хрома (Cr), отсутствие после буквы цифры означает, что содержание Хрома не более 1,5% (в данной стали Хрома 0,9 – 1,2%);
- Буква В — указывает, что содержание Вольфрама (W) в среднем не более 1,5% (в данной стали Вольфрама 1,2 – 1,6%) ;
- Буква Г — указывает, что содержание Марганца (Mn) в среднем не более 1,5% (в данной стали Марганца 0,8 – 1,1%).
Химический состав стали ХВГ
| Углерод (C) | 0,9 – 1,05 |
| Кремний (Si) | 0,1 – 0,4 |
| Марганец (Mn) | 0,8 – 1,1 |
| Никель (Ni) | до 0,4 |
| Фосфор (P) | до 0,03 |
| Хром (Cr) | 0,9 – 1,2 |
| Молибден (Mo) | до 0,3 |
| Вольфрам (W) | 1,2 – 1,6 |
| Сера (S) | до 0,03 |
| Медь (Cu) | до 0,3 |
| Железо (Fe) | ~94 |
Физические свойства стали ХВГ
| Модуль нормальной упругости E, ГПа | – | – | – | – | – | – | – | – | – | – |
| Модуль упругости при сдвиге кручением G, ГПа | – | – | – | – | – | – | – | – | – | – |
| Плотность ρn, кг/м3 | 7850 | 7830 | – | 7760 | – | – | 7660 | – | – | – |
| Коэффициент теплопроводности λ, Вт/(м*К) | – | – | – | – | – | – | – | – | – | – |
| Удельное электросопротивление ρ, нОм*м | 380 | – | – | – | – | – | – | – | – | – |
| Коэффициент линейного расширения α*106, K-1 | 11,0 | 12,0 | 13,0 | 13,5 | 14,0 | 14,5 | – | – | – | – |
| Удельная теплоемкость c, Дж/(кг*К) | – | – | – | – | – | – | – | – | – | – |
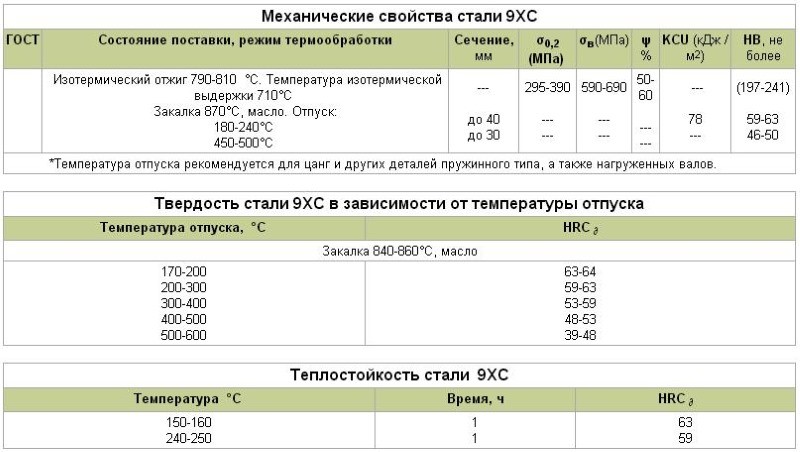
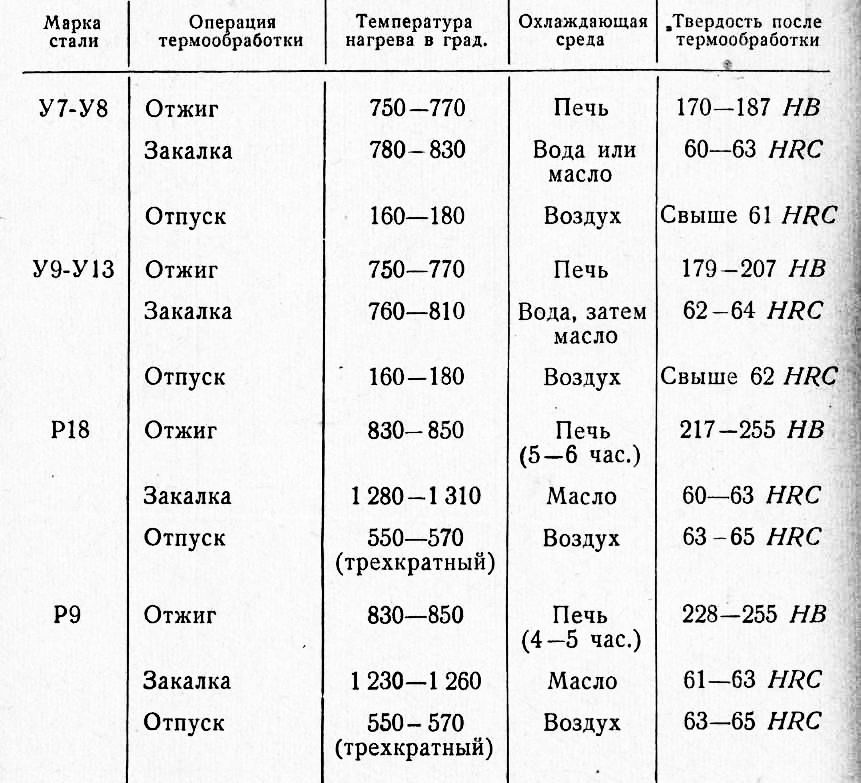
Твердость стали ХВГ после термообработки (ГОСТ 5950-73)
| Прутки и полосы отожженные или высокоотпущенные образцы | 255 |
| Закалка 830 °С, масло. Отпуск 180 °С | Св. 61 |
| Изотермический отжиг 780-800 °С, охлаждение со скоростью 50 град/ч до 670-720 °С, выдержка 2-3 ч, охлаждение со скоростью 50 град/ч до 550 °С, воздух | 255 |
| Подогрев 650-700 °С . Закалка 830-850 °С, масло. Отпуск 150-200 °С , воздух (режим окончательной термообработки) | 63-64 |
| Подогрев 650-700 °С . Закалка 830-850 °С. Отпуск 200-300 °С , воздух (режим окончательной термообработки) | 59-63 |
Твердость стали ХВГ в зависимости от температуры отпуска
| Заготовки сечением до 50-60 мм*. Закалка 840 °С, масло или расплав солей с водой при 200 °С | |
| 180-220 | 59-63 |
| 230-280 | 57-61 |
| 280-340 | 55-57 |
| Закалка 820°С, масло | |
| 100 | 66 |
| 200 | 64 |
| 300 | 61 |
| Закалка 830-850 °С, масло | |
| 170-200 | 63-64 |
| 200-300 | 59-63 |
| 300-400 | 53-59 |
| 400-500 | 48-53 |
| 500-600 | 39-48 |
* – Заготовки сечением до 50 мм закаливаются с охлаждением в масле, св. 50 мм в расплаве солей с водой.

Прокаливаемость стали ХВГ (ОСТ 23.4.127-77)
| Расстояние от торца, мм | 2,5 | 3 | 7,5 | 10 | 15 | 20 | 25 | 30 | 35 | 45 |
| Твердость для полос прокаливаемости, (Твердость по Роквеллу, шкала С) | 65-67 | 62,5-66,5 | 57-66 | 49,5-65,5 | 41,5-63 | 38,5-60 | 37,5-55,5 | 38-51,5 | 36-47,5 | 35-43,5 |
| Закалка | 15-70 | 61 |
Шлифуемость при твердости HRCЭ 59-61 пониженная, при HRCЭ 55-57 удовлетворительная.
Нож из рессоры
Нож – это отличная вещь, которая может быть полезна не только в качестве прекрасного инструмента, но и в виде замечательного сувенира. Каждый мальчишка будет рад такому подарку. Если нож изготовлен вручную, то он сразу становится уникальной ценностью в глазах владельца.
Взрослые тоже не всегда используют ножи исключительно в бытовых целях – многие люди их коллекционируют. Критерии выбора у всех разные, но каждый знает, что качественная сталь – это обязательное условие для хорошего ножа. Но и красиво выполненная ручка может произвести не меньшее впечатление, чем прочное лезвие, способное долго держать заточку.

Термическая обработка стали марки ХВГ.

Данный материал может быть подвергнут следующим видам термической обработки:
Отжиг
Данный вид обработки используется, если необходимо некоторое смягчение стали перед проведением механической обработки. Эта процедура используется в случае, если заготовки были подвергнуты холодной деформации.
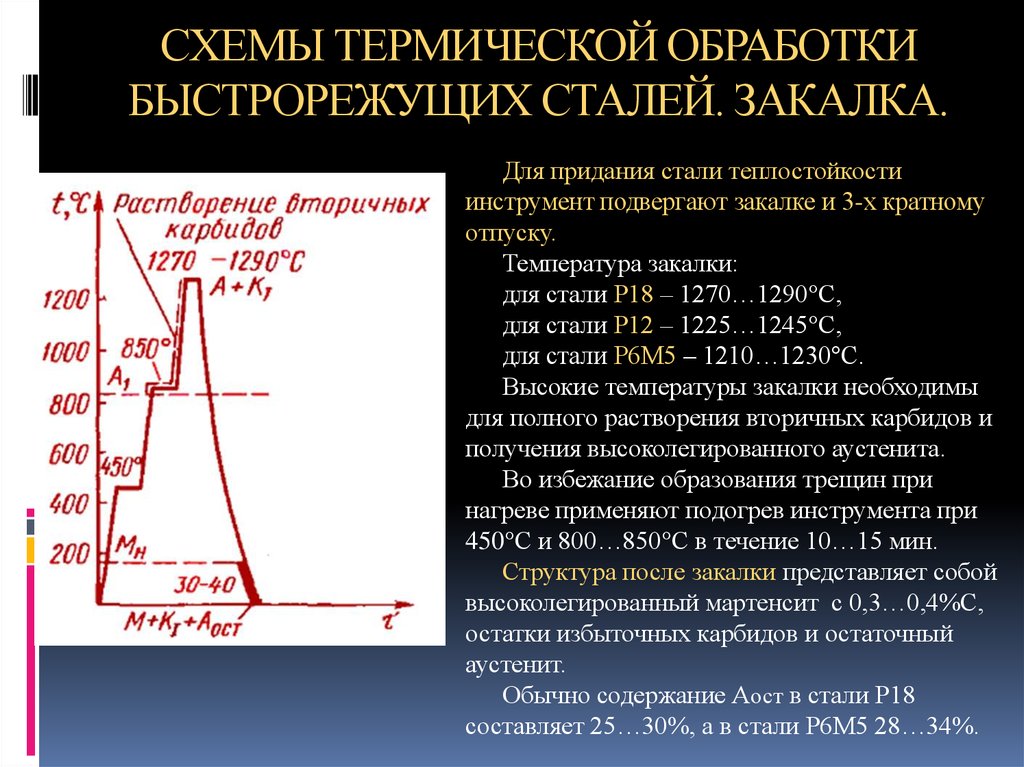
Закалка
Эта процедура проводится после того, как деталь изготовлена. Она придает детали окончательную форму и предшествует шлифовке. Процесс состоит из нагрева детали до температуры 850 0С с последующим охлаждением в масле. Это позволяет изменить структуру металла. Она становится прочной, но при этом хрупкой. Такое изделие можно разбить, с помощью мускульной силы.
Отпуск
С помощью данного процесса, в металле снимаются внутренние напряжения. Деталь из стали ХВГ нагревают до температуры 180 градусов и при этой температуре выдерживают некоторое время. После этого деталь охлаждают на воздухе. Это позволяет преобразовать структуру металла. Она становится очень прочной, и при этом имеем высокие показатели пластичности.
Сталь марки ХВГ удачно сочетает в себе высокую прочность и коррозионную стойкость. Данный материал нашел широкое применение в современной промышленности, в связи с относительно низкой стоимостью и хорошей обрабатываемостью. К недостаткам данной марки стали относится узкий температурный диапазон закалки и отжига. Кроме того, при температуре порядка 200 градусов, происходит ухудшение прочностных характеристик стали.
Сферы применения
По существующей классификацией инструментальных легированных сталей 5ХНМ относят ко второй группе подобных сплавов. Они предназначены для изготовления инструментов и оборудования, используемого на предприятиях среднего и тяжёлого машиностроения. Его производят посредством штамповки и ковки. Из этого сплава изготавливают:
- различные штампы (как горячие, так и холодные);
- так называемые молотковые штампы (применяются в различных пневматических, гидравлических, паровоздушных прессах);
- блоков матриц, используемых в качестве дополнительных вставок;
- валов и колец обрабатывающих станков и прокатных станов.
Круг ст 5ХНМ
Применение стали 5ХНМ для изготовления такого оборудования обусловлено способностью удовлетворять высоким требованиям. К этим требованиям относятся:
- высокие прочностные характеристики;
- максимально возможное сопротивление скоротечному удару;
- высокая износоустойчивость;
- отличная теплопроводность (должен обеспечиваться быстрый отвод образовавшегося у поверхности штампа тепла);
- глубокая прокаливаемость (особенно это свойство особенно необходимо для крупногабаритных штампов);
- способность сохранять целостность поверхности (обладать высокой сопротивляемости образованию на поверхности трещин из-за так называемого разгара, то есть быстрого нагрева и последующего охлаждения);
- способностью хорошо подвергаться таким видам обработки как отжиг и закалка;
- допустимой красностойкостью (жаропрочные свойства изготовленного штампа не должны снижаться в процессе работы, под продолжительным воздействием повышенных температур, он должен продолжительное время сопротивляться отпуску);
- высокая вязкость (во время работы штампа ударному воздействию одновременно подвергается обрабатываемая заготовка и поверхность штампа, поэтому металл штампа должен обладать требуемой вязкостью, чтобы сохранять продолжительное время свои геометрические формы);
- обладать заданной отпускной хрупкостью (особенно это необходимо для штампов больших размеров);
- иметь хорошую слипаемость (штамп должен противостоять эффекту адгезии, прилипанию поверхности заготовки к рабочей поверхности штампа, это позволит получать штампованные изделия с заданными свойствами в течение длительного времени и значительно увеличить срок службы агрегата).
Этот материал имеет как отечественные, так и зарубежные аналоги. Отечественными аналогами стали 5ХНМ являются — 5ХНВ, 5ХГМ, 5ХНВС и некоторые другие из второй группы. Более подробную информацию можно найти в марочнеке сталей и соответствующих стандартах.
Подобный металл производятся во многих странах мира. Наиболее известным аналогами являются: Т61206 – производится в США, 1.2711 и 1.2713.55 – изготавливается в Германии, 55NCDV7 и 55NiCrMoV7 – во Франции, 5CrNiMo в Китае.
Применение ХВГ
Само название «инструментальная» определяет использование этой марки. Но какие свойства обеспечивают ей такое назначение? В первую очередь ее стойкость к короблению при закалке, которой она обязательно подвергается, и коррозионная стойкость.
- Так как сталь ХВГ не деформируется, из нее изготавливают мерительный инструмент высокой точности и любой длины.
- Устойчивость к образованию окалины позволяет подвергать изделия из этой стали термическим операциям в уже шлифованном виде, что также позволяет изготовить инструмент без припусков на окончательную механическую обработку (т. е. шлифование).
- Износостойкость поверхности и вязкая середина определяют, как сталь для изготовления деталей, подвергающихся динамическим нагрузкам, например, кольцам пружинных амортизаторов.
- Коррозионная стойкость ХВГ обеспечена содержанием хрома, актуальна при изготовлении практически любого инструмента и запчасти.
- Высокая прочность используется для изготовления деталей для прокатных станов, холодного волочения. Это пуансоны, валки, резьбовых калибров и т. д.
- Износостойкость и прочность — основные используемые характеристики для всех деталей, в том числе и замочных шайб.
Чем не обладает марка стали ХВГ, так это теплостойкостью, способностью сохранять свои свойства, в частности твердость, при высоких температурах. Это условие необходимо для режущего и быстрорежущего инструмента, где температура кромок может достигать 650 ºC. Разупрочнение ХВГ происходит при температуре 200 ºC, поэтому ее используют только для деталей, работающих в диапазоне низких температур.

Поставляется сталь ХВГ в:
- прутках калиброванных и шлифованных;
- серебрянке;
- листах толстых;
- полосах;
- поковках;
- болванках;
- слябах.
В чем же особенность ножа из рессоры?
Причина популярности такого изделия, как нож из рессоры, заключается в свойствах металла. Высокая износостойкость и прочность в сочетании с высокой пластичностью позволили многим поколениям мастеров пользоваться рессорами как главным источником сырья.

Характеристики рессорно-пружинной стали
Рессоры изготавливают из рессорно-пружинной стали 65Г, но могут быть применены другие марки: 50ХГСА, 50ХГА, 50ХФА. Это тоже рессорно-пружинные стали – определить какая из них взята в качестве материала для клинка можно только с помощью химического анализа. Либо по нюансам поведения металла при обработке, но с этим справятся только опытные мастера. Для начинающего изготовителя разница между перечисленными материалами будет практически незаметна.





