

Что и когда подвергается термической обработке
Нейтрализации остаточных явлений от электродуговой сварки необходимо подвергать все трубопроводы диаметром от 108 мм, имеющими стенку 10 мм и более. Для этого используют индукционный нагрев изделия током с частотой 50 Гц. Термообработка способна воздействовать на металл трубы со стенкой 45-60 мм, для чего применяют гибкие электронагревательные проволоки или муфельные печи. Если толщина стенки конструкции не более 25 мм, то можно использовать газопламенный способ нагрева.
Во всех случаях важен фактор равномерности распределения температуры во все стороны от сварочного соединения.
Стыки, выполненные с применением труб из стали 12 XIM Ф и ее разновидности 15 XIMI Ф, имеющие толщину стенки магистрали 45 мм должны подвергаться термической обработке сразу после окончания сварочных работ. Охлаждение материала не должно допускаться до температуры 300 градусов. Стыки из аналогичных сталей на трубах с диаметром 600 мм, при стенке 25 мм, обрабатываются в этот же временной период. В случае невозможности выполнить процесс, соединение необходимо укрыть слоем теплоизоляции 15 мм, а при первой же возможности произвести обработку.
Максимальный срок на проведение этих работ составляет трое суток.
Термообработке необходимо подвергать не только кольцевые швы на трубопроводе, но и вваренные отводы, краны, заглушки. Крепление под участок трубы, которое присоединялось посредством сварки, тоже необходимо обработать нагревом.
Суть и предназначение процесса
Сварочный шов создается электрической дугой и присадочным материалом с электрода при температуре от 1500 до 5000 градусов. Это приводит к нескольким негативным явлениям на толстом металле. А именно:
- Непосредственно в месте соединения основного и присадочного материалов происходит значительный перегрев. Это содействует кристаллизации металла с крупной зернистой структурой, что снижает его пластичность. Термообработка сварных швов из стали 09г2с? Выгорание марганца и кремния тоже подвергает эту область преобразованию в жесткий участок, плохо взаимодействующий, при естественных расширениях, со всей конструкцией.
- Немного дальше от шва образуется зона закалки. Она испытывает значительный, но меньший перегрев, чем предыдущий участок, поэтому в ней происходит закаливание некоторых элементов. Этот участок характеризуется включениями с высокой твердостью и сниженной пластичностью. Термообработка сварных швов трубопроводов из стали 13хфа? Ухудшаются показатели металла и по ударной вязкости.
- На удаленном расстоянии от шва появляется зона разупрочнения. Благодаря непродолжительному воздействию умеренной температуры от электрической дуги, данный участок сохраняет высокую пластичность, но снижаются характеристики по прочности.
Общим дефектом после сварки являются остаточные напряжения в металле, которые способны деформировать изделие. Из-за этого возникают трудности при монтаже объемных конструкций, где требуется точность при стыковке новых узлов. Остаточное напряжение вызывает и последующее образование трещин, что недопустимо для швов трубопроводов.
В сочетании с высокой температурой, это способствует снижению коррозионной устойчивости, циклической прочности, и способности сопротивляться хрупким разрушениям в условиях холода.
Термообработка сварных швов выполняется при температуре от 700 до 1000 градусов. Это позволяет устранить последствия неравномерного прогрева при дуговой сварке на толстых металлах, чем повышает надежность будущих коллекторов и магистралей трубопроводов. Труба и наложенный шов приобретают более похожую структуру, и лучше взаимодействуют во время естественных физических процессов (расширения и сужения материалов, воздействия влаги и т.д.).
Термообработка сварных соединений трубопроводов происходит в три этапа:
- нагрев околошовной зоны или всего изделия одним из нескольких видов оборудование;
- выдержка материала на заданной температуре в течении определенного времени;
- последующее планомерное охлаждение до нормальных температур.
Это нейтрализует остаточные явления от сварки, выравнивая структуру металла, и снимая напряжение в металле, способствующее деформации. Процесс может выполняться несколькими способами, а технология разнится в зависимости от типа и толщины металла. Не все сварные соединения необходимо подвергать термообработке, но в некоторых случаях она является обязательной.
Основные характеристики и свойства
При выборе металла уделяется много внимания основным характеристикам. К ним отнесем:
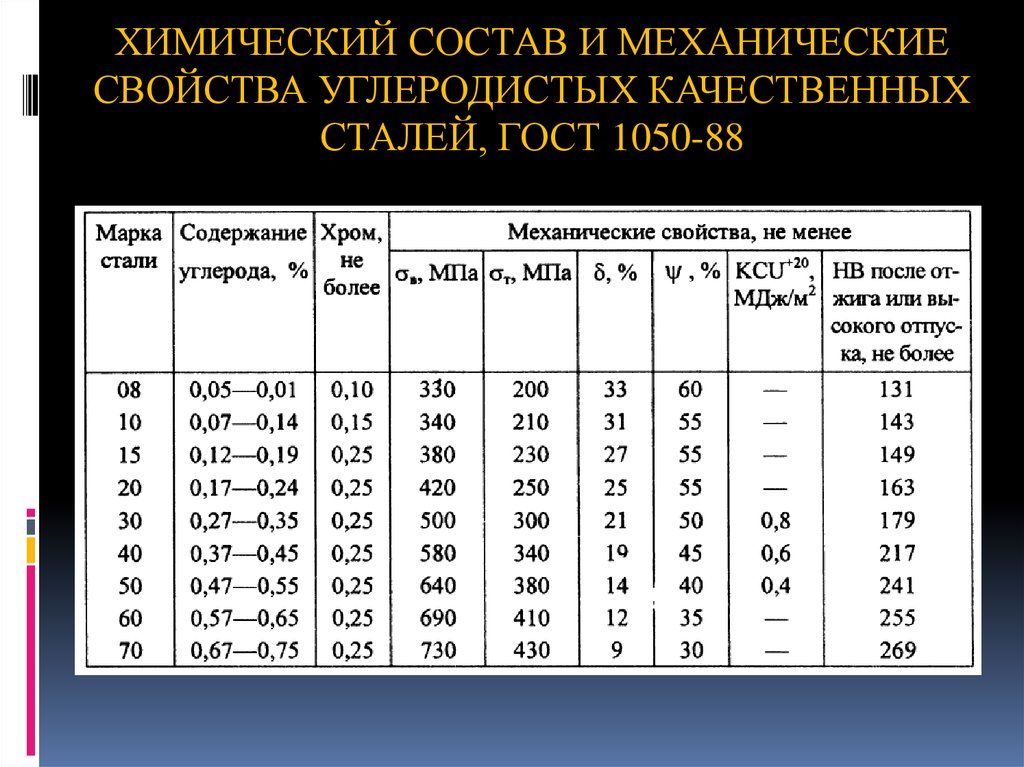
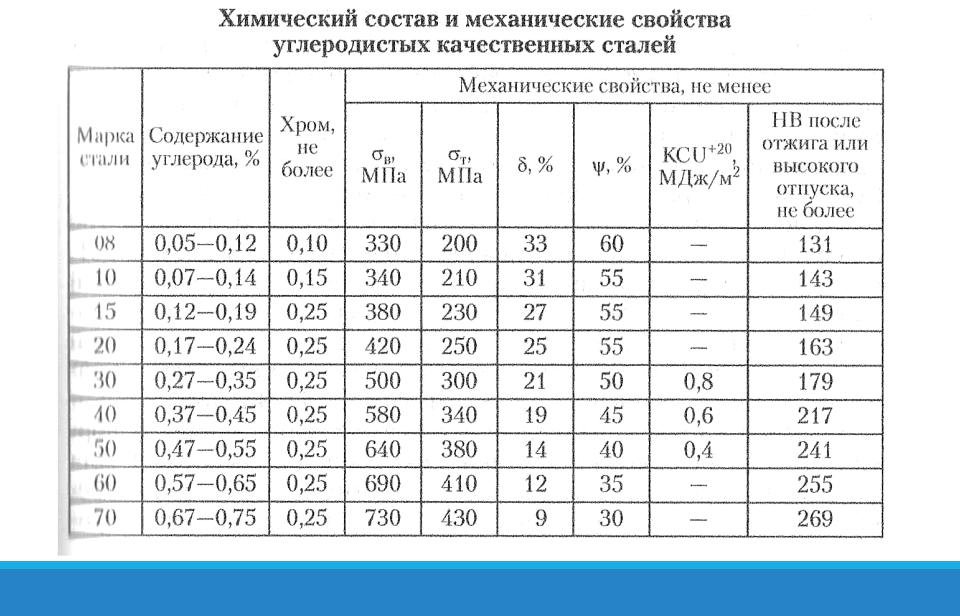
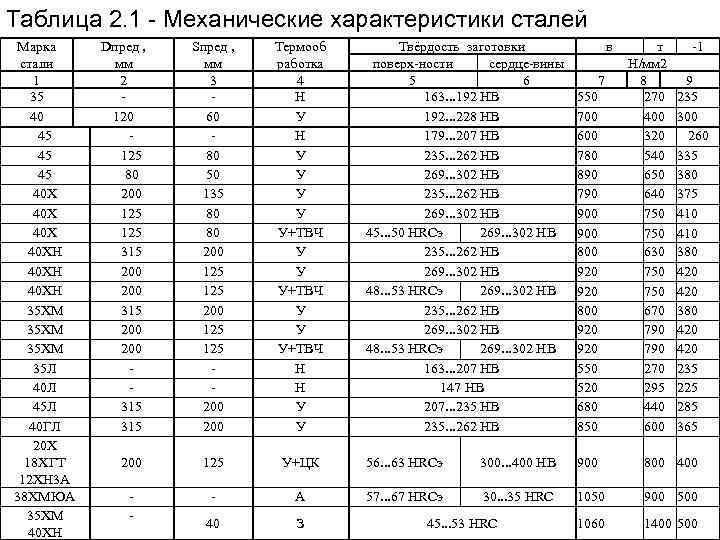
- Показатель твердости. Он может варьировать в большом диапазоне и зависеть от того, была ли проведена термическая обработка. Твердость стали 20 выдерживается на уровне 163 МПа. Этого вполне достаточно для изготовления различных изделий, которые обладают высокой износостойкостью.
- Также учитывается и плотность. Менее плотные материалы применяются для изготовления изделий, которые будут обладать небольшим весом. В рассматриваемом случае показатель составляет 7,85 к/см3.
- Рассматривая основные характеристики учитывается предел текучести и предел прочности. Они рассматриваются при создании различных проектов. Металл Ст 20 может улучшаться для того, чтобы увеличить характеристики материала.
- Структура характеризуется тем, что не склонна к отпускной хрупкости и образованию флокенов.
- Проводимая термообработка стали 20 позволяет существенно увеличить срок службы изделия. Проводится она при определенных режимах. К примеру, для ковки структура нагревается до температуры 1 280 градусов Цельсия.
- При необходимости есть возможность проводить сваривание деталей.
- Ударная вязкость стали 20 определяет то, что металл часто применяется при изготовлении валов и других подобных изделий, которые могут использоваться при создании элементов, применяемых при создании различных механизмов. Модуль упругости также учитывается при рассмотрении основных свойств металла.
- Средний коэффициент теплопроводности определяет то, что структура может нагреваться достаточно быстро, но при этом тепло отводится с высокой эффективностью.
Преимущества и недостатки
Марка 18ХГТ не единственная в своём роде. В случае необходимости вместо неё можно использовать другие марки – 25ХГТ, 30ХГТ,12ХГН3А. Но все они стоят дороже.
Высокая надёжность и долговечность деталей из 18ХГТ в сочетании с приемлемой ценой–неоспоримое её преимущество.
К недостаткам стали причисляют возможное внутреннее окисление при цементации, некоторые ограничения по величине прокаливания.
Заключение
История создания марки 18ХГТ насчитывает многие десятки лет. Она была разработана в начале 50-х годов 20-го века на заводе ЗИС. С тех пор появилось множество других марок. Но популярность стали 18ХГТ не уменьшилась. Среди хромомарганцевых конструкционных сталей она и сейчас лидирует по применяемости.
Рейтинг: /5 – голосов
Механически и физические свойства сплава
Металл данной марки следует отнести к трудносвариваемым сталям, которые в процессе сварки необходимо нагревать, а затем охлаждать. Здесь и высокая флокеночувствительность материала, т.е. его склонность к образованию неоднородных участков, и наличие отпускной хрупкости.
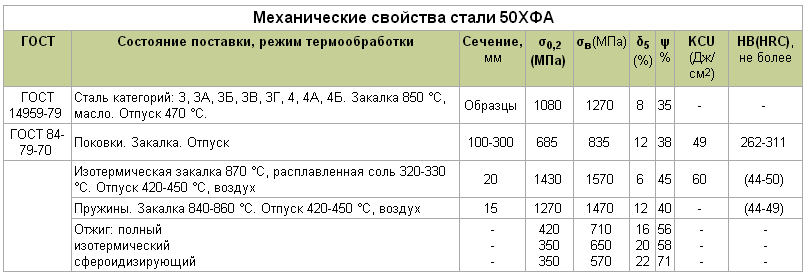
Сталь 40х – хромистая, с содержанием углерода в 0,40%, равно как и марки 65Г, 50ХФА и 30Х3МФ, выступает заменителем сплаву 40хфа. Иностранными же аналогами считаются следующие виды металлов: 4140, 4142 и G41400 – в США; 1.7223 и 41CrMo4 – в Германии, SCM440 – в Японии и т.д.
Плотность стали 40хфа, её твёрдость при определенных температурных условиях и прочие характеристики представлены в следующих таблицах:
 В качестве обязательной термообработки в случае со сплавом 40хфа применяется традиционная закалка и отпуск (в соответствии с ГОСТом на сталь данной марки). Ковка металла должна начинаться при 1250оС, а завершаться – при 860-800оС.
В качестве обязательной термообработки в случае со сплавом 40хфа применяется традиционная закалка и отпуск (в соответствии с ГОСТом на сталь данной марки). Ковка металла должна начинаться при 1250оС, а завершаться – при 860-800оС.
Влияние легированных примесей
Легирующими называют примеси меняющие свойства железа. По сути, только они превращают его в привычный материал. Такими добавками выступают редкоземельные металлы (напр. молибден, никель, ванадий), галогены (сера, фосфор), такие элементы как кремний или марганец. Самая распространенная — углерод.
Влияние примесей зависит от процентного состава их по отношению к объему. Особенно это заметно на примере добавок углеродных. Сварка высокоуглеродистых сталей труднее, чем большинства высоколегированных сортов.
Кроме прочего, некоторые добавки при высоких температурах выгорают. Это приводит к изменению свойств металла на стыке. Как правило, в худшую сторону.




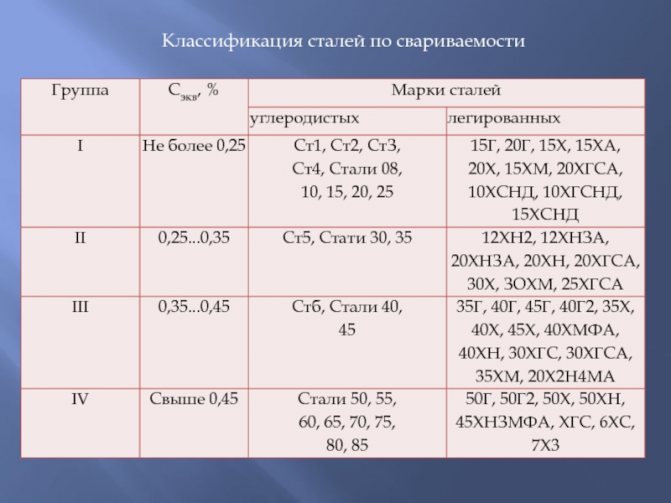
- Углерод, обозначается латинской «С». При содержании до 0,25% (низкоуглеродистые) не оказывает влияния. С повышением свариваемость ухудшается и при 0,45% сварку углеродистых сталей классифицируют как трудную.
- Сера и фосфор, обозначения S и P — вредные примеси ухудшающие качества материала. При сварных работах образуют с железом химические соединения, придающие шву хрупкость, вызывающие образование трещин.
- Кремний или Si — силициум по-латыни. При содержании свыше 0,6% повышает текучесть, затрудняя технологию.
- Марганец Mn — повышает твердость металла, при содержании свыше 2% создает риск холодных трещин.
- Хром Cr — при повышении содержания образует тугоплавкие оксиды, ухудшающие свариваемость.
- Никель Ni — одна из немногих легирующих добавок улучшающая свариваемость.
- Молибден, ванадий, вольфрам: Mo; V; W — соответственно. Придают прочность, при высоком содержании ухудшают свариваемость. Склонны к выгоранию поэтому, к примеру, при сварке стали 13хфа, содержащей ванадий не допускается перегрев.
- Титан и ниобий Ti; Nb — первый не оказывает практического влияния, второй повышает риск трещинообразования.
Все остальные присутствующие в железе вещества влияния на свариваемость не имеют.
Способы обработки и существующие аналоги
Марка 13ХФА очень просто подвергается главным способам обработки:
- резанию механическим инструментом;
- главным видам сварке;
- ковке;
- обыкновенной инструментальной отделке.
Для поперечного или продольного резания, выпускаемых изделий, не требуется специнструмента. Про это говорят физические и механичные свойства сплава. Свариваемость такого сплава не имеет ограничений. Его можно подвергать ковке уже при температуре более 860 °С. Изготовленные исследования выпускаемого металла показали, что он не флокеночувствителен.
Наличие в сплаве нужных легирующих добавок приводит к возникновению нестандартных, называемых по другому закалочных структур. Во время сварки их образование может привести к уменьшению стойкости от холодных и горячих трещин. При сильном перегреве понижаться устойчивость к хрупкому разрушению. Данный эффект вызван образованием увеличенного аустенитного зерна.
Наличие легирующих добавок, благоприятно оказывает влияние не только антикорроизийные свойства, но и на устойчивость к перегреву. Происходит увеличение ударной вязкости у границ образованного шва. Существенно увеличивается прочность сварочные места.
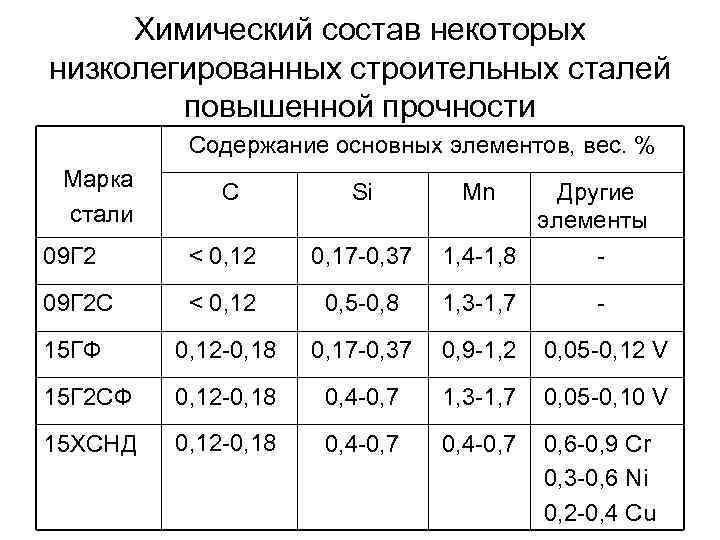
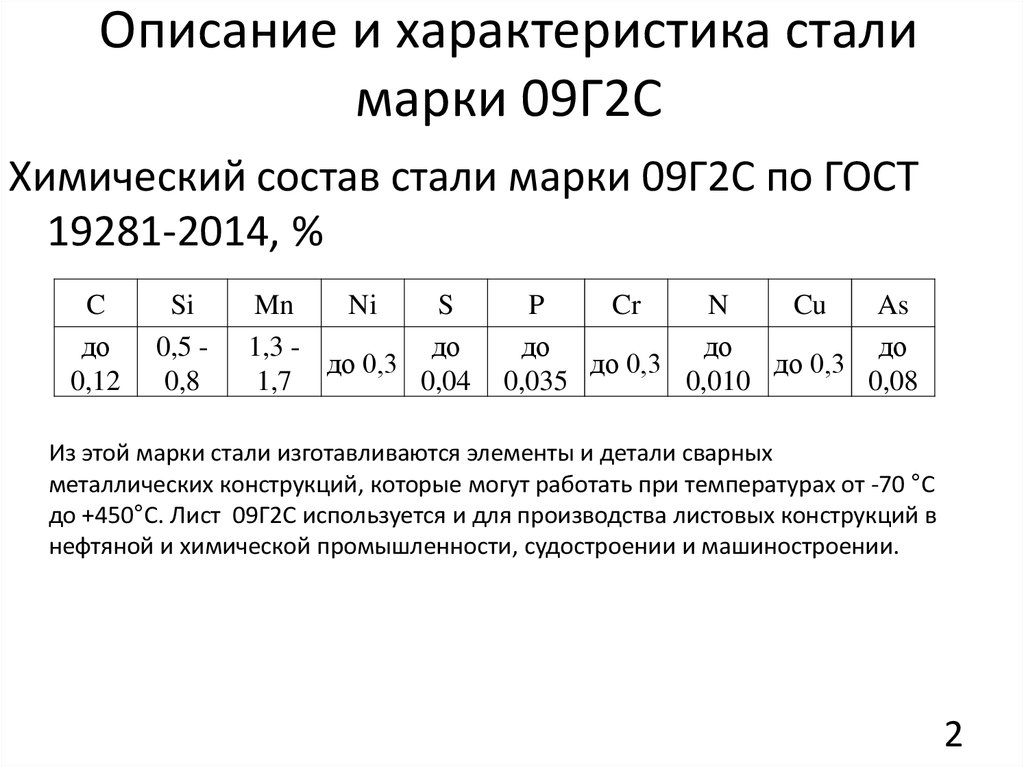
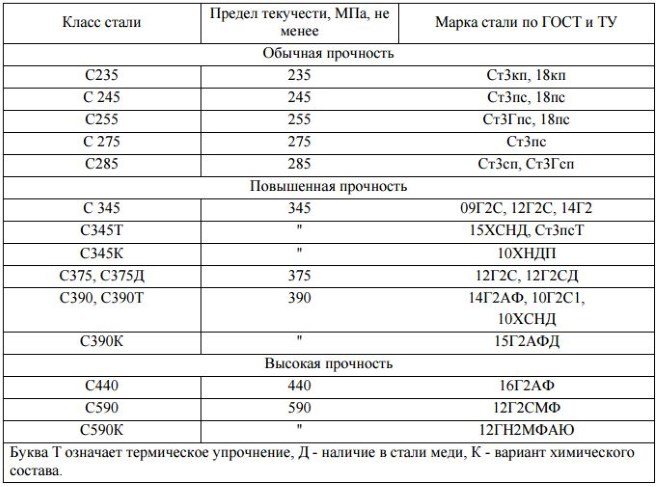
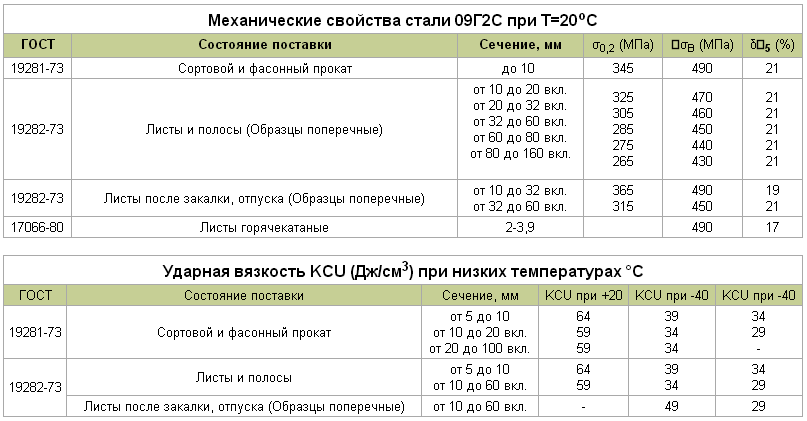
09Г2С — свойства
Состав сплава обеспечивает этому материалу следующие основные свойства:
- плотность 7,85 г/куб. см.;
- предел текучести, при нагреве до различных температур лежит в диапазоне от 255 до 155 МПа.
Детали из сплава 09Г2С могут быть сварены между собой любым известным видом сварки, используемым в промышленности. При этом нет необходимости в проведении каких-либо никаких дополнительных подготовительных операциях, например, предварительном подогреве места сварки.
Многолетний опыт показывает, что более высокое количество углерода приводит к образованию различных дефектов, например, пористости, непроварам. Более того, при выгорании углерода в структуре сварного шва образуются закаленные микроучастки и это приводит к снижению качества шва.
Среди многих достоинств этой стали можно назвать и то, что она не приобретает дополнительную хрупкость после отпуска. Кроме того, ее структура позволяет обеспечить устойчивость к излишнему нагреву и как следствие появлению трещин в районе сварного шва.
Для производства стали этой марки применяют несколько способов:
- мартеновский;
- электротермический;
- конверторный.
В качестве основного сырья применяют чугун. В соответствии с требованиями ГОСТ расплав оптимизируют, то есть:
- поднимают количество углерода;
- вводят легирующие компоненты.
Благодаря этим мероприятиям готовая продукция получает требуемые свойства.
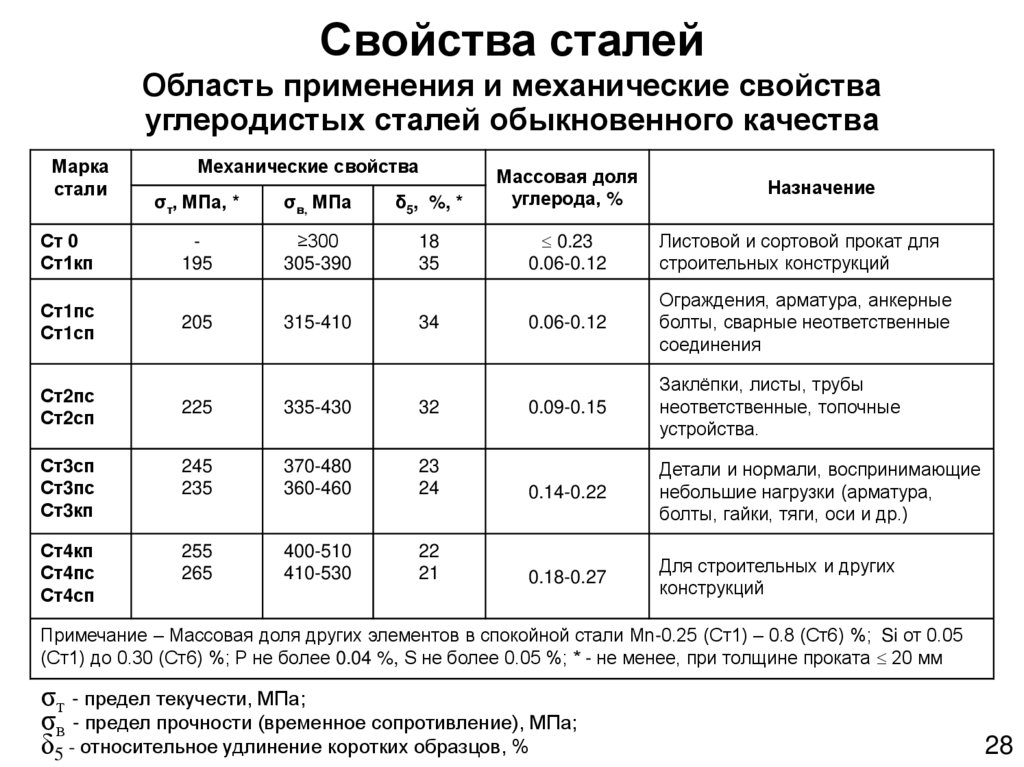
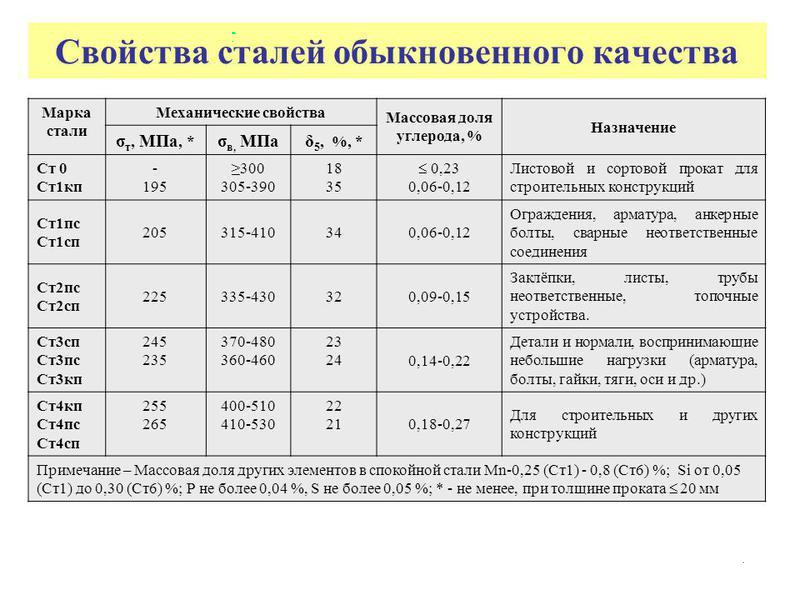
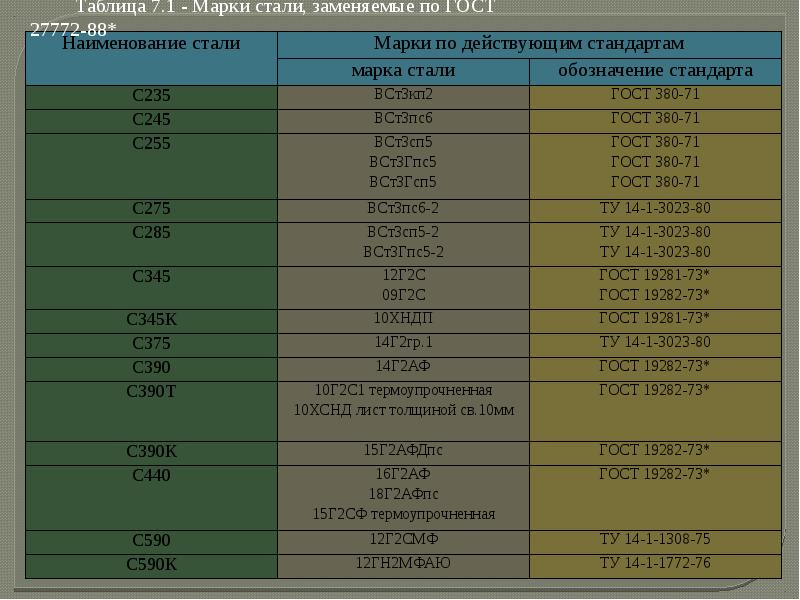
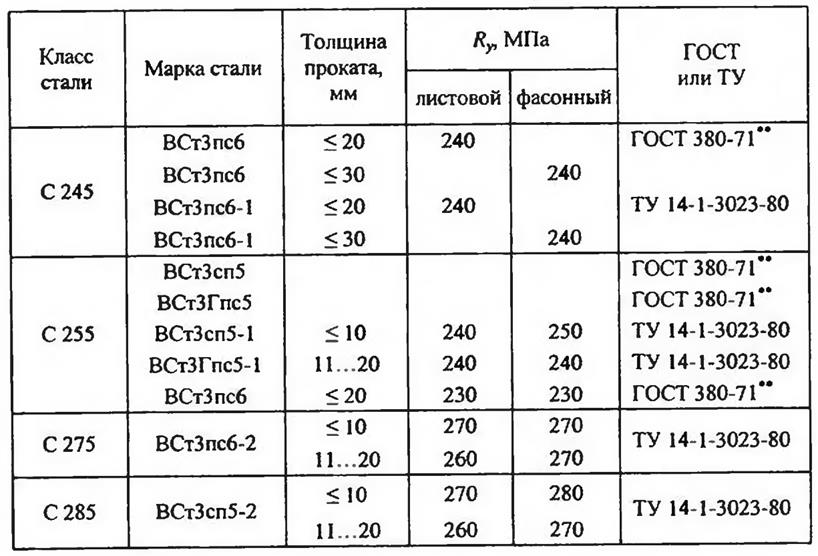
Характеристики стали СТ3
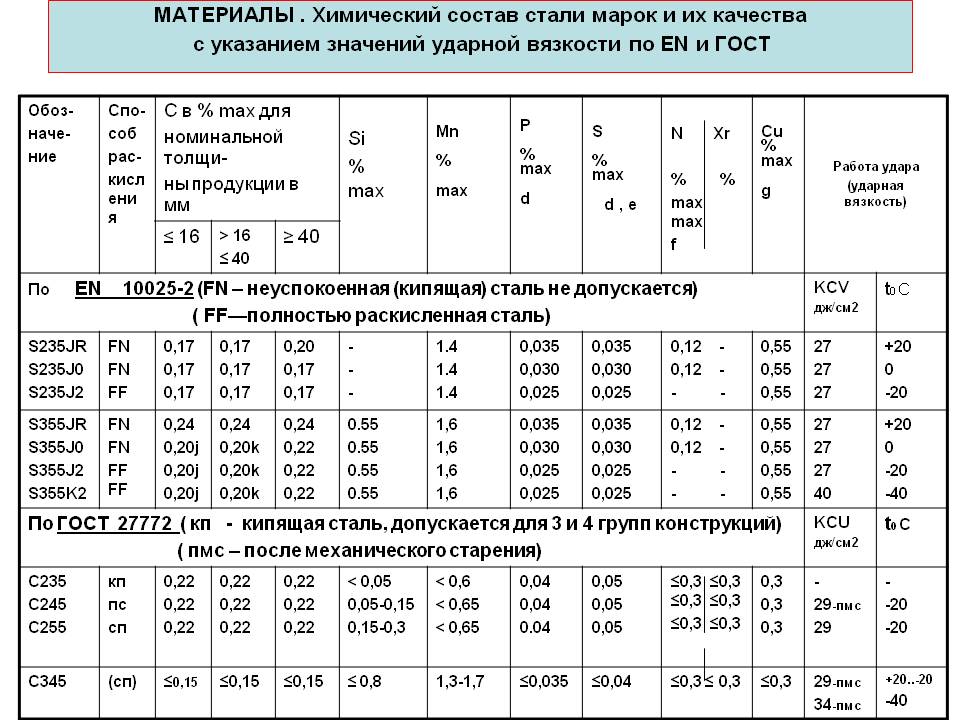
Все характеристики стали ст3 регулируют нормативы ГОСТ 380-71. В его состав может входить от 0,14 до 0,22% углерода. Сталь 3 имеет качественные свойства, которые определяются свариваемостью, механическими свойствами и коррозийной стойкостью. От механических характеристик зависит то, к какой группе относится сталь: высокопрочная, обычной или повышенной прочности.
Химический состав стали СТ3
| Марка стали | Массовая доля элементов, % | Углерод Марганец | Кремний |
| СТ3кп | 0,14-0,22 | 0,30-0,60 | Не более 0,5 |
| СТ3пс | 0,14-0,22 | 0,40-0,65 | 0,5-0,15 |
| СТ3сп | 0,14-0,22 | 0,40-0,65 | 0,15-0,30 |
| СТ3Гпс | 0,14-0,22 | 0,80-1,10 | не более 0,15 |
| СТ3Гсп | 0,14-0,20 | 0,80-1,10 | 0,15-0,30 |
Ударная вязкость проката из стали СТ3
| Марка стали* | Толщина проката | Ударная вязкость, ДЖ/см2, не менее | ||||
| KCU | KCV | |||||
| +20°С | -20°С | после механического старения | +20°С | 20°С | ||
| СТ3пс СТ3сп СТ3Гпс СТ3Гсп | 3,0-5,0 | — | 49 | 49 | — | 9,8 |
| 5,1-10,0 | 108 | 49 | 49 | 34 | — | |
| 10,1-26,0 | 98 | 29 | 29 | 34 | — | |
| 26,1-40,0 | 88 | — | — | — | — | |
| * Для стали СТ3кп ударная вязкость не нормируется |
Массовая доля элементов стали Ст3сп по ГОСТ 380-2005
| C (Углерод) | Si (Кремний) | Mn (Марганец) | P (Фосфор) | S (Сера) | Cr (Хром) | Ni (Никель) | Cu (Медь) | As (Мышьяк) | Fe (Железо) |
| 0,14 – 0,22 | 0,15 – 0,3 | 0,4 – 0,65 | < 0,05 | < 0,05 | < 0,3 | < 0,3 | < 0,3 | < 0,08 | остальное |
При мартеновской и конвертерной выплавке доля азота составляет 0,01%. Допускается увеличение N < 0,013% при условии снижения массовой доли P не менее, чем на 0,005% при каждом повышении массовой доли азота на 0,001%. ТУ 14-1-5283-94: по требованию потребителя P < 0,035, S < 0,04.
Сталь 13ХФА Москва и Московская область
Сталь имеет широкий спектр применения в машиностроении, производственной отрасли, строительстве, судостроении, авиастроении и многих других сферах промышленности. Существует множество марок сталей, большинство из них производятся на заказ, есть марки которые постоянно находятся на складе ввиду регулярного спроса. Компания Ресурс реализует сталь 13ХФА напрямую от производителя. При постоянном спросе мы готовы предложить взаимовыгодные условия поставки многих марок стали. В том числе и 13ХФА.
Выгодная цена на марку 13ХФА определяется минимальной наценкой и отсутствием посредников. Мы несем полную ответственность за поставленный материал и гарантируем качество поставки. Стоимость продукции определяется складскими и логистическими затратами, мы имеем возможность поставки стали напрямую с завода производителя, это дает возможность нашим клиентам вести стабильно свой бизнес.
Источник
Состав и характеристики металла
Характеристики стали марки 13ХФ ГОСТ 4543-71 следует рассматривать исходя из её состава и ключевых параметров.
Состав
По химическому составу она относится к категории углеродистых легированных сталей. В соответствии с установленным стандартом разрешается следующий состав компонентов. Как и в любой стали, основу составляет железо. В качестве добавок разрешается углерод – в количестве 1,25-1,4, кремния до 0,4. Легирующих добавок: марганца – не больше 0,45, хрома – до 0,7, никеля – до 0,35, ванадия более 0,25.



Физические свойства
Главные физические свойства соответствуют установленным ГОСТам и имеют следующие значения:
- показатель линейного увеличения меняется от 11,9 (ТКЛР?106 1/град) при температуре в 100 °С до 14,9 (ТКЛР?106 1/град) во время температурного повышения до 700 °С;
- модуль упругости около 2,1МПа при нормальной температуре, понижается до коэффициента 1,89МПа при 900 °С и более;
- плотность сплава не превышает 7680 кг/м 3 ;
- удельная теплоёмкость около 540 Дж/(кг?град);
- удельное электрическое сопротивление R?10 9 Ом.

Структура стали 13ХФА при закалке от 930 °С
Металл имеет ярко выраженную феррито-перлитную структуру. По большей части она содержит шарообразную форму, ориентированную по направлению вероятной деформации, что определяет её свойства.
Механичные свойства
Данные показатели 13ХФА устанавливается входящими в состав сплава элементами химии. Главные числовые характеристики, полученные при температуре в 20 °С имеют следующие значения:
- величина ударной вязкости составляет 196 кДж/м 2 ;
- возможный предел непродолжительной прочности находится в интервале от 502 до 686 МПа;
- реализуемый предел текучести находится в интервале от 353МПа до 519 МПа;
- самая большая величина относительного удлинения не превышает 25%.
Все приведенные свойства и характеристики соответствуют установленным требованиям ГОСТ для всех изделий из 13ХФА.

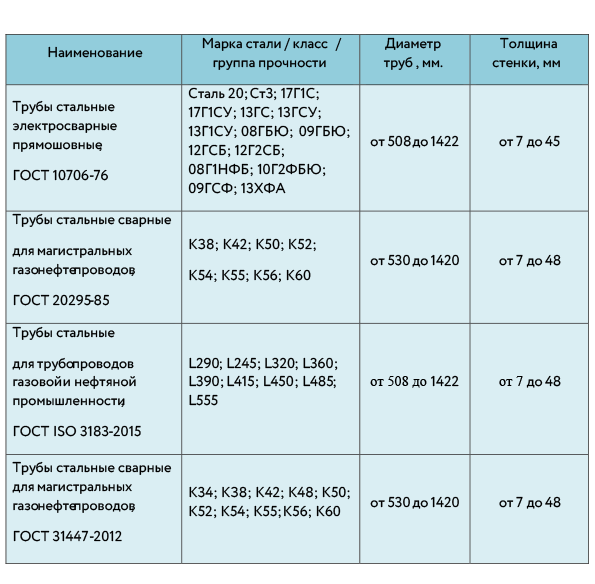
Труба бесшовная 325х8 мм 13хфа
13ХФА обладает определёнными плюсами, что дает возможность применять её с целью решения целого круга нестандартных задач. К подобным положительным качествам относятся:
- стойкость к продолжительному действию перепадов температур (от -60 °С до +40 °С);
- может держать очень большие наружные нагрузки физического плана (что говорит о хороших показателях прочности);
- очень большая износоустойчивость;
- все изделия обладают отличной свариваемостью;
- транспортируемые в середине подобных труб растворы могут разогреваться до 40 °С;
- трубы, которые сделаны из данного материала, могут выдержать внутреннее давление аж до 7,4 МПа;
- 13ХФА очень стойкая к появлению разного вида трещин (сульфидных или водородных).
Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Fe | Cu | N | Al | V | Mo | Zn | Sn | Sb | Pb | Bi | Nb |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| TУ 1383-010-48124013-03 | ≤0.15 | ≤0.005 | ≤0.018 | ≤0.7 | 0.5-0.7 | 0.17-0.37 | ≤0.3 | Остаток | ≤0.25 | ≤0.008 | 0.02-0.05 | 0.04-0.09 | – | ≤0.001 | ≤0.001 | ≤0.001 | ≤0.001 | ≤0.001 | – |
| TУ 1317-233-0147016-02 | 0.13-0.17 | ≤0.015 | ≤0.018 | 0.45-0.65 | 0.5-0.7 | 0.17-0.37 | ≤0.3 | Остаток | ≤0.25 | ≤0.008 | 0.02-0.05 | 0.04-0.09 | – | – | – | – | – | – | – |
| TУ 1317-006.1-593377520-2003 | 0.11-0.17 | ≤0.015 | ≤0.015 | 0.4-0.65 | 0.5-0.7 | 0.17-0.37 | ≤0.25 | Остаток | ≤0.25 | ≤0.008 | 0.02-0.05 | 0.04-0.09 | – | – | – | – | – | – | – |
| TУ 1319-369-00186619-2012 | 0.12-0.17 | ≤0.005 | ≤0.015 | 0.47-0.65 | 0.52-0.68 | 0.19-0.38 | ≤0.25 | Остаток | ≤0.3 | ≤0.01 | 0.02-0.05 | 0.04-0.07 | – | – | – | – | – | – | – |
| TУ 1381-116-00186654-2013 | ≤0.13 | ≤0.005 | ≤0.015 | ≤0.7 | 0.5-1 | 0.17-0.4 | ≤0.3 | Остаток | ≤0.3 | ≤0.01 | 0.02-0.05 | 0.04-0.1 | ≤0.3 | – | – | – | – | – | ≤0.04 |
Fe – основа.
По ТУ 1383-010-48124013-03 химический состав приведен для стали марки 13ХФА. Для обеспечения мелкозернистости и связывания азота в нитриды и карбонитриды допускается введение титана и ниобия не более 0,030 % и 0,040 % соответственно. Для глобуляризации неметаллических включений сталь раскисляется силикокальцием или церием. Суммарное содержание Nb+V+Ni ≤ 0,15 %.
По TУ 1317-006.1-593377520-2003 химический состав приведен для стали марки 13ХФА. Массовая доля водорода в стали в металле трубы не должна превышать 1,0 ppm (2,0 ppm – в ковшевой пробе). Допускается введение ниобия и титана из расчета получения массовой доли до 0,030 % и 0,010 % соответственно. В раскисленную сталь для глобуляризации сульфидных включений вводят кальций (силикокальций) или церий из расчета получения массовой доли 0,050 %.
По ТУ 1381-116-00186654-2013 химический состав приведен для стали марки 13ХФА. Массовая доля кальция в стали должна быть не более 0,0050% (50ppm). Для глобуляризации включений сталь обрабатывается кальцийсодержащими материалами. Допускается легирование стали РЗМ. Соотношение Ca/S не менее 1, допускается отклонение от регламентированного соотношения Ca/S при условии обеспечения соответствия требований ТУ по коррозионным характеристикам. Допускается добавка титана из расчета получения массовой доли в стали не более 0,030 %. Сталь должна быть подвергнута вакуумной дегазации: массовая доля водорода в жидкой стали после дегазации должна быть не более 2,5ppm. Массовая доля водорода принимается по документу о качестве листового проката. При содержании водорода более 2,5ppm слябы должны подвергаться противофлокеновой обработке (ПФО) в отапливаемых или неотапливаемых кольцах. Массовая доля Nb+V не более 0,15 %. Допускаемые отклонения по химическому составу: по углероду +0,010%, по марганцу +0,020%, по кремнию ±0,050%, по сере +0,0010%, по фосфору +0,0030%, по алюминию +0,010%, по меди +0,050%, по никелю +0,050, по хрому ±0,050%, по ванадию +0,020%, по азоту +0,0010%. Значение углеродного эквивалента не должны превышать 0,43, а параметра стойкости против растрескивания Рcm не должны превышать 0,24.
По ТУ 1319-369-00186619-2012 химический состав приведен для стали марки 13ХФА по ковшевой пробе. Сталь должна подвергаться модифицирующей обработке сплавами кальция и (или) редкоземельными элементами (церием и др.). В случае использования модифицирующего элемента только кальция, отношение массовой доли кальция к массовой доле серы в стали должно быть не менее 1,0. Общая массовая доля кальция не более 0,0060 %. Содержание водорода в жидкой стали должно быть не более 2,5 ppm. Допускается введение в сталь титана, ниобия и других карбонитридообразующих элементов. Суммарная массовая доля титана, ниобия и ванадия должна быть не более 0,15 %. Величина углеродного эквивалента не должна быть более 0,40 % для труб с толщиной стенки менее 14 мм, и не более 0,43 % для труб с толщиной стенки 14 мм и более.
Характеристика стали марки 13ХФА
13ХФА — Конструкционная легированная повышенной коррозионной стойкости и хладостойкости сталь. Трубы отличаются от нефтегазопроводных труб обычного исполнения по ГОСТ 8731, ГОСТ 8732, повышенной хладостойкостью, повышенной стойкостью к общей и язвенной коррозии, стойкостью к сульфидному коррозионному растрескиванию и образованию водородных трещин. Сваривается с ограничениями, способы сварки: РДС, АДС под флюсом.
Нашла свое применение для изготовления трубной заготовки и труб бесшовных горячедеформированных нефтегазопроводных повышенной коррозионной стойкости и хладостойкости, предназначенные для использования в системах транспортирующих газ, системах нефтегазопроводов, технологических промысловых трубопроводов, транспортирующих нефть и нефтепродукты, а также в системах поддержания пластового давления в условиях северной климатической зоны при температуре окружающей среды от -60°С до +40°С, температурой транспортируемых сред от +5°С до +40°С и рабочим давлением до 7,4 МПа; бесшовных горячедеформированных труб повышенной коррозионной стойкости и хладостойкости (ст.13ХФА), с наружным диаметром от 60 до 426 мм класса прочности не менее К52, для внутрипромысловых трубопроводов, транспортирующих продукцию нефтяных скважин (газопроводов и напорных нефтепроводов при давлении до 4,6 МПа); для изготовления электросварных экспандированных прямошовных труб повышенной коррозионной стойкости и хладостойкости, применяемых для газопроводов, технологических и промысловых трубопроводов на рабочее давление до 7,4 МПа транспортирующих нефть и нефтепродукты, для трубопроводов поддержания пластового давления в любых климатических зонах..
Сталь 13ХФА конструкционная легированная
Расшифровка стали 13ХФА
- Согласно ГОСТ 4543-2016 цифра перед буквенным обозначением указывает среднюю массовую долю углерода (С) в стали в сотых долях процента, т.е. среднее содержание углерода в стали 13ХФА равно 0,13%.
- Буква Х означает, что сталь легирована хромом, а отсутствие цифр за буквой указывает, что содержание хрома в стали не превышает 1,5%.
- Буква Ф означает, что сталь легирована ванадием, а отсутствие цифр за буквой указывает, что содержание ванадия в стали не превышает 1,5%.
- Буква А указывает на то, что сталь является высококачественной, т.е. с повышенными требованиями к химическому составу и макроструктуре металлопродукции из нее по сравнению с качественной сталью.
Характеристики и назначение
Сталь 13ХФА является конструкционной легированной высококачественной сталью и относится к группе хромованадиевых сталей.
Химический состав, % (ГОСТ 4543-2016)
| Марка стали | Массовая доля элементов, % | |||||||||
| С | Si | Mn | Cr | Ni | Mo | Al | Ti | V | B | |
| 13ХФА | 0,11-0,17 | 0,17-0,37 | 0,40-0,65 | 0,50-0,70 | — | — | 0,020-0,060 | — | 0,04-0,09 | — |
ПРИМЕЧАНИЕ. Знак «-» означает, что массовую долю данного элемента не нормируют и не контролируют, если иное не указано в 7.1.2.3 ГОСТ 4543-2016.
Твердость по Бринеллю (ГОСТ 4543-2016)
Твердость по Бринеллю металлопродукции в отожженном (ОТ) или высокоотпущенном (ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим высоким отпуском (Н+ВО), диаметром или толщиной свыше 5 мм должна соответствовать нормам, указанным в таблице ниже.
| Марка стали | Твердость НВ,не более |
| 13ХФА | + |
ПРИМЕЧАНИЕ. Знак «+» означает, что контроль твердости проводят для накопления статистических данных, результаты контроля заносят в документ о качестве.
Источник статьи: http://enginiger.ru/materials/konstruktsionnaya-legirovannaya/stal-13hfa-konstruktsionnaya-legirovannaya/
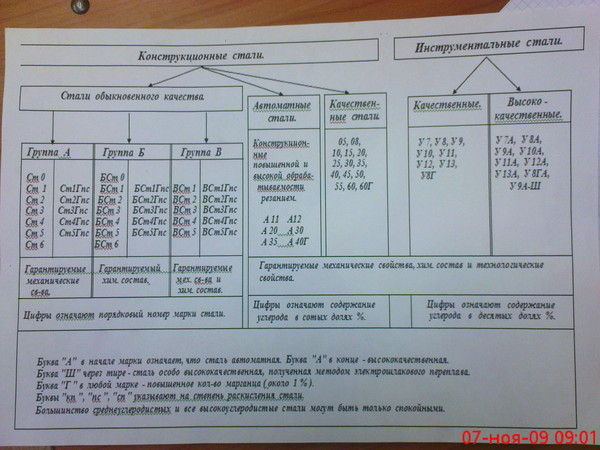
Характеристика стали марки Ст0

Ст0 — Сталь конструкционная углеродистая обыкновенного качества, хорошо сваривается, сварка осуществляется без подогрева и без последующей термообработки, способы сварки: ручная дуговая сварка, автоматическая дуговая сварка под флюсом и газовой защитой, КТС, ЭШС.
Способы сварки стали 0:
- ручная дуговая сварка
- ручная аргонодуговая сварка
- автоматическая сварка под флюсом
- механизированная сварка плавящимся электродом в среде углекислого газа
- электрошлаковая сварка
- контактная сварка
Для сварки толщиной более 36 миллиметров рекомендуется подогрев и последующая термообработка, не склонна к флокеночувствительности, склонность к отпускной хрупкости отсутствует. Обрабатываемость резанием в горячекатаном состоянии при НВ 103-107 и σв=460 МПа, Kυ тв.спл. = 2,1 и Kυ б.ст. = 1,65, нашла свое применение в несущих элементах сварных и несварных конструкций и деталей, работающих при положительных температурах, активно используется в общестроительных решениях. Из данной марки стали выпускают детали и части грузовых вагонов, опор ЛЭП, экскаваторов и лесозаготовительной техники, морских сооружений, автомобильных мостов, строительных конструкций, нефтяных и газовых платформ. Ковку производят при температурном режиме от 1300 до 700 0С, охлаждение производят на воздухе.
Область применения 13ХФА
Металл марки 13ХФА ГОСТ 4543-71 применяется для производства труб по так называемой бесшовной технологии. Сохранением своих механических и физических свойств даже при длительном воздействии, как высоких, так и низких температур. Такие трубы выпускаются длиной от 4 метров до 12,5 метров. В качестве дополнительной продукции производят различные виды трубных заготовок, широкий набор арматуры для соединений (трубные переходы, наконечники, фланцы и так далее).
Вся производимая продукция в основном используется в нефтяной и газовой промышленности.
Бесшовные нефтегазовые трубы 13хфа
В этих отраслях подобные изделия используют:
- в транспортных системах для перекачки нефти и газа;
- в технологических трубопроводах на буровых вышках и добывающих скважинах;
- входит в состав оборудования для поддерживания необходимого пластового давления, особенно в районах с очень низкой температурой. Особенно в регионах с температурой до -60 °С;
- на добывающих и транспортных системах в районе с жарким климатом, до +40 °С;
- в транспортных системах, внутри которых транспортируемые компоненты могут прогреваться до 40 °С. С рабочим давлением внутри трубы вплоть до 7,4 МПа.
- в трубопроводах внутри добывающих систем для доставки сырой нефти из глубины скважин.
https://youtube.com/watch?v=4JT_klZxHtw

Отечественными аналогами стали 13ХФА в соответствии с установленными стандартами являются 15ХФА, 20ХФА и 09СФА. Прямых аналогов марок иностранного производства, которые бы соответствовали стали 13ХФА, найти достаточно проблематично. Поэтому сравнение производят по классу прочности. У 13ХФА он равен К52.
Источник статьи: http://stankiexpert.ru/spravochnik/materialovedenie/stal-13khfa-konstrukcionnaya-legirovannaya.html
Сталь 13ХФА конструкционная легированная
Сталь 13ХФА классифицируют как конструкционная с высокой стойкостью к коррозии, устойчивая к низким температурам легированная. Иногда в технической документации можно встретить обозначение 13ХФ. Это одна и та же марка. Сокращённое наименование вызвано особенностями расшифровки стали.
Как и для других марок, первое двузначное число указывает на допустимое содержание углерода. Последующие заглавные буквы. Позволяют определить наличие легирующих элементов. В нашем случае основными легирующими добавками является хром (о чем свидетельствует буква Х) и ванадий (буква Ф). Добавление заглавной буквы А свидетельствует о том, что такой сплав относится к категории высококачественных марок.
Сталь 13ХФА
Состав и характеристики металла
Характеристики стали марки 13ХФ ГОСТ 4543-71 следует рассматривать исходя из её состава и основных свойств.
Скачать ГОСТ 4543-71
Химический состав
По химическому составу она относится к категории углеродистых легированных сталей. В соответствие с установленным стандартом допускается следующий состав элементов. Как и в любой стали, основу составляет железо. В качестве добавок допускается углерод – в количестве 1,25-1,4, кремния до 0,4. Легирующих добавок: марганца – не более 0,45, хрома – до 0,7, никеля – до 0,35, ванадия более 0,25.
Заключение
Сталь марки 09г2с относится к числу наиболее востребованных металлов, с применением которых изготавливают самые разнообразные виды профильных трубных изделий. Обладая оптимальным составом, она может выступать подходящим сырьем для самых разнообразных изделий, а также конструкций и сооружений, находящих применение во многих сферах человеческой жизнедеятельности. Во многом именно преимущества, характерные для этой стали, сделали ее востребованным материалом.
Однако, невзирая на все ее положительные качества, важным моментом является то, что изделия из этого металла должы быть выполнены в соответствии с требованиями технологии. Учитывая, что в ней закладываются высокие характеристики прочности к механическим воздействиям, а также воздействиям термического характера, ошибки в производственном процессе недопустимы. В противном случае использование подобных конструкций может в скором времени привести к возникновению аварийных ситуаций.





