

Состав и характеристики металла
Химический состав
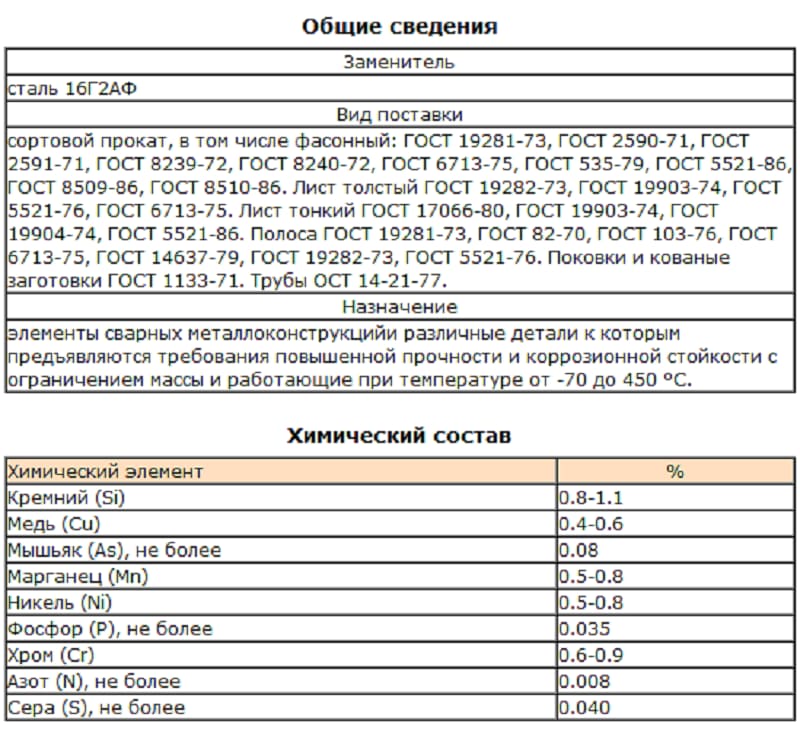
Эта марка стали относится к категории низкоуглеродистых сталей. Государственный стандарт определяет следующий химический состав сплава. Она состоит из 96% железа, 0,12% углерода, около 1% хрома, на такие элементы как медь, кремний, марганец и никель приходится по 0,8%. Такой состав стали 10ХСНД соответствует ГОСТ.
Химический состав марки 10ХСНД
Физические свойства
Основные физические свойства соответствуют установленным гостам и имеют следующие значения:
- коэффициент линейного расширения составляет 40 Вт/(м×град);
- модуль упругости от 1,97 МПа при температуре 100 °С, понижается до коэффициента 1,25 МПа при температуре 900 °С и более;
- плотность сплава около 7800 кг/м3;
- удельная теплоёмкость около 500 Дж/(кг×град);
- удельное электрическое сопротивление R×109 Ом.
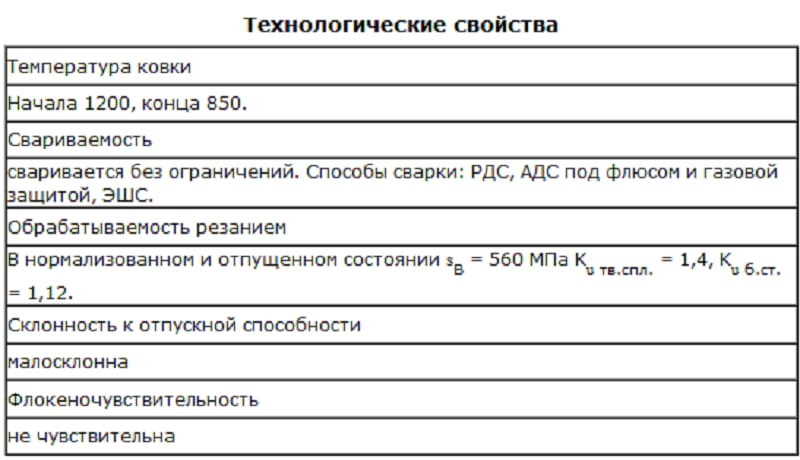
Технологические свойства стали 10ХСНД
Механические свойства
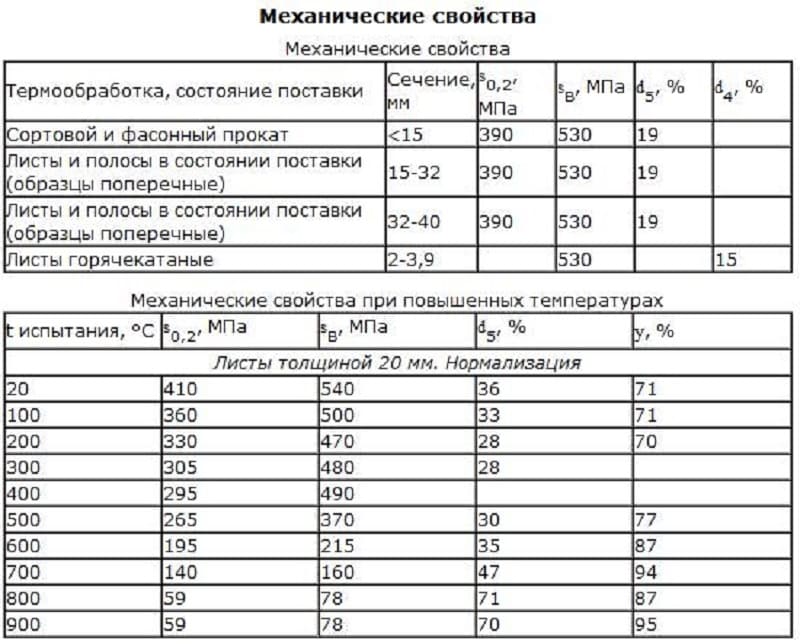
Механические свойства стали 10ХСНД определяется входящими в состав сплава химическими элементами. Основные механические свойства при температуре в 20 °С находятся в пределах следующих значений:
- ударная вязкость KCU равна 290 кДж/м2;
- предел кратковременной прочности находится в интервале от 510 до 685 МПа;
- предел текучести равен 390 МПа;
- относительное удлинение достигает 19%.
Механические свойства марки 10ХСНД
Все приведенные характеристики удовлетворяют требованиям, установленным ГОСТ для всего сортамента стали 10ХСНД .
К достоинствам стали 10ХСНД можно отнести:
- устойчивость к длительному воздействию высоких и низких температур;
- хорошие показатели прочности;
- высокая износоустойчивость;
- отличная свариваемость.
Поставка сталь 10
Поставляется в виде сортового проката, в том числе и фасонного по регламенту ГОСТ 2590-88 Прокат стальной горячекатаный круглый, ГОСТ 2591-88 Прокат стальной горячекатаный квадратный, ГОСТ 8239-89 Двутавры стальные горячекатаные, ГОСТ 19771-93 Уголки стальные гнутые равнополочные, ГОСТ 19772-93 Уголки стальные гнутые неравнополочные, ГОСТ 8278-83 Швеллеры стальные гнутые равнополочные, ГОСТ 8281-80 Швеллеры стальные гнутые неравнополочные, ГОСТ 8283-93 Профили стальные гнутые корытные равнополочные, ГОСТ 380-94 Сталь углеродистая обыкновенного качества, ГОСТ 8509-93 Уголоки стальные горячекатаные равнополочные, ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные, ГОСТ 8240-97 Швеллеры стальные горячекатаные, ГОСТ 535-88 Прокат сортовой и фасонный из углеродистой стали обыкновенного качества, ГОСТ 2879-88 Прокат стальной горячекатаный шестигранный, ГОСТ 19903-2015 Прокат листовой горячекатанный, ГОСТ 19904-90 Прокат листовой холоднокатанный, ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения, ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали, ГОСТ 103-76 Полоса стальная горячекатаная, ГОСТ 82-70 Прокат стальной горячекатаный широкополосный универсальный, ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения, ГОСТ 17305-71 Проволока из углеродистой конструкционной стали, ГОСТ 10705-80 Трубы стальные электросварные, ГОСТ 10706-76 Трубы стальные электростварные прямошовные, ГОСТ 3262-75 Трубы стальные водогазопроводные.
| Сортовой и фасонный прокат | ГОСТ 8510-86; ГОСТ 8239-89; ГОСТ 10551-75; ГОСТ 8240-97; ГОСТ 2879-2006; ГОСТ 2591-2006; ГОСТ 2590-2006; ГОСТ 8509-93; ГОСТ 1133-71; ГОСТ 11474-76; ГОСТ 9234-74; |
| Листы и полосы | ГОСТ 6765-75; ГОСТ 14918-80; ГОСТ 19903-74; ГОСТ 82-70; ГОСТ 16523-97; ГОСТ 103-2006; |
| Ленты | ГОСТ 3560-73; |
| Сортовой и фасонный прокат | ГОСТ 7417-75; ГОСТ 8560-78; ГОСТ 8559-75; ГОСТ 1050-88; ГОСТ 1051-73; ГОСТ 14955-77; ГОСТ 10702-78; |
| Листы и полосы | ГОСТ 4405-75; ГОСТ 10885-85; ГОСТ 1577-93; ГОСТ 4041-71; |
| Ленты | ГОСТ 19851-74; ГОСТ 10234-77; ГОСТ 503-81; |
| Трубы стальные и соединительные части к ним | ГОСТ 22786-77; ГОСТ 8638-57; ГОСТ 8645-68; ГОСТ 53383-2009; ГОСТ 24950-81; ГОСТ 6856-54; ГОСТ 30564-98; ГОСТ 30563-98; ГОСТ 8646-68; ГОСТ 23270-89; ГОСТ 8644-68; ГОСТ 11249-80; ГОСТ 20295-85; ГОСТ 5005-82; ГОСТ 8642-68; ГОСТ 10707-80; ГОСТ 1060-83; ГОСТ 550-75; ГОСТ 8639-82; ГОСТ 8731-87; ГОСТ 8732-78; ГОСТ 8733-74; ГОСТ 8734-75; ГОСТ 12132-66; ГОСТ 9567-75; ГОСТ 3262-75; ГОСТ 14162-79; ГОСТ 13663-86; ГОСТ 10705-80; ГОСТ 10704-91; ГОСТ 5654-76; |
| Проволока стальная низкоуглеродистая | ГОСТ 5663-79; ГОСТ 1526-81; ГОСТ 792-67; ГОСТ 5437-85; |
| Проволока стальная средне- и высокоуглеродистая | ГОСТ 17305-91; ГОСТ 9389-75; ГОСТ 7372-79; ГОСТ 26366-84; ГОСТ 3920-70; ГОСТ 9850-72; |
| Сетки металлические | ГОСТ 9074-85; |
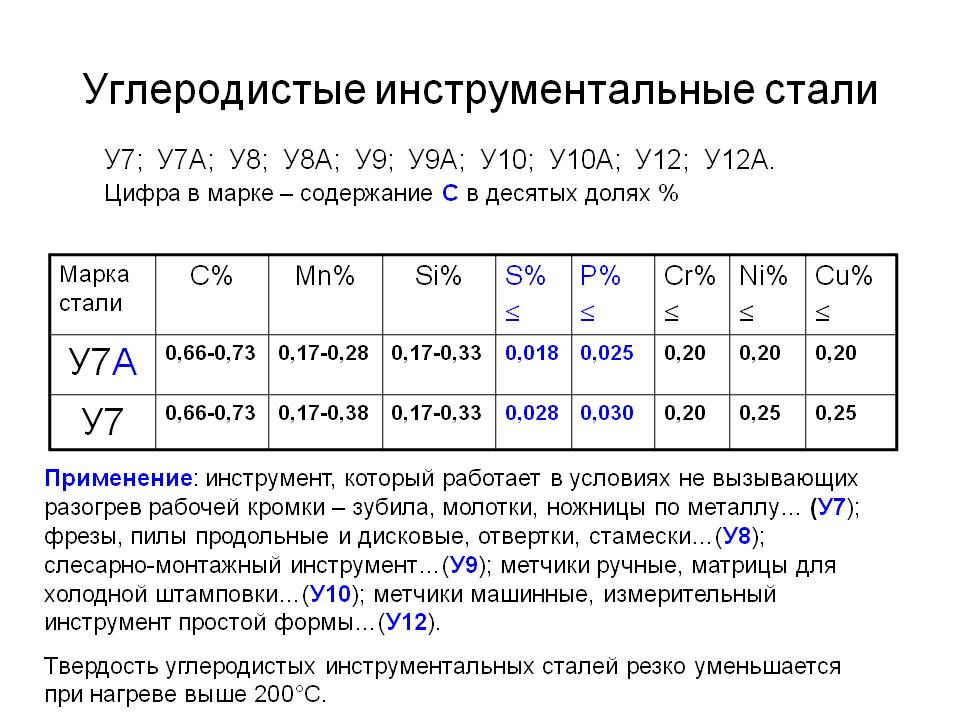
Стали углеродистые инструментальные
Из инструментальных углеродистых сталей получают горячекатаную, кованую и калиброванную сталь, сталь серебрянку, сталь для сердечников, а также слитки, листы, ленту, проволоку и другую продукцию. Из этих сталей изготовляют режущий инструмент для обработки металлов, дерева и пластмасс, измерительный инструмент, штампы для холодного деформирования.
Теплостойкость инструментальных углеродистых сталей не превышает 200°С, при нагревании выше этой температуры они теряют свою твердость, а следовательно режущие свойства и износостойкость.
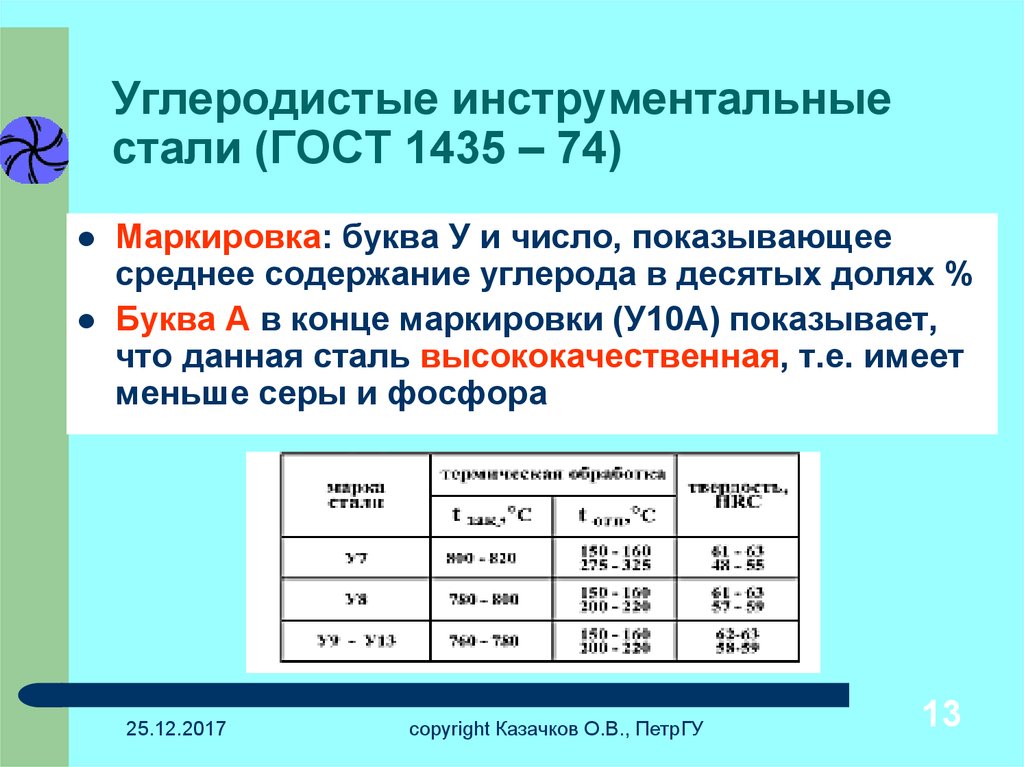
Инструментальные углеродистые стали условно можно разделить на две группы (ГОСТ 1435-99): качественные стали У7, У8, У8Г, У9, У10, У11, У12 и У13 и высококачественные марок У7А, У8А, У8ГА, У9А, У10А, У НА, У12А и У13А.
В качественных инструментальных углеродистых сталях допускается содержание 0,03% серы и 0,035% фосфора, в высококачественных – 0,02% серы и 0,03% фосфора. Стали, полученные методом электрошлакового переплава, содержат до 0,015% серы. В зависимости от содержания хрома, никеля и меди инструментальные углеродистые стали подразделяются на пять групп: 1-я – качественные стали всех марок, предназначенные для изготовления продукции всех видов (кроме патенти- рованной проволоки и ленты); 2-я – высококачественные стали всех марок, предназначенные для тех же целей, что и стали первой группы; 3-я – стали марок У10А и У12А для изготовления сердечников; 4-я – стали всех марок для производства патентированной проволоки и ленты; 5-я – стали марок У7÷У13 для изготовления горяче- и холоднокатаных листов и лент, в том числе термически обработанных толщиной до 2,5 мм (кроме патентированной ленты), а также стали этих марок для производства горячекатаной и кованой сортовой стали и холоднотянутой шлифованной стали (серебрянки).
Инструментальная сталь должна обладать высокой твердостью (63÷64 HRC3), значительно превышающей твердость обрабатываемого материала, износостойкостью и теплостойкостью (способностью сохранять свойства при высоких температурах).
Измерительный инструмент, изготовленный из такой стали, должен быть прочным (ав = 590÷640 МПа), длительное время сохранять заданные размеры и форму. Рабочие детали штампов и накатных роликов для холодного деформирования (вытяжки, гибки, высадки, пробивки отверстий, накатки, раскатки), сделанные из этой стали, должны иметь высокую твердость, обладать износостойкостью при достаточной вязкости. Все это достигается путем закалки с отпуском, а для измерительного инструмента и за счет искусственного старения. В табл. 12 приведены свойства углеродистой инструментальной стали, в табл. 13- примерное назначение инструментальной углеродистой стали.
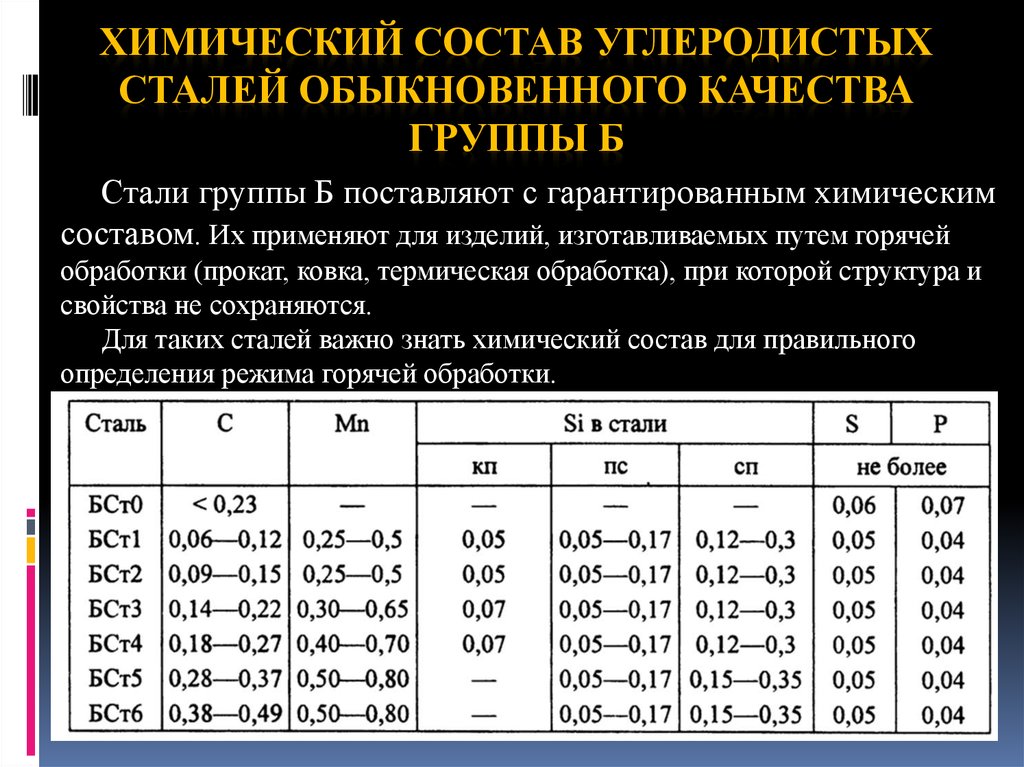
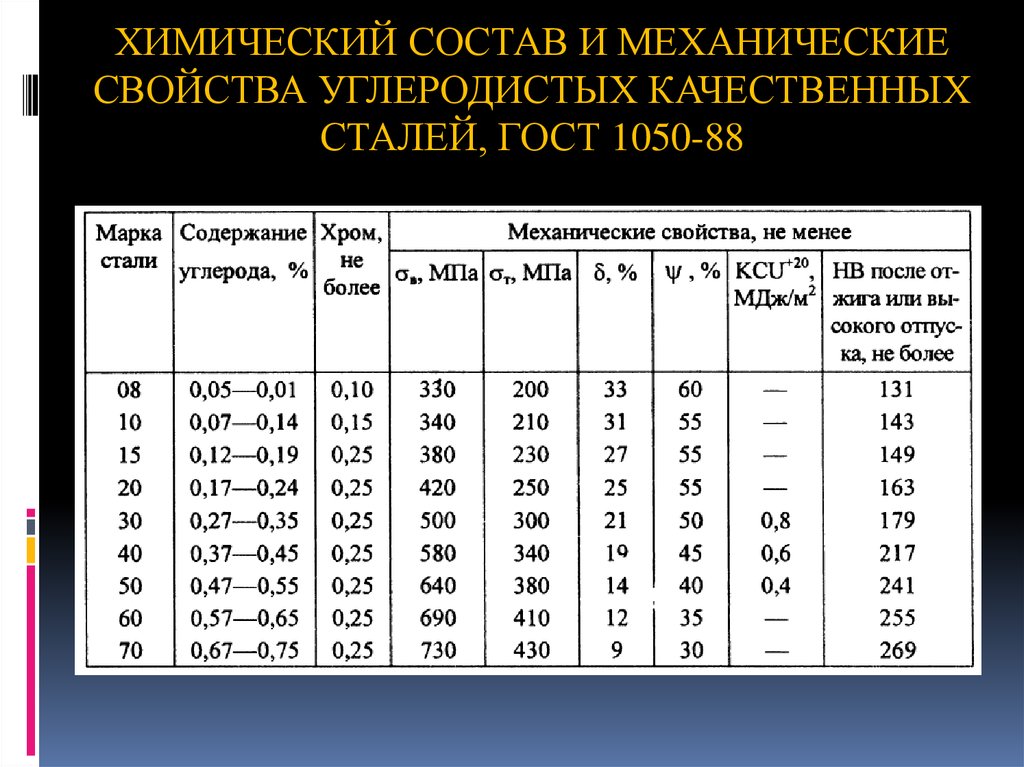

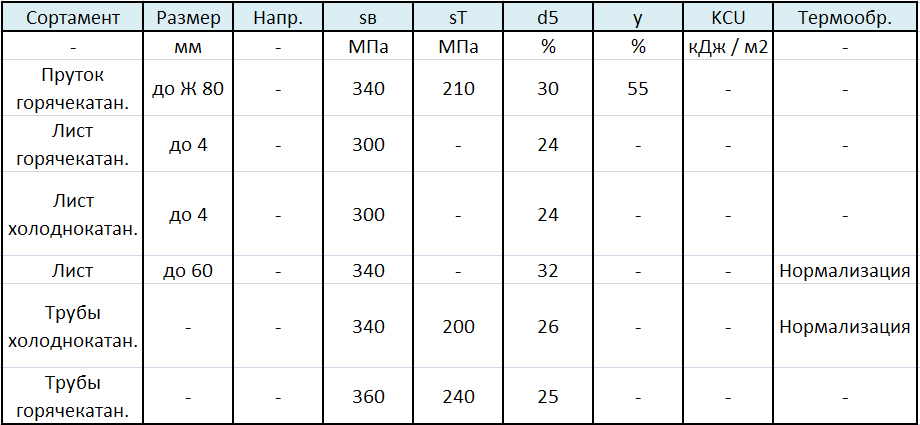
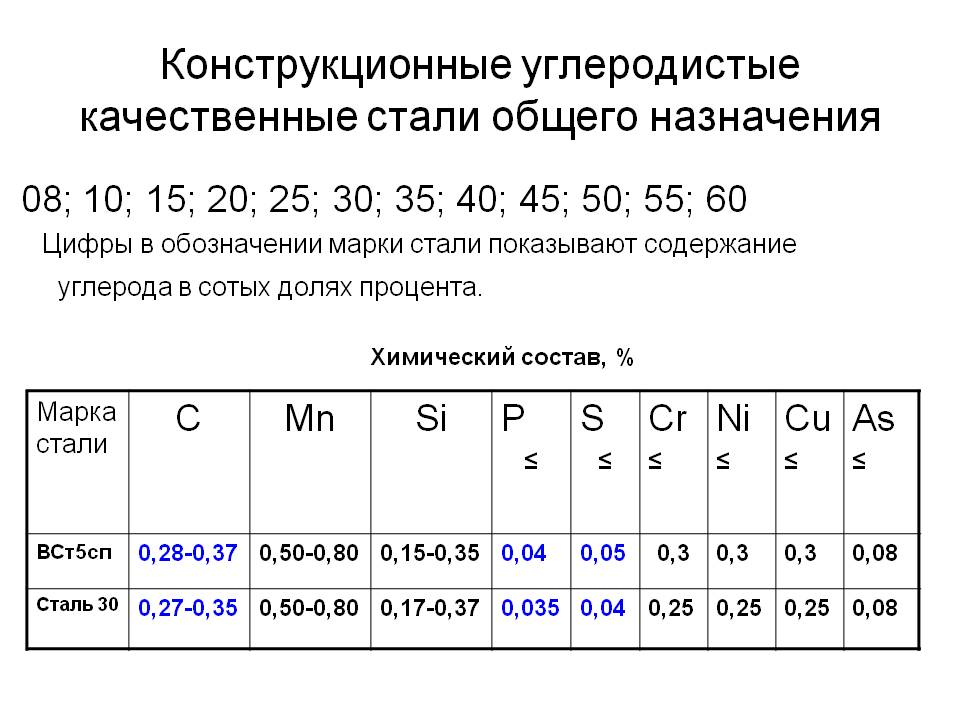
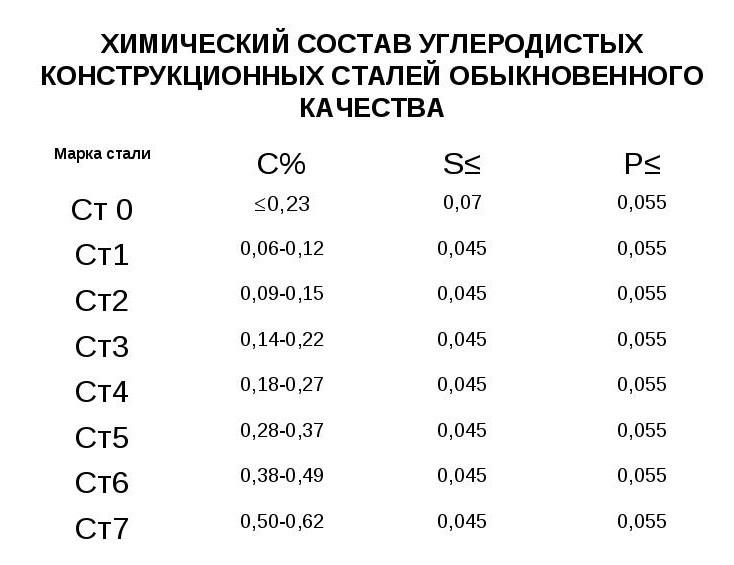
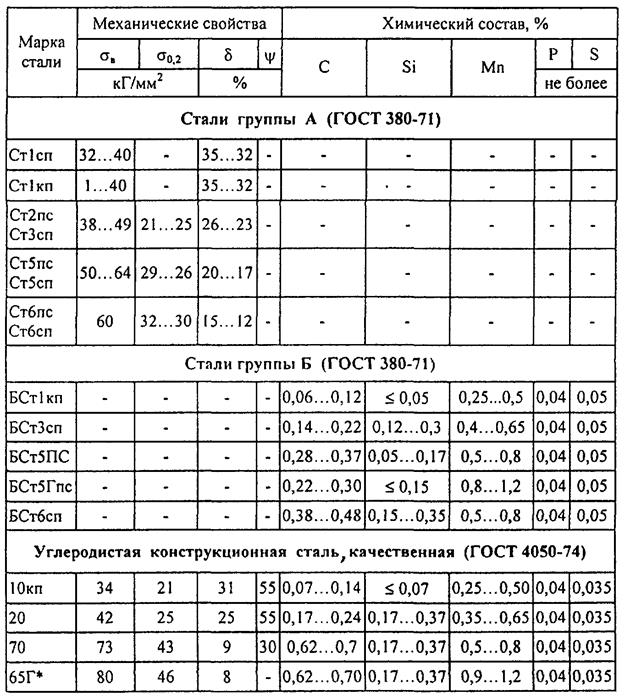

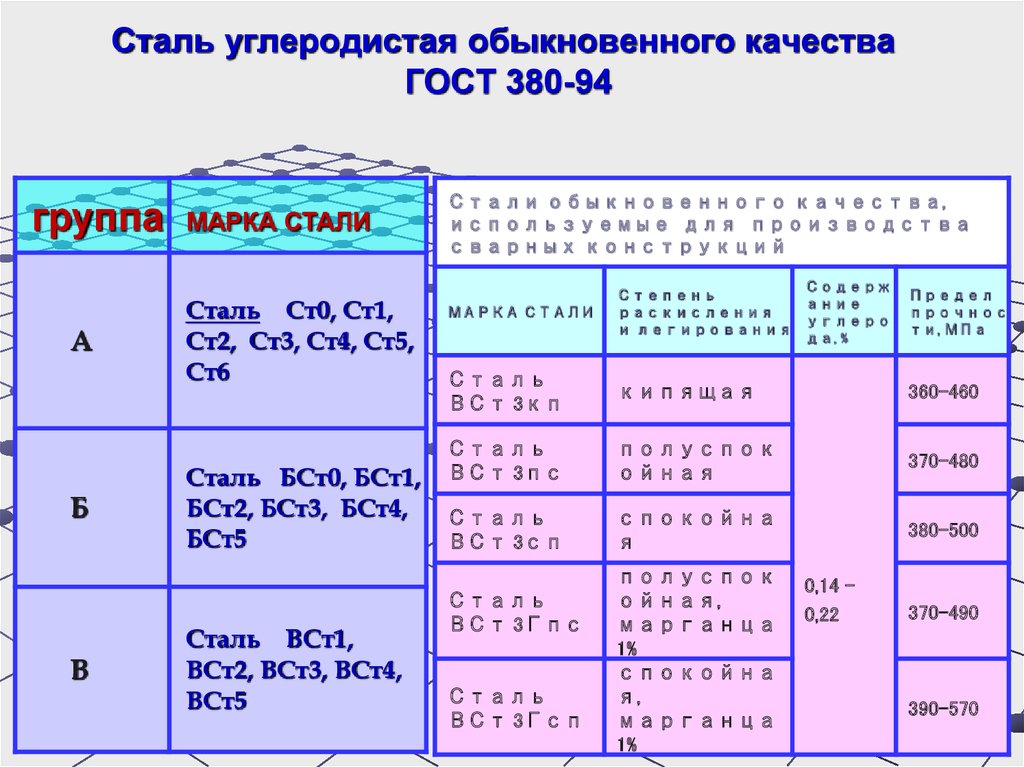
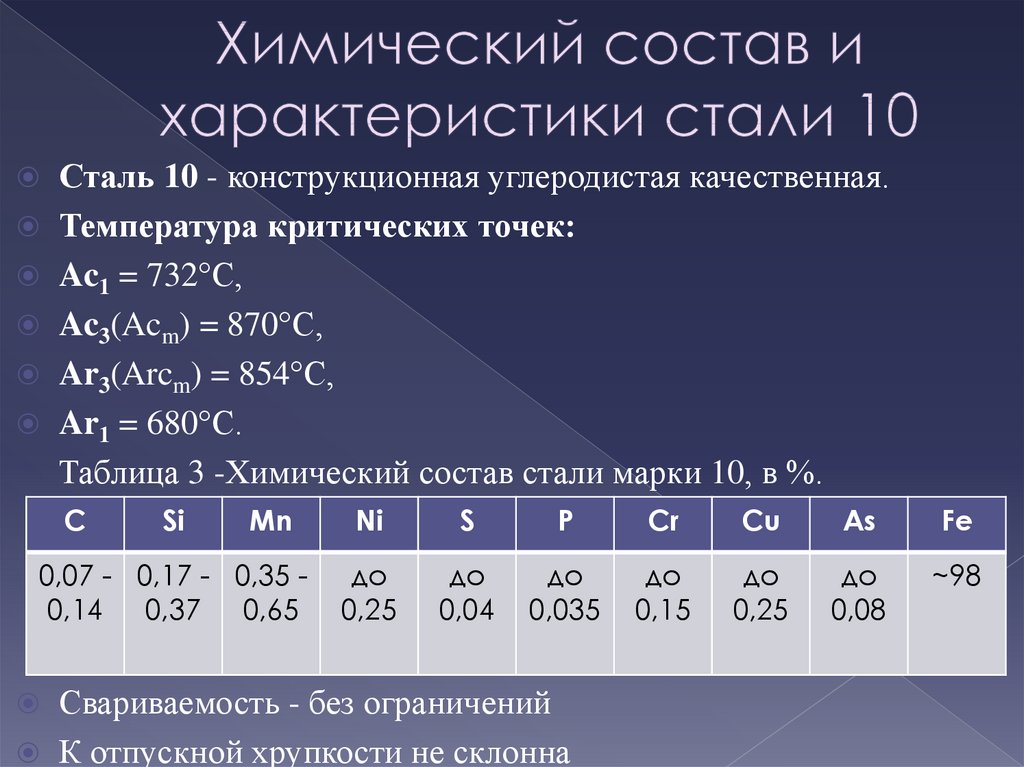
Таблица 12. Свойства стали углеродистой инструментальной (ГОСТ 1435 — 74)
| Марка стали | Механические свойства | ||||
| σт | σв МПа | δ, % | Дж/см3 | HRС | |
| У7А | 630 | 21 | – | 63 | |
| У8А | – | 590 | – | – | 63 |
| У10А | – | 590 | 23 | – | 63 |
| УНА | – | – | – | – | 63 |
| У12А | – | 640 | 28 | – | 64 |
| У13А | – | – | – | – | 64 |
Таблица 13. Примерное назначение стали углеродистой инструментальной
| Марка стали | Назаначение |
| У9 | Деревообрабатывающий режущий инструмент (сверла, фрезы, ножи) и ножовочные полотна для обработки стали |
| У10, У11 и У12 | Металлорежущий инструмент (фасонные резцы, сверла, метчики, плашки, развертки, фрезы, напильники и ходовые винты прецизионных станков) |
| У13 | Бритвенные ножи, лезвийный хирургический инструмент и напильники |
| У7 и У8 | Слесарные молотки, зубила, губки тисков, шаблоны, скобы |
| У8, У9 и У10 | Детали микрометрического инструмента, гладкие и резьбовые калибры, цанги, фрикционные диски, пружины и др. |
Как правило, изготовлению инструмента предшествует отжиг на зернистый цементит, который способствует лучшей обрабатываемости резанием и уменьшает коробление деталей при закалке.
Это интересно: Устройство и сфера применения стального троса — объясняем обстоятельно
Аналоги материала
Для некоторых изделий допускается замена материала сталью, имеющей аналогичные качества. Продукция российских производителей — сталь 40Х, 30, 25, 15. Металл-заменитель может поставляться из-за рубежа – 20 (Китай), S20C (Япония), 1020, 1023 (США), C22R (Германия).
Зарубежные аналоги Стали 20
| Страна | США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания |
| Стандарт | — | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE |
| Марка | 1020 | 1,0402 | S20C | 1C22 | 050A20 | 1,0402 | C18 | C25-1 | 1C22 |
| 1023 | 1,0405 | S20CK | 2C22 | 055M15 | 1,1151 | C20 | C25-2 | C22 | |
| 1024 | 1,1151 | S22C | AF42 | 070M20 | 1,1152 | C21 | C25k | ||
| G10200 | C22 | STB410 | AF42C20 | 070M26 | 2C22 | C22 | F.112 | ||
| G10230 | C22E | STKM12A | C20 | 1449-22CS | C20E2C | C22E | F.1120 | ||
| H10200 | C22R | STKM12A-S | C22 | 1449-22HS | C22 | C22R | |||
| M1020 | Ck22 | STKM13B | C22E | 1C22 | C22E | C25 | |||
| M1023 | Cm22 | STKM13B-W | C25E | 22HS | C25E | ||||
| Cq22 | XC15 | 430 | |||||||
| St35 | XC18 | C22 | |||||||
| St45-8 | XC25 | C22E | |||||||
| Страна | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Швейцария | Юж.Корея |
| Стандарт | GB | SS | BDS | MSZ | PN | STAS | CSN | SNV | KS |
| Марка | 20 | 1450 | 20 | A45.47 | 20 | OLC20 | 12022 | Ck22 | SM20C |
| 20G | C22 | C22E | K18 | OLC20X | 12024 | SM20CK | |||
| 20R | C22E | SM22C | |||||||
| 20Z |
Условные обозначения
| Механические свойства | |
| σB | временное сопротивление разрыву (предел прочности при растяжении), МПа |
| σ0,2 | предел текучести условный, МПа |
| σсж | предел прочности при сжатии, МПа |
| σсж0,2 | предел текучести при сжатии, МПа |
| σ0,05 | предел упругости, МПа |
| σизг | предел прочности при изгибе, МПа |
| σ-1 | предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа |
| δ5 , δ4 , δ10 | относительное удлинение после разрыва, % |
| ψ | относительное сужение, % |
| ν | относительный сдвиг, % |
| ε | относительная осадка при появлении первой трещины, % |
| τК | предел прочности при кручении, максимальное касательное напряжение, МПа |
| τ-1 | предел выносливости при испытании на кручение с симметричным циклом нагружения, МПа |
| KCU и KCV | ударная вязкость, определенная на образце с концентраторами вида U и V, Дж/см2 |
| HRCэ и HRB | твёрдость по Роквеллу (шкала C и B соответственно) |
| HB | твёрдость по Бринеллю |
| HV | твёрдость по Виккерсу |
| HSD | твёрдость по Шору |
| Физические свойства | |
| E | модуль упругости нормальный, ГПа |
| G | модуль упругости при сдвиге кручением, ГПа |
| ρn | плотность, кг/м3 |
| λ | коэффициент теплопроводности, Вт/(м∙°C) |
| ρ | удельное электросопротивление, Ом∙м |
| α | коэффициент линейного теплового расширения, 10-61/°С |
| с | удельная теплоёмкость, Дж/(кг∙°С) |
Механические свойства сталь 10 при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| нормализация 900-920 °С | |||||
| 20 | 260 | 420 | 32 | 69 | 221 |
| 200 | 220 | 485 | 20 | 55 | 176 |
| 300 | 175 | 515 | 23 | 55 | 142 |
| 400 | 170 | 355 | 24 | 70 | 98 |
| 500 | 160 | 255 | 19 | 63 | 78 |
Исследование релаксационной стойкости методом свободного изгиба показало, что образцы, подвергнутые ММТО, обладают более низкой релаксационной стойкостью при 150° С, чем в исходном состоянии (после отжига). Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Полученные экспериментальные данные позволяют предположить, что низкая релаксационная стойкость образцов после ММТО связана с недостаточной стабильностью тонкой структуры металла. Дополнительный дорекристаллизационный отжиг после ММТО позволяет более полно стабилизировать структуру и, таким образом, резко повысить сопротивление металла микропластическим деформациям при кратковременном и длительном нагружениях.
Характеристики стали 15ХСНД
| Классификация | Сталь конструкционная низколегированная для сварных конструкций |
| Применение | Из данной стали изготавливают элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450°С |
Общие рекомендации по технологии сварки стали 15ХСНД (и некоторых подобных низколегированных марок): в зависимости от требований, предъявляемых к сварным соединениям, толщины металла, размеров и жесткости конструкций, выбирают сталь, которую можно сваривать без последующей нормализации, либо используют рекомендуемую сталь и выбирают способ электрошлаковой сварки, уменьшающий перегрев, либо назначают высокотемпературную термообработку (нормализацию или отжиг в межкритическом интервале температур). Выбор сталей с высокой стойкостью против перегрева необходим в случае изготовления толстостенных крупногабаритных конструкций особо ответственного назначения (например, сосудов высокого давления, работающих при низких температурах), когда другие методы повышения свойств соединений неприменимы. Конструкции, работающие при нормальных, а иногда и пониженных температурах, но не подвергающиеся тяжелым динамическим и ударным нагрузкам, например, станины ковочных прессов, гидрогенераторов и. электрических машин, корпуса и бандажи цементных печей, обшивки судов, баллеры рулей, изготовляют из низколегированных сталей типа 20ГСЛ, 15ХСНД и 08ГДНФЛ с применением электрошлаковой сварки без нормализации. Высокая работоспособность подобных соединений подтверждена безукоризненным многолетним опытом их эксплуатации. Требуемая прочность сварных соединений сравнительно легко достигается путем применения низкоуглеродистых проволок, легированных повышенными количествами марганца (Св-10Г2, Св-08Г2С) либо марганцем, кремнием, никелем, хромом или молибденом в количестве до -1 % в различных сочетаниях (Св-08ГС, Св-10НМА, Св-08ГСМТ, Св-08ХМ и др.). Запас прочности швов, выполненных низколегированными проволоками, обычно небольшой. По этой причине для сварки соединений, подвергающихся многократной термообработке, рекомендуется применять проволоки с повышенным легированием (Св-08Г2С и Св-08ГС взамен Св-10Г2, Св-04Х2МА и 10Х2МА взамен Св-08ХМ, Св-08ГСМТ взамен Св-10НМА и т. д.). Плавящиеся мундштуки обычно изготовляют из стали СтЗ или М16С, а электродную проволоку -из сталей, содержащих повышенное количество легирующих элементов. Хорошие результаты получаются, например, при сварке сталей типа 08ГДНФЛ или 20 (25) ГСЛ проволокой Св-08ХН2М. Для сварки термоупрочненных низколегированных высокопрочных сталей рекомендуются электродные проволоки Св-10НМ и Св-08ХН2ГМЮ. Помимо равнопрочности, к металлу шва могут предъявляться специальные требования, например жаропрочность и жаростойкость. Это учитывают при выборе марки проволоки. Для сварки соединений, работающих в различных агрессивных средах, предпочтительно используют проволоки той же системы легирования, что и основной металл. При сварке конструкций из низколегированных сталей обычного назначения используют флюс АН-8. В случае сварки конструкций, не подвергаемых последующей перекристаллизационной термообработке, предпочтение следует отдавать низкокремнистому флюсу АН-22 или безокислительным флюсам типа АНФ-6. Режимы электрошлаковой сварки низколегированных сталей мало отличаются от тех, которые рекомендованы для низкоуглеродистых сталей.
Механические свойства сталь 10
| ГОСТ | Вид поставки, режим термообработки | σв(МПа) | δ5 (%) | ψ % | НВ, не более |
| 1050-88 | Сталь горячекатаная, кованая калиброванная и серебрянка 2-й категории после нормализации | 335 | 31 | 55 | |
| 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой: | ||||
| после отжига или отпуска | 335-450 | 55 | 143 | ||
| после сферодизирующего отпуска | 315-410 | 55 | 143 | ||
| нагартованная без термообработки | 390 | 8 | 50 | 187 | |
| 1577-93 | Полосы нормализованные или горячекатаные | 335 | 8 | 55 | |
| 16523-70 | Лист горячекатаный (образцы поперечные) | 295-410 | 24 | ||
| Лист холоднокатаный (образцы поперечные) | 295-410 | 25 | |||
| 4041-71 | Лист термически обработанный 1-2й категории | 295-420 | 32 | 117 | |
| 8731-87 | Трубы горячедеформированные термообработанные | 355 | 24 | 137 | |
| 8733-87 | Трубы холодно- и теплодеформированные термообработанные | 345 | 24 | 137 | |
| Цементация 920-950 °С. Закалка 790-810 °С, вода. Отпуск 180-200 °С, воздух. | 390 | 25 | 55 | сердц. 137 | |
| поверхн. 57-63 |
Как расшифровать маркировку сталей
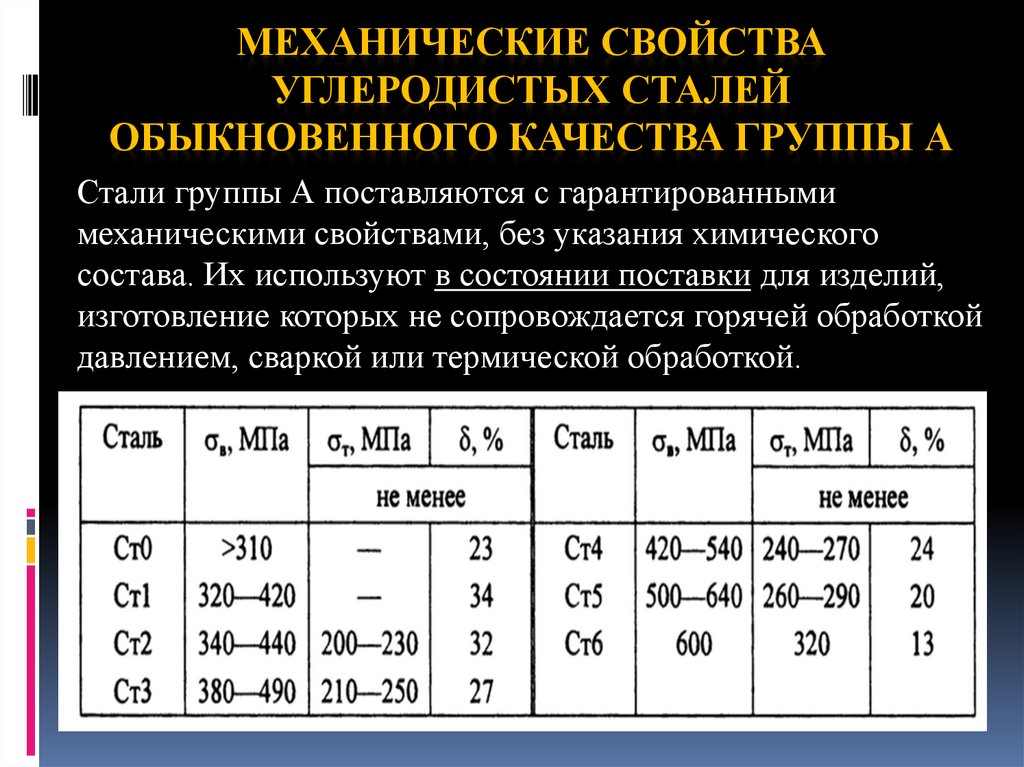
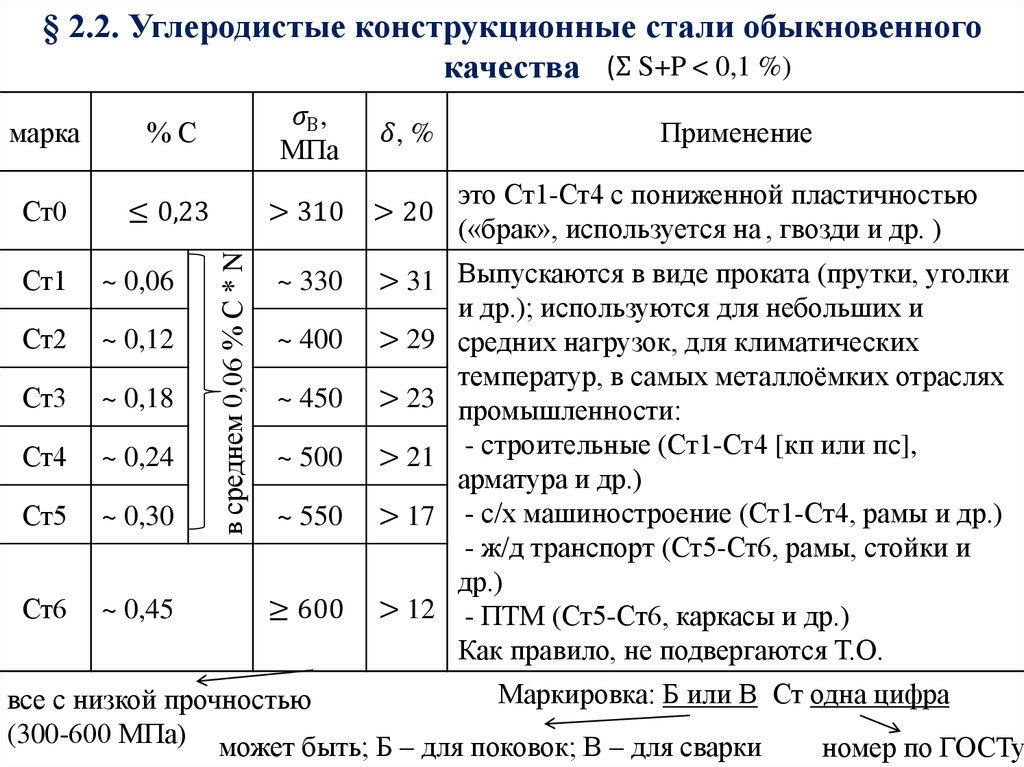
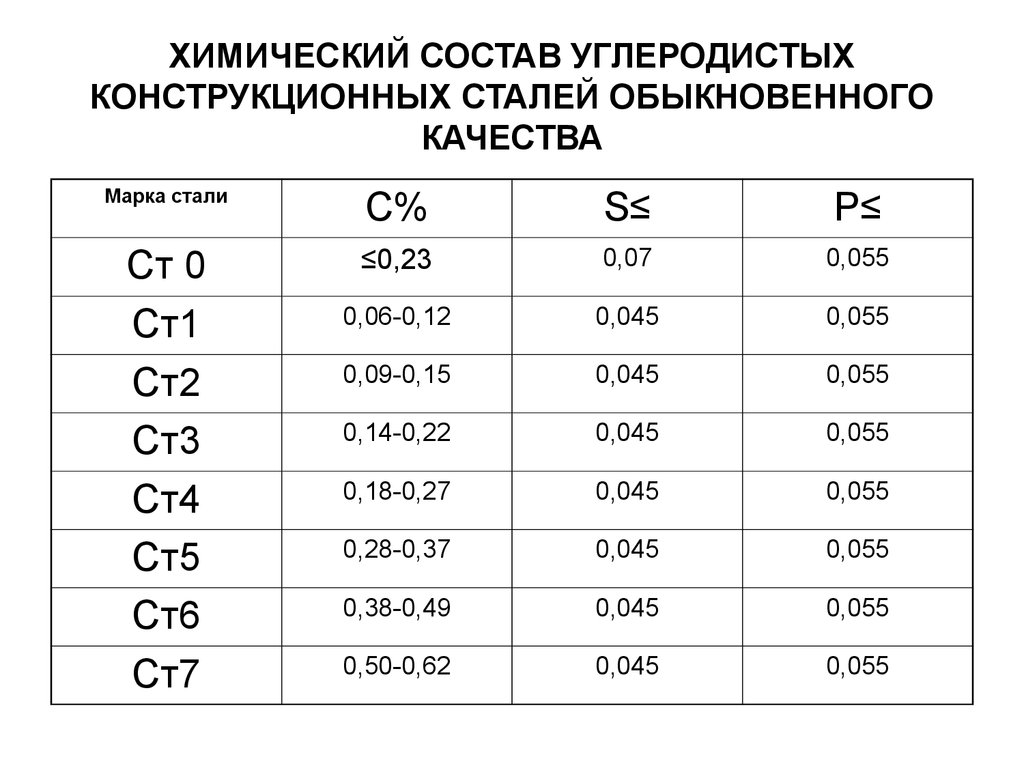
Марку углеродистой стали и группу ее качества можно определить по типу маркировки. Каждая цифра и буква имеет свое значение и показывает требования к качеству, степень раскисления, наличие легирующих элементов.
Например, для сплава обычного качества:
- Ст 2 кп — нормального качества с содержанием углерода 0,09–0,15%, кипящая, марганца 0,25 — 0,50%, кремния менее 0,05%;
- Ст3Г пс — содержание углерода в пределах 0,14–0,22%, полуспокойная, марганца в пределах 0,80–1,1%, кремния не более 0,15%.
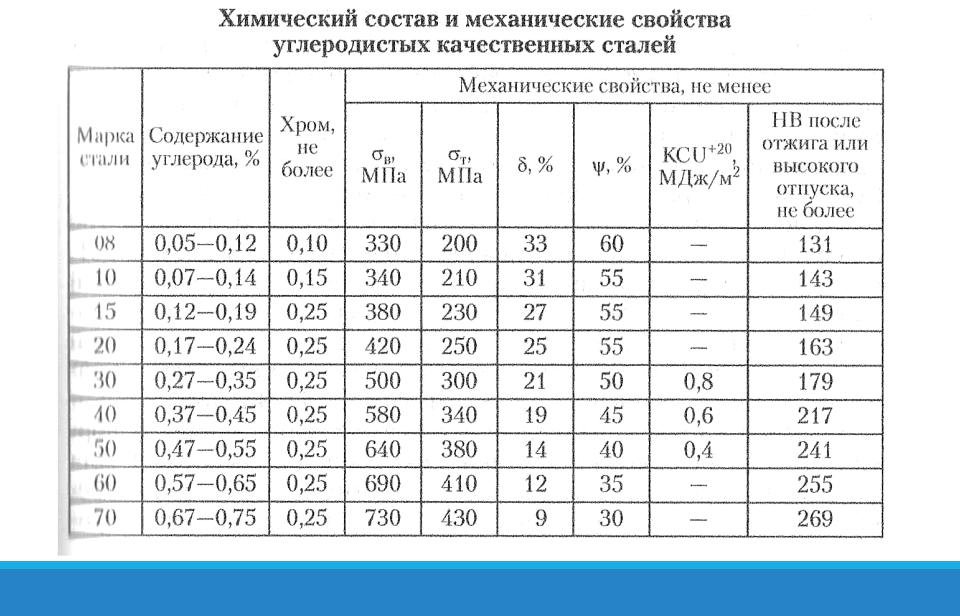
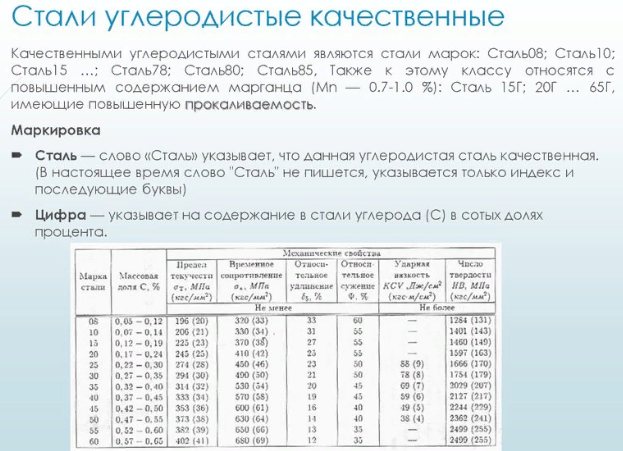
Углеродистые стали повышенного качества маркируются цифрами (содержание углерода в сотых долях) и буквами (легирующий элемент). Например:
- 45 — 0,45% углерод;
- 40ХН — углерода 0,4%, хрома и никеля менее 2%.
Расшифровка высокоуглеродистых марок имеет букву, указывающую тип материала, его применение и цифру — процент углерода в десятых долях. Инструментальные сплавы имеют обозначение У. Например:
- У8 — инструментальная, 0,8% углерода;
- У12 — содержание углерода 1,2%.
Химический состав более точно можно определить по таблице в справочнике металлурга.
Прокат на торце маркируется цветной полосой:
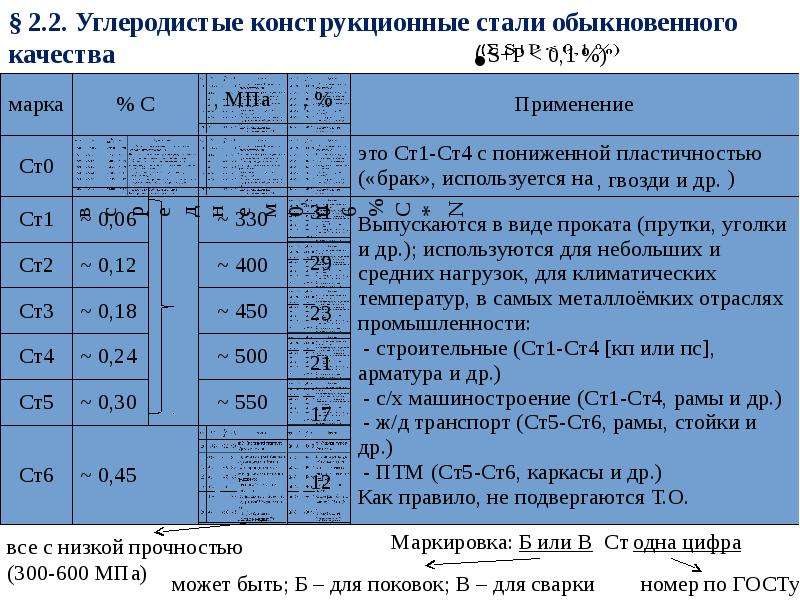
- красный — Ст3;
- желтый — Ст2;
- зеленый — СТ5;
- синий — Ст6.
Для каждого типа стали имеется своя маркировка. Легированные могут содержать до 3 цветных полос.





https://youtube.com/watch?v=oDda0Ml3BuQ
Высокоуглеродистая сталь
От содержания углерода в составе зависят характеристики стали. Он может содержаться в сплаве в количестве от 0,02 до 2,14%. К высокоуглеродистым относятся стали, где количество углерода более или равно показателю 0,6 %. С увеличением количества углерода в составе стали, увеличивается содержание цементита, а феррита уменьшается. Металл становится более твердым и прочным, но теряет пластичность. Такая закономерность применима для стали с содержанием углерода не более 1 %. Если же его процент в составе повышается, то формируется сетка вторичного цементита, что приводит к снижению прочности.
Качество высокоуглеродистой стали, ее свойства зависят от количества вредных примесей. Чем их меньше, тем выше качество металла. Большое количество примесей характерно для другого вида сплава, который называется легированной сталью. Из-за невозможности удаления примесей из сплава по техническим причинам, позволяет входить в состав стали:
- Водороду.
- Азоту.
- Кислороду.
- Кремнию.
- Марганцу.
- Фосфору.
- Сере.
Присутствие данных элементов объясняется методом, которым выплавлялась сталь: кислородно-конвертерным, мартеновским или вакуумным. Углерод же добавляется в сплав намеренно, при его низких исходных показателях. Наличие марганца в стали увеличивает ее прокаливаемость, значительно повышает прочность и износостойкость, устраняет вредное влияние серы, из-за большого количества которой при ковке металл образует трещины. Поэтому марганец присутствует практически во всех типах стали.
При повышении в составе металла углерода меняются и другие свойства сплава. Снижается его ковкость и увеличивается электрическое сопротивление. При очень высоком содержании углерода металл становится хрупким. Не случайно, при содержании углерода в составе более 2,4%, металлические сплавы относят к чугунам. Эти материалы хуже прочих обрабатываются резанием и давлением, у них снижен показатель жидкотекучести. По этой причине конструкционные изделия и детали из такой стали не изготавливают. Она применяется для производства деталей методом отливки, также из такой стали изготавливают проволоку, которую обрабатывают методом штамповки.

Какие фирмы занимаются производством углеродистой стали
Крупнейшим производителем углеродистой стали является металлургический комбинат полного цикла Мечел. Он объединяет несколько крупных заводов, начиная от производства кокса и заканчивая различным прокатом. Кроме этого прокат производят металлургические комбинаты:
- «Челябинский»;
- «Украинская кузница» — Челябинская область;
- «Ижсталь» — Удмуртия;
- Белорецкий меткомбинат — Башкортостан.
Металлургическая промышленность по производству черного металла располагается поближе к месторождениям железной руды и угля. Для заводов цветного литья важнее источники электроэнергии.
Производство
Изготовлением металлических сплавов занимается металлургическая промышленность. Специфика процесса получения углеродистой стали, заключается в переработке чугунных заготовок с уменьшением таких взвесей, как сера и фосфор, а также углерод, до требуемой концентрации. Различия методики окисления, посредством которой удаляют углерод, позволяет выделить различные виды плавки.
Кислородно-конвертерный способ
Основой методики был бессемеровский метод, который предусматривает продувку жидкого чугуна воздухом. Во время этого процесса, углерод окислялся и удалялся из сплава, после чего, чугунные слитки постепенно превращаются в сталь. Производительность данной методики высока, но сера и фосфор оставались в металле. Кроме того, углеродистая сталь насыщается газами, в том числе, азотом. Это улучшает прочность, но снижает пластичность, сталь становится более склонной к старению и изобилию неметаллическими элементами.
Учитывая низкое качество стали, получаемой бессемеровским методом, его перестали использовать. На замену пришел кислородно-конвертерный способ, отличием которого является использование чистого кислорода, вместо воздуха, при выполнении продувки жидкого чугуна. Использование определенных технических условий, при продувке, значительно снизило количество азота и других вредных примесей. В результате, углеродистая сталь, полученная кислородно-конвертерным способом, по качеству приближена к сплавам, переплавляемым в мартеновских печах.
Технико-экономические показатели конверторного способа подтверждают целесообразность такой плавки и позволяют вытеснить устаревшие методы изготовления стали.
Мартеновский метод
Особенностью способа получения углеродистой стали, является выжигание углерода из чугунных сплавов не только с помощью воздуха, но и за счет добавления железных руд и ржавых изделий из металла. Этот процесс обычно происходит внутри печей, к которым подводят подогретый воздух и горючий газ.
Размер таких плавильных ванн очень велик, они могут вмещать до 500 тонн расплавленного металла. Температура в таких емкостях поддерживается на уровне 1700 ºC, а выжигание углерода происходит в несколько этапов. Сначала, благодаря избытку кислорода в горючих газах, а когда образуется шлак над расплавленным металлом, посредством оксидов железа. При их взаимодействии образуются шлаки фосфатов и силикатов, которые, в дальнейшем удаляются и сталь приобретает требуемые по качеству свойства.
Плавка стали в мартеновских печах проходит около 7 часов. Это позволяет отрегулировать нужный состав сплава, при добавлении различных руд или лома. Углеродистая сталь давно изготавливается этим методом. Такие печи, в наше время, можно найти на территории стран бывшего Советского Союза, а также – в Индии.
Электротермический способ
Изготовить качественную сталь с минимальным содержанием вредных примесей, удается при плавке в вакуумных топках электродуговых или индукционных печей. Благодаря улучшенным свойствам электростали, удается изготовить жаростойкие и инструментальные сплавы. Процесс преобразования сырья в углеродистую сталь, происходит в вакууме, благодаря чему качество полученных заготовок, будет выше, относительно рассмотренных ранее методов.
Стоимость такой обработки металлов дороже, поэтому данный метод используют при технологической необходимости в качественном изделии. Для удешевления технологического процесса используют специальный ковш, который разогревают внутри вакуумной емкости.
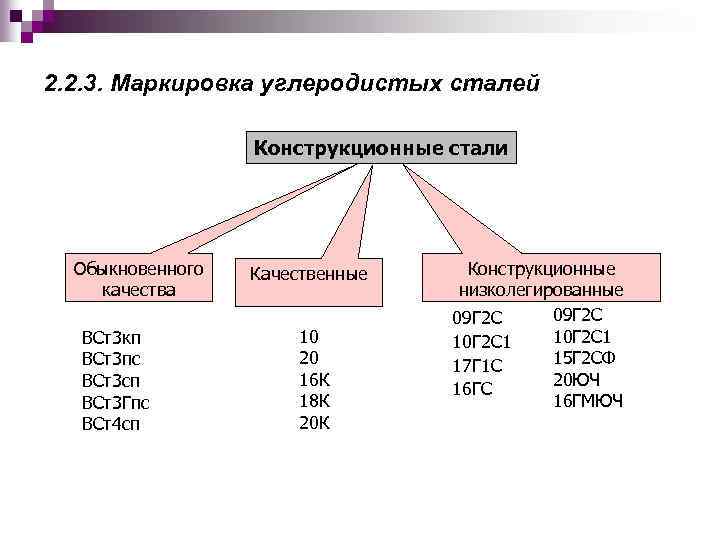
Классификация углеродистых сталей
По направленности применения продукции, углеродистую сталь разделяют на инструментальную и конструкционную.
Последнюю из них используют для возведения различных строений и остовов деталей. Из инструментальных, изготавливают прочный инструмент для выполнения любых работ, вплоть до обработки металлов резанием. Применение металлических изделий в хозяйстве, потребовало выделить сталь в разные категории, обладающие специфическими свойствами: жаропрочную, криогенную и коррозионно-стойкую.


По способу получения углеродистые стали делят на:
- электростали;
- мартеновские;
- кислородно-конвертерные.
Различия структуры сплава обусловлены наличием разных примесей, характерных для того или иного способа плавки.
Отношение стали к химически активным средам, позволило разделить изделия на:
- кипящие;
- полуспокойные;
- спокойные.
Содержание углерода делит сталь на 3 категории:
- заэвтектоидные, в которых количество углерода превышает 0,8 %;
- эвтектоидные, с содержанием на уровне 0,8 %;
- доэвтектоидные – менее 0,8 %.
Именно структура, является характерным признаком, при определении состояния металла. У доэвтектоидных сталей, структура состоит из перлита и феррита. У эвтектоидных – чистый перлит, а заэвтектоидные, характеризуются перлитом с примесями вторичного цементита.
При увеличении количества углерода, сталь повышает прочность и уменьшает пластичность. Большое влияние оказывается также на вязкость и хрупкость материала. При повышении процентного содержания углерода, уменьшается ударная вязкость и повышается ломкость материала. Не случайно, при содержании, на уровне более 2,4 %, металлические сплавы относят уже к чугунам.
По количеству углерода, в составе сплава, сталь бывает:
- низкоуглеродистая (до 0,29 %);
- среднеуглеродистая (от 0,3 до 0,6 %);
- высокоуглеродистая (более 0,6 %).





