

Упаковка, маркировка, транспортирование и хранение
После производства стальной проволоки, проверки её качества необходимо решить важные задачи – логистические. Они успешно решаются только при строгом соблюдении установленных стандартов на упаковку, маркировку, хранение, транспортировку.
К упаковке такого специфического товара из стали предъявляются следующие требования:
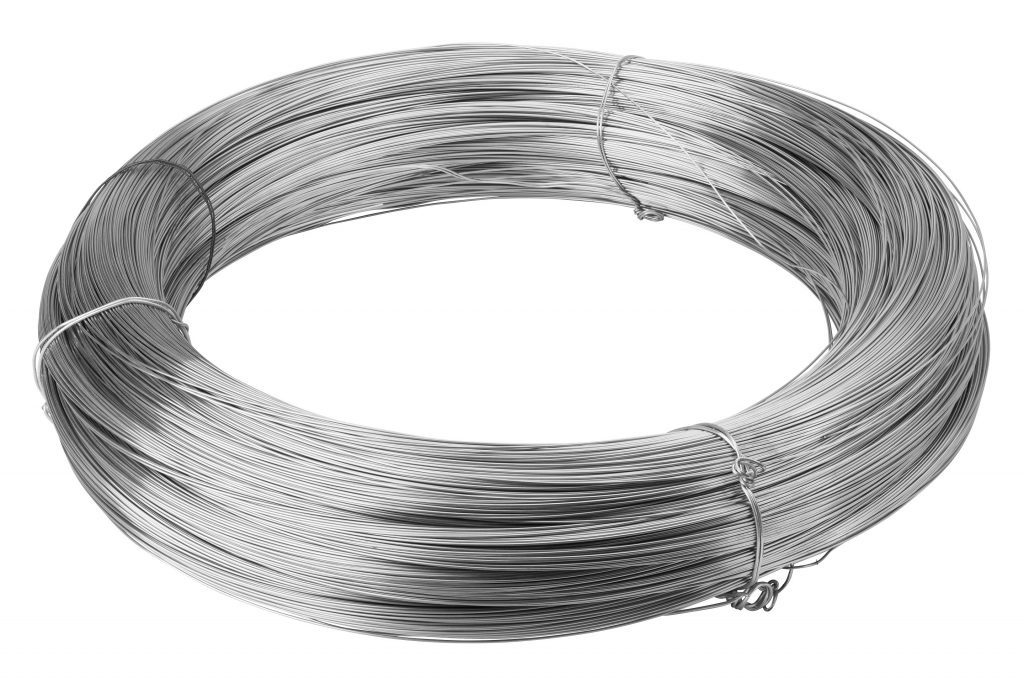
- готовая продукция упаковывается в катушки, мотки, бухты;
- для придания крепости каждый моток перевязывают такой же стальной проволокой (места крепления должны быть распределены по длине);
- все упаковочные единицы аккуратно намотаны, концы выведены таким образом, чтобы были доступна для размотки;
- мотки тонкой стальной проволоки (например, 0,8мм и тоньше) обвязывают стальной проволокой того же диаметра;
- на катушке должен быть выведен конец проволоки вверх и иметь крепёжную петлю;
- если к отправке готовиться целая партия мотков одного наименования их объединяют и перевязывают в бухты;
- консервация отправляемых стальных изделий производится только по требованию заказчика.

Упаковка проволоки
По требованию стандарта готовые изделия могут быть упакованы и законсервированы следующим образом:
- готовые для транспортировки катушки с намотанной проволокой 0,5мм обязательно обёрнуты специальной бумагой и уложены в ящики;
- мотки с проволокой большего диаметра, кроме бумажного слоя, оборачивают полимерной плёнкой;
- кроме полимерной плёнки стандарт допускает применение нетканых материалов;
- мотки толстой проволоки у которых общий вес составляет от 500кг до 1,5 т не упаковываются.
На основании установленных стандартов в качестве упаковочного материала для проволоки разрешается применять:
- пропитанную парафином плотную бумагу (в один или два слоя);
- различные виды плёнки;
- отдельные сорта нетканых материалов (например, так называемое тарное холстопрошивное полотно, в несколько слоёв, пропитанное специальным составом);
- специальные виды полотна: из химических волокон, синтетические полотна, упаковочные ткани;
- для обвязки и крепления разрешается применять различные виды технических лент.

Подготовка проволоки к перевозке
Готовая и упакованная стальная проволока может быть отправлена потребителю любым видом транспорта: железнодорожным, автомобильным, водным
Особое внимание при отправке готового заказа уделяется длине транспортного плеча и географическому положению заказчика. Если транспортировка предполагает перемещение готового заказа на несколько тысяч километров, в районы с холодным и влажным климатом, то согласованию заказчиком отправитель может дополнительно провести мероприятия по защите от коррозии в дороге
Главным ограничением при транспортировке такого груза является ограничение по весу единичной партии. Она не должна превышать 1,5 т. Потребитель может эту норму уменьшить, до удобной ему величины, например,100 кг.
При перемещении заказанной стальной проволоки крытым транспортом ограничение по массе грузового места составляет 1250 кг. Перевозка по железной дороге может производится: в вагонах, полувагонах, на открытых платформах, специальных и универсальных контейнерах. Во всех случаях существует порядок и правила крепления такого груза на железнодорожном транспорте. Эти правила установлены приказом по министерству путей сообщения.
Перед отправкой на готовые элементы наносится маркировка. По требованию стандарта она должна включать следующую информацию:
- информационные надписи;
- транспортную маркировку;
- специальные манипуляционные знаки;
- при необходимости могут наноситься дополнительные надписи.

Маркировка готовой продукции
Эта информация наносится на ярлык и крепится к каждой катушке, не зависимо от её размера и веса. Обычно этот ярлык выполняется типографским способом и имеет графы для следующей информации: товарного знака или логотипа компании, условного обозначения вида продукции, основные характеристики. На ярлыке присутствует штамп службы технического контроля. Оно подтверждает соответствие отгружаемой продукции стандартам. На этот ярлык наносят манипуляционные знаки. Они указывают какие действия допускается производить с этим грузом
Хранение такой продукции, изготовленной из низкоуглеродистой стали, не требует особых условий. Эти условия определяет завод изготовитель и сам потребитель.
2 ГОСТы на стальную проволоку
По ГОСТу группы стального матераила такие же, как мы описали выше. Какой именно ГОСТ той или иной оцинкованной стальной помощницы мы опишем ниже.
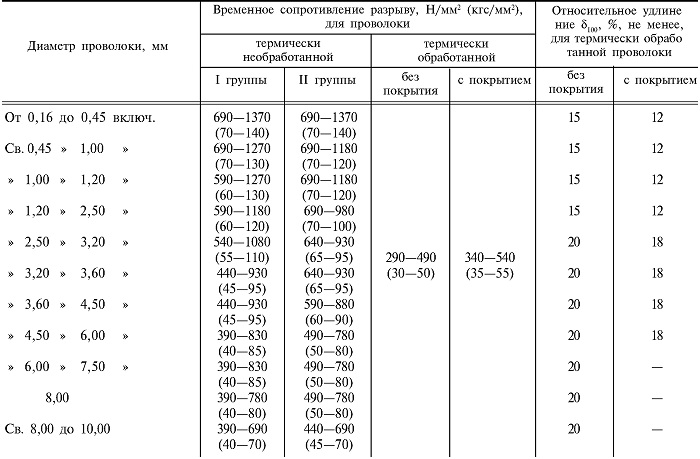
Таблица характеристик соответствия изделий ГОСТ 3282-74
Итак:
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”1955705077″>
- Стальная низкоуглеродистая общего назначения ГОСТ 3282-74.
- Стальная сварочная проволока ГОСТ 2246-70.
- Проволока из низкоуглеродистой стали холоднотянутая ГОСТ 6727-80.
- Проволока канатная ГОСТ 7372-79.
- Пружинная стальная углеродистая ГОСТ 9389-75.
- Колючая оцинкованная проволока ГОСТ 285-69.
Стоит отметить, что из всех этих групп самой распространенной и востребованной является стальная проволока, которая соответствует ГОСТу 3282-74. Из нее изготавливают и гвозди, и сварную сетку и другие атрибуты.
Благодаря тому, что материал ГОСТ 3282-74 проходит термическую обработку она становится гибким, не имеет свойств к деформации и отличается долговечностью.

Из стальной проволоки изготавливают всевозможные ограждения
2.1 Основные производители стальной проволоки
Любой производитель стального атрибута утверждает, что фактором, который влияет на цену продукта, является: вид и состав стали, длина, диаметр, форма сечения, а также особенности физических и химических свойств.
Это объясняется тем, что процесс производства более трудоемкий и требует более скрупулезной и филигранной работы, а также большее количество процессов.

Также из стальной проволоки ведется изготовление различных метиз
Популярный производитель проволоки ГОСТ 3282-74 и других разновидностей в России и странах СНГ является:
- «BALTIJA-MKZ», латвийско-российское СП, ООО, (Рига);
- «TECRUBE SINAQ ZAVODU», (Баку);
- «Белорусский металлургический завод», ОАО, (Жлобин);
- «Волгоградский сталепроволочноканатный завод», ОАО, (Волгоград);
- «Днепрометиз», ОАО (Днепропетровск);
- «Западно-сибирский металлургический комбинат», ОАО,(Новокузнецк);
- «Запорожский сталепрокатный завод», ОАО, (Запорожье);
- «Ижсталь», ОАО, (Ижевск);
- «Индустрия», ОАО, (Черновцы);
- «Киевский метизный завод им. Письменного», ОАО, (Фастов);
- «Компания Артиктрэйд», ООО, (Москва);
- «Красный профинтер», днепропетровский завод, ОАО (Днепропетровск);
- «Лепсинский метизный завод», государственная акционерная компания «Зергер», (Лепсы).
Каждый производитель предлагает схожий ассортимент, однако у некоторых из них есть свои особенности и специальные предложения для потребителей.
Тот или иной производитель может специализироваться на производстве определенного типа, например, ГОСТ 3282-74.
Так как именно этот вид, как уже указывалось выше, является самым востребованным, а следовательно и принесет больше выгоды.
Чтобы приобрести правильный вид проволоки нужно четко знать, в каких целях она будет использована.
В отдельных случаях стальная помощница ГОСТ 3282-74 может и не подойти
Именно поэтому очень важно учитывать тот род деятельности и отрасль, в которой будет применен металлический материал

Цех по производству стальной холоднотянутой проволоки
Если вы не знаете, какой именно тип вам понадобится, лучше всего обратится к консультантам производства.
Именно производитель сможет не только обеспечить вас качественным продуктом, но и посоветует какой именно вид стоит приобрести.
Обращайте внимания на ГОСТ, каждый производитель обязан изготавливать свою продукцию согласно нормам и требованиям, зачастую на автоматическом или полуавтоматическом оборудовании. Каждый тип проволоки может иметь свои собственные габариты, которые могут варьировать в определенном промежутке.
Обязательно перед приобретением нужной проволоки, следует узнать о необходимом диаметре и количестве материала, который будет затрачен.
2.2 Как работает волочильный стан для стальной проволоки? (видео)
Портал об арматуре » Сетка » Проволока » Разновидности и сортамент стальной низкоуглеродистой проволоки
Ограничение срока действия снято по протоколу № 4—93 Межгосударственного совета по стандартизации, метрологии и сертификации (НУС 4—94)
6. ИЗДАНИЕ (декабрь 2006 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в мае 1977 г., ноябре 1978 г., декабре 1983 г., июне 1984 г., сентябре 1988 г. (НУС 7—77, 1—79, 4—84, 9—84, 1—89), с Поправкой (НУС 2—99)
Редактор М.И. Максимова Технический редактор В.Н. Прусакова Корректор Е.Д. Дульнева Компьютерная верстка И.А. Налейкиной
Подписано в печать 15.01.2007. Формат 60 х 84*/8- Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ.л.1,40. Уч.-изд.л. 1,10. Тираж 95 экз. Зак. 30. С 3573.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер., 4.
Набрано во ФГУП «Стандартинформ» на ПЭВМ.
Отпечатано в филиале ФГУП «Стандартинформ» — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Проволока изготовляется: по виду обработки: термически обработанная — О; термически необработанная; по виду поверхности:
без покрытия; с покрытием.
Проволока без покрытия термически обработанная изготовляется светлой (С), а по согласованию потребителя с изготовителем допускается изготовление черной (Ч) проволоки.
Проволока с покрытием подразделяется на: оцинкованную 1-го класса — 1Ц, оцинкованную 2-го класса — 2Ц; по точности изготовления: повышенной — П, нормальной;
по временному сопротивлению разрыву (только для термически необработанной проволоки):
I группы — I,
II группы — II.
(Измененная редакция, Изм. № 5).
1.2. Проволока изготовляется диаметром: от 0,16 до 10,00 мм — без покрытия;
от 0,20 до 6,00 мм — с покрытием.
Диаметр проволоки и предельные отклонения по нему должны соответствовать указанным в табл. 1.
Издание официальное ★
Перепечатка воспрещена
Издательство стандартов, 1974 Стандартинформ, 2007
Таблица 1 мм
Номинальный диаметр проволоки | Предельное отклонение по диаметру проволоки | Номинальный диаметр проволоки | Предельное отклонение по диаметру проволоки | ||
повышенной точности | нормальной точности | повышенной точности | нормальной точности | ||
0,16 0,18 0,20 0,22 0,25 | -0,02 | -0,02 | 1,10 1,20 | -0,05 | -0,06 |
1,30 1,40 1,60 | -0,10 | ||||
0,28 0,30 0,32 0,35 0,36 | -0,03 | -0,03 | 1,80 2,00 | 0,06 | |
2,20 2,50 | -0,12 | ||||
2,80 3,00 3,20 | -0,10 | ||||
0,37 0,40 | -0,04 | ||||
3.50 3.60 4.00 4.50 5.00 5.50 5.60 6.00 | -0,16 | ||||
0,45 0,50 0,55 0,56 0,60 | -0,04 | ||||
0,63 | 6,30 | ||||
0,70 | 7,00 | ||||
0,80 | 8,00 | ||||
0,85 | -0,05 | -0,10 | -0,20 | ||
0,90 | 9,00 | ||||
0,95 | |||||
1,00 | 10,00 |
Примечание. Допускается изготовление проволоки с двусторонними предельными отклонениями. Поле допуска при этом должно соответствовать указанному в табл. 1.
(Измененная редакция, Изм. № 5).










1.3. Овальность проволоки не должна превышать половины предельных отклонений по диаметру.
Основные разновидности
Основными признаками, по которым подразделяют продукцию, являются:
- Размер и форма поперечного сечения;
- Вид конечной обработки;
- Вид поверхности;
- Химический состав стали;
- Область применения.
По толщине продукцию разделяют на группы. Изделия первой группы самые тонкие, их толщина составляет менее 0,1 мм. К девятой группе относят продукцию, размер сечения которой более 8 мм. Изделия по ГОСТ изготавливают круглого, квадратного, многогранного и фасонного профиля.
Конечная обработка обеспечивает требуемые механические свойства. Для упрочения механической прочности и стойкости продукцию обрабатывают термически: закаливают, отжигают и стабилизируют.
По виду поверхности изделия подразделяют на покрытые, без отделки и с отделкой. В качестве покрытия стали используют цинк, медь, алюминий и латунь. Для отделки поверхность шлифуют, полируют или травят.
Виды по назначению и области применения:
- Общего назначения;
- Для производства сеток;
- Для армирования конструкций из железобетона;
- Канатная;
- Сварочная;
- Струнная;
- Пружинная;
- Конструкционная;
- Для воздушных видов связи;
- Для проводов и кабелей;
- Увязочная;
- Полиграфическая;
- Игольная.
В зависимости от назначения и требуемых эксплуатационных характеристик продукцию изготавливают из стали различных типов и марок. Продукцию общего назначения, а также увязочную и применяемую для армирования железобетонных изделий делают из низкоуглеродистой стали. Для производства пружин, сердечников проводов, спиц и канатов используют углеродистые, легированные и высоколегированные стали. Для некоторых конструкционных видов выдвигают особые требования к стали по содержанию углерода, хрома, никеля и других химических элементов.
1 Сферы применения стальной проволоки
Уже много лет лидером у потребителей остается стальная низкоуглеродистая проволока (ГОСТ 3282-74), которая применяется в различных промышленных, хозяйственных областях. Так, очень часто ее применяют в электротехнике, когда нужно соорудить контур заземления или опоры для телефонии или ЛЭП. Канаты для причалов или морских судов изготавливают также из этого материала.
Для скрепления любых деталей в любом производстве или хозяйстве также используют данный продукт из оцинкованной стали (ГОСТ 3282-74). Чаще всего своего назначения находит материал во время сооружения сетки рабицы, а также для изготовления гвоздей, колючей проволоки, сварной сетки.
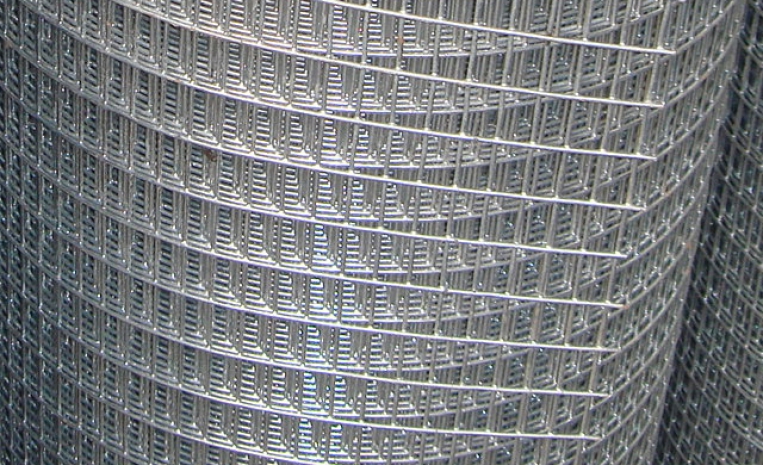
Сварная сетка из стальной оцинкованной проволоки
Для связывания арматуры, лесозаготовок и других предметов свое назначение нашла проволока в сфере строительства. Также оцинкованная проволока широко применяется в сельском хозяйстве, медицине и других отраслях.
Нельзя не сказать про использование оцинкованного стального продукта в метизном производстве. Можно отметить, что материал является общего назначения и применения.
1.1 Разновидности и сортамент стальной проволоки
Существует множество разновидностей стальной оцинкованной проволоки.
Основными из них являются:
- нержавеющая – изготавливается из специализированного жароустойчивого сплава, который не подвергается коррозийным процессам, чаще всего применяется в метизном производстве;
- сварочная – бывает разнообразного диаметра 0,5-8 мм, ее применяют зачастую во время электродуговой сварке;
- арматурная – используется для дополнительного укрепления разного рода железобетонных конструкций, которые находятся под большим давлением или без напряжения. Благодаря сечениям, которые есть в стальном материале происходит хорошее сцепление с бетонной поверхностью во время армирования;
- пружинная (холоднотянутая) – данный аналог предназначен для изготовления пружин , которые делаются техникой холодной навивки, без дальнейшей термической обработки;
- канатная – для изготовления морских и других канатов, лучше всего поддается плетению;
- кабельная – для конструирования бронированных защитных оболочек кабеле и проводов;
- вязальная – производится из низкоуглеродистой (ГОСТ 3282-74) стали, обладает высокими показателями прочности и пластичности, чаще всего применяются в строительстве и сельском хозяйстве, например для подвязки плетущихся растений, а также считается проволокой общего назначения.
Область применения:
Термонеобработанная проволока
- изготовления гвоздей диаметрами от 1,0—6,0 мм, без покрытия и оцинкованная;
- изготовления плетеной сетки (рабицы), диаметрами от 1,0—8,0 мм, без покрытия и оцинкованная;
- подвешивания сетки рабицы, подвешивания телефонных и других кабелей (д. 3);
- изготовление ведерных ручек, изготовления металлических щеток и ершей, колец для брелков, плечиков для оджеды;
- устройства растяжек мачт и стоблов, устройство заземления (д. 5, 6);
- крепление картонных коробок и деревянных ящиков;
- армирования электропроводов;
- производство скрепок и скоб.
Термообработанная проволока
- изготовления тканых сеток диаметрами от 0,2—2,5 мм, без покрытия и оцинкованная;
- увязки арматуры, в строительстве и производстве ЖБК, диаметрами от 0,8—2,0 мм, с покрытием и без покрытия;
- закрепления сеток, армирующих теплоизоляцию при ведении работ по утеплению трубопроводов, дииаметрами от 0,8—2,0 мм;
- увязки кип: макулатуры, мусора, хлопка, слитков ( в металлургии), леса от 3,0—8,0 мм;
- изготовление елок, венков от 6,0—1,0 мм.
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Проволока изготовляется:
по виду обработки:
термически обработанная – О;
термически необработанная;
по виду поверхности:
без покрытия;
с покрытием.
Проволока без покрытия
термически обработанная изготовляется светлой (С), а по согласованию
потребителя с изготовителем допускается изготовление черной (Ч) проволоки.
Проволока с покрытием
подразделяется на:
оцинкованную 1-го класса –
1Ц,
оцинкованную 2-го класса – 2Ц;
по точности изготовления:
повышенной – П,
нормальной;
по временному сопротивлению
разрыву (только для термически необработанной проволоки):
I группы – I,
II группы – II.
(Измененная редакция, Изм.
№ 5).
1.2. Проволока изготовляется
диаметром:
от 0,16 до 10,00 мм – без
покрытия;
от 0,20 до 6,00 мм – с
покрытием.
Диаметр проволоки и
предельные отклонения по нему должны соответствовать указанным в табл. 1.
Таблица 1
мм
Номинальный диаметр проволоки | Предельное | Номинальный | Предельное | ||
повышенной | нормальной | повышенной | нормальной | ||
0,16 | -0,02 | -0,02 | 1,10 | -0,05 | -0,06 |
0,18 | 1,20 | ||||
0,20 | 1,30 | -0,10 | |||
0,22 | 1,40 | ||||
0,25 | 1,60 | ||||
0,28 | -0,03 | -0,03 | 1,80 | -0,06 | |
0,30 | 2,00 | ||||
0,32 | 2,20 | -0,12 | |||
0,35 | 2,50 | ||||
0,36 | 2,80 | -0,10 | |||
0,37 | -0,04 | 3,00 3,20 | |||
0,40 | 3,50 | -0,16 | |||
0,45 | -0,04 | 3,60 | |||
0,50 | 4,00 | ||||
0,55 | 4,50 | ||||
5,00 | |||||
0,56 | 5,50 | ||||
0,60 | 5,60 | ||||
6,00 | |||||
0,63 | -0,05 | 6,30 | -0,10 | -0,20 | |
0,70 | 7,00 | ||||
0,80 | 8,00 | ||||
0,85 | |||||
0,90 | 9,00 | ||||
0,95 | |||||
1,00 | 10,00 |
Примечание. Допускается изготовление проволоки с двусторонними
предельными отклонениями. Поле допуска при этом должно соответствовать
указанному в табл. 1.
(Измененная редакция, Изм.
№ 5).
1.3. Овальность проволоки не
должна превышать половины предельных отклонений по диаметру.
1.4. (Исключен, Изм. №
5).
Примеры
условных обозначений
Проволока диаметром 1,2 мм,
термически обработанная, повышенной точности, светлая:
Проволока 1,2–П–О–С
ГОСТ 3282–74
То же, диаметром 1,0 мм,
термически обработанная, нормальной точности, черная:
Проволока 1,-О–Ч ГОСТ
3282–74
То же, диаметром 1,2 мм,
термически необработанная, 2-го класса, повышенной точности, II группы:
Проволока 1,2–П–2Ц–II ГОСТ 3282–74.
(Измененная редакция, Изм.
№ 5, Поправка).
УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый моток должен быть прочно перевязан термически обработанной проволокой не менее чем в трех местах, равномерно расположенных по окружности мотка.Концы проволоки в мотке должны быть аккуратно уложены и легко находимы.Мотки проволоки диаметром менее 0,8 мм допускается перевязывать свободным концом того же мотка.Верхний конец отрезка проволоки на катушке должен быть закреплен петлей или на щеке катушки.(Измененная редакция, Изм. N 5).
5.2. Мотки проволоки одной партии могут быть связаны в бухты.(Измененная редакция, Изм. N 1).
5.3. Проволоку смазкой не покрывают. По требованию потребителя проволока должна быть покрыта тонким слоем консервационного масла типа НГ-203 марок А, Б по ОСТ 38.01436, К17 по ГОСТ 10877, ЖКБ и ЖКБ-1 по нормативно-технической документации или индустриального масла марок И-12А, И-20А, И-25А, И-30А, И-40А, И-50А по ГОСТ 20799 с добавлением присадок КП по ГОСТ 23639 (15−20%) или АКОР-1 (15−25%) по ГОСТ 15171.Допускается применение консервационных масел другого типа, обеспечивающих защиту проволоки от коррозии.
5.4. Мотки проволоки диаметром 0,50 мм и менее должны быть обернуты слоем бумаги и упакованы в деревянные ящики типа II по ГОСТ 18617, типа II-I по ГОСТ 16536 или другой нормативно-технической документации.Мотки проволоки диаметром 0,5−1,00 мм должны быть обернуты слоем бумаги, затем слоем полимерной пленки или нетканых материалов, или ткани из химических волокон.Допускается проволоку упаковывать в ящичные металлические поддоны по ОСТ 14−43 или другой нормативно-технической документации или деревянные двухтонные ящики по ГОСТ 18617, выстланные изнутри упаковочной бумагой.При механизированной упаковке моток проволоки должен быть обернут слоем бумаги поГОСТ 10396 или бумаги КМВ-170, или другой крепированной бумаги, равноценной по защитным свойствам, или полимерной пленки с закреплением упаковки.В качестве упаковочных материалов применяют:бумагу парафинированную по ГОСТ 9569 (допускается применение двухслойной бумаги поГОСТ 8828 или другой бумаги, обеспечивающей защиту от коррозии);
пленку полимерную по ГОСТ 10354, ГОСТ 16272 или другую полимерную пленку;нетканые материалы (тарное холстопрошивное полотно или клееное полотно), ткани из химических волокон по нормативно-технической документации, ткань упаковочную технического назначения по ГОСТ 5530. Допускается применение ленты, сшивной из весового лоскута, по нормативно-технической документации.Проволоку диаметром более 1,0 мм упаковывают по требованию потребителя.Мотки проволоки массой 500−1500 кг не упаковывают.При транспортировании в контейнерах проволока упаковывается по требованию потребителя.Проволока, отправляемая в районы Крайнего Севера и приравненные к ним местности, упаковывается и транспортируется по ГОСТ 15846.(Измененная редакция, Изм. N 4, 5).
5.5. Грузовые места формируют в транспортные пакеты по ГОСТ 24597, ГОСТ 21650.Масса грузового места (пакета) не должна превышать 1500 кг. По требованию потребителя масса грузового места не должна превышать 80 кг.(Измененная редакция, Изм. N 5).
5.6. К каждой катушке, мотку или бухте должен быть прочно прикреплен ярлык, на котором указывают:товарный знак или наименование и товарный знак предприятия-изготовителя;условное обозначение;клеймо технического контроля.(Измененная редакция, Изм. N 3, 5).
5.7. (Исключен, Изм. N 3).
5.8. Проволока транспортируется транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.При транспортировании крытым транспортом масса грузового места не должна превышать 1250 кг. Размещение и крепление грузов в транспортных средствах, перевозимых по железной дороге, должны соответствовать техническим условиям погрузки и крепления грузов*, утвержденным Министерством путей сообщения. Транспортирование по железной дороге — повагонными, малотоннажными или мелкими отправками.________________* Вероятно, ошибка оригинала. Следует читать: «Технических условий погрузки и крепления грузов». — Примечание изготовителя базы данных.Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.(Измененная редакция, Изм. N 5).
5.9. Транспортная маркировка — по ГОСТ 14192.
5.8, 5.9. (Введены дополнительно, Изм. N 3).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из катанки класса II по ОСТ-14-15-193 или другой нормативно-технической документации. Допускается изготовление проволоки из низкоуглеродистых марок стали по ГОСТ 1050 и катанки.
(Измененная редакция, Изм. № 3, 5).
2.2. Механические свойства проволоки должны соответствовать указанным в табл. . По требованию потребителя термически обработанная проволока изготовляется с регламентированным относительным удлинением.
2.3. Термически необработанная проволока диаметром 0,50 – 6,00 мм должна без разрушения выдерживать не менее четырех перегибов.
(Измененная редакция, Изм. № 1).
Таблица 2
Временное сопротивление разрыву, Н/мм2 (кгс/мм2), для проволоки | Относительное удлинение d100, %, не менее, для термически обработанной проволоки | |||||
термически необработанной | термически обработанной | |||||
I группы | II группы | без покрытия | с покрытием | без покрытия | с покрытием | |
От 0,16 до 0,45 включ. | 690 – 1370 | 690 – 1370 | 290 – 490 (30 – 50) | 340 – 540 (35 – 55) | 15 | 12 |
(70 – 140) | (70 – 140) | |||||
Св. 0,45 » 1,00 » | 690 – 1270 | 690 – 1180 | 15 | 12 | ||
(70 – 130) | (70 – 120) | |||||
» 1,00 » 1,20 » | 590 – 1270 | 690 – 1180 | 15 | 12 | ||
(60 – 130) | (70 – 120) | |||||
» 1,20 » 2,50 » | 590 – 1180 | 690 – 980 | 15 | 12 | ||
(60 – 120) | (70 – 100) | |||||
» 2,50 » 3,20 » | 540 – 1080 | 640 – 930 | 20 | 18 | ||
(55 – 110) | (65 – 95) | |||||
» 3,20 » 3,60 » | 440 – 930 | 640 – 930 | 20 | 18 | ||
(45 – 95) | (65 – 95) | |||||
» 3,60 » 4,50 » | 440 – 930 | 590 – 880 | 20 | 18 | ||
(45 – 95) | (60 – 90) | |||||
» 4,50 » 6,00 » | 390 – 830 | 490 – 780 | 20 | 18 | ||
(40 – 85) | (50 – 80) | |||||
» 6,00 » 7,50 » | 390 – 830 | 490 – 780 | 20 | – | ||
(40 – 85) | (50 – 80) | |||||
8,00 | 390 – 780 | 490 – 780 | 20 | – | ||
(40 – 80) | (50 – 80) | |||||
Св. 8,00 до 10,00 | 390 – 690 | 440 – 690 | 20 | – | ||
(40 – 70) | (45 – 70) |
2.4. Поверхность проволоки без покрытия не должна иметь трещин, плен, закатов и окалины (за исключением термически обработанной черной проволоки).









На поверхности проволоки допускается местная рябизна, вмятины, риски, царапины, глубина которых не должна быть более четверти предельного отклонения проволоки нормальной точности.
(Измененная редакция, Изм. № 5).
2.5. На поверхности оцинкованной проволоки не должно быть мест, не покрытых цинком, черных пятен. Допускаются отдельные наплывы цинка, величина которых не должна быть более половины предельного отклонения от фактического диаметра проволоки.
Допускается неоднородность проволоки по цвету, белые пятна и блески, белый налет, если проволока выдерживает испытание на качество покрытия в соответствии с требованиями пп. , .
(Измененная редакция, Изм. № 1, 5).
2.6. Цинковое покрытие должно быть прочным и не должно растрескиваться и отслаиваться при спиральной навивке проволоки на цилиндрический сердечник диаметром, равным указанному в табл. а.
Таблица 2а
Отношение диаметра сердечника к диаметру проволоки | Число витков, не менее | ||
1-го класса | 2-го класса | ||
От 0,20 до 1,60 включ. | 10 | 6 | 6 |
Св. 1,60 » 2,50 » | 8 | ||
» 2,50 » 6,00 » | 10 |
Допускается поверхностное пылевидное шелушение цинкового покрытия на навитых образцах оцинкованной проволоки.
(Измененная редакция, Изм. № 5).
(Измененная редакция, Изм. № 1, 5).
2.8. Проволока должна изготовляться в мотках или на катушках. Намотка проволоки должна производиться правильными рядами без перепутывания витков и обеспечивать свободное сматывание проволоки с катушек и мотков.
Моток проволоки должен состоять из одного отрезка проволоки. На катушках допускается не более трех отрезков проволоки.
(Измененная редакция, Изм. № 3, 5).
Таблица 3
Поверхностная плотность цинка, г/м2, не менее | Число погружений | Продолжительность каждого погружения, с | Поверхностная плотность цинка, г/м2, не менее | Число погружений | Продолжительность каждого погружения, с | |
Проволока 1-го класса | Проволока 2-го класса | |||||
От 0,20 до 0,32 включ. | 10 | 1 | 30 | |||
Св. 0,32 » 0,40 » | 15 | 1 | 30 | – | – | – |
» 0,40 » 0,50 » | 20 | 1 | 30 | – | – | – |
» 0,50 » 0,63 » | 30 | 1 | 60 | – | – | – |
» 0,63 » 0,80 » | 30 | 1 | 60 | 40 | 1 | 60 |
0,85 | 35 | 1 | 60 | 60 | 2 | 60 |
Св. 0,85 до 1,00 включ. | 35 | 1 | 60 | 75 | 2 | 60 |
» 1,00 » 1,20 » | 40 | 1 | 60 | 75 | 2 | 60 |
» 1,20 » 1,60 » | 50 | 1 | 60 | 80 | 2 | 60 |
» 1,60 » 2,00 » | 50 | 1 | 60 | 90 | 2 | 60 |
2,20 | 60 | 1 | 60 | 100 | 3 | 60 |
2,50 | 60 | 1 | 60 | 120 | 4 | 60 |
2,80 | 70 | 2 | 60 | 120 | 4 | 60 |
Св. 2,80 до 3,60 включ. | 70 | 2 | 60 | 135 | 4 | 60 |
» 3,60 » 5,50 » | 80 | 3 | 60 | 155 | 4 | 60 |
» 5,50 » 6,00 » | 85 | 3 | 60 | 155 | 4 | 60 |
2.9. Минимальная масса мотка или отрезка проволоки на катушке должна соответствовать указанной в табл. .
Таблица 4
Масса проволоки в мотке или на катушке, кг, не менее | ||
без покрытия | оцинкованной | |
От 0,16 до 0,18 | 1 | – |
Св. 0,20 » 0,56 | 2 | 0,3 |
» 0,60 » 1,00 | 5 | 0,6 |
» 1,10 » 2,00 | 8 | 2,0 |
» 2,20 » 3,60 | 12 | 5,0 |
» 4,00 » 6,00 | 30 | 10,0 |
» 6,30 »10,00 | 40 | – |
Примечание. Допускаются мотки проволоки без покрытия массой на 50 % меньше указанной в табл. в количестве не более 10 % массы мотков проволоки в партии.









Допускаются мотки проволоки массой 500 – 1500 кг. Каждый моток должен состоять из одного отрезка проволоки.
(Измененная редакция, Изм. № 3, 5).





