

Выбор типа шпинделя
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.

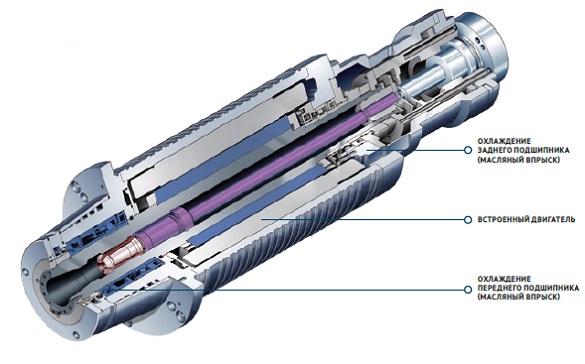
Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
5 Электрическая схема и электродвигатель токарного агрегата
Понятно, что никакая кинематическая схема функционирования станка для токарной обработки металлических изделий не может быть реализована, если на агрегате отсутствует электродвигатель. Двигатель может быть: асинхронным; постоянного тока. Электродвигатель асинхронного типа располагает литой чугунной либо алюминиевой станиной, ротором и статором. В зависимости от установленной на станок модели двигатель способен выдавать несколько скоростей вращения (либо одну).
Обычно электрическая схема токарного станочного оборудования работает за счет двигателя с короткозамкнутым ротором. Коробка передач (как следствие и коробка скоростей, и иные основные электрокомпоненты станка) в данном случае соединяется с «движком» либо посредством ременной передачи, либо напрямую с ротором.
На токарный агрегат может монтироваться и двигатель, позволяющий выполнять изменение скоростей вращения по бесступенчатому принципу. Он представляет собой устройство с независимым возбуждением, обеспечивающее регулировку частоты вращения в интервале 10 к 1. Такое оборудование применяется намного реже, так как короткозамкнутый двигатель характеризуется малыми размерами и высоким уровнем экономичности его применения.
Двигатель постоянного тока чаще используется для упомянутого выше бесступенчатого регулирования скоростей шпиндельного узла. Станину такого мотора делают из стали низкоуглеродистых марок (выбор материала неслучаен, он связан с тем, что станина является магнитопроводом), а сердечники его статора – из электротехнической стали. Добавим, что двигатель любого вида функционирует в комплексе с другим электрооборудованием, которое монтируется на токарный станок и обеспечивает его бесперебойную эксплуатацию по определенной электрической схеме.
Принцип работы
Способ обработки на таких станках прост – фреза снимает с заготовки «все ненужное», создавая деталь с размерами, точно соответствующими чертежу. Для этого требуется выполнить несколько условий:
- Сплав фрезы должен быть значительно прочнее металла или сплава заготовки.
- Должен быть правильно подобран профиль (форма) фрезы, количество зубьев.
- Переключением скоростей вращения шпинделя подбирается оптимальная скорость обработки.
- Заготовка должна абсолютно точно располагаться и перемещаться относительно фрезы. При этом крепление заготовки должно быть достаточно прочным.
Процесс фрезерной обработки:
Любое отклонение приведет к выборке в ненужном месте, и заготовка попадает в брак.
Поэтому большое значение имеют параметры рабочего стола. Шпиндель и механизмы подачи заготовки к фрезе не должны иметь люфтов. Салазки должны перемещаться без малейших отклонений. От того, насколько точно работают эти узлы, зависит класс точности станка. В металлообработке есть 5 классов точности для станков:
- Н – нормальная точность.
- П – повышенная.
- В – высокоточные станки.
- А – повышенная высокая точность.
- С – мастер-станки, самые высокоточные.
Фрезерные станки классов В, А, С используют в цехах с постоянной температурой и влажностью, так как большой температурный ход приводит к сужению и расширению металлических частей станка на минимальные величины, но это уже недопустимо для сверх высокоточных станков, допуски на которых составляют сотые доли мм.
Точность обработки на станках старого типа зависела не только от станка, но и от квалификации фрезеровщика. Далее стали появляться вспомогательные механизмы и приспособления, станки с полуавтоматической и автоматической подачей, с ЧПУ (числовое программное управление).
Современные станки, работающие по компьютерным программам, имеют другой принцип работы. Заготовка может крепиться неподвижно, а её обработку проводит подвижная в трех координатах фреза. Такие станки работают с минимальным участием человека (загрузка ПО, расположение заготовки, включение и контроль) и могут сделать деталь любой сложности с высокой точностью. Это вывело технологии фрезерной металлообработки на новый уровень.
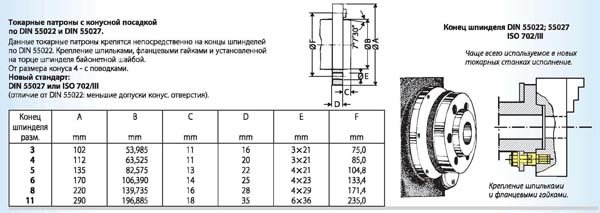
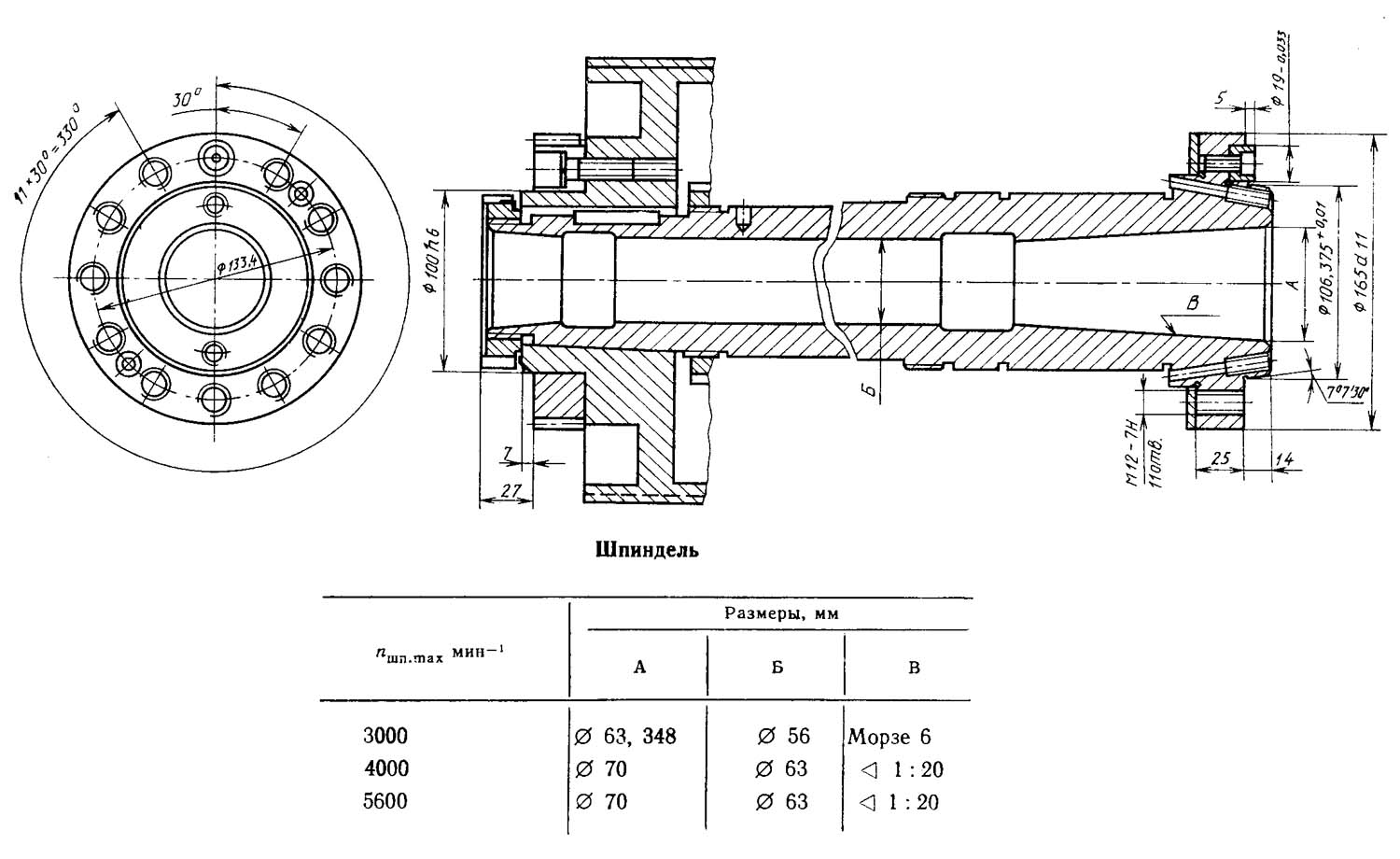
Концы шпинделей фланцевые под поворотную шайбу ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
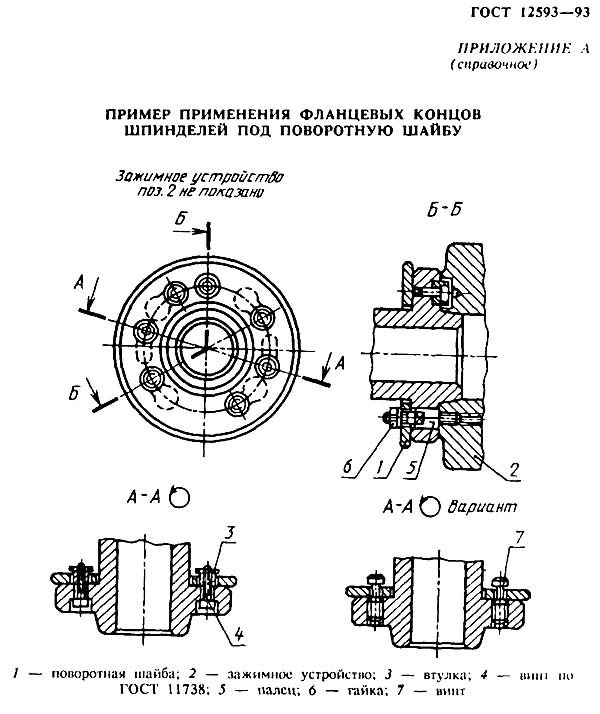
Пример применения фланцевых концов шпинделей под поворотную шайбу
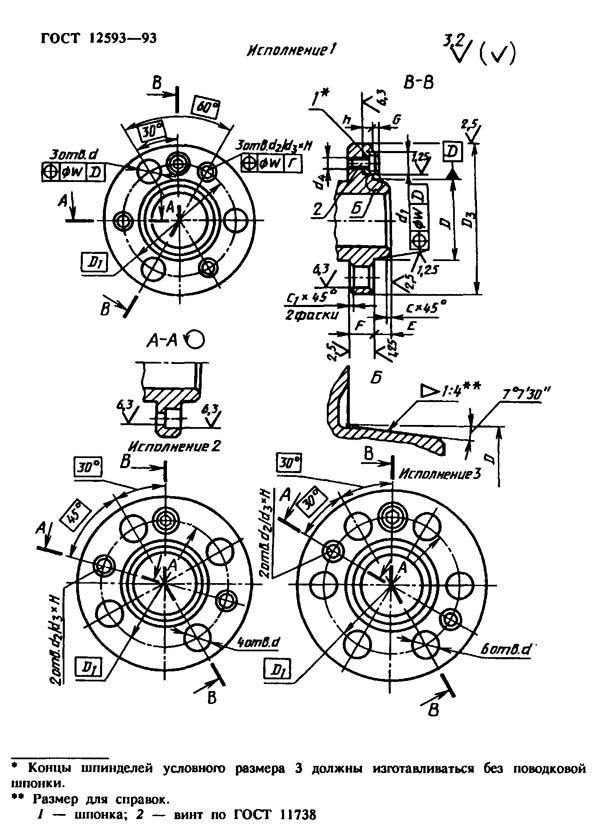
Исполнения фланцевых концов шпинделей под поворотную шайбу
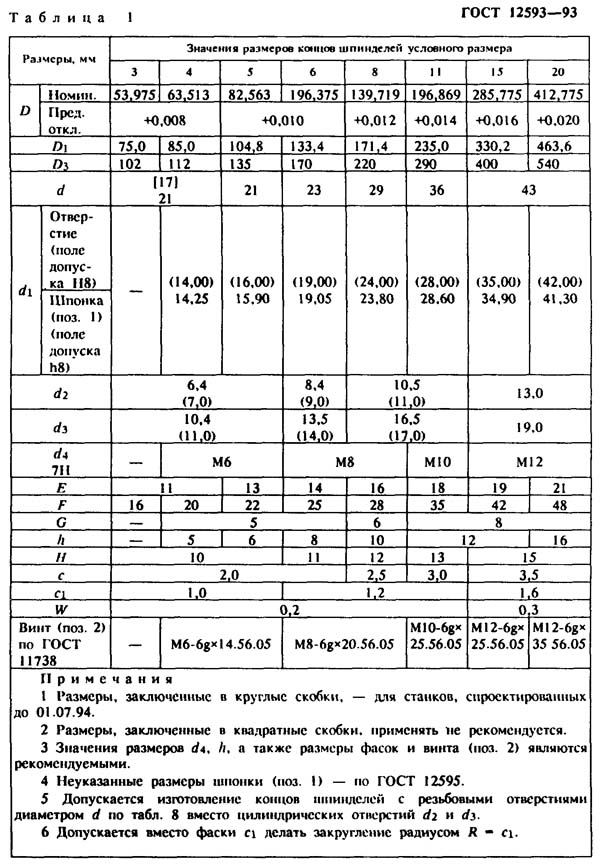
Размеры фланцевых концов шпинделей под поворотную шайбу

Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
- Условный размер конца шпинделя 3 и 4;
- Условный размер конца шпинделя 5, 6, 8;
- Условный размер конца шпинделя 11, 15, 20.
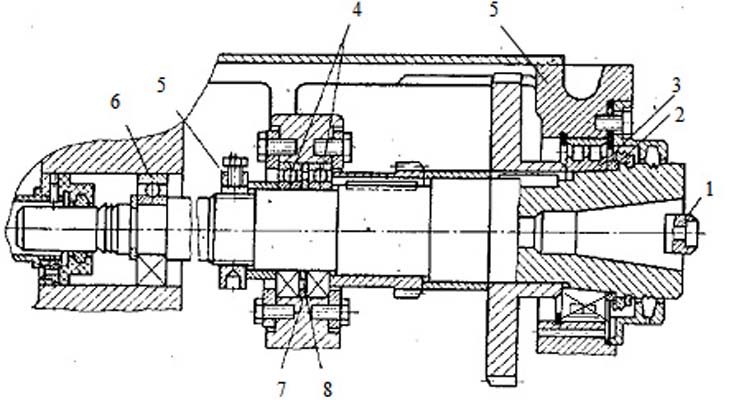
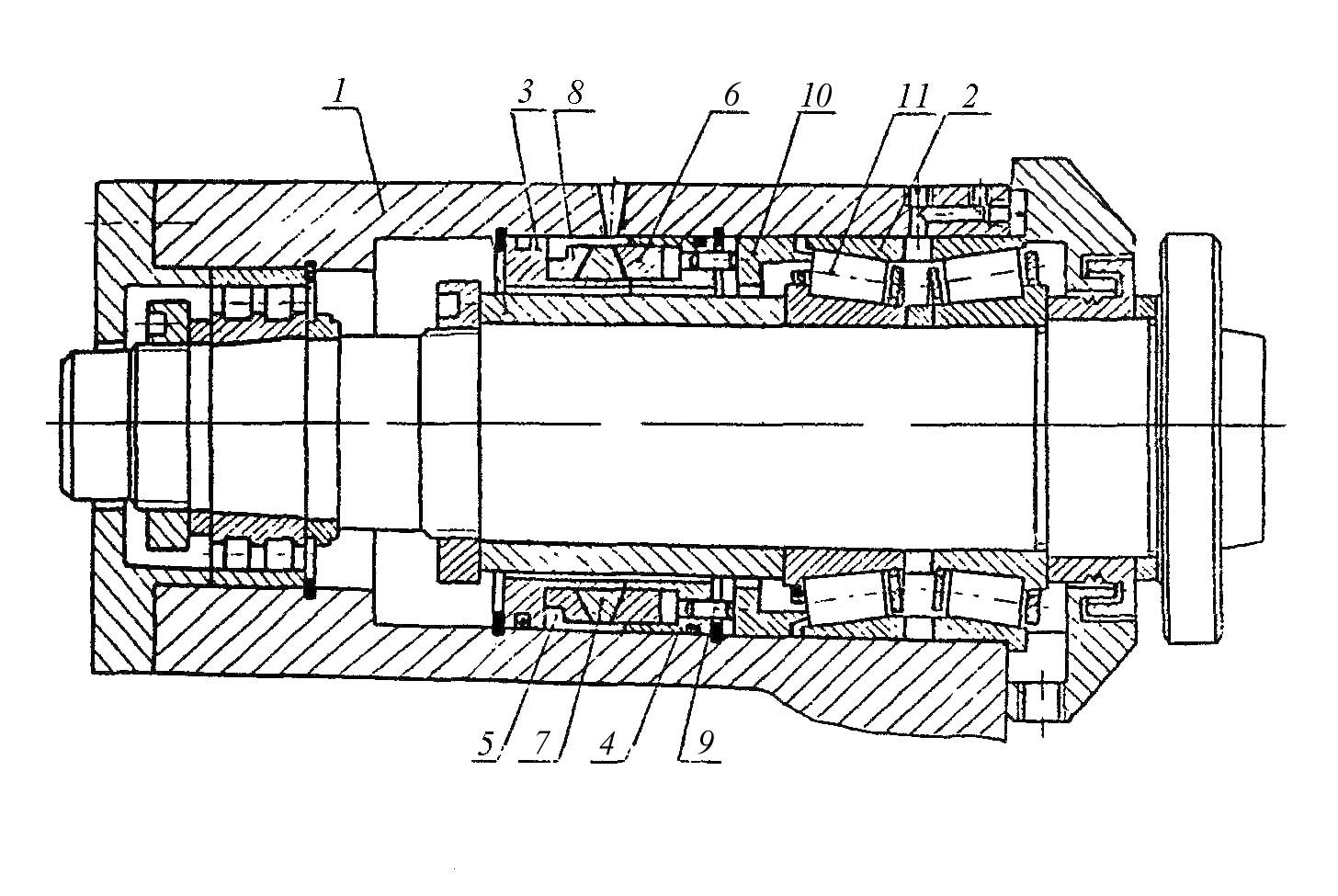
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Область применения мини-токарных станков
Мини-токарный станок имеет обширный круг применения. На мини-токарном станке можно выполнять механическую обработку небольших заготовок тел вращения, нарезать наружную и внутреннюю резьбу, сверлить отверстия, растачивать, точить канавки, подрезать торцы деталей с достаточно высоким качеством и точностью.
Степень качества обработки зависит от правильного подбора марки оборудования. Данный станок очень удобен в эксплуатации и обеспечивает высокую точность и качество получаемых резанием деталей. Обычно, их монтируют на столе или подставке(поддоне). Для устойчивости мини станка и предупреждения сдвига при обработке станину крепят к опорной поверхности.
Ценным преимуществом является работа в очень ограниченном пространстве и достаточно высокая производительность при маленьких размерах оборудования.
При потребности использования в серийном и массовом производствах используют автоматы продольного и продольно-фасонного точения, револьверные и фасонно-отрезные.
При потребности использования в мелкосерийном и серийном производствах мини станков, применяют мини станки с повышенной и нормальной точностью. Высокоточные мини станки используют в приборостроении, часовой промышленности, мебельной промышленности и т.п.
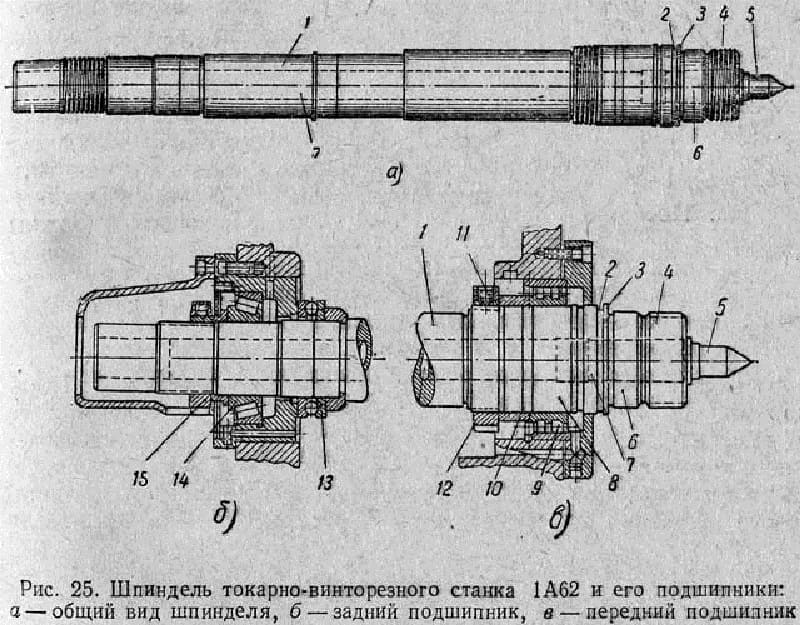
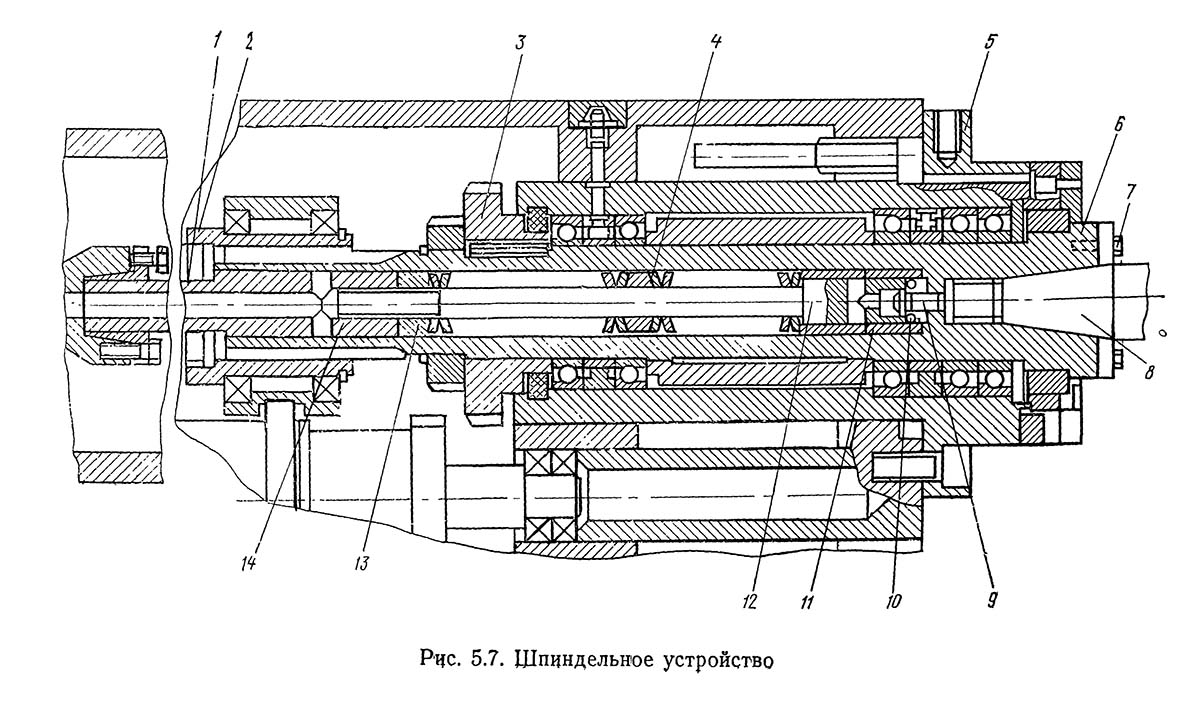
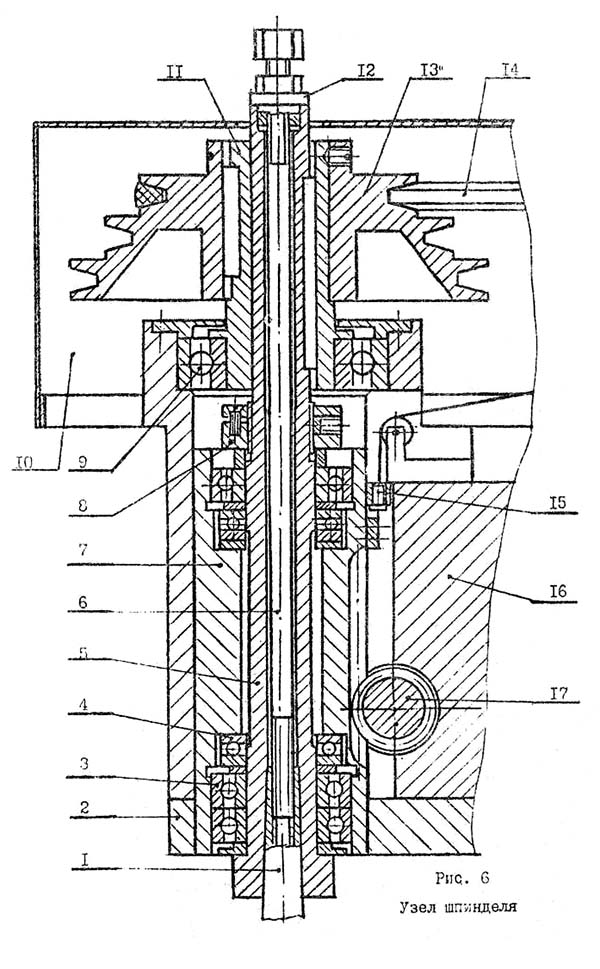
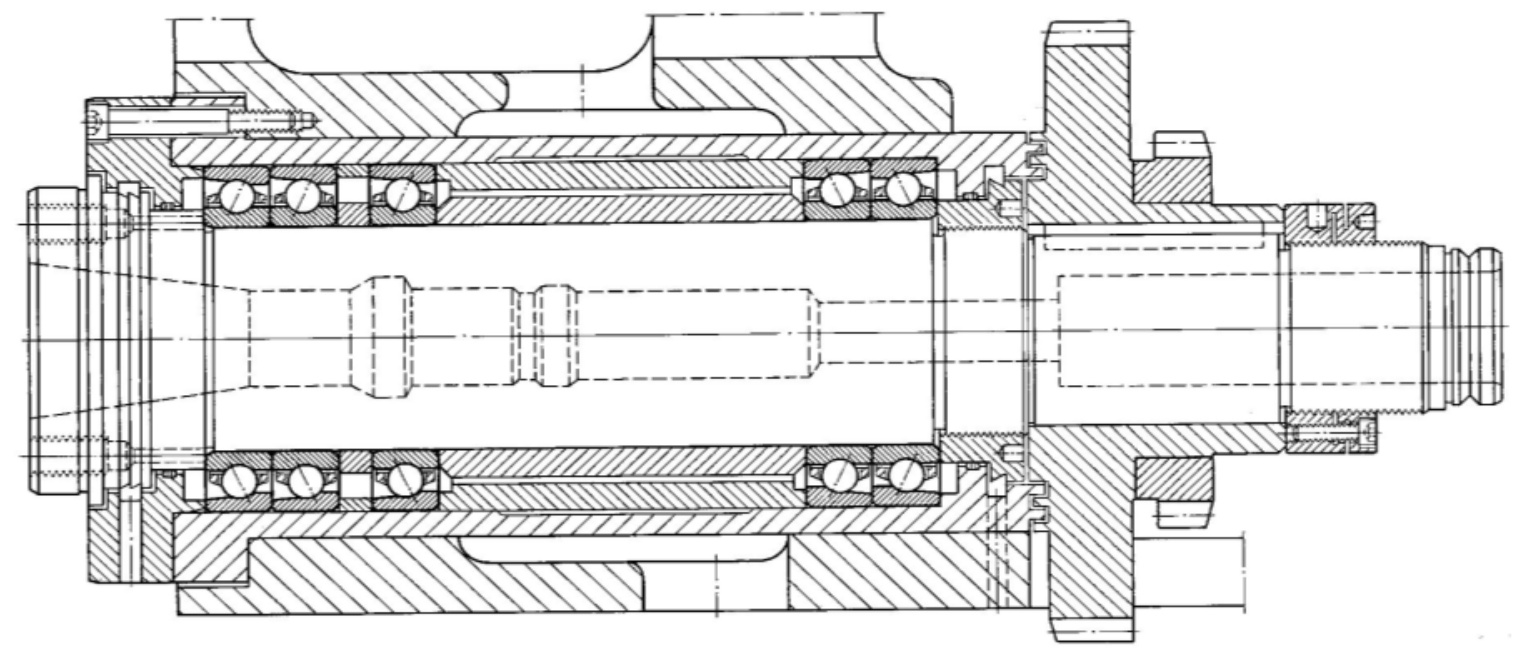
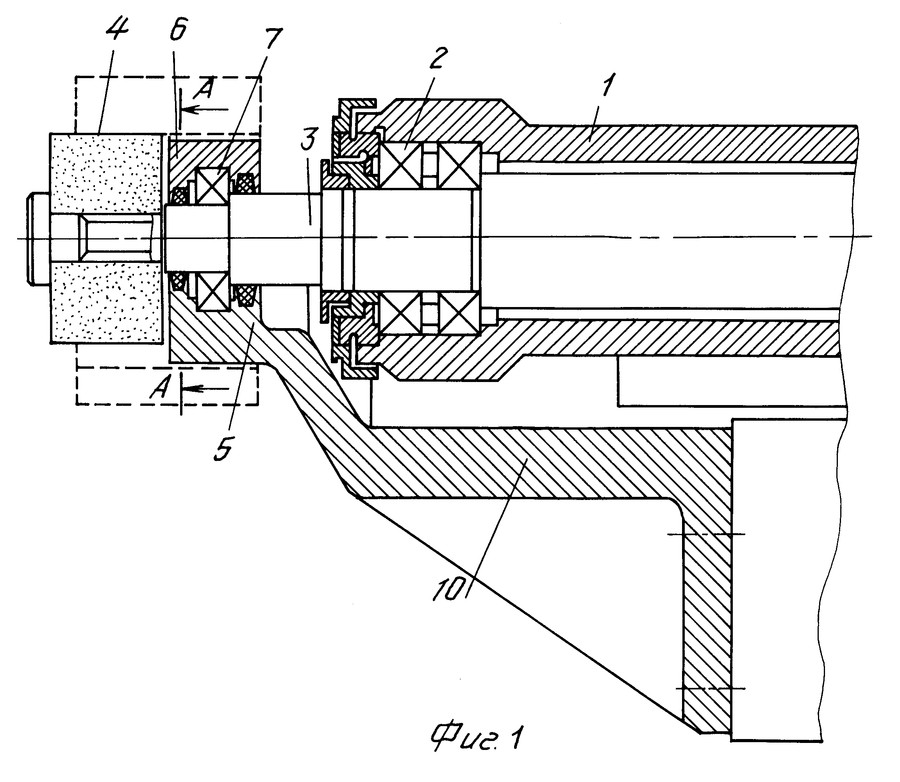
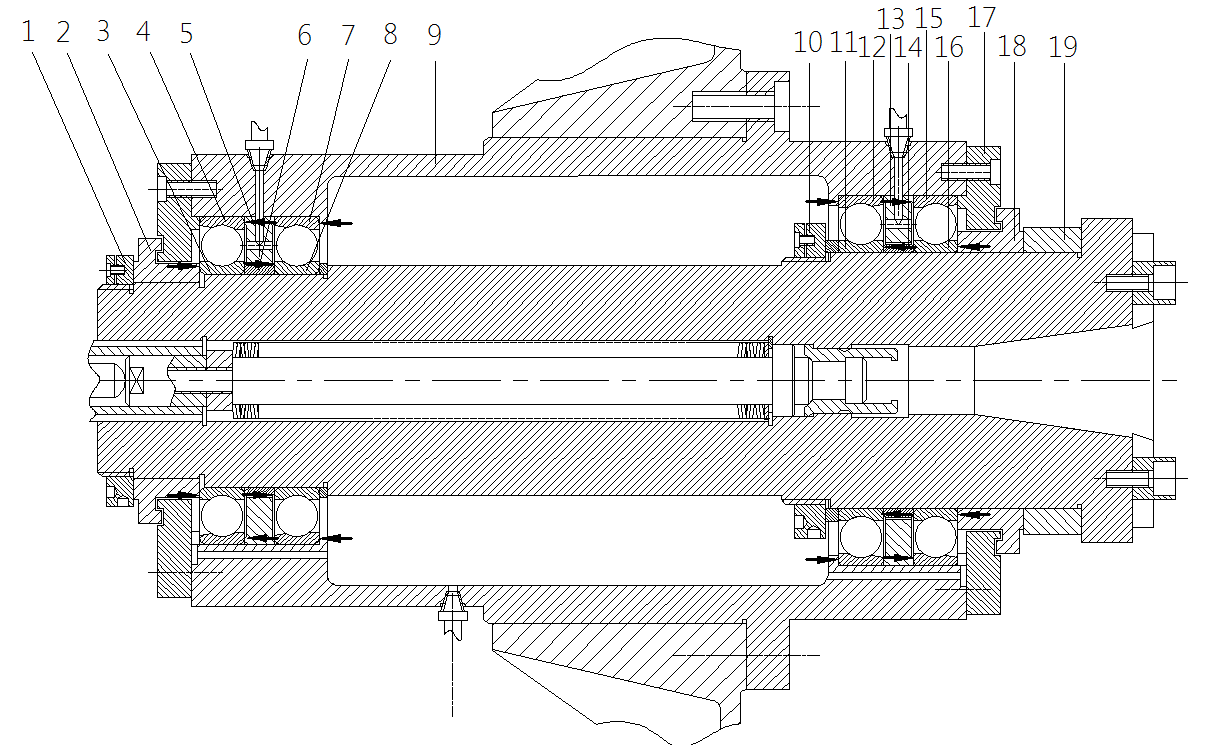
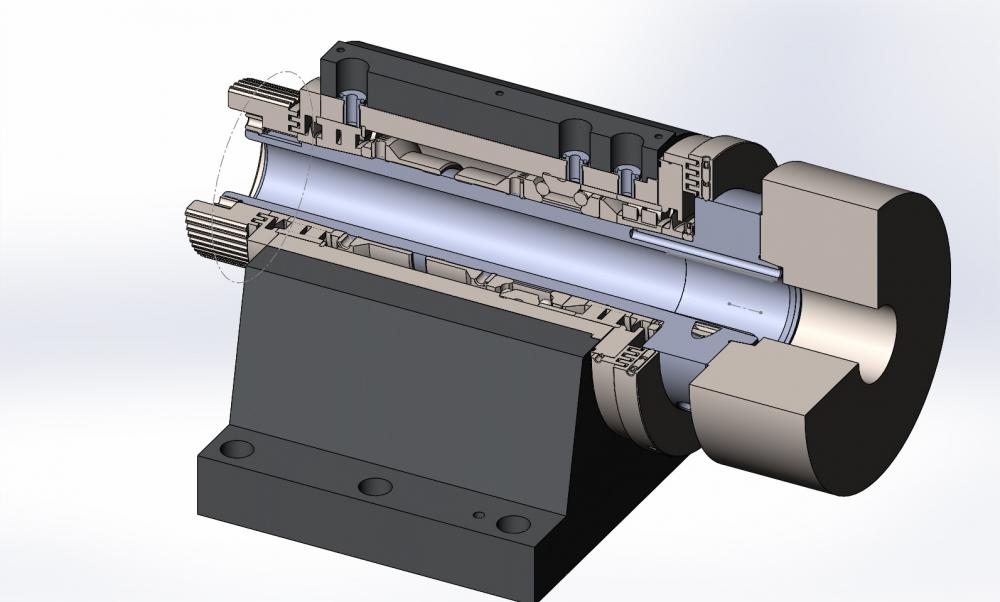
Особенности конструкции шпинделя
Ключевой конструктивной особенностью шпинделя любого типа является использование в конструкции опорных подшипников, удерживающих вал в рабочем положении (горизонтальном или вертикальном) и предотвращающих его радиальное биение. Дешёвые шпиндели комплектуются, как правило, самыми простыми подшипниками качения. Узлы, к которым предъявляются жёсткие требования по минимизации радиальных биений, оснащаются гидродинамическими подшипниками скольжения. В высокоскоростных прецизионных станках применяются гидростатические и магнитные опоры, обеспечивающие осевые отклонения не более 0,5 мкм. Такие подшипники используются сегодня в большинстве машин с ЧПУ.
Другая особенность конструкции шпинделя состоит в наличии собственной системы охлаждения. Поскольку шпиндель механически непосредственно сопряжён с обрабатываемой заготовкой или инструментом, то выделяемое в процессе металлообработки тепло поглощается зажимным устройством и валом, что вызывает температурные деформации компонентов шпинделя. Этот эффект предотвращает смазочно-охлаждающая жидкость, омывающая специальные технологические полости внутри шпинделя, за счёт чего устраняются условия возникновения деформаций.
Сверлильные станки: применение, конструкция, механизм действия
Сверлильные станки для производства отверстий в бытовых и промышленных условиях имеют одинаковое назначение. Они применяются для создания отверстий в заготовках из древесины, бетона, металла и т.д. Роль режущего инструмента выполняет сверло, которое аккуратно снимает стружку с детали.
Для создания отверстий в заготовках конструкция сверлильного агрегата должна включать в себя плиту-основание. На эту плиту монтируются все остальные элементы. Устройство вертикально-сверлильного станка предусматривает наличие сверлильного блока. Блок устанавливается на опорную стойку, которая фиксирует обрабатывающую часть и производит ее смещение.
Если вы хотите купить сверлильный станок, нужно принять во внимание такие особенности, как:
- тип сверлильного патрона;
- максимальный размер сверла;
- размеры рабочего стола;
- мощность двигателя;
- количество скоростей.
Очень важно понять принцип действия такого оборудования. Передача вращательного движения к шпинделю производится с помощью механизма скоростей
Чтобы начать сверление, режущий инструмент требуется опустить, направив его к обрабатываемой детали. Положение сверлильного блока на вертикальной штанге можно изменять.
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик – Краснодарский станкостроительный завод имени Седина.
Изготовитель – Краснодарский станкостроительный завод имени Седина.
Основные параметры станка – в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
Класс точности станков Н по ГОСТ 8—77.
Наибольший диаметр обрабатываемой заготовки – Ø 1600 мм
Наибольшая высота обрабатываемой заготовки – Ø 1000 мм
Диаметр план-шайбы – Ø 1400 мм
Наибольший вес обрабатываемой заготовки – 6300 мм
Частота вращения план-шайбы – 4..200 об/мин, 18 ступеней
Мощность электродвигателя – 30 кВт
Вес станка полный – 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 – станок токарно-карусельный универсальный одностоечный
1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 – станок токарно-карусельный с УЦИ – устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 – станок токарно-карусельный с УЧПУ – устройством числового программного управления
Типы шпиндельных узлов
Эти узлы классифицируются следующим образом:
- типу привода;
- виду и количеству опор;
- связи с приводом;
- типу отверстия;
- конструктивному исполнению ШУ;
- способу закрепления заготовки, обрабатывающего инструмента, дополнительной оснастки;
- марки используемой стали;
- размерам всего агрегата;
- количеством одновременно закреплённого инструмента;
- способам смазки.
Шпиндели и шпиндельные узлы приводятся в движение с помощью ременной или зубчатой передачи. Выбор способа привода, а следовательно конструкция шпиндельного узла, определяется необходимой скоростью вращения, передаваемой мощности, кинематической схемой станка.
Ременные передачи обеспечивают плавный ход, снижают динамические нагрузки, обеспечивают передачу вращения на большие расстояния между двигателем и шпинделем, не требуют постоянной смазки.
Зубчатая передача достаточно компактна, способна обеспечить постоянное передаточное отношение, больший крутящий момент.
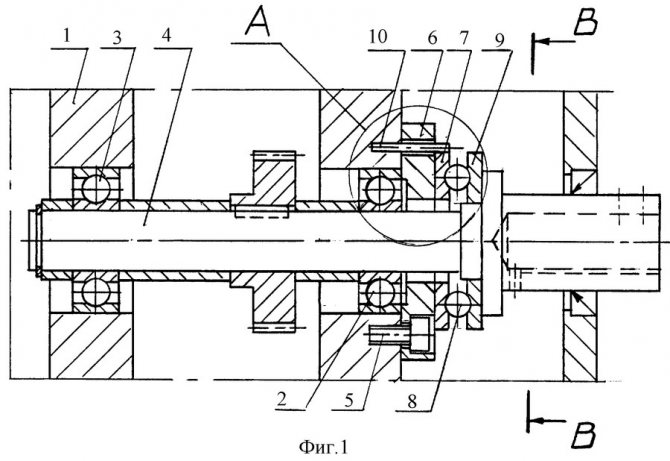
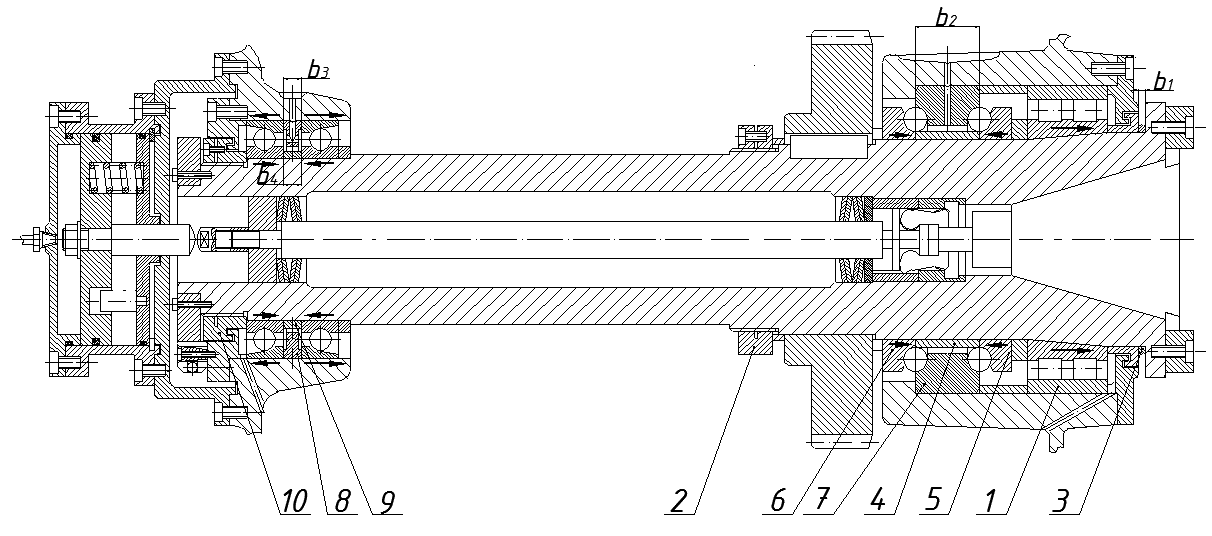
Шпиндельный узел токарного станка установлен на две опоры. У агрегатов, предназначенных для изготовления крупногабаритных и массивных деталей, дополнительно устанавливают третью опору. Жесткость конструкций зависит от системы крепления и расстояния между ними. Применение третьей опоры вызвано необходимостью обеспечить дополнительную жёсткость крепления заготовки и демпфирования возможной нестабильности колебаний.
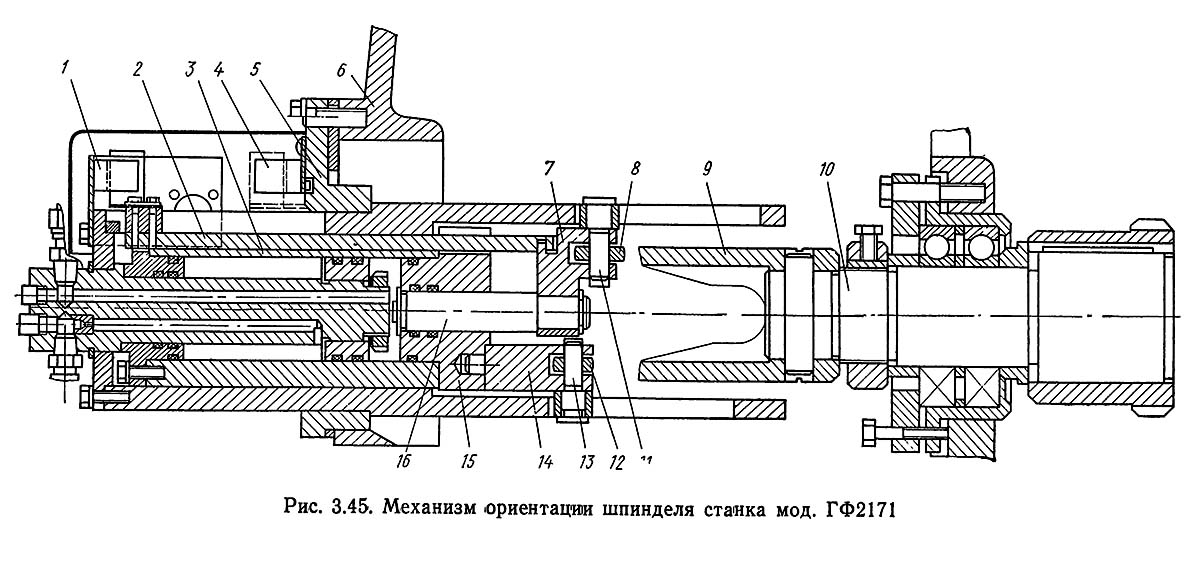
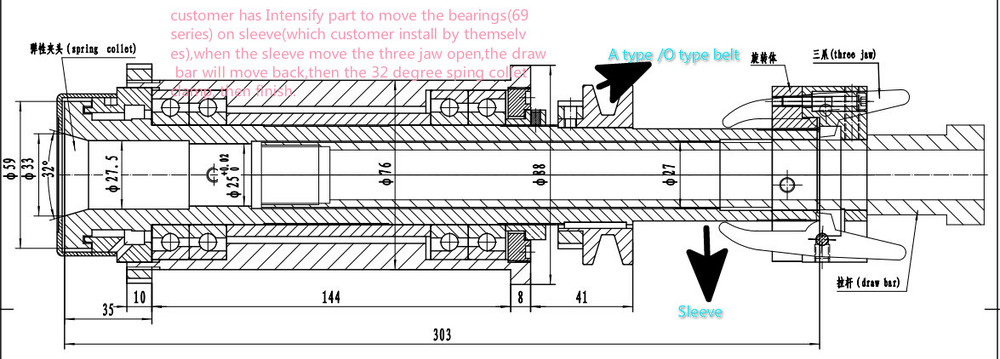
В станках, предназначенных для выполнения большого числа операций, концы шпинделей выполнены в форме цилиндра. В каждом из них размещается скалка, которая свободно перемещается вдоль продольной оси. Она заканчивается отверстием, выполненным на конус.
Фрезерные станки снабжены оправкой, которая крепится специальной тягой. Вращение передается приспособлениями, которые называются сухарями. При установке режущего инструмента их наконечник помещается в специальные пазы.
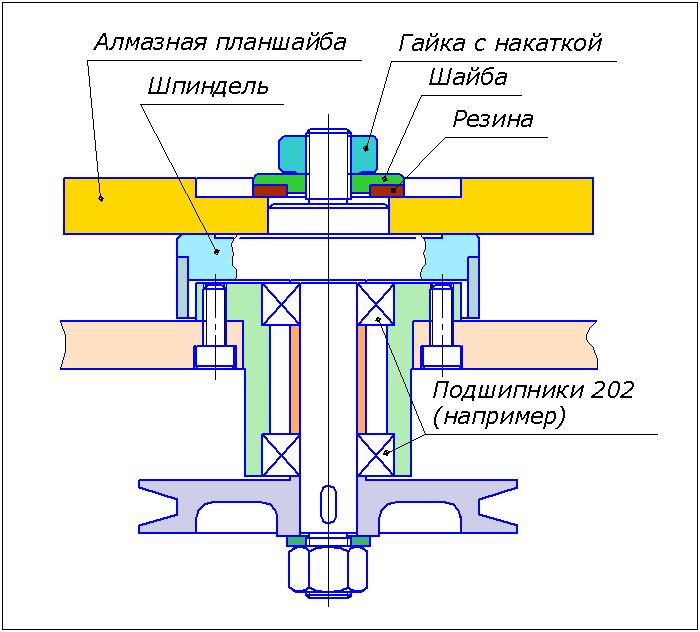
У шлифовальных станков наконечник шпиндельного узла снабжён хвостовиком. Его выполняют в форме конуса. К нему закреплена планшайба. На неё при помощи фланца крепится шлифовальный круг. Фланец имеет специальный паз, в который монтируются подвижные сухари. С их помощью производят балансировку круга.
В шпиндельных устройствах применяются два типа подшипников:
- шариковые (устанавливаются в быстроходных малонагруженных агрегатах);
- роликовые (в средних и тяжелых станках, где необходимо обеспечить повышенную жесткость).
В некоторых типах станков (например, агрегаты шлифовальные, расточные, для присадочного станка) используются гидродинамические подшипники. Они обеспечивают успешную работу узла при небольших изменениях скорости вращения в условиях небольших нагрузок.
Для обеспечения хорошей подвижности и легкости работы применяют способы подачи смазки трёх типов:
- проточная под давлением (циркуляция обеспечивается специальным насосом);
- система смазывания созданием так на «масляного» тумана;
- применение густой консистенции.
Все системы обеспечивают хорошую смазку и сохранение температурного режима.
Первый способ обеспечивает надежность поступления масла в зону смазки. Это происходит благодаря насосу. Под давлением происходит качественный отвод тепла. Второй позволяет более равномерно распределять масляную жидкость, но может обеспечить только незначительный отвод тепла от вращающихся деталей. Кроме этого при нарушении герметизации в сальниках манжетах может произойти выброс воздушно масляной смеси.
По количеству одновременного закреплённого инструмента станки подразделяются на аппараты с одним узлом крепления и несколькими. Например, токарный станок марки ИТ 42 имеет револьверную головку с восемью элементами крепления.
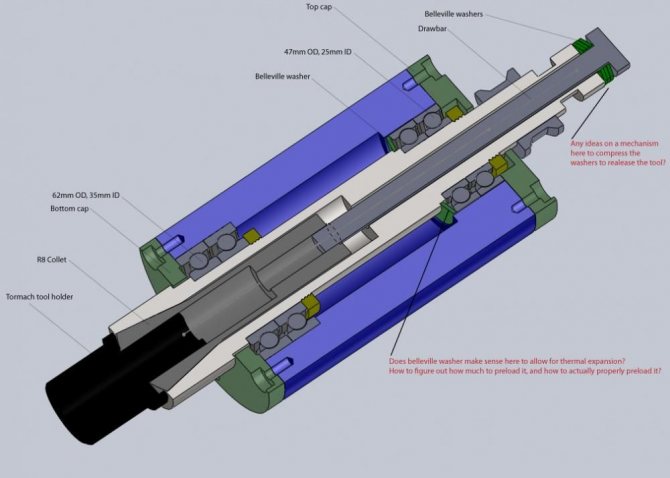
Особенности конструкции
Фрезерные станки устанавливаются в частных мастерских и промышленных сооружениях. В последнее время большое распространение получили варианты исполнения с ЧПУ, так как за счет установленного блока управления автоматизируется процесс обработки и существенно повышается точность. Устройство шпинделя фрезерного станка несколько отличается от соответствующего узла токарного оборудования, так как в первом случае предназначение заключается в закреплении инструмента, во втором — цилиндрической заготовки. Кроме этого, патрон для шпинделя ЧПУ производится с более высокой точностью, так как незначительное отклонение может стать причиной потери точности.
Рассматривая что такое шпиндель и как он устроен, следует уделить внимание нижеприведенным моментам:
- Основа представлена металлическим валом с повышенной устойчивостью к осевой нагрузке.
- Специальная конструкция, предназначенная для крепления фрезы, представлена сочетанием оправки и цанги.
- Исключить вероятность плотного прилегания оправки можно за счет выполнения шпинделя в форме конуса.
- Современная конструкция фрезерного станка предусматривает размещение шпинделя на специальной каретке, которая может перемещаться сразу в трех координатах. За счет этого обеспечивается высокая функциональность и производительность. При этом чертеж может обладать весьма высокой сложностью.
- Вращательное движение передается непосредственно фрезе. Многое точное оборудование не имеет промежуточных элементов, которые существенно снижают показатель эффективности и могут стать причиной искажения вращения.
- Наиболее важными параметрами можно назвать мощность и частота вращения.
Особенности конструкции определяет то, что устройство шпинделя фрезерного станка позволяют устанавливать самые различные насадки. Этот момент существенно расширяет область применения устройства.
Критерии выбора
Выбор фрезерного станка начинается с анализа материала, с которым ему придется работать: металл или дерево. Затем анализируются технологические операции, объем работ
При выборе шпинделя, обращают внимание на его основные характеристики:
- частота вращения;
- мощность;
- конструкция;
- регулировка скорости;
- способ крепления инструмента;
- выполняемые работы;
- тип охлаждения.
Стоит обращать внимание на ток, подключаемый к оборудованию
Мощность
Выбор мощности шпинделя определяется твердостью обрабатываемого материала. Для дерева и плит, изготовленных с его отходов – ДСП, МДФ, достаточно мощности до 3 кВт. На оборудовании можно обрабатывать пластик, фанеру, делать гравировку.
Цветные металлы, их сплавы относительно мягкие, но имеют большой коэффициент вязкости. Чистый рез получается только при мощности до 6 кВт и частоте вращения от 18000 об/мин. Обработка стали и чугуна требует шпинделя с мощностью более 6 кВт, частотой вращения до 22000 об/мин. В зависимости от твердости и вязкости материала, режимы подбираются сочетанием скорости вращения и величиной подачи.
Способ фрезеровки
Фрезеровка производится встречным и обратным способом. Вращение инструмента направлено против движения детали или совпадает с ним.
Различают режимы обработки:
- силовой;
- скоростной.
При силовом режиме обработка идет с большой подачей, на малых оборотах, за счет мощности шпинделя. Режущая кромка каждый раз захватывает толстый слой материала. Скоростной режим предполагает возможность инструмента вращаться с большой скоростью. Подача стола небольшая. Режим подходит для цветных металлов и дерева, гарантирует высокую чистоту обрабатываемой поверхности.
Важно!
Чугун хорошо обрабатывается на низких оборотах с малой подачей. Он не любит больших скоростей.
Охлаждение
Фрезерные шпиндели имеют 2 типа охлаждения:
- воздушное;
- водяное.
Для охлаждения воздушными потоками в корпусе узла делаются специальные прорези. При вращении вала, происходит завихрение, холодный воздух втягивает снаружи. Система водяного охлаждения сложная в исполнении. Она должна быть герметична. Установленные на домашнем оборудовании шпинделя с воздушным охлаждением работают дольше.
На промышленном оборудовании за счет подшипников снижается трение и нагрев шпинделя. Достаточно воздушного потока. Коробка скоростей смазывается и охлаждается маслом. Двигатель имеет свою систему охлаждения – крыльчатку на валу.
Материал заготовки
Режимы резания и угол заточки режущей кромки подбираются под характеристики материала заготовки.
Дерево
Чистый рез получается при обработке древесины быстро вращающимся инструментом. Подача и глубина реза небольшие. Шпиндель подойдет высокооборотный, с мощностью до 1,5 кВт.
Важно!
При обработке древесины в силовом режиме, на детали образуются сколы, трещины между волокнами, поверхность шероховатая.
Металл
Резка металла требует большой мощности и высокой прочности узла. Во время обработки детали, кроме вращательного момента, на шпиндель действует сопротивление. Его сила направлена перпендикулярно оси вращения.
Шпинделя по металлу имеют прочный массивный корпус, в основном чугунный. На валу установлены упорные и радиальные подшипники. Скорость вращения инструмента должна регулироваться в пределах 20–18000 об/мин.
Устройство и возможности промышленных сверлильных останков
Устройство промышленных сверлильных станков является более сложным, чем у бытовых агрегатов, а возможности таких приборов очень велики. На подобных станках можно обрабатывать заготовки из любого металла и других материалов значительной толщины.
Электросхема сверлильных станков промышленного назначения отличается надежным исполнением. Большинство таких агрегатов имеют возможность автоматического изменения направления вращения сверла. Почти все модели промышленных станков оснащены системой подачи жидкости для охлаждения.
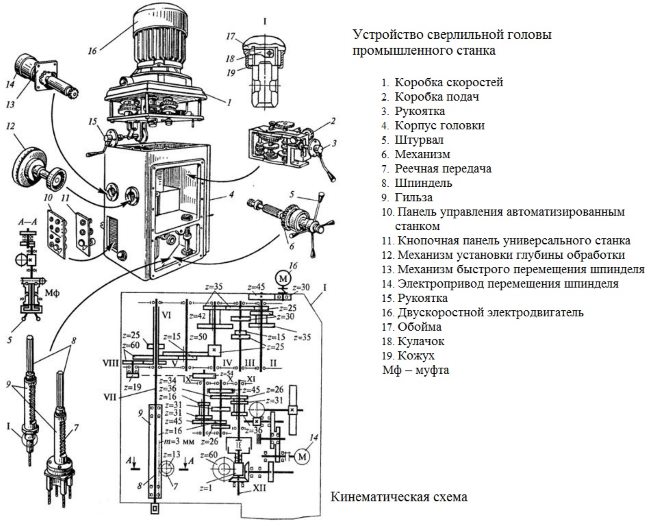
Фото №4: устройство промышленного сверлильного станка





