

Для станков по дереву
На деревообрабатывающих фрезерах применяются конструктивно практически такие же шпиндели, как и на металлообрабатывающих. На простых станках используются прямые валы с патроном или цангой для зажима фрезы. Также валы с резьбовым зажимом под насадные фрезы.

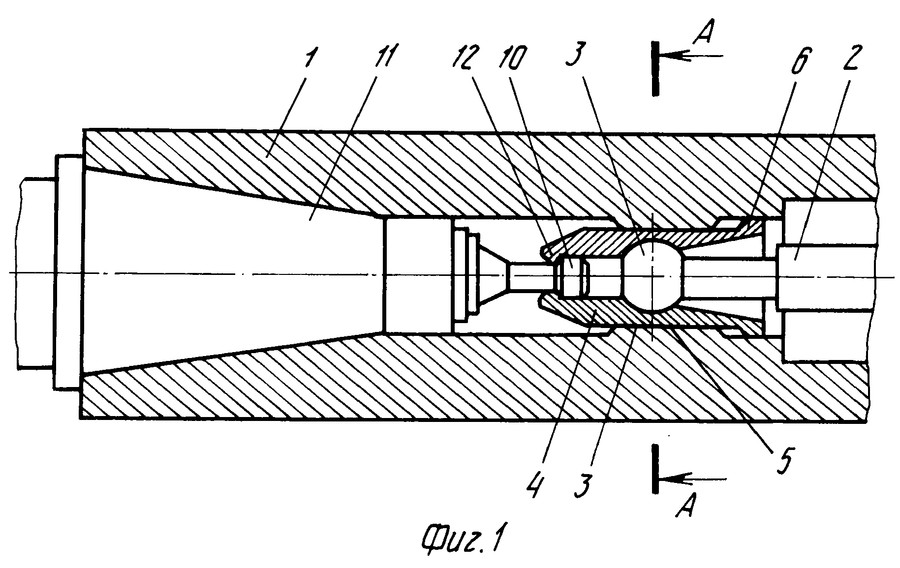
На изображении – шпиндель простого фрезера по дереву с дисковой насадной фрезой.
На них насаживаются фрезы самого разного профиля, под выборку паз/шип для вагонки, плинтусного профиля, шипы для сращивания, обработки цилиндрических деталей за два прохода (с двух сторон по полукругу) и т.д.
На современных деревообрабатывающих фрезерах с программным управлением применяются сложные шпиндели с собственным электродвигателем, описанные выше.
Особенность шпинделей для деревообработки в более высоких оборотах. При этом смазка в подшипниках склонна к перегреву, поэтому применяются термостойкие смазки для высокооборотных узлов.
Конструкция и технические особенности
Главные компоненты технической характеристики:
- мощность;
- частота вращения вала;

Фрезерный шпиндель
Данные о мощности установки позволяют определить материал пригодный для работы.
Так, для:
- фанеры, дерево-стружечной плиты, МДФ, пластмасс достаточно мощности в 800 Вт;
- дерева, текстолита, мягких сплавов — 1,5 тыс. Вт;
- камня, стали — 3 тыс.Вт.
Знание частоты оборотов позволяет установить рабочий режим станка с учетом особенностей материала.
Самодельный шпиндель токарного станка с ЧПУ «на коленке»
Всем привет, что-то последние недели на чипе каждый день открывается новая тема по самодельным токарным станкам. Решили тоже поучаствовать в этом процессе. :crazy:. Основной мозг — агрегатор пан Aegis, но и мы с Веталем приложились.
Итак…
Токарный станок с ЧПУ в хозяйстве имеется, но его уже не хватает по производительности. Решили построить с нуля. Во первых, это дешевле, интересно да и просто – чем еще заняться в эти длинные, зимне-весенние вечера))))
Для начала, открываю тему по проектированию и изготовлению токарного шпинделя, как основной составляющей всей остальной токарной махины.
Критика по делу и предложения строго приветствуются, не стесняйтесь))))).
Задача. Что мне нужно:
Короткий, высоко оборотистый жесткий шпиндель с проходным 40-42 мм.
Погрешность формы готовых изделий требуется до сотки. В хотелках, конечно, микроны :yahoo: , но посмотрим, что получится.
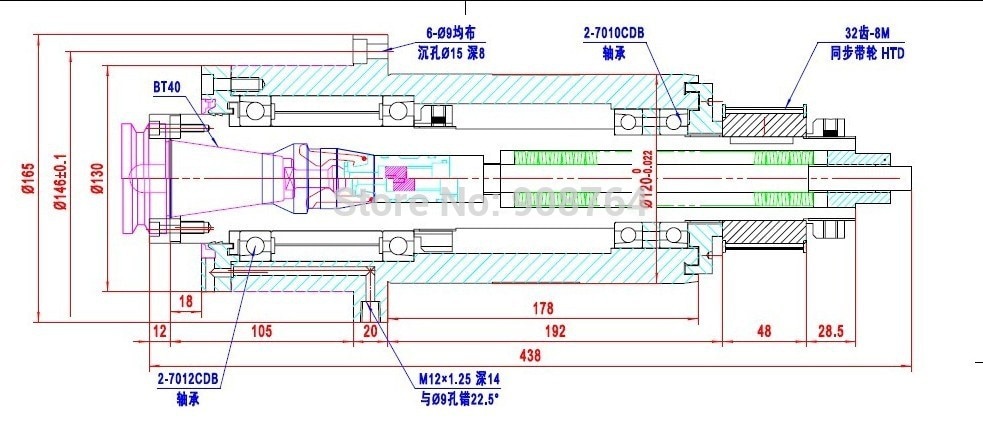
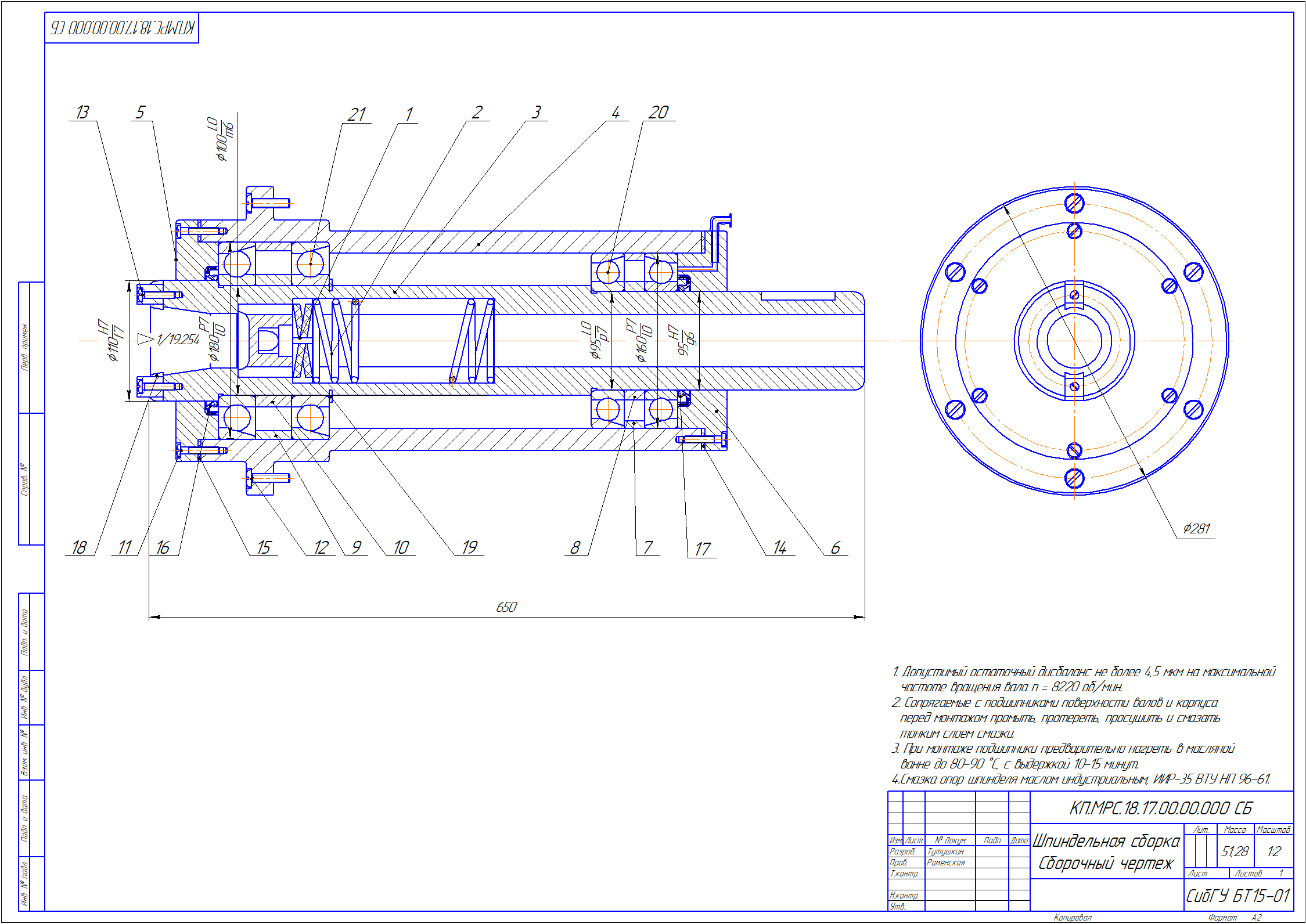
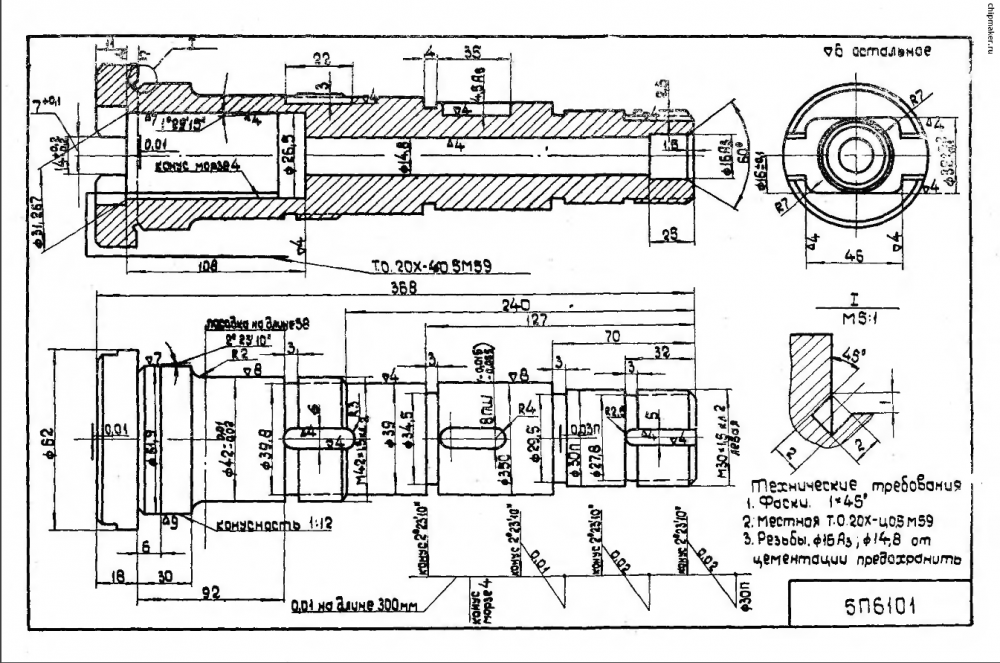
Технические характеристики шпинделя:
Длина 310 мм
Диаметр по фланцу — 117 мм
Ограничение оборотов:
— по подшипникам – 9000 об/мин.
— по приводному ремню – 7500 об/мин (35 м/с).
— по оснастке 4500 об/мин (трехкулачковый патрон), 6000 об/мин (цанговый патрон)
Смазка подшипников — жидкая. (выше ресурс подшипников, возможность отвести тепло).
Посадка патрона – Cam lock (большое количество интересной оснастки + есть ограничение по наибольшему диаметру который я могу точно отшлифовать).
Проходное отверстие со стороны патрона оканчивается укороченным КМ5 (растачивать будем уже после сборки на самом станке).
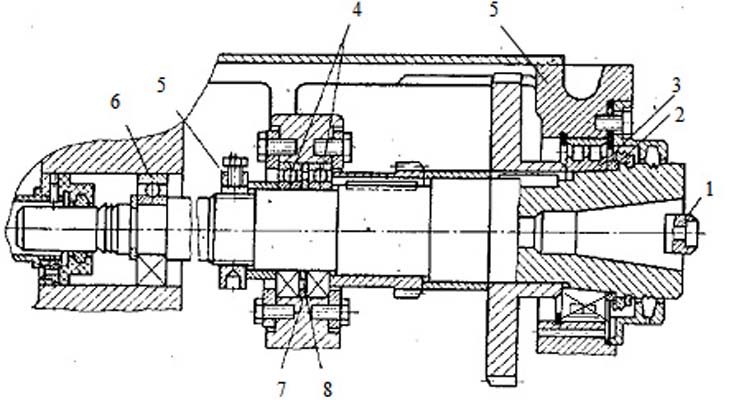
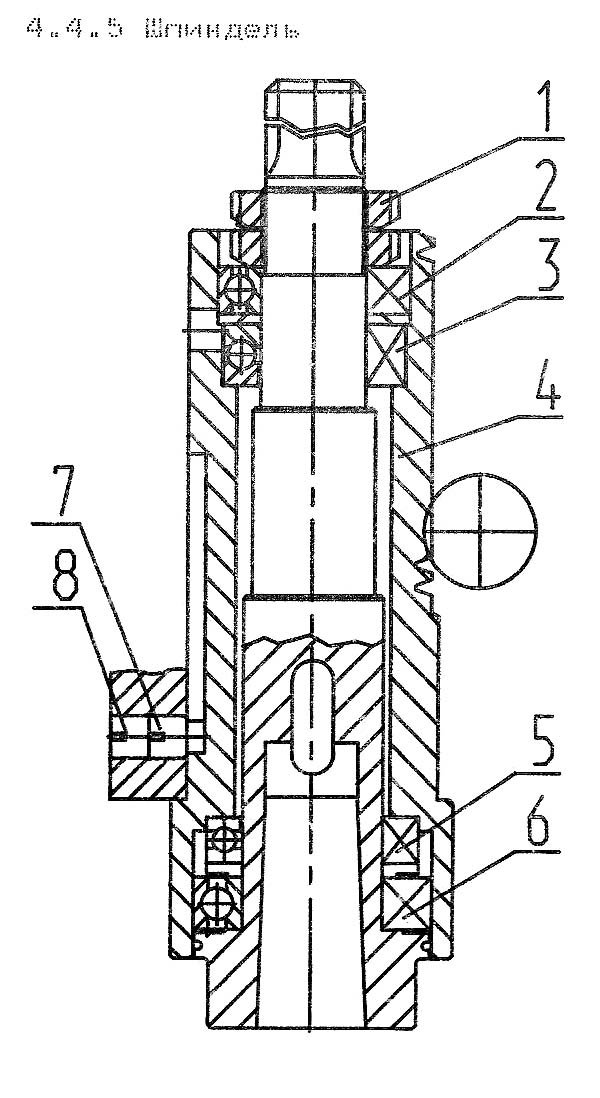
Устройство шпинделя:
Передняя опора – SKF NN3012 SP + SKF 234412UP (NN 3012 с посадкой на конус применен для выборки радиального зазора). Радиально-упорный шпиндельный подшипник 234412 размещен в передней опоре, чтобы свести к минимуму последствия теплового расширения шпинделя при нагреве во время работы, для восприятия осевой нагрузки.
Задняя опора – SKF NN3011SP (тоже для выборки радиального зазора).
Контроль температуры подшипников осуществляется тремя термодатчиками, которые подведены прямо к наружной обойме подшипников (устанавливаются в собственных корпусах уже после сборки).
Передача вращения через зубчатый шкив с профилем зуба HTD-5 (для возможности позиционировать, нарезать резьбы).
После окончательной сборки — динамическая балансировка.
Привод – серводвигатель. Для моих задач нужно иметь на шпинделе наибольший момент 7,5-9 Нм, поэтому поглядываю в сторону 2-3 кВт высоко оборотистых серв (6000). Передаточное отношение серва-шпиндель планирую 1:1, в т.ч. для использования собственного энкодера сервы для позиционирования шпинделя.
Пока получилось как-то так. Че не понятно, спрашивайте
Изменено 6 февраля, 2021 пользователем redmn
Устройство сверлилки
Фантазия непременное условие любого творческого успеха, но в машиностроении она бесполезна без точных расчетов и сверки с проверенными опытом решениями. История станкостроения насчитывает тысячелетия – лучковые токарные и сверлильные станки с ножным приводом использовались уже в конце каменного века. По теме этой статьи проверенный образец – настольный вертикально-сверлильный станок промышленного образца. По нему и будем сверяться, выбирая и решая, как лучше сделать сверлильный станок собственноручно: в эксплуатации находятся единичные экземпляры сверлилок, которым перевалило за 100, и точность они до сих пор держат.

Устройство настольного вертикально-сверлильного станка показано на рис.:
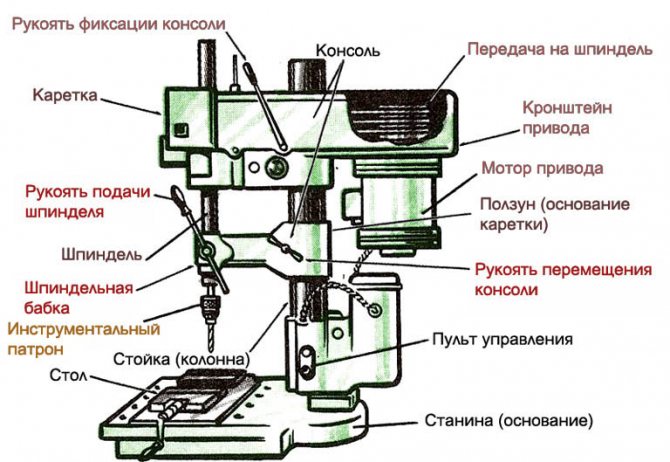
Устройство настольного вертикально-сверлильного станка
Его основные модули станина, колонна, консоль и стол для детали. Составные части основных узлов слегка выделены цветом, а их компоненты цветами поярче. Простейший стол (не считая деревянного чурбака) – тиски. Стол поворотно-сдвижной позволяет кроме сверловки производить также некоторые фрезеровочные операции. Станина как правило наглухо крепится к верстаку или др. надежной опоре.

Винтовой зажим — фиксатор консоли сверлильного мини-станка
В работе консоль при помощи подъемно-поворотного механизма ползуна устанавливают в требуемом положении сообразно размерам и конфигурации обрабатываемой детали, и фиксируют. Подача шпинделя на рабочий ход осуществляется отдельным механизмом подачи. В любительских и промышленных для домашнего пользования конструкциях подъемно-поворотный механизм это чаще всего рука оператора, а фиксатор – винтовой зажим ползуна, см. рис. справа; по ТБ то и другое допустимо. Но что непременно должно быть в конструкции сверлильного станка по требованиям тех же ПБ, так это отбойное устройств или просто отбойник: если бросить рукоять подачи, шпиндель или каретка вместе с ним должны автоматически отскочить вверх до упора. В домашних сверлилках отбойник чаще всего пружина, установленная в подходящем месте, см. далее.
Способы охлаждения
- Водяная система охлаждения. Изначально в корпусе шпинделя проделываются отверстия, через которые проходит вода. Она забирает с собой тепло от металла и стекает в отдельную емкость. Необходимо наличие отдельной емкости рядом со станком, что в некоторых ситуациях неудобно.
- Воздушная система охлаждения. В детали устанавливаются воздухозаборники, благодаря которым через нее проходит воздушный поток. Воздушная система устанавливается на все современные станки с ЧПУ. У нее есть один серьезный минус. Фильтры, установленные на воздухозаборниках, быстро засоряются после работы с пылящимися материалами.
Воздушные системы более удобны для больших производств.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Нюансы выбора
Стоит отметить, что шпиндели для фрезерных станков с ЧПУ встречаются чаще, чем изделия для «простых» станков. Ничего удивительного тут нет: подобные аппараты сами почти вытеснены. Но нужно еще сразу уточнять, предназначено ли устройство для работы по металлу или по дереву. Использовать как бытовые агрегаты в промышленности, так и индустриальные дома – не следует. И то и другое означает лишь напрасную затрату средств. В любом случае на первом месте при отборе оказывается мощность.
Экономия на ней категорически противопоказана. Чем больше прилагаемое усилие, тем дольше будет работать устройство (в известных пределах, конечно). Рекомендуемые значения:
для сверлильных и гравировочных работ хватит показателя менее 600 Вт;
стандартные работы с деревом и листами металла требуют уже 0,8-1,4 кВт;
ежедневная заводская работа с ЧПУ подразумевает минимум 1,6 кВт.
Фанеру и другие плитные древесные материалы обрабатывают на мощностях до 3 кВт, а массив дерева, алюминий, бронзу — до 6 кВт.
Однако следует еще понимать, что сама фрезеровка может идти по разным сценариям. При силовом методе темп кручения фрезы намного превосходит интенсивность движения вала. При скоростном – сама режущая часть движется небыстро, но подается активно. Такие подходы применяются, соответственно, при приоритетах на оперативность работы и качество результата. Разумеется, шпиндель подбирают соответствующего класса.
Электрооборудование плоскошлифовального станка
Вращение шлифовального круга на плоскошлифовальных станках всегда осуществляется от встроенного электродвигателя. Вертикальное движение шпинделя может осуществляться как вручную, так и с помощью серводвигателя. Основное преимущество использования серводвигателя — это наличие обратной связи по скорости и другим показателям.
Продольное и поперечное движения рабочего стола так же может осуществляться как вручную, так и с помощью двигателей. В данном случае используются гидравлические двигатели, так как они способны обеспечить максимально плавное движение рабочего стола, без рывков и задержек. Гидродвигатели в основном используются для продольного движения.
Все плоскошлифовальные станки KAMIOKA и L&W доступны как в ручном управлении, так и управлении с помощью электродвигателей.
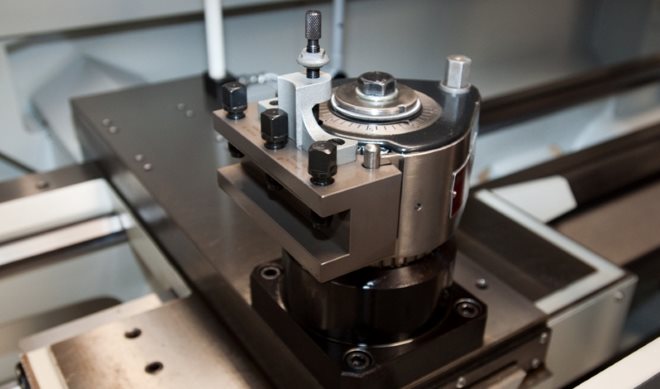
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Классификация фрезерных станков

С учетом определенных параметров фрезерные станки подразделяются на несколько типов. По тому, где расположен шпиндель и в каком направлении он перемещается, выделяются такие разновидности:
- Вертикальные. Шпиндель располагается и перемещается в вертикальной плоскости.
- Горизонтальные. По отношению к заготовке шпиндель располагается в горизонтальной плоскости.
- Комбинированные. Они имеют универсальную фрезерную головку, которую можно расположить как вертикально, так и горизонтально.

По возможности использования станки подразделяются на такие типы:
- Универсальные, рассчитанные на осуществление нескольких операций.
- Специализированные. Они предназначены для проведения конкретных операций (продольно-фрезерные, шпоночно-фрезерные, зубофрезерные).
По наличию консоли выделяются:
- Консольные. В них рабочий стол закреплен на подвижных консолях, обеспечивающих возможность перемещения в 3 направлениях.
- Бесконсольные. Стол размещен на станине и может перемещаться только по направляющим.
Тип управления дает такую классификацию:
- С ручным управлением.
- Полуавтоматические.
- Автоматические или с ЧПУ.
Выбираются станки с учетом потребности производства в проведении определенных работ. Каждый из видов имеет свои преимущества и недостатки.
Устройство и характеристики
Практически все конструкции шпинделя схожи, однако технические характеристики могут существенно отличаться. Особенностями можно назвать нижеприведенные моменты:
Роторный вал фиксируется в корпусе за счет подшипника качения. При этом могут применяться самые различные варианты исполнения подшипника качения, некоторые характеризуются повышенной устойчивостью к вибрации, другие обходятся намного дешевле. Большая часть оборудования предусматривает подачу смазывающего вещества в зону скольжения. За счет этого существенно повышается ресурс работы, а также снижается степень нагрева всего механизма.
Главное вращательное движение передается от асинхронного двигателя, который также монтируется в корпусе. Подобный механизм питается от электричества, может работать от напряжения 220 В или 380 В. На протяжении длительного периода проводилась установка исключительно трехфазного варианта исполнения, так как он характеризовался большей мощностью и устойчивостью к возникающей нагрузке. Однако через некоторое время появились более современные конструкции моделей на 220 В, которые позволили ставить оборудование в бытовых условиях.
Не стоит забывать о том, что шпинделю передается вращательное движение. При этом оно может передаваться напрямую или через различный привод, каждый характеризуется своими определенным особенностями. Примером можно назвать клиноременную передачу, представленную сочетанием шкивов различного диаметра и ремня с определенным профилем. За счет натяжения ремень может передавать существенное усилие, в случае превышения допустимого показателя ремень начинает проскальзывать и исключается вероятность повреждения основных элементов. для передачи особых свойств проводится установка зубчатых колес, в некоторых случаях есть возможность провести их замену.
На валу находятся зажимы цангового типа. За счет подобной конструкции обеспечивается крепление инструмента с определенным диаметром хвостовика. Стоит учитывать, что не всем инструменты могут быть зафиксированы в подобном устройстве. В случае, когда фиксация проводится по внешней цилиндрической поверхности обеспечить высокую степень надежности практически невозможно. Именно поэтому инструменты изготавливают со специальными хвостовиками, которые исключают вероятность осевого смещения.
Довольно большое количество вариантов исполнения имеет систему охлаждения. Она может быть воздушного или жидкого типа. Стоит учитывать, что только при обеспечении надлежащего охлаждения можно эксплуатировать устройство на протяжении длительного периода.
Сложное устройство шпинделя станков с ЧПУ. Это связано с тем, что подобные фрезерные станки характеризуется повышенной точностью в работе, а также большой сложностью по причине применения блока числового программного управления. Устройство с ЧПУ может быть подвижным и работать в автоматическом режиме, то есть выполнять сжатие детали без участия оператора. Часто встречается гидравлический привод, который характеризуется относительно невысокой стоимостью и возможностью передачи большого усилия
Электрические более точные и характеризуются большой скоростью срабатывания.
Рассматривая характеристики шпинделя следует уделить внимание максимальной и минимальной скорости вращения. Она наиболее актуальна для устройства, которое предназначено для фиксации заготовки.
Стоит учитывать, что стандартный ряд частот вращения во многом зависит не от устройства и где находится шпиндель, а от особенностей механизма привода. Производители фрезерных станков указывают стандартные значения частоты вращения шпинделя или диапазон. Некоторые устройства позволяют проводить плавную регулировку параметров. Также есть шпиндельный привод, который классифицируется по достаточно большому количеству признаков.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно! На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
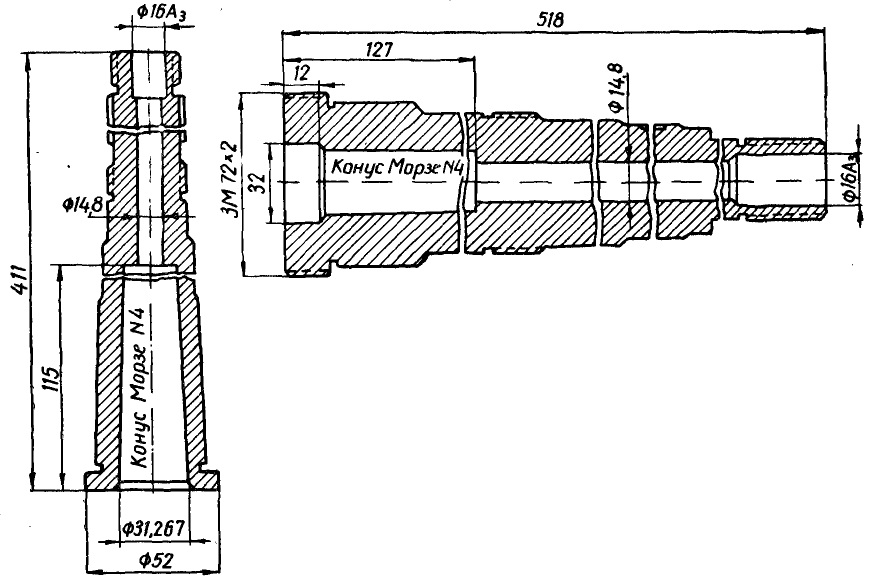
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
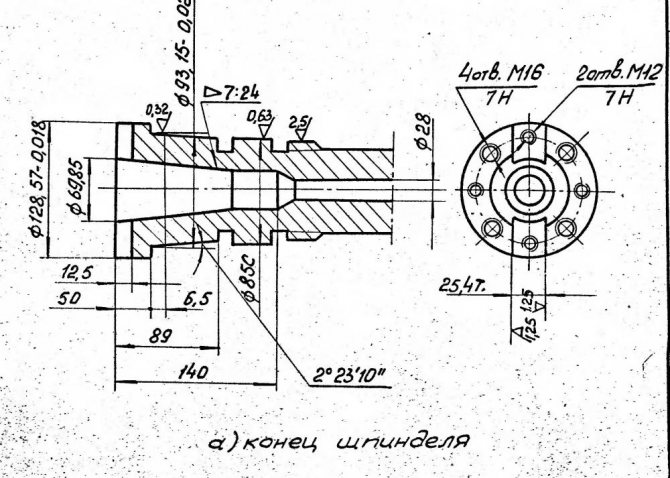
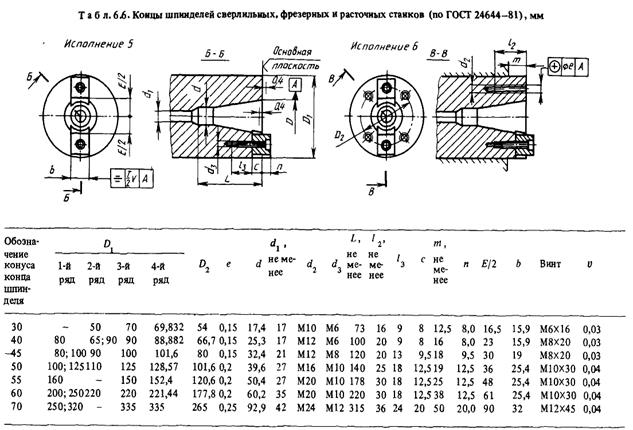
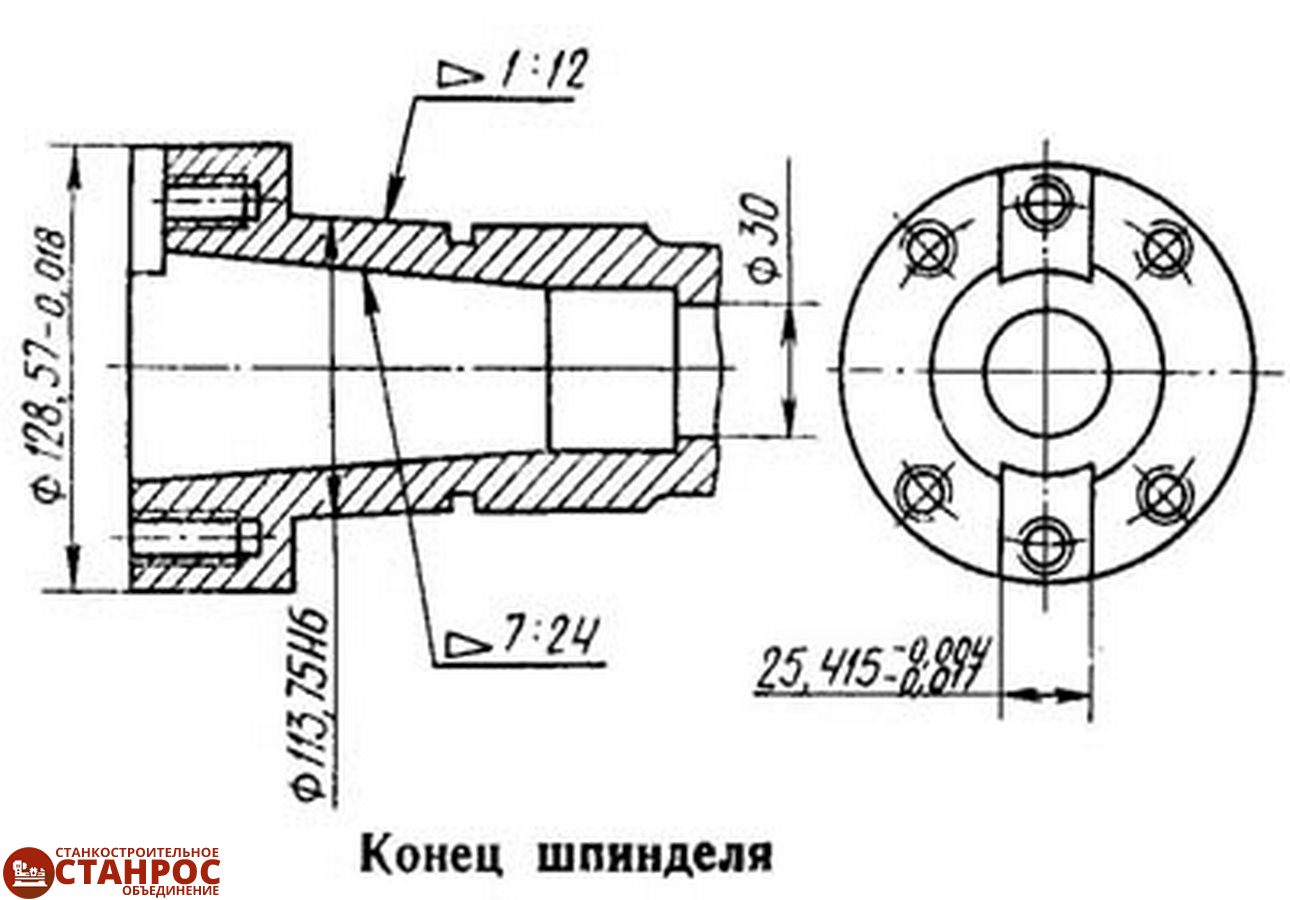
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
Из каких частей состоит система и какие основные варианты представлены на рынке
Для начала следует разобраться с основными особенностями устройства и только затем разбираться с типами конструкций. На само деле, при всей внешней сложности система удобна в работе, и можно освоить ее за считанные дни.
Устройство
Если рассматривать обычные варианты, то их основными составными частями будут следующие элементы:
- Станина – на ней размещаются и закрепляются все узлы, этот элемент чаще всего делается массивными, чтобы уменьшать вибрацию, обеспечивать надежность и стабильность во время работы. Что касается некоторых вариантов, то данный элемент может отсутствовать в них, речь идет о настольных приспособлениях и ручных фрезерах;
- Рабочий стол предназначен для расположения заготовок при их обработке, тут все достаточно просто: поверхность должна быть прочной, а ее площадь должна обеспечивать нормальное расположение обрабатываемых элементов;
- Для повышения удобства на столе чаще всего располагаются прижимы – для фрезерного станка по дереву их наличие обязательно по той причине, что для обеспечения точности обработки каждый элемент должен быть зафиксирован максимально надежно и прочно. Если производится обработка торцов, то нужно наличие упорной линейки, так вы сможете проводить операцию очень точно и ровно;

Прижимы могут иметь разную конфигурацию в зависимости от характера выполняемых работ
- Вал для фрезерного станка по дереву выполняет функцию передачи усилия от силового агрегата к рабочему элементу, его еще часто называют вал-шпиндель, он располагается на суппорте. Этот узел позволяет не только передавать усилие и четко фиксировать элемент, но и регулировать положение рабочего элемента относительно поверхности рабочего стола в зависимости от особенностей проводимых работ;
- Шпиндель для фрезерного станка по дереву используется для крепления рабочих элементов и располагается на ведущем валу, главное требование к нему – надежность фиксации и простота использования;

Шпиндель должен обеспечивать быструю смену рабочих узлов
Чтобы делать на материалы пазы, снимать торцы в определенной форме и делать другие работы, применяются специальные фрезы для фрезерного станка по дереву, на рынке представлено огромное количество типоразмеров и конфигураций, поэтому вы сможете подобрать оптимальный вариант для любого типа изделий;

Такой вариант как фрезы по дереву для станков насадные используется для работ по приданию торцам определенной конфигурации для крепления и соединения элементов
Виды оборудования
В настоящее время на рынке представлены несколько основных вариантов:
- Станки с ЧПУ являются самым высокотехнологичным вариантом, их отличительная особенность – наличие процессора, который позволяет обрабатывать информацию и работать по заранее заданным параметрам. Это обеспечивает наивысшую точность обработки и минимум огрехов, ведь не нужно делать все своими руками, весь процесс контролирует компьютер;
- Горизонтальное оборудование имеет рабочий стол и, соответственно, обрабатывает заготовки в горизонтальной плоскости. В вертикальных установках рабочий узел расположен в вертикальной плоскости и может двигаться вверх-вниз, что позволяет упростить обработку некоторых элементов;
- Ручные фрезеры сложно назвать станками, но зато они доступны по стоимости и позволяют справиться с большинством мелких работ. Кроме того, с их помощью можно соорудить небольшое стационарное приспособление, в этом случае схема фрезерного станка по дереву будет представлять собой конструкцию для крепления инструмента, которая может иметь и копир, чтобы изготавливать изделия по образцу;

Чертеж фрезерного станка по дереву своими руками в таком случае даже не нужен – вам нужно сделать систему крепления оборудования и продумать фиксацию заготовок
Настольные варианты чаще всего предназначены для бытовых нужд и представляют собой неплохие решения за разумные деньги.

Каждая фреза по дереву для станка имеет свою конфигурацию, целесообразно иметь под рукой целый набор с самыми ходовыми вариантами
Как подобрать шпиндель для станка ЧПУ
Фрезерный шпиндель – это главный элемент любого станка ЧПУ. Его основная задача – быстро и качественно выполнять обработку заготовок. При этом он должен обладать способностью выполнять широкий спектр операций обработки, бесперебойно выполнять свои функции на протяжении всего срока службы.
При выборе станка ЧПУ для изготовления фасадов МДФ в первую очередь важно определиться с мощностью электродвигателя фрезерного шпинделя. Для обработки МДФ или дерева подойдут и малосильные двигатели мощностью до 2 кВт
Однако при этом время процесса фрезерования будет пропорционально мощности фрезерного шпинделя станка ЧПУ. Целесообразность использования подобных станков ЧПУ в промышленном масштабе под большим вопросом.
Чтобы за один проход раскроить панель МДФ, или выполнить профильную фрезеровку фасада потребуется силовой агрегат мощностью около 5 кВт. Чтобы использовать автоматическую смену инструмента, расширить диапазон применяемого инструмента, иметь возможность подключать дополнительные агрегаты – потребуется шпиндель мощностью 10 кВт и более.
Скорость вращения шпинделя при работе станка ЧПУ с фрезеровальным и гравировальным инструментом для обработки древесных материалов варьируется от 12 до 24 тыс. оборотов в минуту. Если же планируется использование дополнительных агрегатов, то электродвигатель шпинделя должен выдерживать нагрузку и работать без потери мощности на скоростях 3-8 тыс. оборотов в минуту.
При подборе фрезерного шпинделя станка ЧПУ нельзя забывать о таких параметрах как надежность и долговечность. Некоторые операции станка ЧПУ могут выполняться по несколько часов, и если в середине процесса потребуется заменить щетки коллекторного двигателя фрезерного шпинделя, можно не только упустить драгоценное время, но и потерять фрезу, испортить заготовку.
Современные фрезерные шпиндели для станков ЧПУ с асинхронным двигателем на керамических подшипниках (в том числе их китайские аналоги), с воздушным или водяным охлаждением, обладают запасом надежности и неприхотливостью в обслуживании весь срок эксплуатации. К тому же, набор дополнительных опций поможет обезопасить оборудование от перегрева, внезапных перегрузок, скачков напряжения в сети.
Устройство шпинделя
Конструктивно эта важная составляющая технического устройства выглядит следующим образом:
- на вал из металла закрепляется фреза через натяг, оправку или цангу;
- чтобы режущий инструмент был прочно закреплен, конец шпинделя имеет форму конуса;
- само устройство расположено на каретке для обеспечения перемещения по трем координатным осям;
- вращения передаются на фрезу, которая обеспечивает фрезерование отверстия по заданным параметрам.
Важные технические характеристики – это показатели мощности и количество оборотов режущего инструмента.
Работа фрезерного станка с ЧПУ зависима от мощности, а именно:
- Для обработки ДСП, МДФ или фанеры достаточно мощности в 800 Вт.
- Если необходимо фрезой обработать дерево или цветные металлы, то мощности хватит в 1500 Вт.
- Обработка твердого металла, камня или бетона требует показателя мощности не менее 3000 Вт.
Количеством создаваемых оборотов несложно определить режим функционирования одно- или двухшпиндельного инструмента. Популярностью пользуются режимы гравировки, раскройки или фрезерования.
Выбор шпинделя также должен учитывает запас скорости вращения и мощности.

Способы охлаждения
При работе на фрезерном станке, закрепленная деталь перегревается и может разрушиться. Для снижения температуры, возникающей при обработке изделия фрезой, применяют такие способы охлаждения:
- воздушный;
- смазочно-эмульсионный.
 Воздушное охлождение
Воздушное охлождение
Метод воздушного охлаждения, часто применяется на современных станках с ЧПУ. Сущность способа заключается в направлении воздуха через сопла, на поверхность детали снабженной воздухозаборниками. Недостаток — засорение фильтров, при обработке материалов, дающих обильную пыль.
Также широко распространено охлаждение деталей при помощи смазочно-эмульсионных жидкостей, положительно влияющих на процесс резки металла:
- В месте контакта фрезы с деталью происходит образование защитной, смазочной пленки, уменьшающей трение и выделение тепла.
- Избыток тепла отводится от обрабатываемой заготовки.
- Приостанавливается образование нароста на режущей кромке фрезы, что улучшает отвод стружки.
Кроме того, эмульсионные смазки защищают готовые изделия от коррозии.
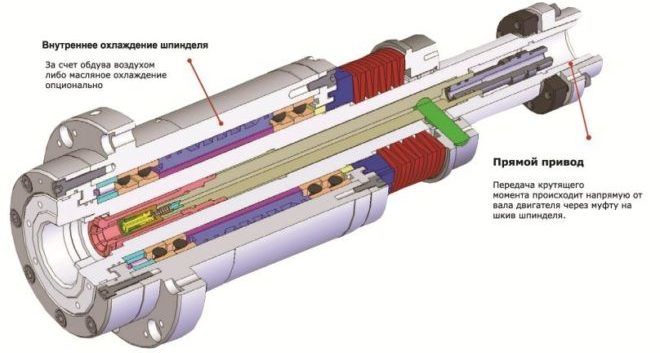
Шпиндель с воздушным охлаждением





