

Возможные дефекты
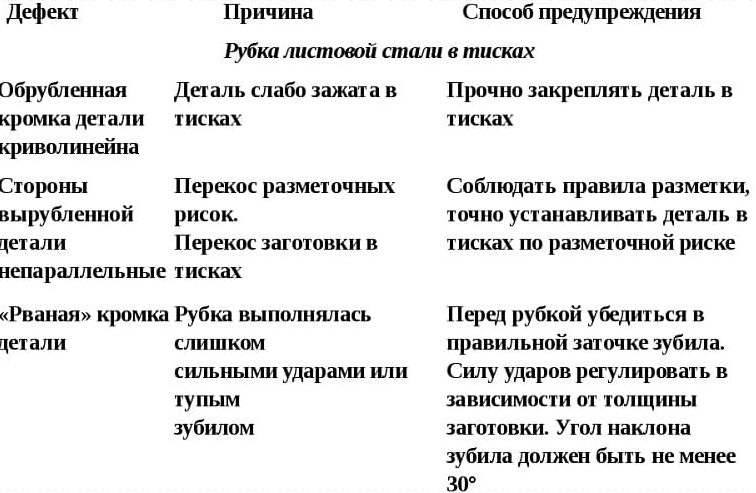
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.
При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
Классификация измерительных инструментов
При проведении работ, связанных с изготовлением различных деталей, ремонтных и строительных работ и пр. применяют контрольно-измерительные инструменты. Предприятия, занимающиеся производством этой продукции, выпускают множество видов измерительного инструмента – ручной, универсальный, цифровой и пр.
К ручному измерительному инструменту относят такие, как — линейки, рулетки, угольники, штангенинструмент, микрометрический и пр. Большая часть ручного инструмента относится к универсальному измерительному инструменту. Такие изделия можно применять при проведении замеров большей части деталей и узлов.
Ручные измерительные инструменты
Для выполнения точных замеров применяют инструмент с установленным на нем лазером. Такие изделия применяют в строительстве – это уровни, дальномеры, и другие изделия, предназначенные для выполнения разметки фронта работ или проведения геодезических исследований. Лазерный измерительный инструмент отличается простотой в эксплуатации, точностью снятых показаний. Большая часть такого инструмента может передать полученные данные для дальнейшей обработки в компьютер.
Строительный измерительный инструмент нашел свое применение на строительной площадке. Он отличается простотой в эксплуатации, ручной, не отличается высокой точностью. В то же время на стройплощадке применяют инструмент, использующий лазерный луч. Это позволяет выполнять замеры с точностью до долей миллиметра.
Измерительный и разметочный инструмент применяют перед началом работ. С его помощью производят разметку заготовок, обрисовывают контуры будущей детали и только после этого приступают к ее изготовлению. В плотницких и столярных работах применяют следующие инструменты – складной метр, рулетку, уровень, в том числе и гидравлический. Кроме этого, используют и такие, как рейсмус, циркули, угольники разных размеров. Существуют и такие приборы, как ерунок или малка. Для работы с металлом применяют другие приборы, например, штангенрейсмас или штангенциркуль с разметочными губками. Для работы с металлом целесообразно использовать и так называемые слесарные линейки, изготавливаемые из качественной нержавеющей стали и имеющие цену деления от 1 до 0,5 мм. Кроме этого, в производстве применяют лекала, их используют для разметки сложных дуговых линий.
Механический измерительный инструмент можно подразделить на пять классов:
- бесшкальный;
- штангенинструмент;
- головки;
- зубчато-рычажный;
- микрометрический.
К первому классу относят линейки – поверочные и лекальные. С их помощью проверяют прямолинейность поверхности. Она может быть выполнена на просвет, или для этого используют щупы.Для контроля просвета поверочную линейку укладывают на контролируемую поверхность, например, на станочные направляющие. К мерительным устройствам этого класса относят поверочные плиты, концевые меры длины и многие другие.
Поверочная плита
Штангенинструмент состоит из двух контрольных поверхностей, между которыми и выставляют размер. Одна поверхность является частью штанги, на второй подвижной или закреплена контрольная линейка, на которую нанесены размерные риски. Они могут иметь разную цену деления в зависимости от точности инструмента.Инструмент этого класса применяют для замера внешних и внутренних размеров – штангенциркули, для выполнения замеров глубины паза. С помощью инструмента этого типа контролируют размеры зуба в шестерне.
Измерительными головками называют устройства, которые преобразуют перемещения мерительного наконечника в движение стрелки на круговой размеченной шкале. Эти устройства применяют, например, для выполнения замеров биения детали, зажатой в патрон токарного станка. Для удобства работы с такой головкой, на заводском сленге ее называют «часы», применяют стойки или штативы. Измерительные головки разделяют на:
- пружинные;
- рычажно – зубчатые;
- рычажные.
Измерительные головки
У микрометрического инструмента главным элементов является шпиндель, на поверхность которого нанесена особо точная резьба. Этот инструмент способен проводить замеры с точностью до 0,01 мм. Микрометрический инструмент устанавливают в скобы,приспособления и пр. представители этого класса инструмента — микрометры, микрометрические нутро- и глубиномеры пр.
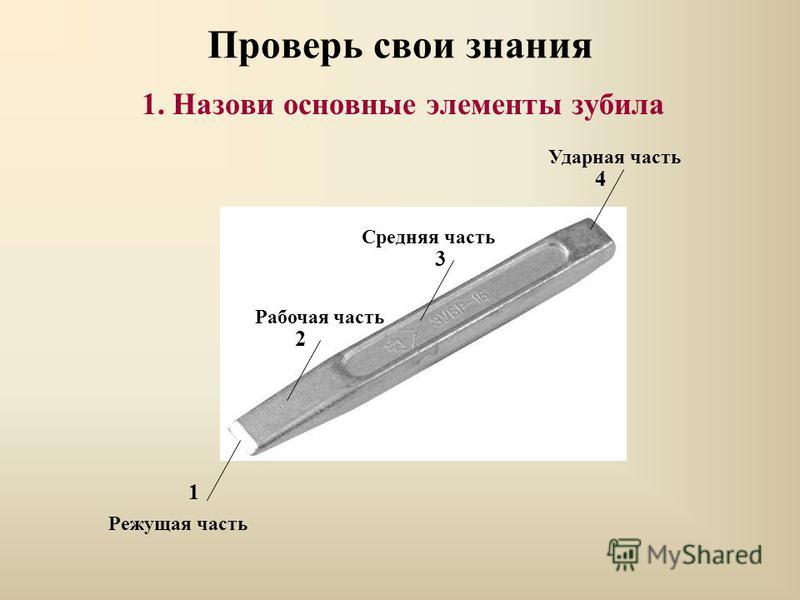
Зубило кузнечное для ручной ковки
Кузнечные инструменты и приспособления
Главная / Свободная ковка / Кузнечные инструменты и приспособления / Зубило кузнечное для ручной ковки
20 апреля 2011
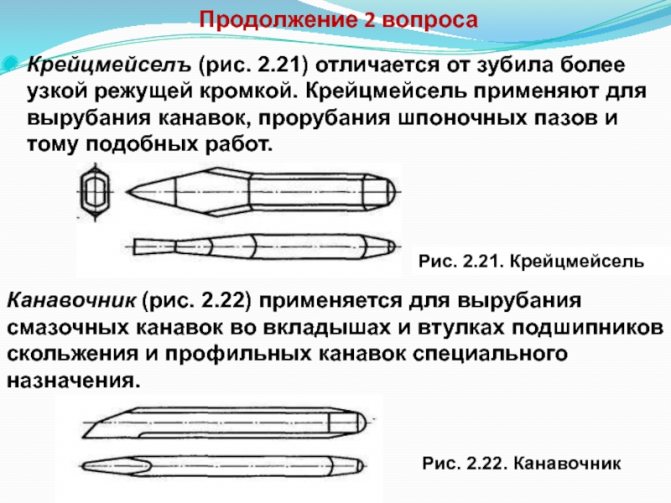
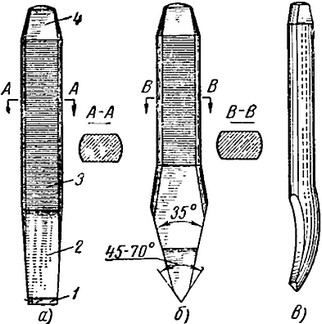
Зубило кузнечное для ручной ковки имеет насадочное отверстие для крепления деревянной рукоятки. Насаживают зубила на рукоятку без расклинивания. Зубилом осуществляют рубку, вырубку и обрубку мелких поковок и заготовок из полосового и пруткового материала. По назначению кузнечные зубила разделяются на инструменты для горячей рубки для холодной рубки и фасонные. Конструктивно зубила для горячей и,холодной рубки отличаются углом заточки рубящей кромки, который для горячей рубки металла составляет 30°, а для холодной 60°.



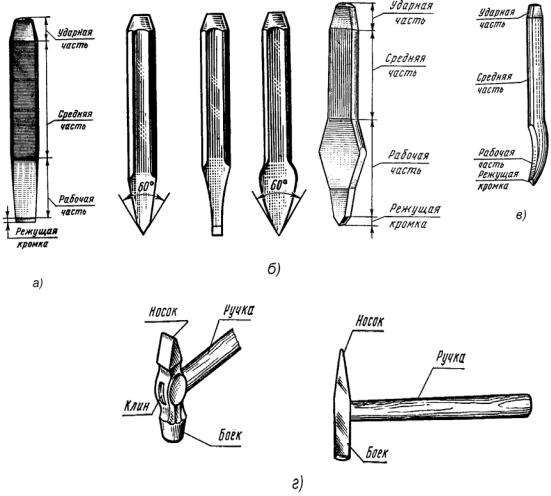
| а — круглый, б — овальный, в — квадратный, г — прямоугольный. |
Зубила изготовляются из стали У7 и 6ХС. Твердость рубящей части на длине 30 мм HRC50—56, твердость ударяемой части на высоте до 20 мм HRC30—40.
Пробойники (бородки) служат для пробивания отверстий различных сечений. По форме рабочей части пробойники делятся на круглые, овальные, квадратные, прямоугольные и др. Насаживают пробойники на деревянные ручки так же, как и зубила.
Кованые пробоййики (бородки) делают из стали У7, 40 и 45.
«Свободная ковка», Я.С. Вишневецкий
Кантователь (Механический рычажный кантователь к ковочному молоту)
Механический рычажный кантователь к ковочному молоту 1 — сектор для регулировки высоты, 2 — переносный рычаг, 3 — воздушный подъемник, 4 — коромысло, 5 — кантующий рычаг, 6 — тяги, 7 — балансир кантующего рычага, 8 — пружина, 9 — станина молота. Электрический подвесной кантователь Электромеханический кантователь к ковочному прессу представляет собой устройство с электродвигателем,…
Контрольноизмерительный инструмент
Для контроля и проверки размеров исходных заготовок и габаритных размеров поковок в готовом виде и на отдельных операциях и переходах в процессе ковки применяют универсальный и специальный измерительный инструмент. К универсальному измерительному инструменту относятся линейки метрические, штангенциркули, штангенрейсмасы, центроискатели, призмы установочные, призмы поверочные, угломеры и др. Кузнечные кронциркули К специальному контрольноизмерительному инструменту относятся кузнечные кронциркули,…
Кронциркули
При ковке под молотами применяют кузнечные кронциркули, которыми замеряют размеры в соответствии с технологическими переходами формообразования горячей заготовки. На рис. показаны кузнечные кронциркули, допускающие установку по два, три и более контрольных размера. При изготовлении крупных поковок пользуются большими кронциркулями, предназначенными для контроля только одного размера. Смотрите рисунок – Кузнечные кронциркули Кронциркули всех размеров изготовляют ковкой…
Схема кругомера
Для контроля размеров цилиндрических поковок, которые получают в комбинированных бойках (верхний плоский, нижний вырезной) применяют так называемые подставные кольца. Изготовленные из полосового или круглого пруткового материала кольца размера заданных поковок устанавливают на нижний вырезной боек и, опустив до соприкосновения с кольцом верхний боек, наносят на линейке пресса (закрепленной у колонны вертикально) мелом риску. Работники Уральского…
Линейки (Предельные калибры для замеров горячих поковок)
Если, например, боковые стержни были установлены на радиус 250, а вертикальный стержень при пробном нажиме дошел до 100, то для обеспечения обработки заготовки диаметром 500 мм необходимо отметку на линейке пресса опустить еще на 50 мм. Шаблоны, применяемые в кузнечном производстве, разделяются на накладные и контурные, которые представляют собой средство для проверки размеров путем наложения…
Что представляет собой разметочная операция?
Сразу следует определиться, что разметка – это не обязательно фиксация расстояния от одной точки до другой при устройстве той или иной конструкции. По мере усложнения производственных и строительных нормативов повышается и технологичность разметочных процессов. В ходе этого действия мастер на стройплощадке или оператор на производственной линии может определять параметры заготовки, характеристики ее расположения относительно других объектов и т. д. Современный инструмент для разметки позволяет фиксировать такие показатели, как длина, ширина, высота и угол.
Некоторые модели типа угольников также ориентированы на изначальное определение, насколько объект, его параметры или расположение соответствуют требованиям. Что касается разметочного процесса, то он в основном предполагает ручное обращение с измерительными и меточными приспособлениями. От пользователя, в свою очередь, требуется внимательность, аккуратность и тщательность в снятии и фиксации данных.
Типы тисков

Основные типы тисков – слесарные, станочные, столярные и ручные.
Слесарные тиски
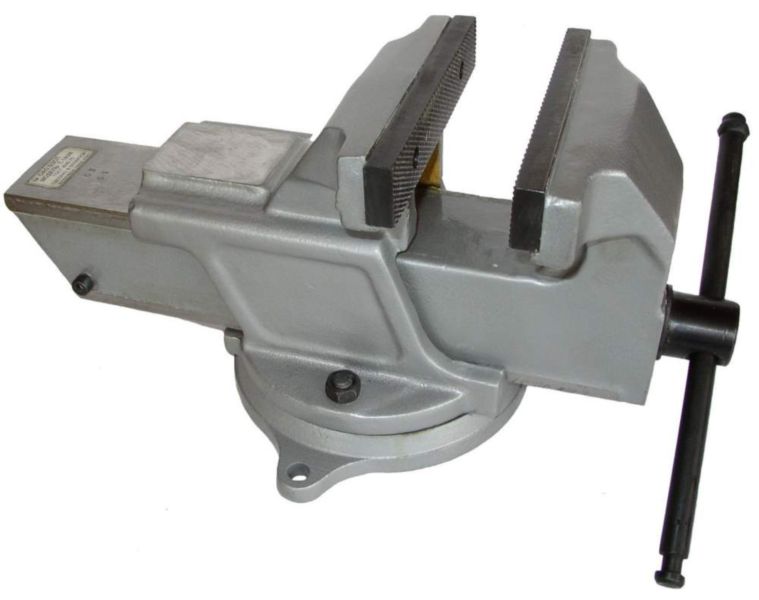
Цельнометаллический инструмент, который монтируется на верстаке или столе и крепится в основании болтами.
- По конструкции различаются стуловые и параллельные тиски.
- Доступны в стационарных и поворотных вариациях, что позволяет проводить работы под разными углами.
- Ширина губок составляет 45-200 мм.
- Длина хода подвижной губы в среднем достигает 140 мм.
Параллельные тиски
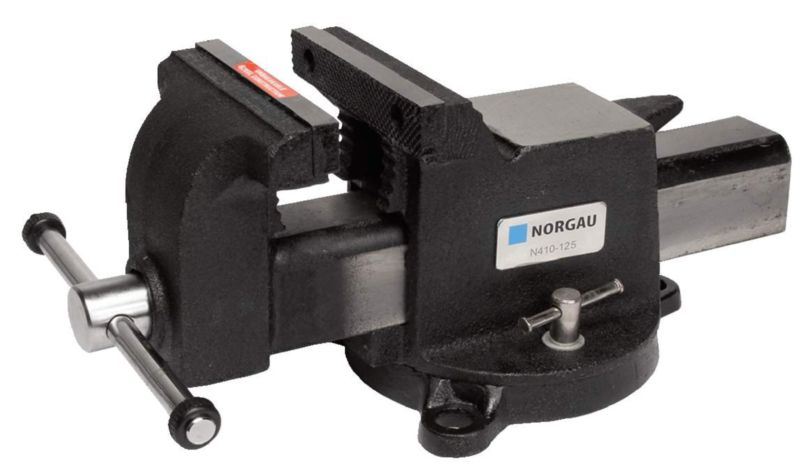
- Делятся на поворотные и неповоротные. Первые вращаются параллельно основанию вокруг оси на 60 и более градусов. Неповоротные модели жестко фиксируются, предназначены для работ в одном положении.
- Подвижная губка перемещается при вращении винта параллельно неподвижной части.
- Основа инструмента отливается из чугуна, а подвижные детали – из углеродистой стали.
- Накладные губки высокопрочных моделей производятся из инструментальной стали У8, дополняются крестообразной насечкой, крепятся после закалки винтами к основным губкам.
Стуловые тиски

Устаревший тип конструкции. Ранее крепились на основании в форме стула. Современные приспособления фиксируются на верстаках.





- Конструкция производится из кованой стали. Состоит из корпуса, дополненного губками.
- Рабочая поверхность губок усиливается приворачивающимися закаленными пластинами или на нее наваривается слой стали У8А.
- Рабочая поверхность внутри покрыта насечками для прочной фиксации заготовок в тисках.
- Неподвижная губка снабжена лапой для фиксации, стержень зажимается скобой.
- Ширина губок составляет 100-180 мм. По длине раскрытия доступны варианты на 90-180 мм.
- Губки сдвигаются вращением винта с прямоугольной нарезкой, а раздвигаются путем введения винта в трубчатую гайку.
Модели чаще всего оснащены площадкой-наковальней. Станина представляет собой конструкцию из основания и поворотного диска, которые соединяются по центру винтами или фиксируются дополнительно обратным кольцом.
При ослаблении винтов кольцо снимает блокировку подвижности.
По ГОСТ 4045-75 типы слесарных тисков отличаются от представленных. Заявлено три вида:
- общего назначения;
- с поворотной губкой;
- с дополнительными губками для труб.
Стандарт распространяется на модели с шириной губок 63-200 мм. Предполагаются поворотные и неповоротные варианты изготовления с ускоренным холостым ходом или без него.
Станочные тиски

Инструмент повышенной точности, который отличается от слесарных моделей отсутствием люфта или его малым разбегом. Предназначены для производственных работ.
- Фиксируются на промышленных верстаках для механической обработки крупных деталей.
- Для удобства подстройки деталей чаще оснащены поворотным механизмом.
Делятся на базовые и синусные, дополнительно предусмотрено различное количество осей:
- Базовый или стационарный – деталь крепится перпендикулярно инструменту.
- Синусный – заготовка фиксируется под произвольным углом.
- Многоосевой – поддерживает поворот по нескольким координатным осям.
Доступны и станочные тиски для бытового применения, но они менее габаритны, чем производственные модели.
Ручные тиски

Компактный инструмент для обработки небольших деталей, не нуждается в креплении к столам. Встречаются двух типов, отличающихся системой фиксации.
- С губками – состоит из перемычки с винтом, стальных губ и ручки. Схождение губок достигается путем вращения рукоятки. Конус расположен с обратной стороны, входит между хвостовиками губок, вызывая их сжатие.
- С рычагами – напоминают плоскогубцы с защелкой. Имеют фиксирующий механизм, который состоит из двух рычагов, зажимающих губки.
Столярные тиски

Используются при работе с деревянными и пластиковыми заготовками. Чаще фиксируются винтами к столу или станине. Доступны вариации с фронтальным зажимом.
- К губкам обычно крепятся деревянные прокладки, чтобы удерживать заготовку, не портя при этом поверхность обрабатываемой детали.
- Предусмотрены накладки, чтобы не оставалось следов на деталях из светлой или мягкой древесины.
- Модели с фронтальным креплением подходят для вертикальных поверхностей.
- Встречаются модели с комбинированным устройством зажима – сочетание чугуна и дерева.
Некоторые столярные модели тисков оснащены быстрозажимными винтами для удобства позиционирования подвижной губки и предварительного зажима.
Неисправности
Среди наиболее распространенных поломок кузнечного зубила выделяют:
- излом;
- затупление;
- появление зазубрин;
- деформация, кривизна бойка;
- холодный наклеп на бойке, который чреват сколами и летящими осколками.

Излом бойка зубила
Неисправности возникают в случае неправильного выполнения рубки, при длительной эксплуатации инструмента, при наличии заводского брака. Периодически (не реже одного раза в квартал) необходимо осматривать зубило на наличие каких-либо повреждений бойка или рукоятки. Неисправные инструменты, имеющие дефекты, необходимы изымать из эксплуатации.
Требования
Основным требованием к кузнечному зубилу является его исправность. Безопасность пользования инструментом включает несколько характеристик, которыми должно обладать зубило и отдельные его части:
- Бойки должны иметь гладкую поверхность, без сколов, трещин, заусенцев, деформации.
- Рукоятка, обязательно выполненная из твердых пород древесины или синтетических материалов, должна иметь овальную форму с утолщением к свободному концу и гладкую поверхность, без трещин. Применяют также металлические рукоятки, также не плотно сидящие и рукоятки из троса.
- Длина зубила не должна быть меньше 150 мм.
- При работе с зубилом отдельные части металла могут отлетать в стороны, поэтому необходимо использовать защитные очки.
Как сделать зубило своими руками?
В отдельную группу относят изделия, которые изготавливаются своими руками. Сегодня сделать зубило своими руками можно при использовании пружины в качестве основы, которая изначально изготавливается из закаленного справа. Для работы потребуется следующее:
- Кузнечный горн.
- Кувалда.
- Вермикулит.
- Наковальня.
- Шлифовальное оборудование.
- Напильники и специальные щипцы.
- Масло.

Не стоит забывать о том, что при работе следует обеспечить высокую степень защиты. Поэтому требуются очки, перчатки, а также специальная одежда. Также проводится и заточка зубила слесарного в домашних условиях.
Инструкция по проведению рассматриваемой работы выглядит следующим образом:
- Один виток отрезается, разогревается и выпрямляется. Выбирается такой объем материала, которого будет достаточно для получения конечного изделия.
- Рабочей части придается требуемая форма. Стоит учитывать, что форма режущей кромки получается уже после изготовления заготовки.
- Полученная заготовка обрабатывается напильниками. Стоит проводить обработку напильником также с учетом того, какую нужно получить форму.
- Часто можно встретить рекомендации, связанные с темой закаливаем в домашних условиях. Рассматриваемый сплав нагревается до температуры 760 градусов Цельсия, после чего проводится охлаждение в подготовленном масле. Рекомендуется использовать масло по причине того, что оно снижает вероятность появления окалины и других дефектов.
- Следующий шаг заключается в нагреве до температуры 200 градусов Цельсия, после чего заготовка остывает в естественных условиях. Это требуется для снижения внутренних напряжений. Если не провести отпуск, то во время удара может появится трещина. Начинать дальнейшую обработку до полного высыхания изделия не рекомендуется.
- Далее поверхность шлифуется, придается требуемый угол заточки зубила слесарного. Шлифовке следует уделять довольно большое количество внимания. Это связано с тем, что после отпуска остаются дефекты, которые делают дальнейшую работу менее комфортной.
Приведенная выше информация указывает на то, что провести изготовление инструмента своими руками практически невозможно. Для этого требуется специальное оборудование.

При этом угол заострения зубила обеспечивается за счет применения шлифовального оборудования, к примеру, напильников. Процедура заточки проводится периодически, поэтому требуется специальное оборудование.
https://youtube.com/watch?v=W_pPGmX-VEE
В заключение отметим, что на момент выбора подходящего слесарного зубила проводится тщательный визуальный осмотр. На данном этапе определяется факт отсутствия серьезных дефектов. Из-за довольно широкого ассортимента выбрать качественное изделие достаточно сложно, в продаже встречается просто огромное количество дешевых подделок, которые не прослужат в течение длительного периода.
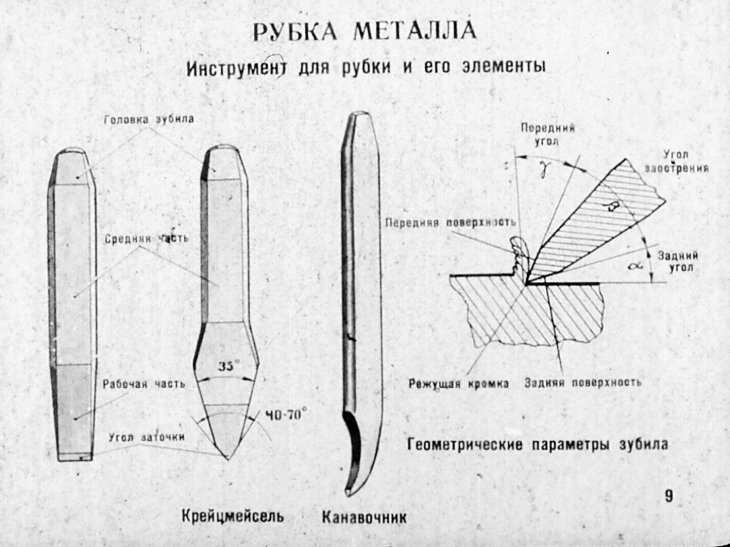
Делаем рубку металла безопасной
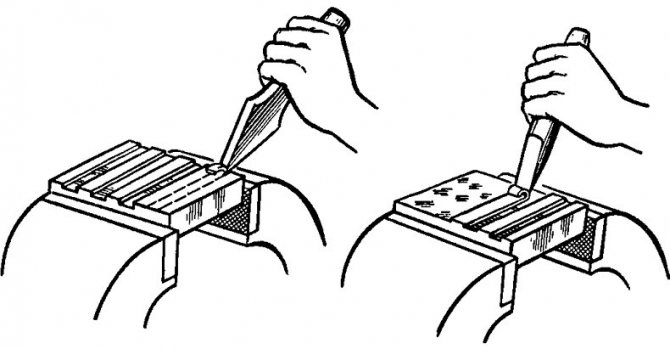
Перед работой с крейцмейселем или зубилом на металле намечают место, которое требуется разрубить. Держа инструмент вертикально, устанавливаем его на отметку. Даже если элемент, который находится в работе, небольшого размера, лучше воспользоваться тисками, чтобы под ударом он не сдвинулся с рабочего места. Далее, оперев зубило режущей частью, надо нанести точный удар слесарным молотком
Важно, чтобы удары были короткими и точными, и главное – четко по тыльной части. Рука во время работы не должна крепко сжимать зубило, нужно лишь слегка поддерживать инструмент
Обычно с первого раза работа не заканчивается. Нужно выполнить несколько таких приемов.
Чтобы уберечь себя от осколков металла или соскальзывания молотка или зубила с заготовки, следует соблюдать несколько несложных правил. Рукоятка молотка должна хорошо держаться, самому работнику следует надеть защитные очки, а если заготовка хрупкая, потребуется еще и оградительная сетка. Если опыта маловато, лучше защитить и руки, надев на них специальный щиток. Сам инструмент, вернее его наконечник, не должен иметь трещин и заусенцев, собственно, таким же чистым должен быть и боек молотка. В остальном, лишь посоветуем не спешить и делать удары четко и коротко.
- 5
- 4
- 3
- 2
- 1





