

Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.
Периодически проверяют зазоры в сочленениях, и смазывают их маслом «Индустриальное-20» или аналогичным.
Категорически не рекомендуется при изготовлении оснастки останавливаться на секторном варианте, который потребует сварки. Точность резки металла при этом неизбежно ухудшится.
Для улучшения надёжности монтажа настольных ручных ножниц с рычажным механизмом на слесарный верстак, его стоит усилить с противоположной стороны при помощи стального уголка, швеллера или толстой полосы.
Как выбрать ножницы для резки металла
Выбор инструмента — это самое ответственное мероприятие, так как от покупки зависит возможность не просто выполнять работу, но еще и делать это качественно. В арсенале у каждого мастера должна присутствовать пара ножниц по металлу. Цена на эти устройства разная, поэтому выбирать стоит в зависимости от поставленных задач. Если необходимо резать арматуру, то лучше выбирать гильотинные гидравлические ножницы, а для раскроя оцинковки подойдут обычные с прямыми лезвиями.
Какие выбрать ножницы для работ, зависит от технологических задач, поэтому ориентироваться необходимо на следующие параметры:
- Расположение лезвий — они бывают левыми и правыми. Зависит от того, какие виды вырезов планируется выполнять
- Форма лезвий — прямые и выгнутые. Ножницами с прямыми лезвиями удобно резать в прямолинейном направлении, а выгнутыми делать криволинейные и фигурные резы
- Возможности инструмента — зависит от материала, из которого изготовлено устройство. Они бывают литыми, кованными, а также смешанными
Это интересно! Часто снижение производительности ножниц возникает по причине не притупления лезвий, а из-за нарушения расстояния между ножами. Увеличивается расстояние по причине расшатывания шарнирного соединения при больших нагрузках. Чтобы повысить качество реза металла, необходимо инструмент периодически регулировать.

Работать ручными ножницами не трудно, если их правильно выбрать для тех или иных работ. Если однажды попробовать в действии электроинструмент, то наверняка уже не захочется возвращаться к ручному инструменту. Единственное достоинство ручных устройств в том, что стоят они не дорого, поэтому купить их стоит для того, чтобы в любой момент можно было воспользоваться для разрезания тонколистовых материалов. Ниже на видео подробно рассказано, как надо правильно пользоваться рассматриваемым инструментом.
https://youtube.com/watch?v=-LKaJQBjF50%3F
Подводя итог, нужно отметить, что изготавливаются рассматриваемые устройства по соответствующим стандартам ГОСТ 7210-75. Чтобы выбрать лучшие ножницы, не понадобится искать рейтинг лучших, так как цена является показателем качества. Однако если не правильно выбрать инструмент под соответствующие виды работ, то даже высокое качество и большая цена не помогут.
Публикации по теме
Ножовка по металлу ручная ее назначение виды и как выбирать
Как снять стопорное кольцо — виды и изготовление инструмента своими руками
Как пользоваться пистолетом для пены — устройство, виды, выбор и ремонт
Главное что нужно знать при выборе ножовки по газобетону
Электрические ножницы для быстрой и аккуратной резки листового материала
Точность и аккуратность реза ручными ножницами обеспечивается только при правильном выборе инструмента. Кроме ручных, производители выпускают также электрические ножницы. Электроинструмент не требует приложения физических усилий для раскроя листового материала, так как за это действие отвечает электрический мотор. Электроножницы по металлу бывают двух типов:
- Вырубные или высечные — конструктивно они не имеют никакого сходства с ручными
- Ножевые — похожи на ручной инструмент, а их работа обеспечивается за счет подвижности одного лезвия
Вырубные получили такое название за счет своего принципа действия. Их применяют для отрезания листов профнастила и металлочерепицы. Достоинством таковых устройств является их простота применения и эффективность работы. При прорезывании стального листа не возникают искры, а также не происходит деформация кровельного покрытия. Именно поэтому рекомендуется отказаться от применения болгарки при резке тонколистового материала, заменив ее на ручные или электрические ножницы, а еще лучше, купить насадку на дрель для резки металла.

Электрическими вырубными ножницами можно резать не только по прямой, но и вырезать различные фигурные узоры. Если планируется вырезать форму в центре листа, то для начала нужно просверлить отверстие, а затем установить в него режущую кромку ножниц. Работают они по принципу дырокола, и за пробивание стали отвечает подвижный механизм — пуансон. При пробивании стали нож движется очень быстро, поэтому вероятность деформации и загибов листа исключена.
Кроме вырубных (или врубных), различают также ножевые ножницы. Их еще называют листовыми ли шлицевыми. Они имеют большое сходство с ручными, только состоят они из подвижных, и неподвижных ножей. Подвижное лезвие перемещается за счет электропривода, совершая возвратно-поступательные движения. Подходят они не только для проделывания прямого реза, но и для криволинейного.
При работе такие ножницы не создают отходов, но имеется у них недостаток — это замятие профнастильных листов. Использовать их рекомендуется исключительно для резки гладкого листового материала, как лист оцинковки, жесть и т.п. При эксплуатации происходит притупление лишь подвижного режущего ножа, который необходимо затачивать и менять при износе.

Листовые ножницы имеют один неподвижный нож, а второй подвижный. Шлицевые же отличаются от них тем, что имеют два неподвижных ножа в нижней части, и один подвижный сверху. При использовании шлицевых инструментов образуется стружка, размер которой не превышает нескольких миллиметров. Стружка закругляется при работе ножницами, и уходит в сторону. Работать шлицевым инструментом можно не только по гладкой поверхности листовых материалов, но и по профнастилу и металлочерепице.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда ухудшает контроль за качеством прижима заготовки, и требует применения более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом также нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза, а также использованием различных способов усиления без участия мускульной силы. При этом механического привода не требуется.
Правила резки
В первом случае применяются преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединяется с другой частью при помощи общей оси), добавляется дополнительный, а его связь с основной парой достигается наличием цилиндрического стержня, имеющего реечный привод.










Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ, хотя и обеспечивает более высокое качество резки металла, но существенно усложняет схему рычажных ножниц. Изготовить такой вариант в домашних условиях весьма затруднительно, кроме того, усилие рабочего останется достаточно высоким.
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, то результирующая нагрузка заметно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо основных рабочих элементов также:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза придаёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью поперечного сечения. Однако ударный характер приложения нагрузки утомляет рабочего (особенно при продолжительной работе), а амплитуда колебаний устройства на раме увеличивается. Для установки таких ножниц потребуются более надёжная опора и ровная поверхность пола. Производительность резки металла также снизится.
Наиболее современной считается трёхзвенная схема. В данном случае достигается требуемый компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.
Лучшие рычажные ножницы
С большим объемом работ по резке металла способны справиться рычажные ножницы. Они могут похвастаться простой и надежной конструкцией, компактностью и универсальностью. Хотя в этой категории встречается и узкоспециализированный инструмент.
Enkor Korvet-575
Рейтинг: 4.9

Чтобы быстро и качественно вырезать в листовом металле прямоугольные сегменты, в России разработаны рычажные вырубные ножницы. 30-килограммовый инструмент имеет широкое основания, благодаря которому изделие устойчиво ведет себя во время работы. Эксперты по достоинству оценили высокое усилие (3000 кг) на штоке. В результате размер вырубки достигает габаритных размеров 125х125 мм при максимальной толщине стального листа 1,5 мм. Предотвратить скольжение руки производителю удалось за счет специального покрытия рукояти. В актив инструменту следует занести простоту применения, надежность и долговечность.
У отечественных пользователей нет претензий к качеству изготовления. Конструкцию они считают простой и прочной. Единственным минусом можно назвать ограниченную сферу применения.
Принципы выбора
При выборе рабочего инструмента необходимо обращать внимание на ряд факторов, от которых будут зависеть его возможности:
- Мощность привода.
- Размер рычага у ручных ножниц.
- Материал лезвия.
- Размеры режущих частей.
- Допустимая толщина обрабатываемых металлических листов.
- Габариты оборудования, его масса.
- Тип управления.
При выборе нужно проверять целостность отдельных элементов оборудования, наличие крепежных элементов, устойчивость инструмента.
Преимущества и недостатки
У любого инструмента, как ручного, так и электрического, есть ряд сильных, слабых сторон. Преимущества:
- Высокая точность резов.
- Небольшие затраты энергии при работе на электроножницах.
- Можно разрезать заготовки разной толщины.
- Компактные размеры мощного оборудования.
Недостатки:
- Невозможность изготовления криволинейных резов.
- Листы большой толщины деформируются возле места реза.
Чтобы обрабатывать заготовки разной толщины, нужно приобретать электрические или гидравлические модели.
Производители и стоимость
Цена оборудования зависит от разных критериев:
- Максимальная толщина разрезаемого металла.
- Знаменитость бренда.
- Размеры лезвий, материал из которого они изготавливаются.
- Габариты станка.
Из отечественных производителей выделяются:
- JET.
- Blacksmith.
- Proma.
Принцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи
Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод










Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.
Эксплуатация
Для безопасного использования, нужно выучить правила работы с оборудованием:
- Работать используя защитные перчатки, очки.
- Закреплять заготовку с помощью дополнительных тисков, чтобы она не передвигалась при проведении работ.
- Смазывать подвижные механизмы моторным маслом по 1-2 раза за месяц.
- Если на электроножницах произошло зажевывание металла, нужно отключить их от сети, попытаться вытащить материал самостоятельно, не включая электродвигатель.
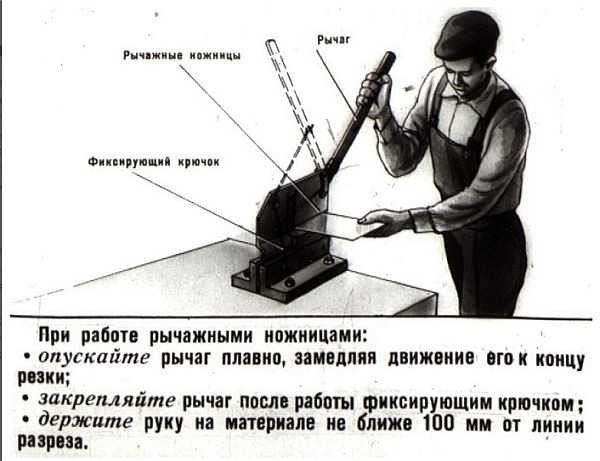
- Опускать рычаг плавно, замедлять движения к концу резов.
- Удерживать руку не ближе чем на 10 см от острой кромки.
- Проверять насколько надежно удерживаются разделяемые детали.
- Электрические модели запускать с помощью дополнительной педали, руки держать дальше от лезвия.
Правила эксплуатации относятся как к покупным, так и самодельным станкам.
Рычажные ножницы используются для разделения разных металлических деталей. Зависимо от того, какой толщины заготовки нужно разделять, требуется выбирать привод инструмента. При желании можно собрать их самостоятельно, использовать для помощи во время строительства, благоустройства дома, участка.
Изготовление своими руками
Если есть желание разместить в своей мастерской подобный инструмент, можно сэкономить, изготовить его самостоятельно. Для этого изначально необходимо найти чертеж в интернете. Далее нужно подготовить инструменты, расходные материалы для проведения работ:
- Сварочный аппарат.
- Электродрель с набором сверл по металлу.
- Болгарку с дисками.
- Металлические швеллера, уголки, пластину (около 4 мм), лезвия.
- Подшипники, трубу для изготовления рычага, вал.
- Болты, гайки.
Сборка самодельного станка:
- Изготовить станину из металлических уголков.
- Закрепить на металлической пластине неподвижный нож с помощью болтов. Усилить его сварочным швом.
- В одной из краев нижнего ножа, где нет заточки, сделать отверстие, закрепить в нем вал с подшипниками.
- На валу закрепить подвижный нож.
- Наварить рычаг для управления инструментом. Чем больше его длина, тем меньше усилий потребуется для разделения деталей.
- Дополнительно можно установить тиски, с помощью которых появится возможность удерживать детали при разрезании.
Проверить как передвигается нож. Если возникают затруднения, конструкцию, нужно пересмотреть, перебрать.
Разновидности
Рычажные ножницы по металлу разделяются по разным факторам. Если говорить о типе привода, можно выделить несколько групп:
- Гидравлические – приводятся в движение с помощью привода на гидравлике. Это мощные модели, которые предназначены для разрубания металлических прутьев, арматуры большого диаметра.
- Механические рычажные ножницы по металлу. Ручные устройства, которые приводятся в движение по принципу рычага.
- Электрические модели. Особенности инструментов — высокая скорость проведения работ, производительность. Рабочему не нужно прилагать усилий для раскроя металла.
По габаритам можно выделить две группы оборудования:
- Настольные модели. Инструменты небольшого размера, которые закрепляются на любом рабочем столе с помощью специальных зажимов.
- Полноценные станки, с литой станиной. Они используются на крупных предприятиях, оборудуются гидравлическим, электрическим приводами. Позволяют заниматься серийным производством.
Разновидности механических моделей:
- Прямые – классические ножницы для выполнения ровных резов.
- Резаки искривленные – бывают разной формы, зависимо от того, какой рез нужно сделать.
- Стуловые – используются для разрезания металлических листов большой толщины.
- Пальцевые – на них закрепляются маленькие резцы, с помощью которых происходит разрезание заготовок.
Отдельная классификация относится к длине лезвий. Они могут быть длинными или короткими.
Устройство и принцип работы
Принцип работы рычажного агрегата простой, однако, новичкам будет интересно узнать из каких элементов состоит этот инструмент:
- Литая станина, которая обеспечивает устойчивость ножниц при работе с заготовками.
- Прижимные механизмы, которые позволяют закреплять конструкцию на любой поверхности, переносить их с места на место. Это делает процесс резки простым.
- Опорная рама. Изготавливается из швеллеров, уголков.
- Поворотный рычаг с рукоятью.
- Оси, на которых закрепляются подшипники скольжения.
Отдельного рассмотрения заслуживает рабочая часть инструмента. Она состоит из двух лезвий – подвижного и неподвижного. Они должны изготавливаться из высокопрочного металла, чтобы была возможность разрезать разные материалы.
Ручные ножницы
- с помощью ковки;
- с помощью литья.
Кованые изделия более дорогостоящие, но и гораздо прочней. Для придания режущему краю повышенной прочности данная часть подвержена дополнительной закалке. Этот инструмент затачивают редко: твердый и прочный край отлично режет без периодической заточки.
Литые изделия — более экономный вариант. Они быстрей изнашиваются, и для нормальной резки их нужно часто затачивать. Этот инструмент для порезки тонкого металла и для бытового пользования.
Существуют еще механические ножницы с рычажной передачей. В данном случае режущие края делаются из одного, более высококачественного и плотного металла, а ручки из металла или его сплавов попроще. Друг с другом они крепятся с помощью системы рычагов. Эта конструкция дает возможность резать металл с небольшими усилиями.
Вне зависимости от вида — рычажные или обычные — они бывают с лезвиями различной формы: прямые — с ровными ножами, а бывают левые и правые — для лучшего отрезания кривых контуров. Различаются они тем, какой из рычагов находится наверху:
- Правые ножницы называются так из-за того, что ими удобней выполнять плавный изгиб направо. Держать инструмент необходимо в левой руке. При резке под лист заходит правая сторона лезвия, что и дает возможность сделать ровный край выгнутой линии. Чтобы проще можно было различать, ручки красят в зеленый.
- Левыми ножницами, наоборот, проще отрезать кривые влево. Ими необходимо работать правой рукой. Во время резки вниз заходит левая сторона лезвий. Цвет рукояти — красный.
Как именно будет удобно отрезать длинные металлические листы, зависит от формы лезвий. В симметричном инструменте при резе металла, кромка листа упирается в лезвия. Чтобы отрезать дальше, необходимо выгибать лист. В итоге образуются заломы, плоскость искривляется.










Когда лезвия несимметричные, а крепеж смещен, этого не происходит, отрезать дальше можно свободно.
Невзирая на то, что отрезать металл инструментом со смещенным центром удобнее, в магазинах они встречается редко. Скорей всего, потому как стоят практически в два раза больше симметричных ножниц. Однако лучше выбирать удобный и хороший инструмент, нежели мучатся во время раскроя. Этим инструментом удобно работать и с металлочерепицей, и с профлистом. И оцинковку, и листовую жесть отрезают они также хорошо. Но в любом случае механическими ножницами можно отрезать металл, толщиной не больше миллиметра. Для порезки более толстых листов применяются другие виды инструмента.
Гильотинные и рычажные модели
Это совершенно иной вид режущего инструмента. Он имеет конструкцию из станины, где зафиксирован неподвижно нож, и подвижного лезвия, закрепленного на рукояти-рычаге. Рычаг и нижний нож закреплены друг с другом с помощью заклепки или шпильки, которые и обеспечивают возможность передвижения. Резка происходит таким образом:
- Металлический лист кладут на станину;
- Ровняют линию реза по режущему краю;
- Опуская рычаг, отрезают.
Для порезки большого количества одинаковых изделий удобно на рабочем столе закрепить упор — ровный брус. В этом случае отрезать можно без разметки, лишь уперев край металла в брусок.
С учетом особенностей конструкции рычажный инструмент хорош лишь для ровного реза. Для изготовления выгнутых заготовок нужно использовать иной вид, для малой толщины — ручные, для толстых изделий — электрические. Но рычажными быстро и легко отрезают материал толщиной 1-2 миллиметра, удобно изготавливать стандартные изделия одного размера.
В промышленности, как правило, необходимо резать металл большой толщины. Это выполняют с помощью гильотинных ножниц. Этот инструмент имеет почти такой же принцип работы, как и рычажные — верхняя часть двигается, нижнее – неподвижно. Но приводится в движение или электродвигателем, или гидравликой, да непосредственно режущие кромки берут мощней и больше.
По большому счету гидравлические ножницы бывают различного назначения. Помимо гидравлических гильотинных, существуют еще ручные для порезки металлической проволоки и прутка.
Трёхзвенные рычажные ножницы
Установлено, что схеме, которая будет описана далее, возможно производить резку сортового и листового проката с размером поперечного сечения до 10 мм, чего в большинстве случаев бывает достаточно не только для собственных нужд, но и для изготовления стальных изделий в рамках небольшого бизнеса.
Такие ножницы состоят из следующих узлов:
- Станины, для изготовления которой понадобятся два равновеликих уголка с толщиной полки не менее 7 мм.
- Нижней опоры, к которой крепится рабочий инструмент.
- Верхней опоры, которая устанавливается в посадочное место, и имеет скос с целью уменьшения зазора между ножами в момент начала резки.
- Корпуса, крепёжные отверстия под ножи в котором стоит выполнять немного овальной формы, чтобы компенсировать возможные погрешности установки инструмента.
- Серьги.
- Соединительной оси.
- Крепёжных деталей.
Для изготовления всех деталей многозвенного механизма потребуется среднелегированная сталь марки 35 или выше.
Длина опорной рамы определяется максимальными размерами разрезаемого металла: габарит ручных ножниц будет в примерно два раза больше ширины заготовки. Тем не менее, конструкция получается достаточно компактной, и позволяет для своей установки использовать обычные слесарные тиски и соответствующих размеров верстак.
Схема крепления рабочего инструмента состоит в следующем. В оснастке, изготавливаемой из высокопрочной инструментальной стали марок У10 или У12 выполняются посадочные отверстия с раззенкованной конической частью, для того, чтобы крепление выполнялось впотай. Комплект должен включать варианты для разрезания профильного металлопроката. Для облегчения обслуживания оснастку стоит изготовить двусторонней. Далее производится термическая обработка до твёрдости не менее 54…56 HRC, и шлифовка с целью ликвидации вероятного коробления рабочего полотна. Готовая оснастка устанавливается в нижнюю и верхнюю посадочные части, и пригоняются один по другому таким образом, чтобы фактический зазор между подвижной и неподвижной частями не превышал 5…8% от толщины разрезаемого металла.





