

Что такое TIG, MIG-MAG, MMA сварка и как она расшифровывается
Из данной статьи вы узнаете, как расшифровываются TIG, MIG-MAG и MMA сварка, узнаем их основные отличия.
Помимо этого, в сваривании нет жестко установленной классификации, поэтому бывает трудно отличить методы сваривания. По этой причине большинство зарубежных производителей пользуются английским аббревиатурами, признанными общественностью. В данной статье мы рассмотрим TIG, MIG-MAG и MMA сваривание.
MMA-сварка – это ручное дуговое сваривание штучными электродами с нанесенным на них покрытием. Она используется для сваривания углеродистых, а также нержавеющих сталей. Углеродистые стали свариваются на постоянном и переменном токе, но нержавеющая сталь может свариваться только на постоянном токе.
Плюсами данного вида сваривания является возможность сваривания в любом пространственном положении, отсутствие газовых баллонов для сваривания и высокая экономичность сварочного процесса. Среди минусов стоит выделить низкую производительность и необходимость удаления шлака с деталей.
TIG-сваркой является ручное сваривание с использованием неплавящихся вольфрамовых электродов в среде защитного газа аргона. Данный метод сваривания на постоянном токе применяют для стальных деталей, а TIG на переменном – для алюминия и его сплавов.
Плюсами TIG-сваривания является отсутствие брызг металла, хорошее управление параметрами дуги, аккуратный сварочный шов и возможность сваривания деталей небольшой толщины. Минусами является наличие баллона для газа, низкая производительность и высокие требования по подбору оператора.
Сваривание MIG-MAG – это полуавтоматическая сварка электродной проволокой в среде инертного газа аргона. В некоторых случаях может применяться углекислый газ. Данный способ сваривания используется для сваривания сталей (в том числе нержавеющих), а также алюминиевых сплавов.
Плюсами MIG-MAG сваривания с газом является высокая производительность, небольшое количество дыма и отсутствие шлака, который требуется убирать со сварочного шва. Минусами является применение газового баллона и ограниченное применение на открытом воздухе.
Сваривание порошковой проволокой имеет такие преимущества, как отсутствие газовых баллонов, всегда готово к применению и прекрасно подходит для работ на открытом воздухе. Минусами является высокая стоимость порошковой проволоки и необходимость удаления шлаков с металла шва.
Стоит отметить, что пайка MIG позволяет работать при более низких температурах, чем при сваривании MIG. Это позволяет с меньшей степенью деформировать соединенные части. Материалы соединяются с помощью расплава материала припоя. Пайка MIG нашла широкое применение при кузовном ремонте, потому что цинковое покрытие стали при таком способе соединения металла не повреждается.
Аппарат для сварки алюминия Применение алюминия и его сварка
Сущность процесса ММА
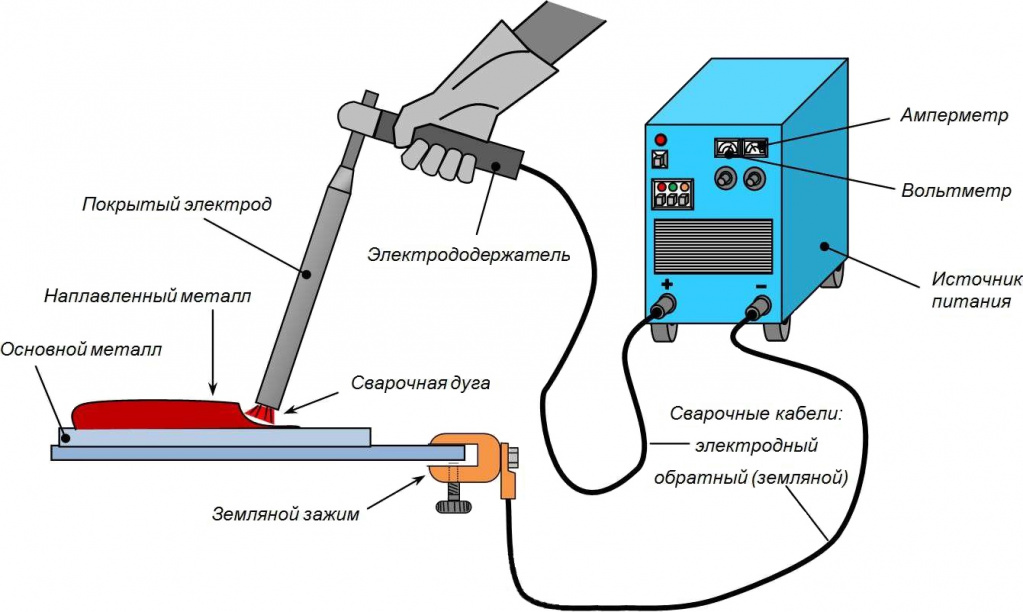
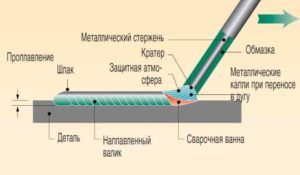
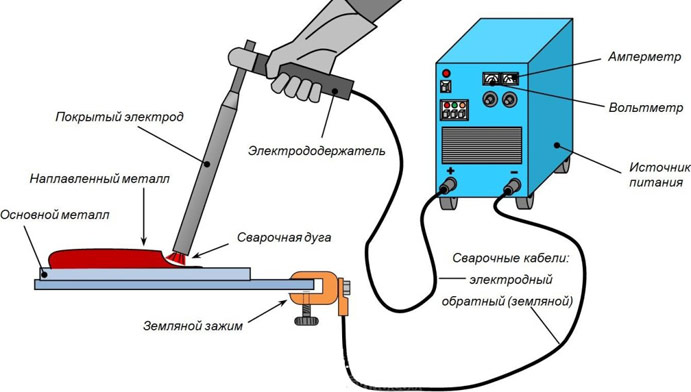
Ручная дуговая сварка (ММА) – это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие.
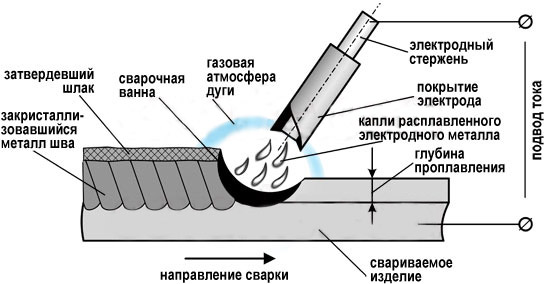
Дуга при этом способе сварки зажигается быстрым касанием торцом электрода поверхности основного металла, которая под воздействием тепла дуги расплавляется, образуя сварочную ванну. Под действием дуги также происходит плавление электродного стержня, металл которого переходит в сварочную ванну, образуя наплавленный металл сварного шва (при этом часть металла теряется в виде брызг). При расплавлении покрытия электрода образуются газы и шлак, которые защищают зону дуги и сварочную ванну от вредного воздействия окружающего воздуха. Более того, шлак, покрывающий наплавленный металл, обеспечивает его правильное формирование при кристаллизации. После каждого прохода шлак необходимо удалять. Некоторые марки электродов обеспечивают самоотделение шлаковой корки.
Дуговая сварка покрытыми электродами это типично ручной способ сварки. Электрод имеет ограниченную длину (обычно в пределах 350 … 450 мм), а это означает, что процесс сварки постоянно прерывается для его смены. Рабочее время используется не эффективно, так как время горения дуги не превышает 25 … 60% его объема, а производительность, соответственно, оказывается низкой. Остановки и возобновления сварки также повышают вероятность зарождения дефектов в сварном шве.
Покрытые электроды определенного размера и типа позволяют производить сварку на разных токах, но только в пределах определенного указанного изготовителем диапазона в зависимости от диаметра стержня, толщины и состава покрытия, а также положения сварки.
В процессе плавления покрытия электрода на его торце образуется воронка, которая способствует направлению потока образующегося газа в сторону сварочной ванны, который благоприятствует переносу капель расплавленного электродного металла в нее. Поток газа настолько велик, что способен переносить капли снизу вверх, обеспечивая тем самым возможность сварки в потолочном положении.
Нормативная документация. Как пользоваться
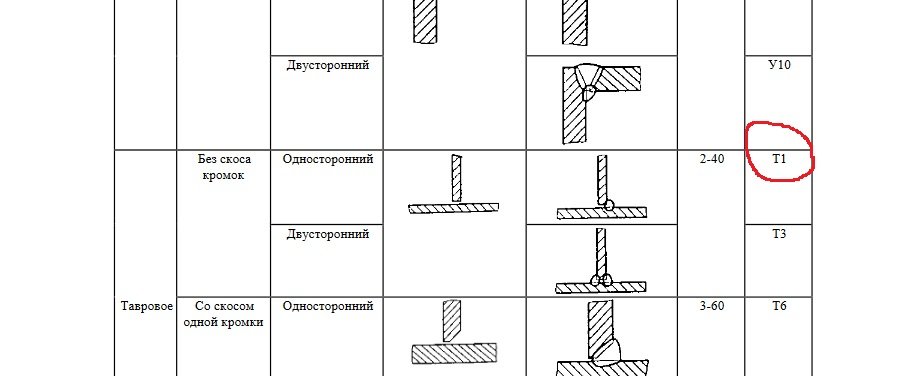
Согласно ГОСТ 5264-80 на ручную дуговую сварку все многообразие сварных соединений можно отнести к четырем основным типам (сокращенное обозначение русскими заглавными буквами приводится в круглых скобках):
- Стыковые (С);
- Угловые (У);
- Тавровые (Т);
- Нахлесточные швы (Н)
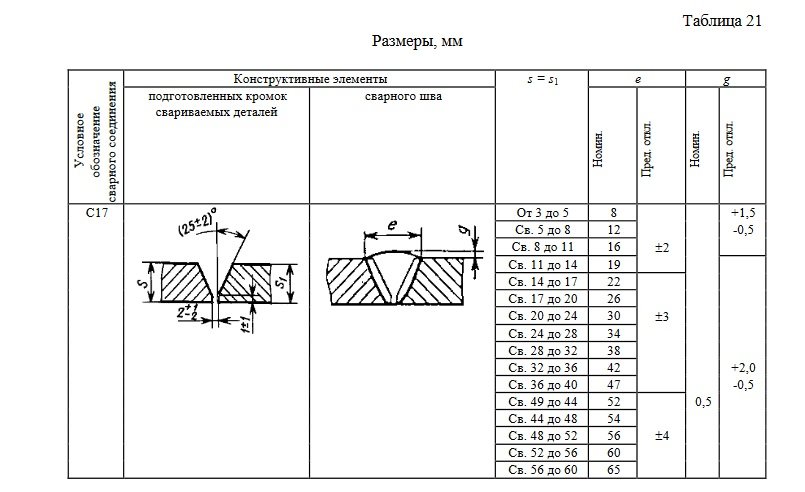
Пример сокращенной записи типа соединения и его номера по порядку: Т1, С17 и т.д.
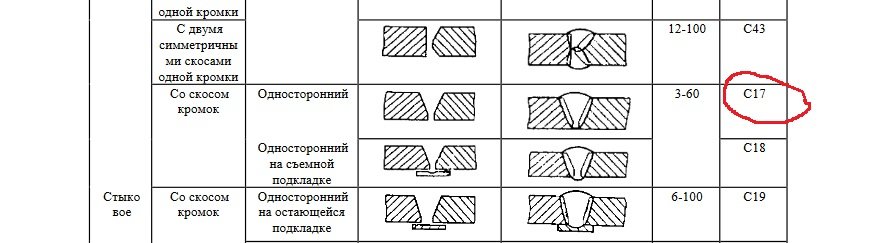
Также указывает на основные размеры сварного шва Например, на стыковом шве параметр «е» — это ширина; «g» — выпуклость, или усиление шва.
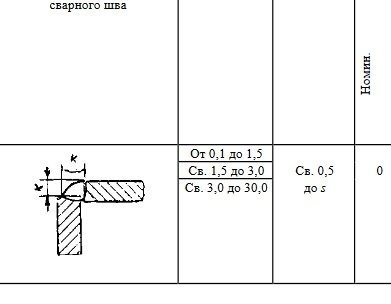
Для угловых (или тавровых) швов буквой «к» обозначается катет.
По евростандарту EN ISO 2553-2013 «Соединения сваркой и пайкой» буквой «а» обозначается толщина шва; «z» – катет шва; «S» – глубина провара
При обозначении по евростандарту буквы z, а, S присутствуют на чертежах, поэтому это знать важно
также дает нам понятие о том, каким должен быть зазор между деталями, как правильно готовить кромки, какая возможна геометрия кромок при сварке с одной, или с двух сторон, с подложкой под корень шва и т.д.







По евростандарту требования к подготовке деталей под сварку определяются по EN ISO 9692-1:2003 «Сварка и сходные процессы – рекомендации для подготовки соединений»
Если перед начинающим сварщиком стоит задание сварить две пластинки, то самые задаваемые вопросы звучат следующим образом:
- какой диаметр, или тип электрода брать?
- каким током варить?
- какой установить зазор между деталями?
Что нам рекомендуют стандарты по поводу зазоров? По ГОСТ5264-80, например, для трехмиллиметровой пластины кромки будут прямые с зазором между деталями 0-2 мм. Усиление шва предлагается в диапазоне от 0,5 до 2,5 мм, а ширина шва не более 7мм.
По EN ISO 9692 для односторонней сварки пластинки толщиной 3 мм предлагается готовить кромки с прямым скосом и зазором между деталями примерно 3 мм. Параметры выпуклости шва определяются по ISO 5817:2009.
При односторонней сварке пластинки 8 мм по ГОСТ5264-80 рекомендует делать V-образный скос кромок под углом 22 -27 градусов с притуплением кромок 0-2 мм и зазором 0-3 мм.
По EN ISO 9692 для такой же пластинки толщиной 8 мм и односторонней сварки угол раскрытия кромок выбирается ?=40- 60 градусов, зазор между деталями 0-4 мм, притупление 0-2 мм.

Как видите, как в ГОСТ, так и в евростандартах нет жестких цифр, есть диапазоны размеров. Какой именно зазор, или притупление кромок выбрать сварщик решает сам, исходя из марки и диаметра электрода, пространственной ориентации шва, тока сварки и своего мастерства.
Оборудование для ручной дуговой сварки
 Самый элементарный сварочный баласник состоит из следующих элементов:
Самый элементарный сварочный баласник состоит из следующих элементов:
- баласный реостат с возможностью изменять величину тока, это необходимо для того, чтобы выставлять значений в зависимости от свариваемых поверхностей, глубины сварочной ванны или других технологических задач (резка, стягивание, наплавка);
- “держак”, который состоит из катода и анода, “нулевого” электрода, который соединяется с баласным реостатом с помощью сварочного кабеля в различном исполнении (1-,2-,3 жилы) и различного сечения;
- кабель для заземления на баласник, иначе при взаимодействии электрода и сварной поверхности не возникнет замкнутый контур, а значит не возникнет и дуги.
Как правильно варить?
Многие начинающие сварщики сталкиваются с проблемой, когда не получаются швы. Ванна очень сильно брызгает и налипшие капли металла повсюду, шов получается измученный, ярко выраженной неровной геометрической формы со шлаком, который очень трудно отделяется, даже если бить по нему очень сильно молотком. Почему так получается? Обычно новички приобретают рутиловые электроды и держат до неприличия огромную дугу, и расстояние от торца плавящегося электрода до сварочной ванны постоянно меняется на длине сварочного шва. Отсюда и вытекает основное правило сварщика, без освоения которого в профессии делать нечего, так как вы никогда не получите хороший шов: дуговой промежуток должен быть постоянным.
Технология сварочного процесса
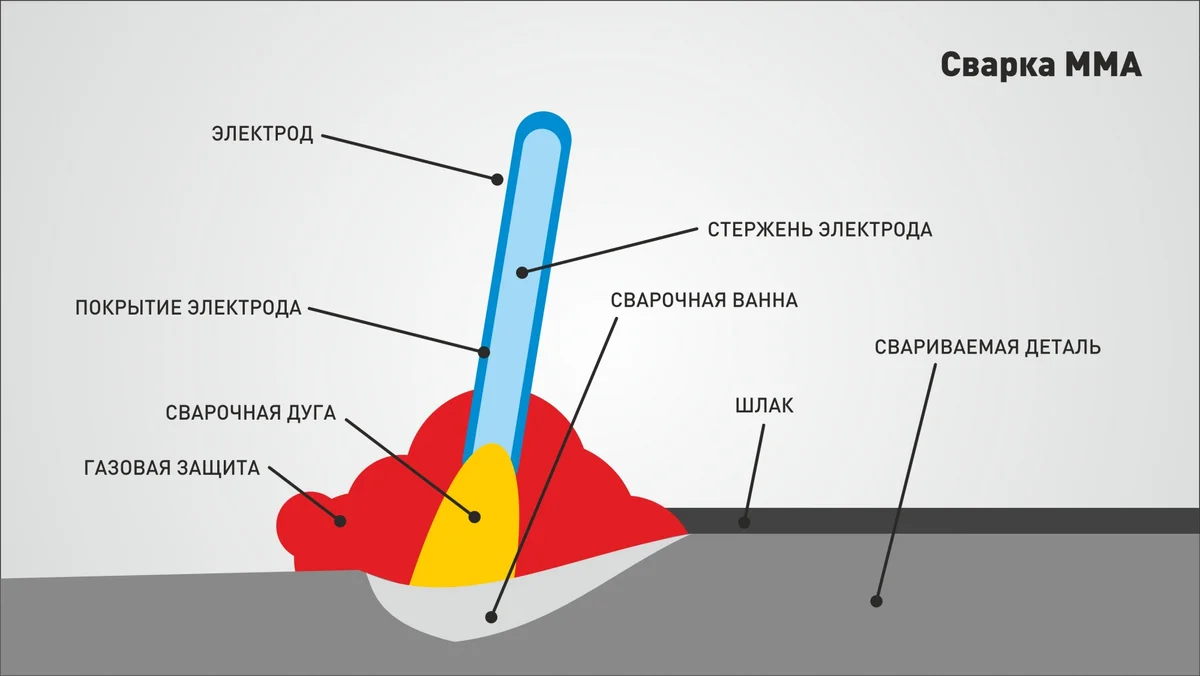
Суть ММА сварки состоит в расплавлении кромок металла электродугой, заполнении стыка наплавочным материалом. Электроды представляют собой металлический стержень со специальным покрытием, образующим защитный шлаковый слой, препятствующий окислению ванны расплава. В процессе кристаллизации на месте соединения образуется диффузный слой – смесь наплавочного металла и сплава, из которого сделаны сварные заготовки.
Режим сварки – это параметры напряжения и силы тока, необходимые для образования дуги нужной плотности, температуры. После настройки оборудования один из контактов подключается к электроду, другой – к металлу. Цепь замыкается при контакте электрода и деталей, возникает разряд, генерирующий плазму.
При ММА дуга разжигается двумя способами:
- чирканием (подобно разжиганию спички);
- постукиванием.
После розжига важно поддерживать стабильное горение дуги. Для этого электрод отводят от поверхности детали на 2–4 мм
Электрод расплавляется постепенно, так как температура создается только на кончике стержня. Капли равномерно пополняют ванну расплава, образованную расплавленными кромками.
Возможное движение электрода:
- круговое вдоль оси, контролируется процесс расплавления стержня, формирования защитного шлакового слоя;
- по направлению стыка, регулирует скорость образования соединения;
- возвратно-поступательное вдоль шва;
- колебательное с одной детали к другой перпендикулярно стыку, формируется широкий.
Обмазка электродов, применяемых для ММА сварки, выделяет газы, вытесняющие воздух из зоны контакта. Риск образования пористости снижается. Размер стержня, состав металлической «начинки» зависит от геометрических параметров свариваемых деталей.
Особенности сварки
Понимая принцип ручной дуговой сварки плавящимся электродом можно приступить к самому сварочному процессу. Для начала разберемся, в каких случаях такая сварка целесообразна. РД по металлу целесообразна том случае, если толщина детали начинается от 2 миллиметров и не превышает 50 миллиметров. Также целесообразна сварка легированных, углеродистых и нержавеющих сталей. РДС отлично подойдет для мелкосерийного производства или для сварки штучных изделий. Если металлы толще и деталей много, то рекомендуем заменить ММА сварку на MAG.
Если детали будут слишком тонкими, то они будут плавиться слишком быстро. Это приводит к образованию дефектов, шов просто не успевает сформироваться. Даже если вы установите минимальное значение тока. Используйте другие технологии сварки тонкого металла, не рискуйте.
Выше мы писали, что возможна сварка деталей толщиной до 50 миллиметров. Но мы все же рекомендуем соединять металлы с толщиной максимум 20 миллиметров. Сварка толстых деталей экономически невыгодна при использовании технологии ручной дуговой сварки. Все эти правила не применимы к ситуации, когда нужно сварить короткий шов, чтобы произвести небольшой ремонт. Если участок сварки слишком мал, вы не будете использовать дорогостоящее оборудование, газ, флюсы и прочее. В таких ситуациях ручная дуговая сварка MMA вполне целесообразна при сварке деталей толщиной до 200 миллиметров.
Технология ручной дуговой сварки начинается с основ о пространственном положении. Мы писали, что ручная дуговая сварка плавящимся электродом возможна в любом положении. Это правда, но с оговорками. Дело в том, что не все электроды позволяют выполнить сложные потолочные или вертикальные швы. Они плавятся слишком быстро и стекающий металл не позволяет сформировать шов
Обратите на это внимание перед выполнением ответственной работы
По этой причине наилучший результат достижим именно в нижнем или горизонтальном пространственном положении. Такую работу сможет выполнить сварщик даже с низкой квалификацией, можно использовать электроды большего диаметра и установить на сварочном аппарате большую силу тока, чтобы ускорить рабочий процесс. Так что если вы можете заменить потолочные швы на нижние — не отказывайтесь от такого решения.









Если вы используете метод ручной дуговой сварки покрытыми стержнями и вам все же нужно сделать потолочных шов, то выберите электроды небольшого диаметра и установите на аппарате минимальное значение сварочного тока. Работайте не медленно и не быстро, постарайтесь найти «золотую середину» в скорости ведения дуги. Ведите дугу уверенно и не отклоняйтесь в стороны.
Теперь поговорим о типе и полярности тока. Сварка ММА может производить на постоянке и на переменке, выбор режима зависит от электродов. Обязательно читайте упаковку ваших стержней перед работой, некоторые электроды могут быть предназначены только для работы на одном типе тока.
Одно известно точно — при постоянном токе дуга горит стабильнее, чем при переменном. Это заметно даже при использовании универсальных стержней, способных работать с любым родом тока. Словом, если вы начинающий сварщик, то приобретайте универсальные комплектующие и экспериментируйте с настройками.
Что касается полярности, то ее выбор зависит от того, какая скорость плавления электрода вам необходима. Если выберите обратную полярность и установите постоянный ток, то электрод будет плавиться медленнее и равномернее. Это наиболее приемлемый вариант. Есть электроды, которые работают одинокого хорошо с любой полярностью.
Ручная сварка железа или никеля имеет свои сложности. В работе металл может быть подвержен проблеме, называемой магнитным дутьем. Магнитное дутье — это когда дуга начинает непроизвольно отклоняться от сварочной ванны из-за магнитных свойств металла. Чтобы избежать этих проблем установите на сварочнике переменный ток, это может помочь.
Как же определить, какой дугой вы варите, как ее контролировать? (Теория)
Длина сварочной дуги – это промежуток между электродом и изделием, в котором образуется непрерывное перетекание высоковольтного электрического заряда. Существует правило, согласно которому длина дуги (Lдуги ) зависит от диаметра электрода (обозначим его буквой d) и может быть выбрана в диапазоне 0,5d … 1,2d.
Например, если сварщик возьмет электрод O2,5 мм, тогда по этому правилу можно варить дугой, сгорающей на промежутке 1,25 … 3 мм. Да-да, для получения правильного шва электрод необходимо держать практически впритык к детали! Это потребует определенной сноровки, особенно учитывая длину электродного стержня в начале сварки!
Теперь становится немножко более понятно, что
- Короткой дуге соответствует промежуток 0,5d … 1d. Такой дугой варят в нижнем положении, а также выполняют горизонтальные валики на вертикальной поверхности, вертикал, потолок и корневой шов. Так варят в преимущественном большинстве случаев. Основные достоинства короткой дуги: хорошая газовая защита и высокий уровень провара. Как известно, в результате сгорания обмазки электрода образуется газовое облако, которое защищает сварочную ванну от вредного влияния кислорода, соответственно, чем меньше расстояние между электродом и основным металлом, тем лучше защита. Кроме того, дуга представляет собой не столб, как, возможно, многие воображают себе, а конус. Это значит, что чем больше Lдуги, тем меньше разогрев детали, в результате чего появляются дефекты, в частности, подрезы.
- Средняя дуга определяется как 1d … 1,2d. Она влияет на увеличение ширины шва и уменьшение глубины провара, поэтому сварщики используют это свойство средней дуги при наплавке, иногда для сварки в нижнем положении.Длинная дуга выглядит как L>1,5d и возможна только на рутиловых, либо целлюлозных электродах. Крайне не рекомендуется для сварки.
Преимущества и недостатки
Сварка ММА не требует сложного оборудования. Универсальна, выполняется в любом положении. Ограничения связаны только с физическими свойствами сплавов:
- повышенной текучестью;
- степенью окисляемости.
Технология применяется для большинства металлов, работы можно проводить в полевых условиях. Сварка ММА применяется для бытовых целей и на производстве.
Теперь о недостатках:
- сложность розжига и поддержания дуги;
- вредные факторы, влияющие на здоровье сварщика (испарения, образующиеся при расплавлении электродной обмазки, летучие пары металлов).
Преимущества превалируют, поэтому технология ММА применяется в различных областях.
Расшифровка аббревиатур
ММА (РДС)
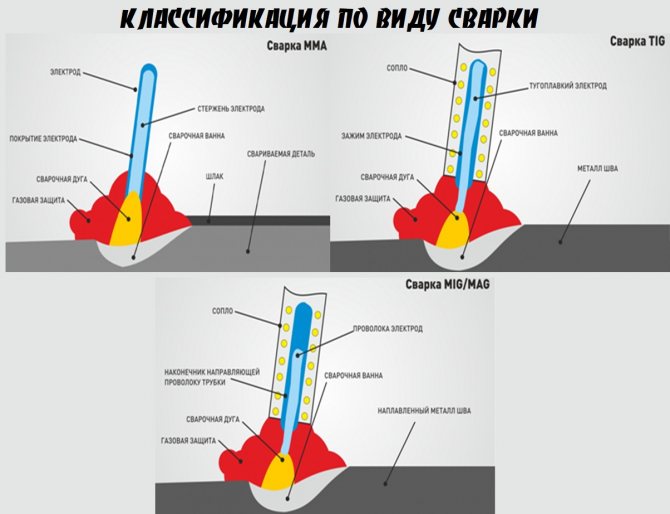
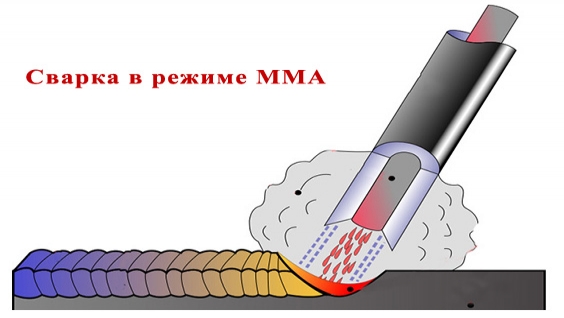
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
 Сварка покрытым электродом
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
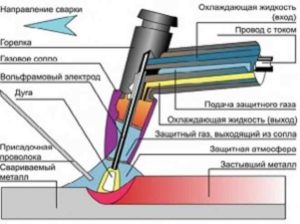 Процесс сварки по методу TIG
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
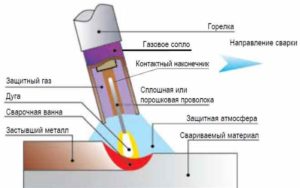 Схематичное изображение mig/mag-метода
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.









В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Что входит в комплект различных видов сварочного оборудования
Данный комплект состоит из:
- Трансформаторного или инверторного оборудования для сварочных работ. Оно позволяет подстроить характеристики питающей цепи под требования сварочной. Принципы работы этого элемента могут быть разными и зависеть от конкретной модели.
- Генератора, то есть агрегата постоянного тока либо тока повышенной частотности.
- Сварочного выпрямителя, необходимого для получения постоянного тока из переменного.
- Автомата дуговой сварки, то есть оборудования, которым выполняются сварочные работы.
- Прочих автоматов сварки, ведь нужно понимать, что в подобных приспособлениях механизирована только подача проволоки. Перемещать горелку должен сам сварщик.
Принцип действия дуговой сварки
По электрическому кабелю большого сечения (16 мм² и более) подводится выходное напряжения сварочного аппарата к держателю с электродом. К другому кабелю «массе» подключают подготовленные к сварке две металлические детали, которые требуется соединить. В момент соприкосновения торца электрода с деталями, электрическая цепь замыкается, что ведет по сути к короткому замыканию. Так как поверхность металла имеет шероховатости, ток нагревая их, образует электрическую дугу. Чтобы электрод не «залипал» сварщик, в момент соприкосновения разрывая прямой контакт, отводит его от свариваемой поверхности на несколько миллиметров. Если этого не сделать, дуга не образуется, а аппарат будет работать в режиме перегрузки.
Благодаря ионизации газа в точке соприкосновения, при отводе электрода на расстояние от детали, горение дуги не прекращается. Под действием высокой температуры (свыше 5000º C) в поверхности образуется канавка с расплавленным металлом, которая называется «ванночкой». В свою очередь стержень электрода также начинает плавиться и его капли стекая, смешиваются с металлом в канавке, образуя после остывания наполненный шов.
Примеси покрываемые стержень электрода при горении образуют газовую среду в месте сварки. Эта среда защищает термический шов от разрушающего воздействия азота и других газов входящих в состав атмосферы земли. Еще одним примечательным моментом есть то, что под действием электромагнитного поля и движения образующихся газов, независимо от того, где находится электрод при сварке, вверху (пол) или снизу (потолок), движение расплавленного металла происходит от электрода к детали. Именно этот поток вытесняет жидкий, горячий метал из «ванночки» как бы прожигая канавку в глубину. Это выплескивание металла из «ванночки» можно наблюдать при сварке, когда горячие капли с шипением разбрызгиваются в разные стороны.
Глубина выжигаемой канавки напрямую связана с толщиной применяемого электрода и значением подаваемого тока. Чем толще электрод и больше ток, тем глубже прожигание металла.
Ввиду этого следует правильно подобрать сечение электрода и выходной ток сварочного аппарата. Чтобы не пропалить металл насквозь или наоборот недостаточно прогреть детали для хорошего соединения.





