

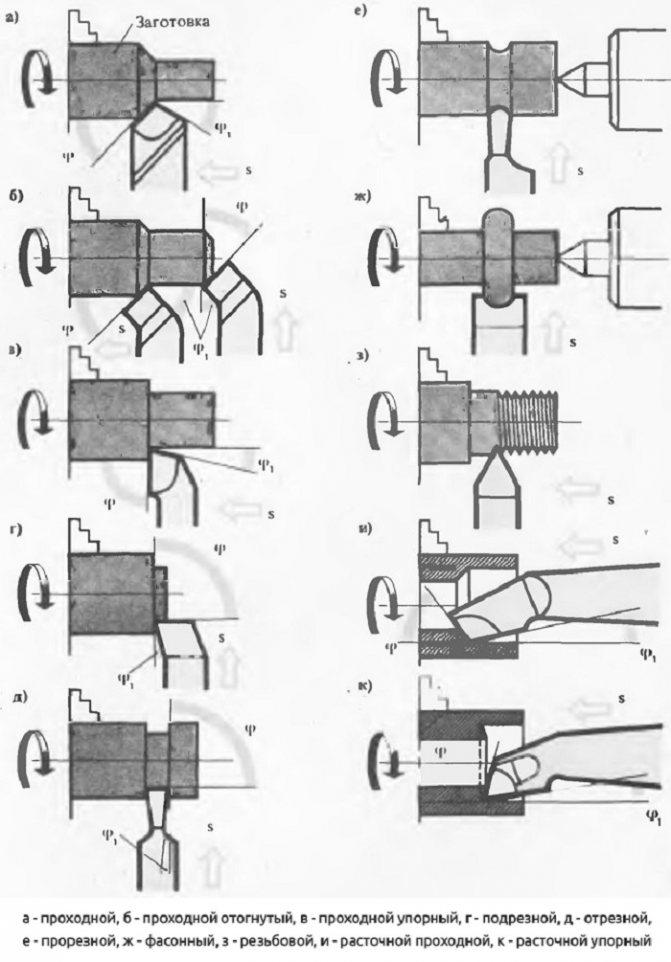
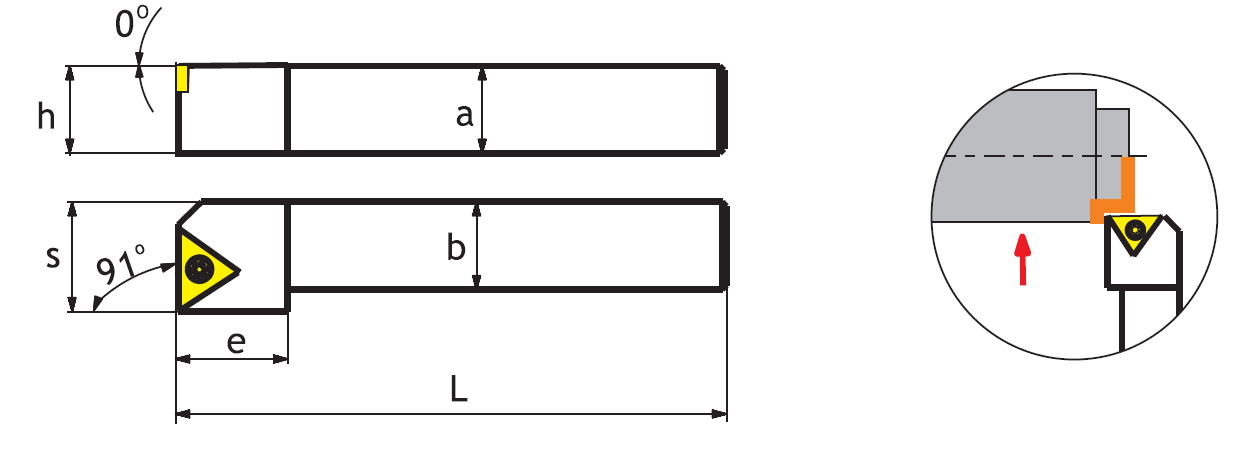
Геометрия токарных резцов
Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
- Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
- Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
- Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
- Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
- Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
- Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
- Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
- Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
- Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.
Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
По внешнему виду токарные резцы делят на следующие группы:
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.
Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.
Проходные отогнутые
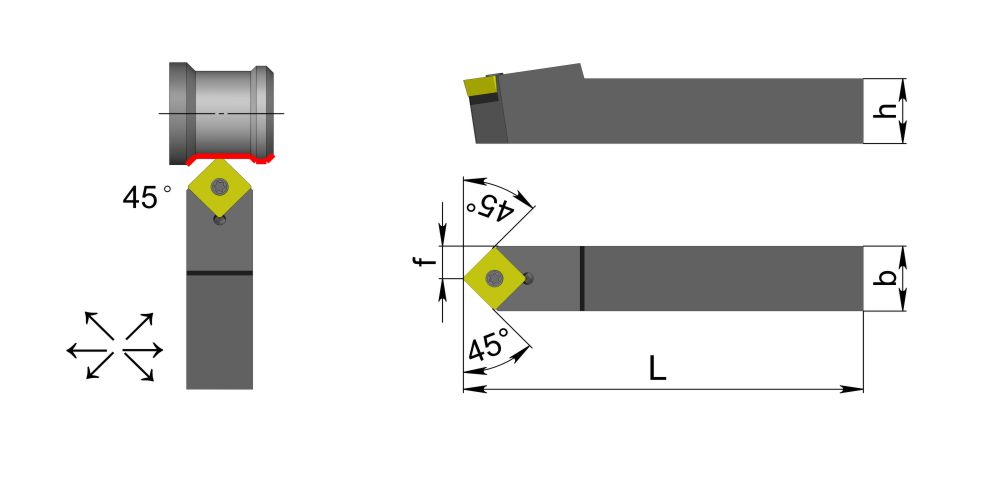
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.
Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
- 16*10*110;
- 25*20*170;
- 32*25*170;
- 40*32*240;
- 50*40*240.
Проходные упорные
Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.
Государственные стандарты
Актуальными на сегодня остаются принятые в СССР технические регламенты на металлорежущий инструмент. Для канавочных резцов с твердосплавными напаянными пластинами параметры и геометрию определяет ГОСТ 2209-82 или его более поздняя версия ГОСТ 2209-90. В них представлена исчерпывающая информация о геометрии, износостойкости и методиках проверки качества материала.
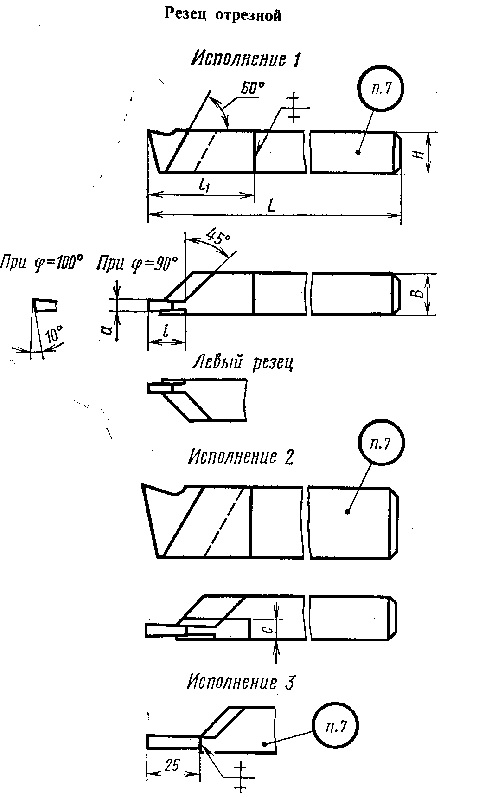
Резцы токарные отрезные должны соответствовать ГОСТ 18874-73.
В нем описаны конструкционные особенности, размеры и геометрия инструментов из быстрорежущей стали, их маркировка. Регламенту почти полвека, а его активно эксплуатируют, что говорит об активном использовании морально устаревшего и изношенного станочного парка на большинстве производств. Последние изменения вносились в ГОСТ 18874-73 в 1985 году, за это время кардинально изменились технологии и материалы для резцов. Инструменты для наружных канавок соответствуют ГОСТ 18885-73, ситуация аналогична вышеописанной, современные канавочные резцы могут кардинально отличаться от стандарта, обеспечивая лучшее качество и быстроту реза.
В целом, стандарты с полувековой историей не могут быть эффективными. За это время технологии серьезно изменились, но обновление парка станков крайне затратное дело, поэтому резцы по старым ГОСТам еще долго будут востребованы и нужны. Современное же производство с высокотехнологичным оборудованием опирается на другие критерии подбора инструментов для токарной обработки металла.
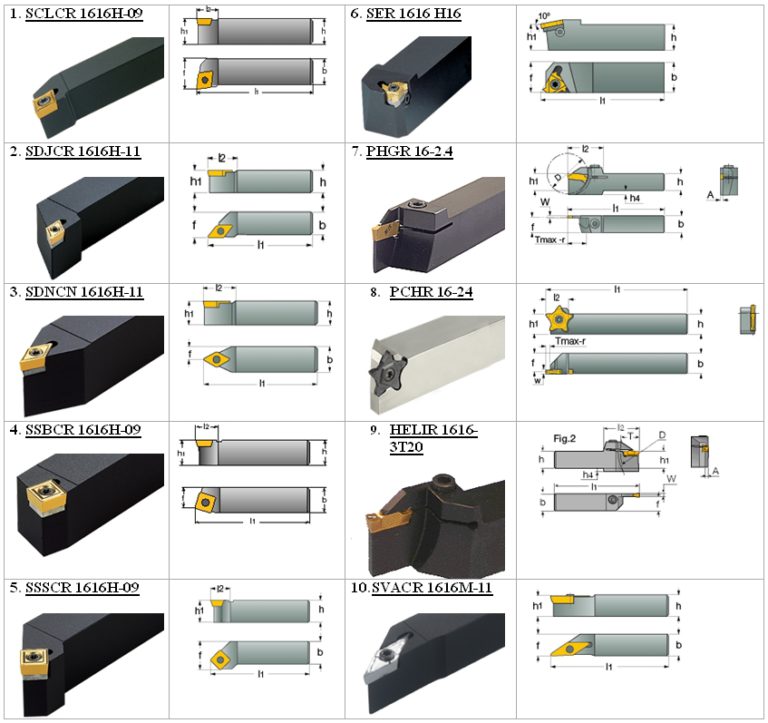
Сборные конструкции
 Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
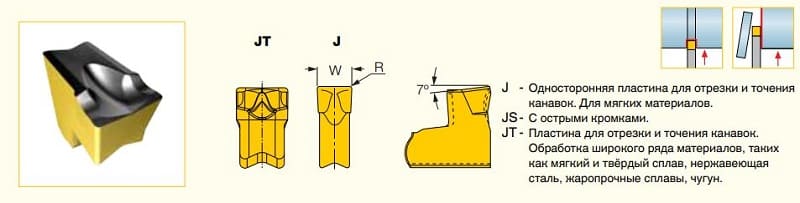
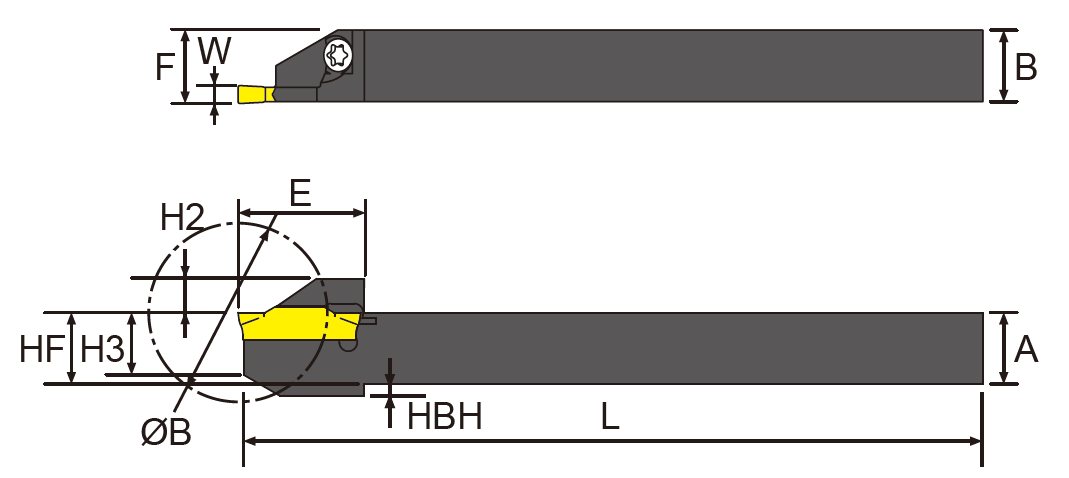
Резцы токарные канавочные.
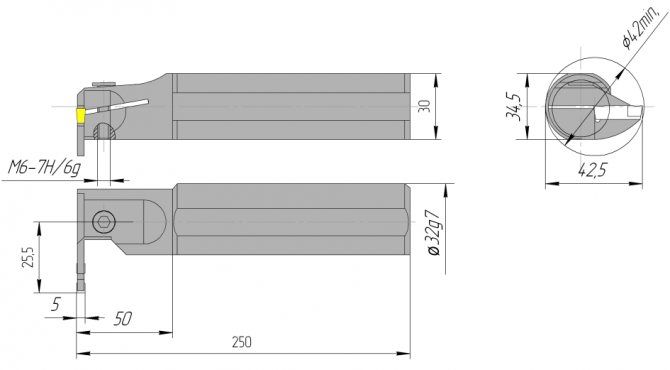
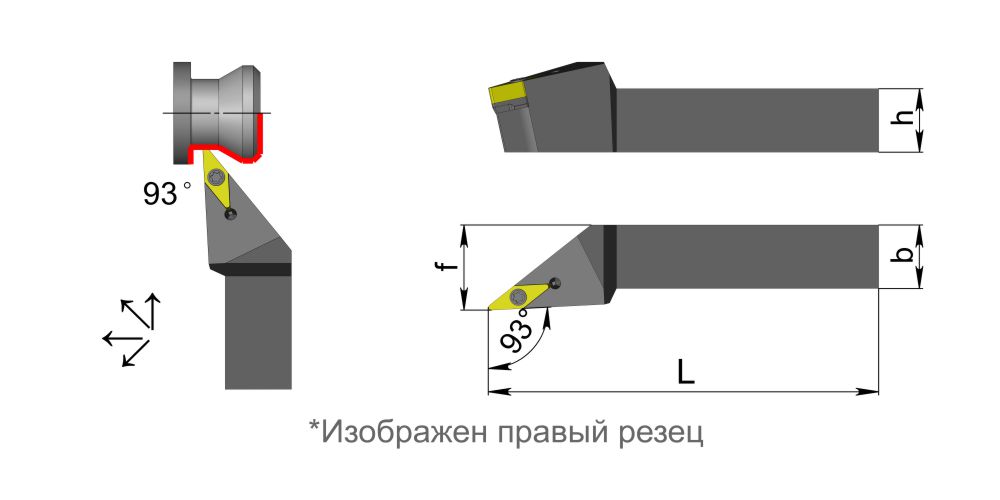
| Резец применяется для внутреннего контурного растачивания, нарезания внутренних канавок. Правый. Чертеж 2130-4120. Обозначение S32S-CSFCR 5. Левый. Чертеж 2130-4020-01. Обозначение S32S-CSFCL 5. Режущая пластина TGMF 508 IC908 «Iscar». Вес 1, 5 кг. |
| Применяются для нарезания внутренних канавок, фасонного точения. Режущая пластина TSC 4 TT7220 «Taegu Tec». |
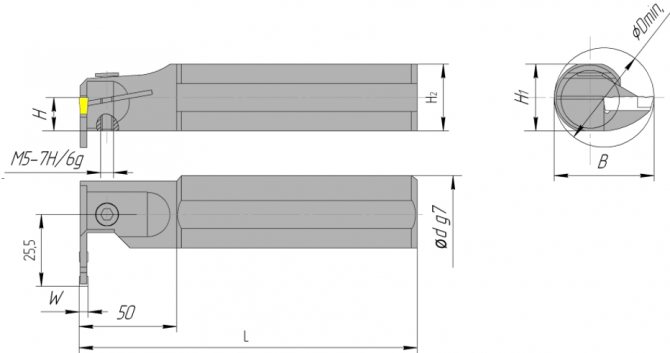
| По чертежуОбозначение | Размеры,мм | Масса, кг | ||||||||
| Правый | Левый | d | L | H | H1 | H2 | Dmn | B | W | |
| 2130-4021 S25R-CSFCR3 | 2130-4021-01 S25R-CSFCL3 | 25 | 200 | 11,5 | 30,7 | 23 | 38 | 38 | 2,65; 3; 3,15 | 1,1 |
| -02 S32S-CSFCR3 | -03 S32S-CSFCL3 | 32 | 250 | 15 | 34,2 | 30 | 42 | 41,5 | 1,5 | |
| -04 S25R-CSFCR4 | -05 S25R-CSFCL4 | 25 | 200 | 11,5 | 30,7 | 23 | 38 | 38 | 4; 4,15 | 1,1 |
| -06 S32S-CSFCR4 | -07 S32S-CSFCL4 | 32 | 250 | 15 | 34,2 | 30 | 42 | 41,5 | 1,5 |
Классификация канавочных резцов
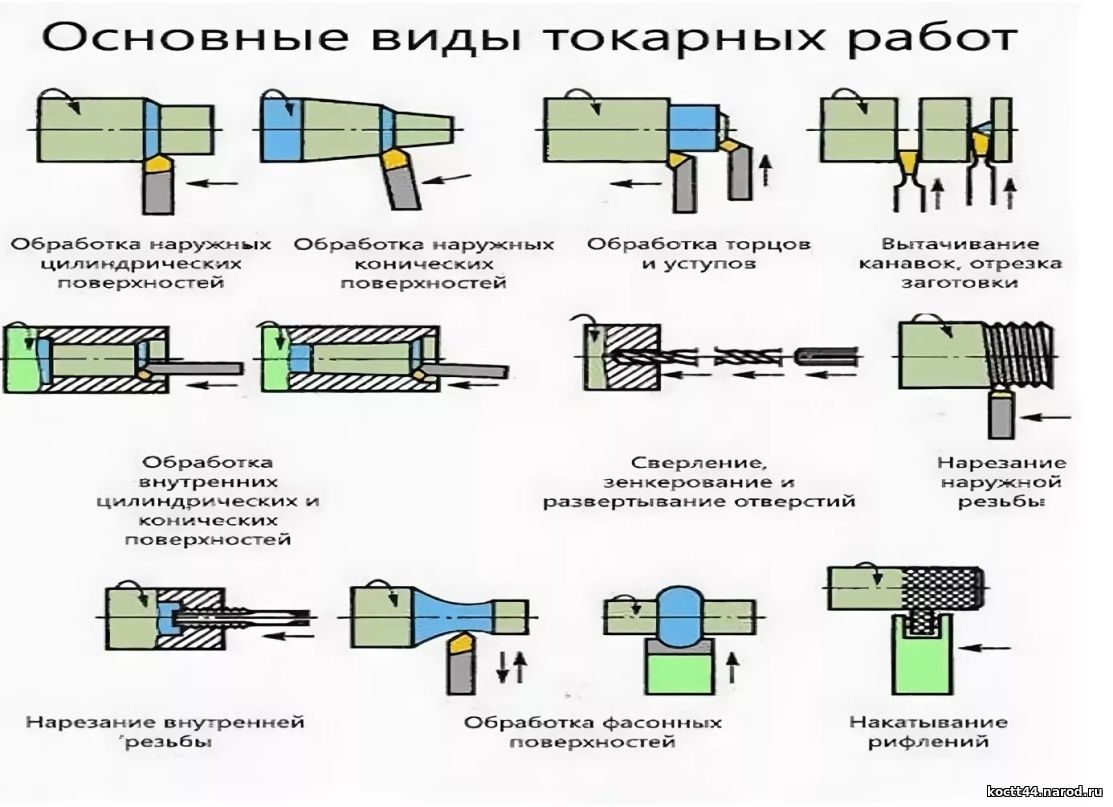
Для выполнения канавок разной конфигурации, размеров и глубины не всегда можно использовать один и тот же резец. Так, отличается работа с заготовкой, на которой нужно выполнить обработку наружной поверхности, внутренней поверхности отверстия, сделать углубление в торце окончания детали или торце уступа, отрезать часть металла от заготовки. Чтобы иметь возможность выполнить все эти операции, были разработаны разновидности канавочной оснастки. Классификация инструмента по виду выполняемой работы:
- Режущая оснастка для канавок наружных. Этот тип инструмента отличается менее высокими требованиями к жесткости и размерам тела. Рабочие пластины здесь чаще всего изготовлены из инструментальной быстрорежущей стали. Державка чаще массивная.
- Канавочный резец внутренний. Этот вид оснастки требует повышенной прочности как рабочей части, так и основания. Режущий элемент здесь выполняют в основном из пластин с твердосплавными напайками, что позволяет сделать его более тонким. Державка инструмента обычно тонкая и изготовлена из высокопрочной стали.
- Торцевой инструмент. В некоторых случаях его роль может выполнять обычный резец для наружных канавок. Может быть изготовлен с расположением рабочей режущей области перпендикулярно относительно тела державки.
- Прорезной резец – разновидность канавочного инструмента, где ширина рабочей зоны больше ширины державки. Это позволяет ему делать глубокую прорезь вплоть до размера, равного радиусу детали, и таким образом отрезать ненужную часть.
Правила заточки режущей части
Чтобы правильно провести заточку резцов для токарного станка по металлу нужно учитывать материал, из которого он изготовлен
Важно правильно вывести передний угол заточки. Чем он больше, тем меньше сила резанья
Однако затачивать инструмент нужно в меру, потому что при чрезмерном увеличении угла идет его выкрашивание. Чтобы заточить инструмент своими руками используется абразивный круг, который устанавливается на станок. При этом рабочая часть резца располагается на одном уровне с осью абразива. После окончания работы идет проверка специальным шаблоном. Он представляет собой трафарет с отверстиями, которые соответствуют необходимым углам затачивания. Изготавливается он своими руками из листового материала стали 45. Затем, после изготовления измерительных отверстий проводится его закалка.
Виды работ, проводимые на токарном станке, очень разнообразные. Для каждого случая имеется свой вид резца. Для того чтобы инструмент служил долго, нужно за ним следить и вовремя делать правильную заточку.
Модели отрезных и канавочных резцов в SolidWorks
Как уже говорилось в статьях ранее 3д модели режущего инструмента можно, конечно, построить с нуля в SolidWorks. Но я думаю в этом нет никакого смысла так это сделали уже за нас производители инструмента.
Переходим на сайт , и для примера скачиваем две модели резцов под обозначениями: «RAG123H10-32B», «RF123H13-2525BM».
Сайт «Sandvik coromant»
И в строке поиск вводим поочередно данные обозначения и скачиваем резцы, нажав на «Загрузить» в строке «скачать подробную 3D модель».
Скачивание 3д модели инструмента с сайта «Sandvik coromant»
Далее открываем скаченные файлы и получаем 3д модели данных резцов в SolidWorks.
Резец для обработки внутренних канавок RAG123H10-32B
Резец для отрезки и обработки канавок RF123H13-2525BM
Как видим это намного проще и быстрее чем создавать резец в SolidWorks c нуля.
Если кому нужно данный модели можно скачать в конце статьи!
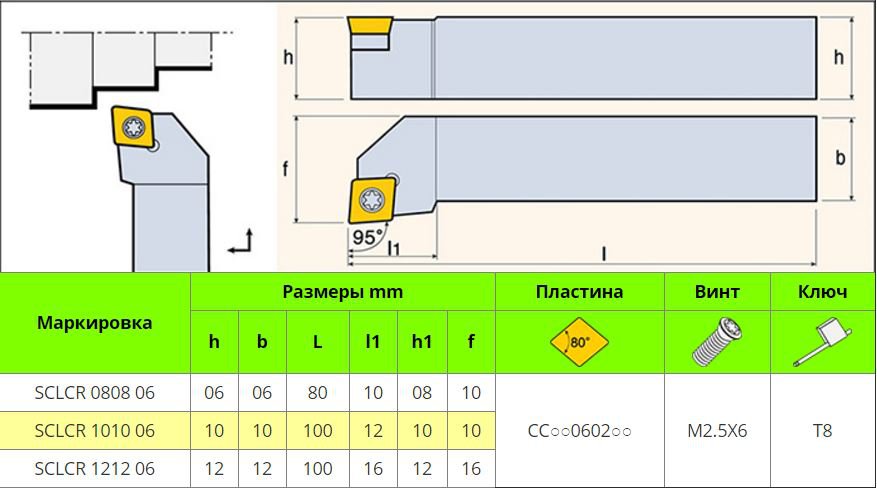
Маркировка по ГОСТ
Требования к производству станков для металлообработки, а также вспомогательного оборудования жестко регламентируются требованиями межгосударственных стандартов.
К стержням режущих приспособлений предъявляют гораздо меньше требований по сравнению с элементами контактной группы. Их изготавливают из стали марки 45 или 50.





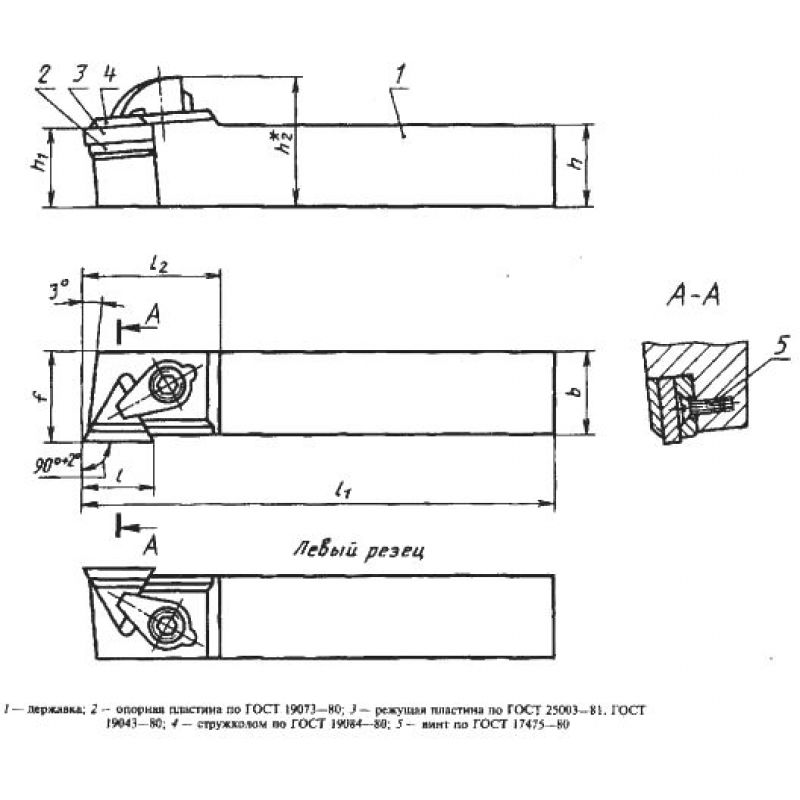
Для каждого типа конструкции существует отдельный стандарт. Например, изготовление проходных резцов с верхним прихватом сменной пластины регулируется ГОСТ 26611-85.
При производстве пластин из быстрорежущей стали используют кобальтовые составы:
- Р9К5;
- Р9К10;
- Р18Ф2К5.
После проведения температурной обработки их твердость достигает 67 HRC.
К шероховатости поверхности приспособлений предъявляют особые требования. После проведения доводки передней и задней частей степень чистоты должна соответствовать 9 классу.
Условные обозначения в соответствии с требованиями межгосударственного стандарта наносят на боковую поверхность.
В качестве примера расшифруем маркировку Т15К6:
- «Т». Первая буква говорит о том, что в качестве материала изготовления использовался твердый состав титановой группы.
- «15». Цифра указывает на массовую долю карбида титана в продукте.
- «К». В состав продукта входит кобальт.
- «6». Массовая доля вышеуказанного химического элемента.
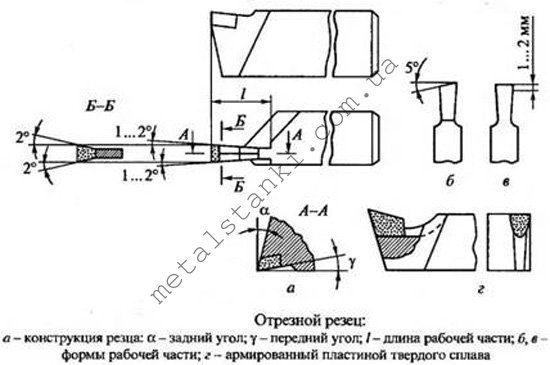
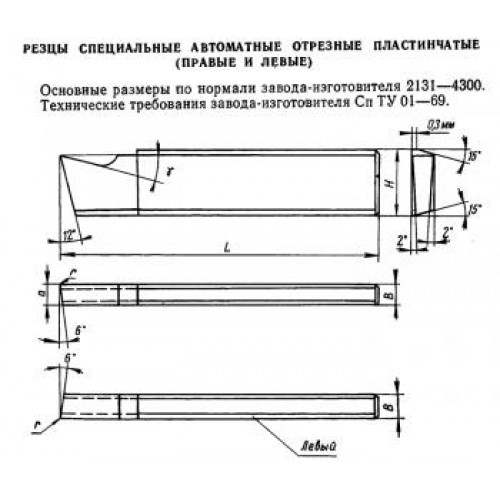
Виды отрезных резцов
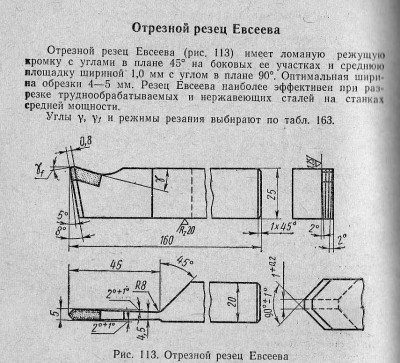
Отрезной резец – петушок назван так в силу своеобразия геометрии после заточки. Впервые петушковый токарный резец применил И.К. Евсеев, суть его рационализаторского предложения заключалась в уменьшении ширины стружки по сравнению с шириной реза. Стружка не сможет подклинить – уменьшается вероятность разрушения режущей кромки. Операция выполняется быстрее, не требуется увеличение скорости вращения шпинделя. При установке режущей кромкой вниз стружка падает на станину и не требует активного вмешательства оператора.
ВК8 – твердый сплав (карбида вольфрама 92%, кобальта 8%) применяется как покрытие для инструментов, режущих камень, металл, гранит. ГОСТ 3882-74, разработанный еще в СССР, регламентирует физико-механические свойства и процентное соотношение компонентов.
Подбирая отрезной резец по металлу, нужно учитывать ряд факторов:
- материал, который необходимо обрабатывать;
- интенсивность работ;
- специфику обработки заготовки;
- степень износа токарного оборудования.
Инструментами из быстрорежущей стали нельзя обрабатывать каленые заготовки и сталь с большим коэффициентом вязкости – рабочие поверхности быстро выкрошатся и восстановить их будет проблематично, а стоимость новых высока. Для работы на станках с ЧПУ лучшим выбором станут твердосплавные резцы, хорошо переносящие температурные нагрузки, которые практически всегда будут присутствовать в цикле обработки. При работе на старом изношенном оборудовании с большими люфтами и биениями лучше применять сборные резцы, их проще затачивать и менять.
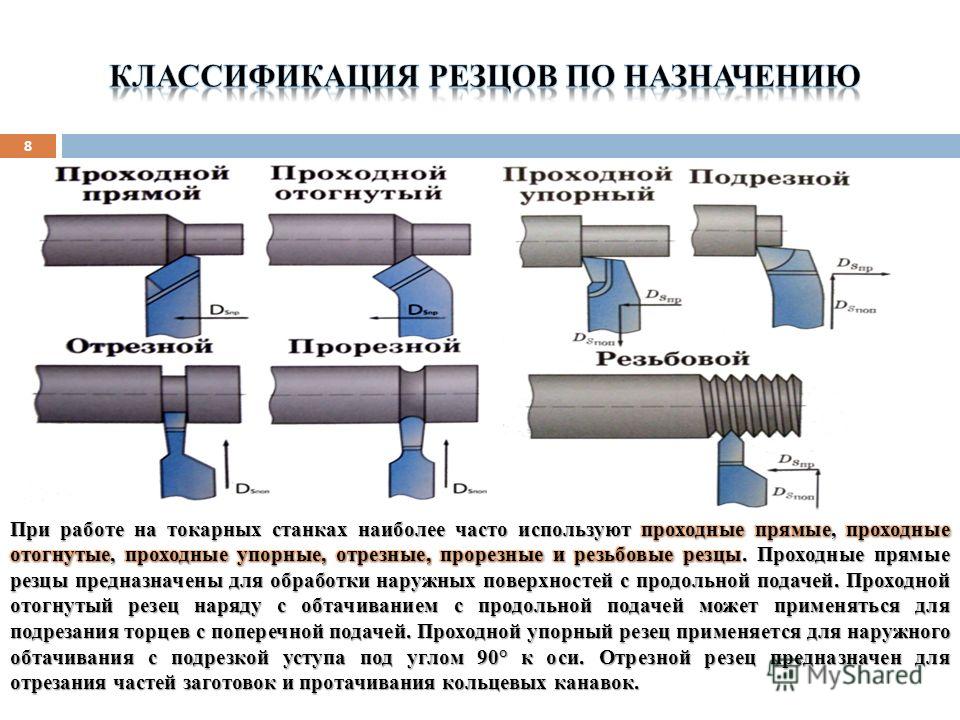
Какие бывают разновидности резцов
Механическая обработка резанием наружных цилиндрических/конических поверхностей предполагает использование одного из следующих видов инструмента:
- прямого резца;
- отогнутого;
- упорного.
Прямой проходной резец применяется для обточки материалов не только на станках токарной группы, но и долбежных, строгальных агрегатах. Изготавливается данное изделие из быстрорежущей стали (по ГОСТу 18868-73) либо комплектуется твердосплавной напайкой, которая впоследствии примыкает к металлической оправе (ГОСТ 18879-73). Если производство инструмента базируется на первом способе, то резец оправдано использовать для конструкций, которые работают с накаленными и нелегированными заготовками. Твердосплавные материалы больше рассчитаны на отделку плотных видов металла.

Размерный ряд прямого режущего изделия проходного типа довольно широк. Но есть резцы, параметры которых пользуются наибольшим спросом среди токарей.
| Высота, мм | Ширина, мм | Длина, мм |
| 16 | 10 | 100 |
| 16 | 12 | 120 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 20 | 140 |
| 25 | 16 | 140 |
| 32 | 20 | 170 |
| 32 | 25 | 170 |
| 32 | 45 | 240 |
Сечение корпуса проходного резца может иметь форму квадрата или прямоугольника. Отогнутые режущие инструменты на практике используются чаще, чем прямые, поскольку дают универсальные возможности в работе. Обладают большей жесткостью и за счет своей формы делают позволительным обтачивать детали даже на труднодоступных участках. Проходные отогнутые резцы предполагают обработку преимущественно высокопрочных видов металла, а потому изготавливаются обычно из твердосплавных материалов. Применяя в деле, с помощью них можно осуществлять как продольную, так и поперечную подачу. Ими позволительно подрезать торцы, снимать фаски, обтачивать верх заготовок, то есть выполнять все основные операции, которые присущи токарным агрегатам.
Будучи широкопрофильным инструментом, резец проходной отогнутого типа имеет различные вариации по размеру. Самые востребованные параметры представлены ниже.
| Высота, мм | Ширина, мм | Длина, мм |
| 16 | 10 | 100 |
| 16 | 10 | 110 |
| 16 | 12 | 100 |
| 20 | 12 | 100 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 20 | 125 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 25 | 25 | 140 |
| 32 | 20 | 170 |
| 40 | 25 | 200 |
| 50 | 50 | 240 |
Основной рабочей частью отогнутого проходного резца, как и в случае прямого изделия, является его головка. Она располагается на стержне, который впоследствии вставляется в держатель. В зависимости от стороны наклона отогнутый резец бывает левым и правым. Этим обуславливается возможность в процессе обработки огибать деталь с разных краев.
Каждой модели характерен свой уникальный угол. Благодаря этому изделие становится подходящим для достижения той или иной цели. Например, для придания заготовке ступенчатого вида понадобится режущий инструмент с углом в 90°.
Проходной упорный резец относится к токарным конструкциям, применяемым для обтачивания валиков, бортиков и прочих деталей цилиндрической формы. Наряду с иными изделиями подобного плана его активно задействуют в мастерских, машиностроительных цехах для черновой и/или чистовой отделки. Базовая спецификация инструмента – работа с телами вращения, имеющими уступы. Обычно это детали с небольшими габаритами. В силу последнего, упорным резцам присуща высокая точность.
Режущая кромка инструмента перпендикулярно направлена к оси заготовки. За счет такого соотношения минимизируется отрицательная вибрация, которая образуется в момент работы, а, следовательно, снижается вероятность возникновения повреждения или брака. Для изготовления проходного упорного резца используются: инструментальная сталь (из нее выполняется крепеж), быстрорежущий металл либо твердосплавный материал (для производства режущей части).
Данные модификации проходных упорных резцов дополнительно подразделяются на левые и правые, что определяется положением рабочей части инструмента. По размеру изделия бывают разными, в результате чего в сечении они могут иметь прямоугольную либо квадратную форму.
| Высота | Ширина | Длина |
| 6 | 6 | 80 |
| 8 | 8 | 80 |
| 16 | 10 | 100 |
| 16 | 12 | 100 |
| 20 | 12 | 120 |
| 20 | 16 | 120 |
| 20 | 16 | 140 |
| 20 | 20 | 125 |
| 25 | 16 | 140 |
| 25 | 20 | 140 |
| 30 | 20 | 150 |
| 32 | 20 | 170 |
| 40 | 40 | 200 |
| 45 | 30 | 240 |
| 50 | 50 | 240 |
Покупая резец проходной для токарного станка, стоит обращать внимание на материал изготовления и габариты, ведь данными факторами обуславливается не только цена изделия, но и целевая направленность. Что касательно конкретных стоимостных значений, то их назвать затруднительно. Ценовой диапазон резцов довольно широк и составляет 200-1500 рублей
Ценовой диапазон резцов довольно широк и составляет 200-1500 рублей.
Режимы резания
Проходной резец токарного типа может быть применим в достаточно простом режиме работы. Им можно производить продольные, а также поперечные движения, в зависимости от профиля детали и её обработки.
Стоит с самого начала сделать черновой процесс обработки лишь одним устройством, которое будет предназначено именно для такой цели, а после создать уже более чистый проход по почти готовому типу поверхности. Если в процессе черновой обработки со временем будет сниматься общая толщина до нескольких миллиметров, то при чистовой такой показатель идёт до десятых долей за несколько проходов.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.

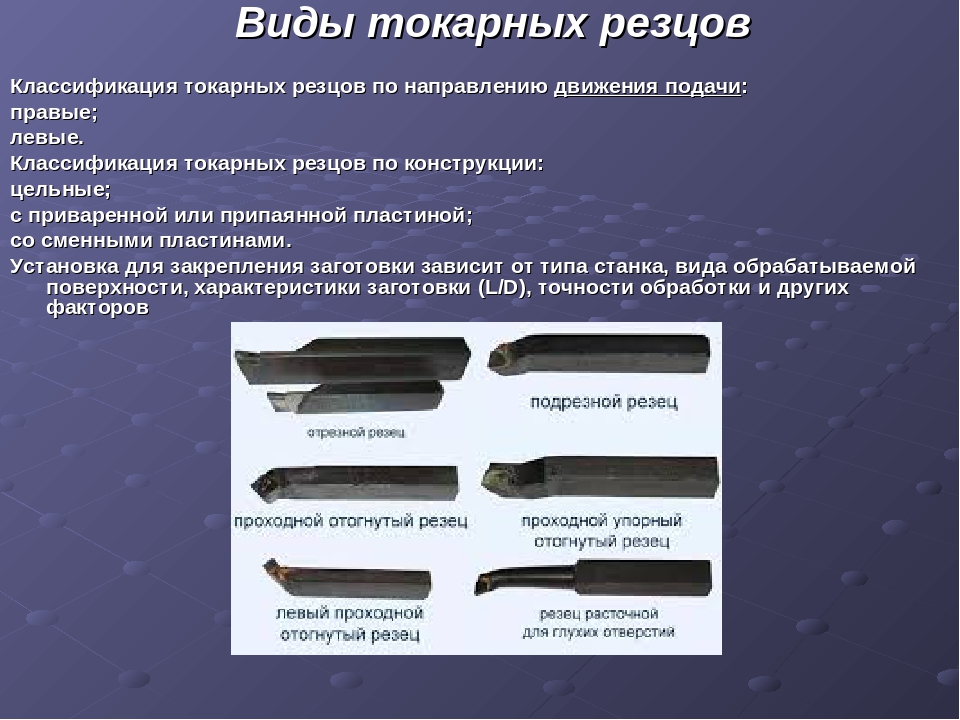
Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
- Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
- Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.
- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
- 16*10 (для станков учебного типа).
- 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.
Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).
- 16*10
- 20*12
- 25*16
- 32*20
- 40*25.
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.
Резцы такого формата могут быть созданы с такими размерами держателей, как:
- 16*10
- 25*16
- 32*20.
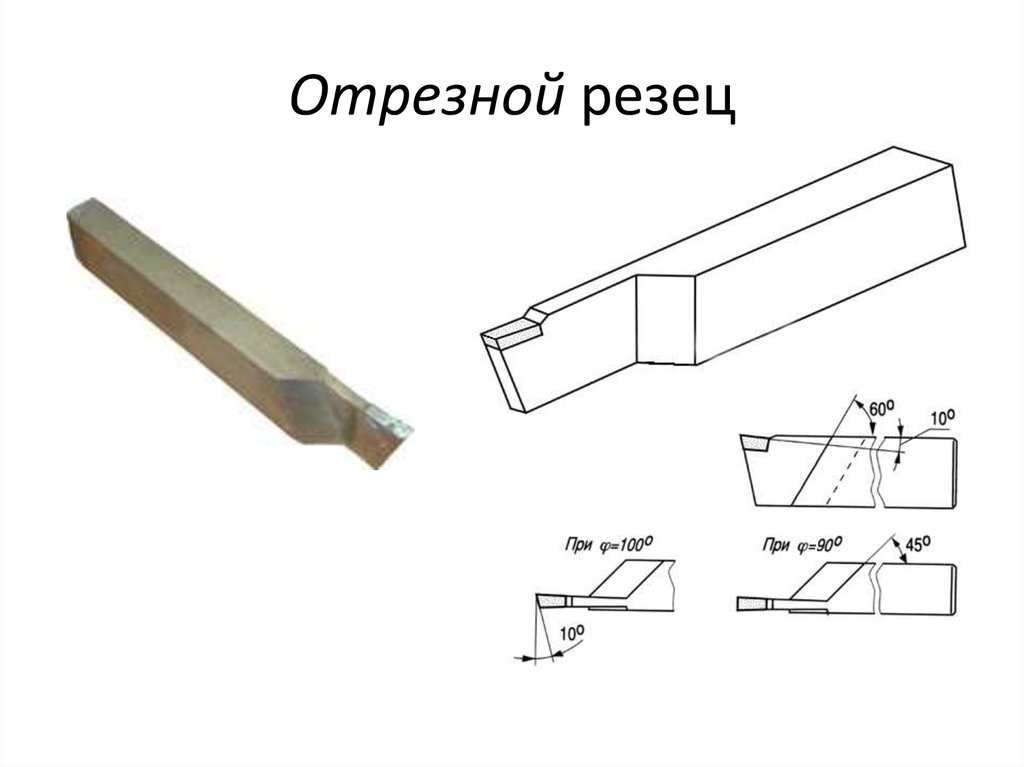
Отрезные
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
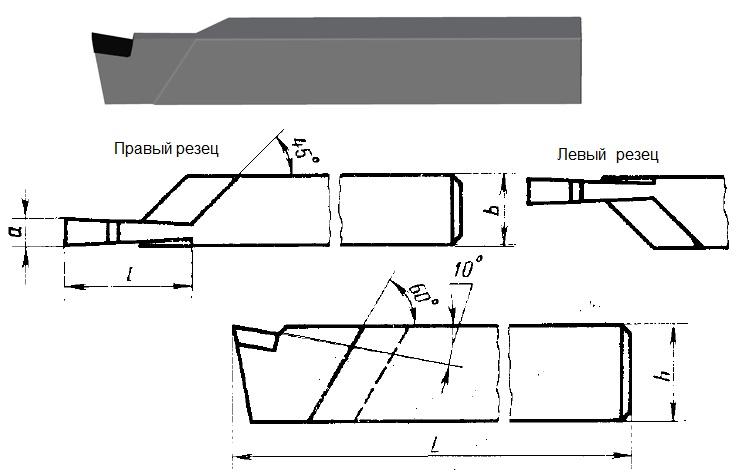
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
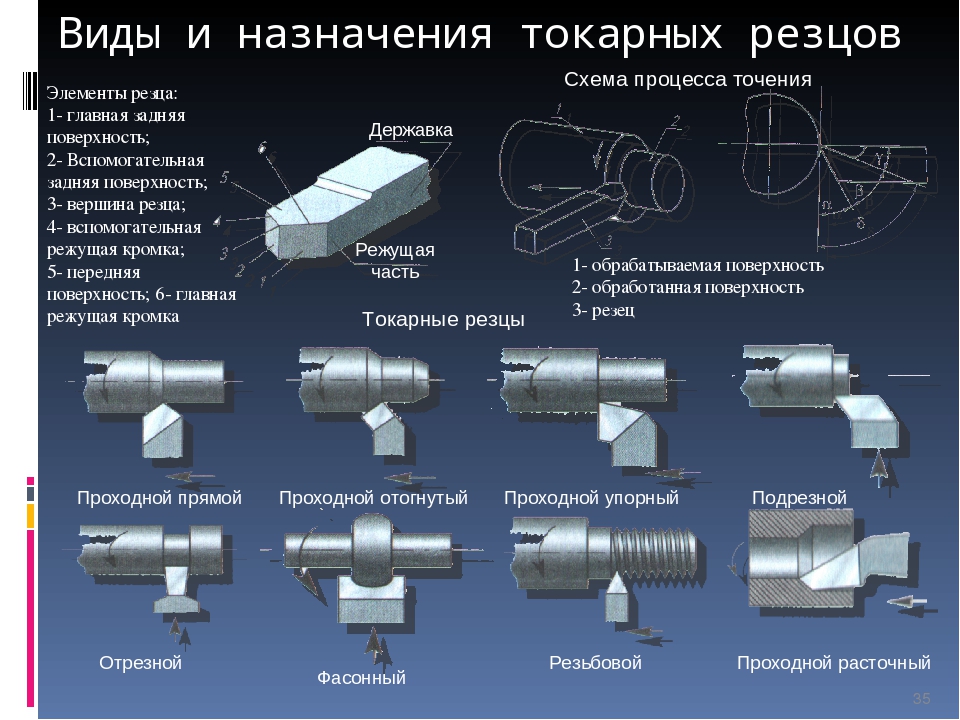
Токарные резцы — основной рабочий инструмент дерево и металлообрабатывающих станков, посредством которого обрабатываемым заготовкам придается требуемая форма и размеры. Классификация токарных резцов выполняется по таким факторам как назначение, тип обработки, способ подачи и крепления, о чем мы детальнее поговорим в данной статье.
В публикации рассмотрены виды токарных резцов и их конструкция, приведены рекомендации по выбору инструмента и технологии его установки, а также представлена инструкция, следуя которой вы сможете правильно заточить резец своими руками.
Установка проходных резцов относительно линии центров станка
Условия работы резца изменяются в зависимости от положения его вершины относительно линии центров станка.
На рис. 5, б резец установлен таким образом, что вершина его находится на высоте центров станка. Задним углом его в этом случае является а, передним — у и углом резания — б.
При установке того же резца выше линии центров (рис. 5, а) передний угол у увеличивается, а угол резания б уменьшается. Условия резания облегчаются, так как стружка легче сходит по передней поверхности, чем при меньшем переднем угле и, следовательно, большем угле резания.
5, в), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В результате этого условия резания значительно ухудшаются по сравнению с первыми двумя случаями. Увеличение заднего угла а, получающееся при установке резца ниже центра, не улучшает процесса отделения стружки.
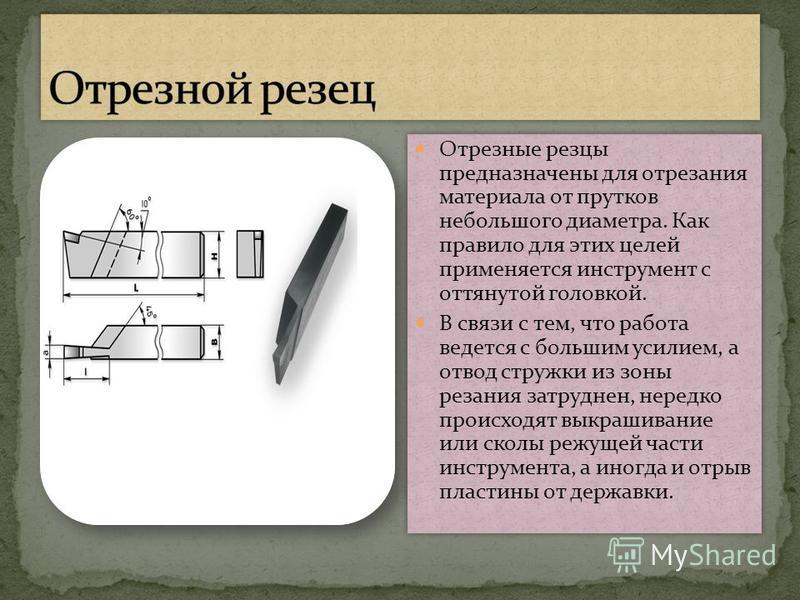
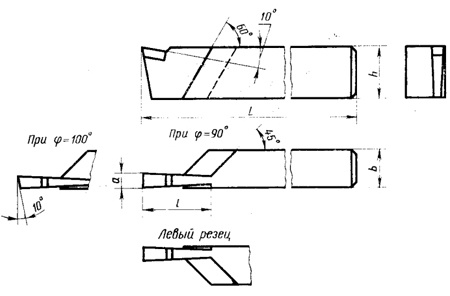
Отрезные резцы
Такие резцы встречаются в токарном деле чаще других. Их название говорит само за себя, указывая на основную область использования – отрезание. Изделия подаются строго перпендикулярно к оси вращения заготовки. Помимо отрезов с их помощью делают различные канавки.
Основная конструктивная особенность подобных металлообрабатывающих инструментов – очень тонкая ножка. Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.

Отрезные резцы
Для удобства использования на станках резцы отрезного типа изготавливают разнонаправленными: лево- и правосторонними. Если возникает сложность с их идентификацией, достаточно положить изделие так, чтобы режущая пластина находилась снизу. По стороне расположения ножки можно понять, к какой группе и относится инструмент.
Изделия могут предназначаться для резцедержателей следующих размеров (указано в мм):
Преимущества твердосплавных пластин для резцов
Главные преимущества твердосплавных пластин для отрезных резцов перед инструментом из быстрореза — это возможность работы с высокими скоростями резания (до 500 м/с для стали) и сохранение твердости при высокой (до 900 °C) температуре в зоне обработки. Существуют два основных метода фиксации твердосплавных пластин на головке державки: напайка (а также аналогичные методы) и механическое крепление. Неразъемные соединения конструктивно проще и более устойчивы к вибрации при работе под большими нагрузками. Но, несмотря на более сложную технологию изготовления, отрезной инструмент с креплением пластин механическим способом обладает рядом неоспоримых преимуществ:
- отсутствие термического воздействия на головку державки во время крепления режущей части;
- возможность быстрой замены пластины или поворот другой режущей кромкой;
- использование на одном типе державки различных видов пластин;
- сохранение геометрических характеристик резца после замены пластины.
Помимо режущих элементов из твердых сплавов при обработке особо твердых материалов применяют керамические пластины. Они более хрупкие, но отличаются повышенной износостойкостью режущей кромки и могут работать при очень высоких температурах в зоне резания (до 1200 °C).

Правила работы с инструментом и способы заточки резцов
Надо ясно представлять, для каких резец целей, режимы его работы. Важна стоимость инструмента.


Главное — стойкость резца, зависящая от материала его лезвия и углов заточки. Резцы со сменными пластинами имеют лучшие характеристики, но при выходе из строя пластинки она снимается и меняется целиком.
Быстрорежущие и напаянные резцы удобнее, т. к. износ ведет только к переточке. Форму режущей кромки можно задать любую. Резец надо точно выставить по главной оси станка в перпендикулярном и параллельном направлениях.
Режущая кромка ставится напротив оси вращения. Для подстройки высоты нужны пластины из мягкой стали разной толщины, их подкладывают под основание резца. Важна жесткая фиксация резца прижимными болтами.
На наждаке ставятся круги из электрокорунда и карбида кремния. Первый — для стали, второй — для твердого сплава. Сначала точится задняя поверхность, потом передняя. Доводку делают в местах их прилегания к режущей кромке.
Доводка — на станке с малым биением. Круг применяют эльборовый или алмазный. Чем чище доведена режущая кромка, тем выше стойкость.
Проходные резцы — самый ходовой токарный инструмент.
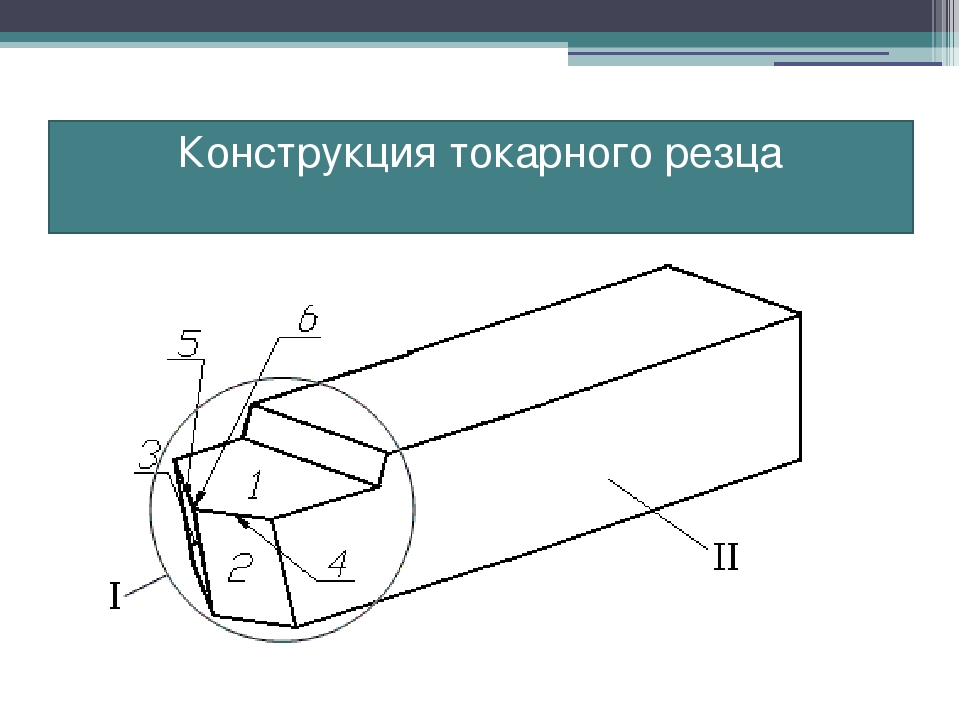
Конструкция токарного резца
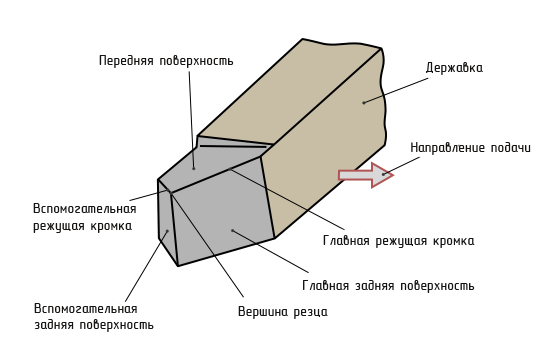
конструкция токарного резца
Условно можно разделить любой резец по металлу на два элемента: головку и державку. Головка — это исполнительная часть, которая состоит из нескольких плоскостей и режущих кромок, заправленных под определенными углами. В зависимости от характера обработки материала подбирается и угол заточки.
Державка необходима для фиксации резца в держателе токарного станка. В срезе державка представляет собой прямоугольник или квадрат. Существует несколько стандартных размеров сечений каждой формы.
Различают следующие конструкции токарных резцов:
- прямые — державка и рабочая головка располагаются на одной или параллельных осях;
- изогнутые — державка согнута, если смотреть на нее сбоку;
- отогнутые — рабочая головка инструмента изогнута по отношению к державке, если смотреть на нее сверху;
- оттянутые — ширина головки меньше, чем державки. Головка может находиться на одной оси с державкой или быть смещенной относительно нее.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Основы рабочего процесса
Заточка резцов – общие рекомендации
От качественной заточки напрямую зависит эффективность работы резца, а также сила реза и общий срок эксплуатации. Для токарной оснастки принято затачивать обе ее кромки. Очинивание совершается в несколько шагов, отдельно для каждой рабочей режущей поверхности. Процесс начинается с задней части – оператор должен обработать заднюю поверхность примерно под 5-градусным углом. Далее следует обточить тыльную плоскость режущей кромки. Затачиваемый угол для задней пластины должен превышать задний угол реза в районе двух градусов. После обточки режущей и задней частей, оператор должен сформировать окончательный режущий угол посредством доводки. Передняя часть должна быть также обточена по вышеописанному алгоритму. Стоит помнить, что угол на передней часть резца должен создаваться посредством двойного обтачивания или же с помощью доводки. Рабочий край, по которому осуществляется очинивание, должен располагаться на параллельной прямой со шлифующей поверхностью.
Установка резца
В целях надлежащего выполнения процедуры отрезания и дабы пресечь повышенный износ пластины для резки, а также для обеспечения качественной обработки торца после обрезания, стоит выставить резец в полностью перпендикулярном положении по отношении к обрабатываемому изделию Кроме прочего, он должен устанавливаться напротив вращательной оси, при вертикальном отклонении не больше 0,1 миллиметра в обе стороны. Размещение режущего края даже на малую долю десятых миллиметра повыше, способно привести к излому лезвия, а при пониженной установке – на заготовке может образоваться несрезанный уступ. Отрезку следует осуществлять в максимальной близости к кулачкам патрона, применяя резец по минимальному вылету. Для комфортной обработки твердых материалов посредством настольных станков, нужно использовать инвертированные или пружинные инструменты.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.





