

Работа и эксплуатация
В устройствах этого типа коробки скоростей и рабочих передач находятся в сверлильной бабке.
Соответственно и все основные органы в агрегатах 2м55, 2к52, 2а554, а также ас2532, 2н55 и 2532л располагаются непосредственно на ее лицевой поверхности.
Видео:
Основным движением, при котором осуществляется резания в устройствах данного класса, принято считать вращение используемого рабочего инструмента.
Необходимое вращательное движение он получает через передачу непосредственно от электродвигателя, который также обеспечивает при необходимости вспомогательное движение используемого рабочего инструмента.
ВАЖНО ЗНАТЬ: Сборка пескоструйного аппарата своими руками
Параметры заданной обработки перед началом работ выставляются с помощью специальных рукояток, расположенных на коробке передач.
Точно таким же образом происходит управление подачей. Основные рабочие характеристики агрегата описываются несколькими показателями.
Также учитывается основной номер присоединенного конуса, который располагается внутри шпинделя.
Берется во внимание и наибольшее перемещение самого шпинделя. В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель
В данных устройствах предусмотрен и различный диапазон совершаемых оборотов, при которых может вращаться шпиндель.
При эксплуатации станков сверлильного типа данного класса обязательно учитывается количество ступеней, отвечающих за рабочее вращение в шпинделе.
Видео:
На функциональные возможности станка оказывает большое влияние и мощность используемого электрического двигателя.
Стоит отметить и то, что на стоимость устройств из этой категории влияет, в первую очередь, функциональный набор, все его технологические возможности, а также техническое состояние.
Ремонт сверлильного станка должен проводиться профессиональными мастерами, которые хорошо разбираются в устройстве и принципе действия агрегатов этого класса.
Это поможет продлить срок службы устройства и сделает его эксплуатацию безопасной.
Обязательным условием работы на устройствах этого класса является строгое соблюдение правил по технике безопасности, которые должен соблюдать каждый оператор.
В любом случае, настольный сверлильный станок этого класса считается надежным и достаточно функциональным оборудованием, при помощи которого можно производить качественную обработку различных металлических поверхностей.
Координатно-расточные станки
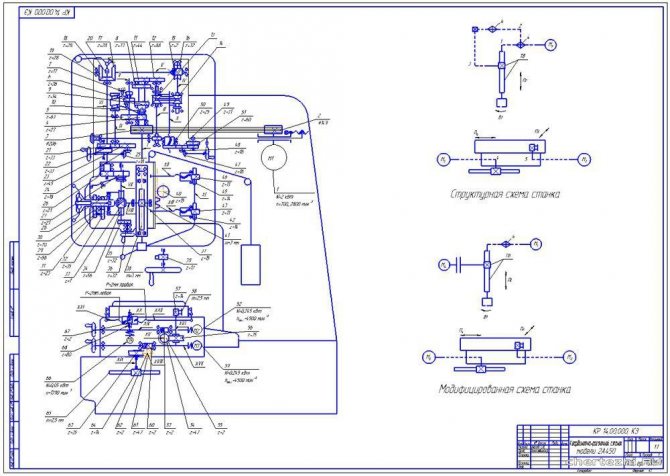
Схема координатно-расточного станка
Намного большим функционалом обладают другие разновидности этого оборудования — устройства для координатной обработки стальных поверхностей заготовок. В отличие от горизонтально-расточного они имеют сложное управление, но при этом способны выполнять ряд других операций.







Главной задачей этого оборудования является формирование отверстий нестандартной формы. С их помощью изготавливаются кондукторы, шаблоны, штампы и т.д. Обладая высокой точностью обработки, промышленный комплекс может быть за короткое время перенастроен для изготовления другой детали
Важной особенностью является точная настройка исходных параметров для обработки
Кроме этого, координатная модель отличается от вышеописанных типов оборудования наличием следующих компонентов:
- высокая точность перемещения узлов. Это обеспечивается устройствами нескольких типов — оптическими, механическими и электронными;
- универсальные поворотные столы. Они дают возможность обрабатывать отверстия в полярных системах координат без смещения режущей части;
- смещение шпинделя происходит в горизонтальном направлении.
Помимо этого, есть одностоечные и двухстоечные модели. Разница между ними заключается в степенях обработки детали.
Для изготовления изделий из особо твердых сортов стали используют алмазные модификации фрезеровального оборудования. Разница заключается в режущей части инструмента. Помимо сверления отверстий станки могут обрабатывать конусные и цилиндрические детали. Средний показатель погрешности заставляет 0,5-1 мкм.
Подобное оборудование применяется для изготовления приборов, а также в машиностроении. Для комплектации применяется несколько типов резцов квадратной или прямоугольной формы. По типу обработки они могут быть резьбовые, канавочные, подрезные и проходные. Наиболее распространенные пластинчатые резцы, диаметр которых составляет 20 мм. Для заточки комплектующих необходимо применять специальное оборудование.
В видеоматериале можно ознакомиться с примером заводской модели:
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок. Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
- Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.
Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.
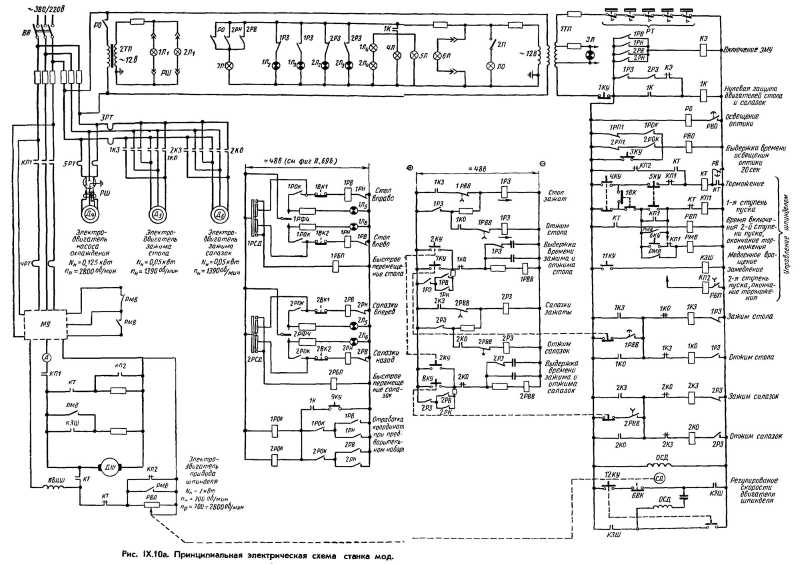
Электрическая схема координатного-расточного станка на примере 2А450МФ
Конструкция и характеристика работы основных узлов координатно-расточного станка 2450
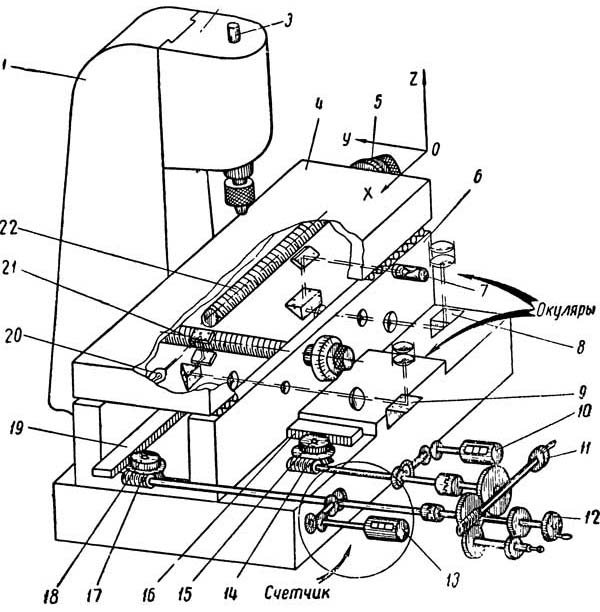
Схема действия основных координатно-расточного станка 2450
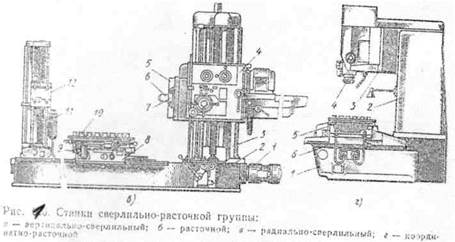
В инструментальном производстве находят одинаковое применение все три конструкции станков. Рассмотрим наиболее совершенный — станок третьей конструкции. Это — координатный разметочно-сверлильный и расточный станок модели 2450 с оптическим отсчетом перемещений.
По характеру движений основных частей такой станок (фиг. 93) подобен вертикально-фрезерному станку, но имеет еще одно дополнительное движение — вертикальную подачу шпинделя. Он состоит из станины 1 с установленным на ней электродвигателем, шпиндельной коробки 2, шпинделя 3, рабочего стола 4, его салазок 6Т механизма для продольных и поперечных перемещений рабочего стола и устройств для отсчета этих перемещений. Число оборотов шпинделя станка может изменяться в пределах от 50 до 1900 оборотов в минуту, а его автоматическая вертикальная подача от 03 до 0,18 мм на один оборот. И число оборотов, и подача шпинделя регулируются бесступенчато.
Отсчет перемещений стола
В данной конструкции наибольшую сложность и интерес представляют устройства для перемещений рабочего стола и отсчета их величины. Поперечное перемещение рабочего стола производится специальным электродвигателем или маховичками 11 и 12. От них движение передается червячной паре 14 и шестерне 15, расположенным на станине. Червячная передача и шестерня передвигают салазки с помощью установленной на них зубчатой рейки 16. Подобное же устройство служит и для продольных перемещений. Oho также состоит из червячной передачи 17, шестерни 18 и зубчатой рейки 19, соединенной с рабочим столом. Этот механизм приводится в движение от электродвигателя или от упомянутых выше маховичков 11 к 12.
Однако задача состоит не только в том, чтобы передвинуть стол на какое-то строго определенное расстояние. Необходимо иметь возможность произвести и точный отсчет величины этого перемещения. Такие отсчеты производятся по счетчику поперечного перемещения 10 и счетчику продольного перемещения 13. Счетчики указывают целые миллиметры и их половины с помощью цилиндрической измерительной линейки 21 для поперечного перемещения и линейки 22 для продольного перемещения, осветительных устройств 20 и 7 и оптических систем с окулярами 9 и 8, доводящих точность отсчета до тысячных долей миллиметра. Измерительные линейки представляют собой длинные полированные валики из нержавеющей стали, на поверхности которых нанесена точная и тонкая винтовая линия с шагом, равным 2 мм. Параллельные пучки света, выходящие из осветительных устройств 7 и 20, попадают на зеркала 8 и 9, освещают винтовую линию линеек и несут ее изображение через призмы и линзы в окуляры оптических систем. В окулярах видны два параллельных штриха и увеличено в 60 раз изображение небольшого участка винтовой линии измерительной линейки.
Перемещение стола
Посмотрим, как осуществить перемещение стола на заданную величину.
Предположим, что необходимо его передвинуть на 241,125 мм. Прежде всего нужно установить фактическое положение стола. Для этой цели риски оптического устройства устанавливают так, чтобы винтовая линия, видимая в окуляр, оказалась посредине между этими рисками. Затем перемещают стол до тех пор, пока счетчик не покажет разницу, равную 241 мм. После этого с помощью делительного барабанчика 5 и его нониуса повертывают цилиндрическую измерительную линейку на 0,125 мм и, глядя в окуляр, вновь перемещают стол маховичком 11, пока изображение винтовой линии не окажется между рисками окуляра. В результате стол окажется передвинутым на заданную величину.
Ошибки в расстоянии между осями отверстий, расточенных на описанном станке, не превышают ± 0,01 мм.
Приспособления
Координатные станки снабжаются различными приспособлениями, придающими им широкую универсальность. Основными приспособлениями, которые имеются на координатных разметочно-сверлильных станках, являются:
- a. круглый делительный стол для обработки отверстий, расположенных по окружности
- b. круглый универсальный стол для обработки отверстий, расположенных наклонно к опорной поверхности детали.
Все координатные разметочно-сверлильные и расточные станки требуют особо бережного отношения, тщательно предохраняются от порчи, резких колебаний температуры и пыли. С этой целью они устанавливаются в особых закрытых и теплых помещениях.









1 Расточный станок — возможности, принцип работы
Группа расточных агрегатов имеют характерную особенность, их шпиндель, закрепленный в горизонтальной (реже — вертикальной) плоскости, совершает осевое перемещение по направлению к обрабатываемой детали. В посадочном гнезде шпинделя фиксируется рабочий инструмент, от типа которого непосредственно зависят функциональные возможности станка.
Современные расточные агрегаты способны выполнять следующие технические операции:
- растачивание;
- зенкерование;
- сверление;
- нарезка резьбы (внутренняя и наружная);
- обтачивание;
- фрезерование (торцевое и цилиндрическое);
- подрезка торцов.
По сути, данные станки представляют собой универсальное многофункциональное оборудование, способное полноценно заменить несколько металлообрабатывающих установок.

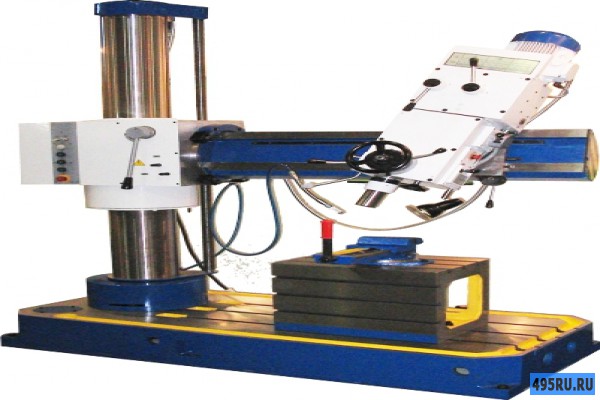
Тяжелый горизонтально-расточный станок
Ключевым параметром любого расточного станка является диаметр шпинделя, несущего основной рабочий инструмент. В зависимости от него все агрегаты классифицируются на три группы: малые (диаметр 50-125 мм), средние (100-200 мм) и тяжелые (200-320 мм).
Вращение шпинделя является главным движением станка, тогда как движение подачи, в зависимости от конструктивных особенностей оборудования, может сообщаться либо обрабатываемой детали либо режущему инструменту. Перемещение инструмента может быть осевым, радиальным либо вертикальным, движение деталей происходит за счет перемещения рабочего стола.
1.1 Особенности конструкции
В зависимости от конструктивных особенностей все расточные агрегаты разделяются на две группы: горизонтальные и вертикальные. Наиболее распространенным является вертикально расточной станок, рассмотрим его типовую конструкцию на примере популярной модели 2Е78П.
- рабочие шпиндели (1, 2, 3, 4, 5);
- блок управления (6);
- панель электроаппаратуры (7);
- несущая колонна (8);
- рабочий стол (9);
- основание (10);
- отсчетное устройство (11);
- парная коробка скоростей и подач (12);
- бабка шпинделя (13);
- освещение рабочего места (14);
- пульт управления электрооборудованием (15).
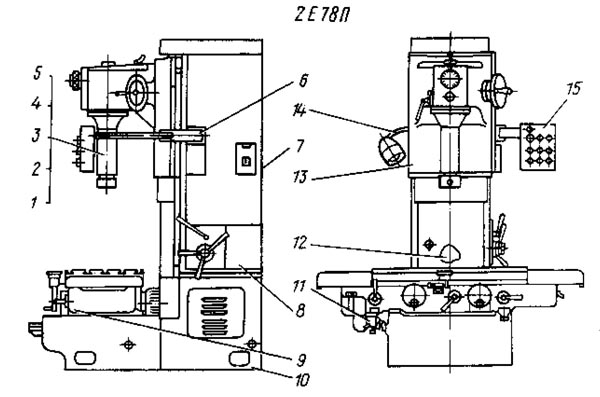
Схема конструкции 2Е78П
Характерной особенностью отделочно-расточного станка 2Е78П является возможность установки сменных шпинделей разных диаметров — 120, 78 и 48 мм, что увеличивает диаметр растачиваемых отверстий. Резцы фиксируются на шпинделе посредством прижимного вента, в отверстие, расположенное на торце резцовой головке шпинделя, монтируется центроискатель (в 2Е78П используется центроискатель индикаторного типа). Центроискатель представляет собой вспомогательный инструмент в виде накладного шаблона, позволяющий точно совместить оси резца и растачиваемого отверстия.
Рабочий стол 2Е78П состоит из двух блоков: нижних салазок, поперечно перемещающихся по направляющим станины, и непосредственно панели стола, двигающейся в продольном направлении по салазкам. На передней стенки панели размещена линейка для точного позиционирования стола. Его установка и перемещения выполняются вручную посредством маховиков.
Шпиндельная бабка является одним из ключевых узлов агрегата, она состоит из двигателя, шпинделя, и соединяющей их клиноременной передачи. Внутри корпуса бабки ребрами корпуса сформирована масляная ванна, в которой находятся вращающиеся валы.

2Е78П
На отделочно-расточный станок 2Е78П и другие модели средних и тяжелых агрегатов устанавливается зубчатая коробка передач. В данной модели она дает 12 скоростей вращения шпинделя и 4 скорости рабочих подач шпиндельной бабки. Также предусмотрена обгонная муфта для ускоренного перемещения бабки напрямую от привода.
Все расточные станки комплектуются устойчивыми к перегрузкам движками асинхронного типа, коллекторные моторы можно встретить лишь в низкокачественном китайском оборудовании. В модели 2Е78П установлено 3 движка, один из которых отвечает за перемещение шпиндельной бабки, второй — за ее ускоренное перемещение, и третий — за перемещение рабочего стола.
Принцип работы инструмента
Хвостовик вставляется в конусное отверстие шпиндельного механизма координатно-расточного станка. Для точной работы без вибрации хвостовая часть головки должна в точности повторять контуры шпинделя. После монтажа хвостовая часть фиксируется штатным винтом станка. Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
Производители
На сегодняшний день можно встретить станки зарубежных производителей: Proma, Optimum, Jet, Triod, Knuth, Энкор. В линейке этих производителей присутствуют станки начиная от бытовых и заканчивая большими производственными сверлильными станками.
Станки марки Proma
Производство станков осуществляется на территории Китая, но бренд имеет чешские корни. Компания существует на российском рынке уже порядка 20 лет. На территорию РФ поставляется 23 модели вертикально-сверлильных станков и 1 модель радиально-сверлильных станков.
По характеристикам данный сегмент оборудования закрывает практически любые задачи бытовых мастерских, ремонтных цехов, производств. Ассортимент включает в себя станки с вертикальным расположением шпинделя с максимальным диаметром сверления от 6 до 50 мм, с ременным приводом и коробками скоростей, напряжением питания 220 и 380 В.






Станки марки Optimum
Optimum является немецким брендом. Часть станков изготавливается на территории Германии, другая часть – Китая. В ассортимент входят 36 сверлильных станков различных типов: настольные – с максимальным диаметром обработки 13 – 26 мм, колонные – от 20 до 50 мм. Некоторые модели обладают автоматической подачей и функцией резьбонарезания.
Важным конкурентным преимуществом компании является комплектование станков бесступенчатым приводом шпинделя – обороты шпинделя изменяются за счет электронного частотного регулирования (модели Vario) или механического клиноременного вариатора (модели DH Vario).
Механический клиноременный вариатор обеспечивает высокий крутящий момент на низких частотах вращения сверлильного узла, а также позволяет подобрать оптимальный режим работы – сбалансированность скорости резания и стойкости инструмента, тем самым повышая производительность обработки.
Станки подразделяются на несколько серий:
- B – для дома и мелких мастерских;
- Pro – профессиональный — для производственных и ремонтных цехов;
- High – профессиональных станки для промышленного использования, обладающие высокой частотой вращения (4000 – 4800 мин-1) и предназначены для ответственных работ.
Остальные модели станков, не вошедшие в серии, специализированные, т.е. предназначены для обработки определенных видов материалов и определенных работ. Например, модели B30BS Vario и B30VGM Vario благодаря вариаторам предназначены для сверления и нарезания резьб в цветных материалах, композитах и пластиках.
Станки марки Jet
Компания Jet возникла в США в 1958 году, а в 1988 году произошло ее слияние со Швейцарской компанией Walter Meier AG.
В ассортименте насчитывается 16 вертикально-сверлильных станков (с ременным и редукторным приводом) и 6 радильно-сверлильных станков.
Технические возможности оборудования позволяют обрабатывать отверстия диаметром от 3 до 50 мм. В линейке также присутствует сверлильно-резьбонарезной станок MASCHTEC KST-340, позволяющий нарезать резьбы в стали до М12, в чугуне до М14.





