

Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали. Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем: Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.
В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам; Т — титан; Ю — алюминий; Ф — ванадий; Б — ниобий; Д — медь; М — молибден; С — кремний; Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».

Материал для сварки алюминия
Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Сварка алюминия и его сплавов производится в среде защитного газа — аргона. Это обусловлено тем, что такой материал очень быстро окисляется при контакте с воздушной средой. По этой же причине рекомендуется после вскрытия упаковки максимально быстро задействовать проволоку.
Материал для сварки нержавеющей стали
Данный вид присадки крайне распространен ввиду надежности сварочного соединения с его использованием. Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Именно присутствие этого вида металла позволяет получить на выходе высоконадежное и устойчивое к образованию коррозии соединение металлических деталей.
Проволока для сварки меди
В зависимости от исполнений такой материал может использоваться для проведения сварочных работ в разных областях: в автомобилестроении, для соединения участков трубопроводов, изготовления и ремонта подшипников скольжения, оцинкованных деталей и прочее.
Типы медной сварочной проволоки
Такой материал варится в среде защитного газа – аргона. В зависимости от состава проволоки она может применяться для сварки разных металлических сплавов.
Материал для чугуна и никелевых сплавов
Данная группа также отличается коррозионной и жаростойкостью, что позволяет использовать такую проволоку для выполнения сварочных работ изделий на основе никелевых сплавов, высоколегированных сталей и разнородных материалов.
Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Проволока для сварки титана
Наилучшим вариантом в данном случае будет холоднотянутая проволока, изготовленная из листового металла. Как и для любого другого вида материала, состав ее должен быть максимально приближен к составу свариваемого металла. Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Как подобрать диаметр
Этот параметр напрямую зависит от того, какой толщины металл планируется сваривать. Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Таким образом, помимо выбора параметров полуавтоматической сварки (сила тока, скорость подачи проволоки), важно правильно подобрать вид присадочного материала, а также не ошибиться с выбором размеров
Как выбрать присадочную проволоку?
Сварочную проволоку выбирают исходя из следующих рекомендаций:
- Во-первых, диаметр изделия должен соответствовать ширине зазора между стыкуемыми деталями. В ином случае наблюдается повышенный расход присадочной проволоки.
- Во-вторых, присадочный материал, а равно и тип флюса у порошковой и активированной проволоки, должен соответствовать типу основного металла. То есть, сталь варят стальной проволокой, алюминий – алюминиевой проволокой, а медь – медной. Причем при сварке железоуглеродистых сплавов (сталь и чугун) под стать основному металлу должен быть не только тип присадочного материала, но и его химический состав (содержание углерода, легирующих компонентов и прочего). Поэтому проволока присадочная нержавеющая не используется для сварки углеродистых сталей (и наоборот)
- В-третьих, проволока должна соответствовать схеме подачи присадочного материала в сварочную ванну. То есть, порошковые сорта нельзя монтировать в барабаны подачи типовой проволоки. А вот активированный вариант уживется с типовой разновидностью без каких-либо проблем.
- В-четвертых, варить металл можно, в принципе, любой подходящей проволокой, но максимальную производительность гарантирует только определенный сорт, специально подобранный под режим сварки. Так, порошковая проволока подходит только под MIG/MAG, а типовым вариантом удобно варить в ТIG или MIG режимах.
- В-пятых, проволока должна быть качественной. То есть, ее диаметр должен быть равномерным по всей длине, а бухта с проволокой должна быть свернута аккуратно без перехлестов. И, разумеется, на проволоке не должно быть следов ржавчины – лишний источник водорода в сварочной ванне нам не нужен.
Классификация и маркировка
Прежде чем выбрать вид присадочного компонента, следует четко понять, какие материалы буду свариваться. Существует несколько групп проволок, в составе которых присутствуют легирующие элементы.
Подобная классификация включает:
- присадки, содержащие незначительное количество углерода;
- присадочные материалы, имеющие в составе небольшое количество легирующих металлов;
- высоколегированные присадки.
Маркировка сварочной проволоки зависит, в первую очередь, от марки свариваемой стали и атмосферы, в которой будут проводиться работы.
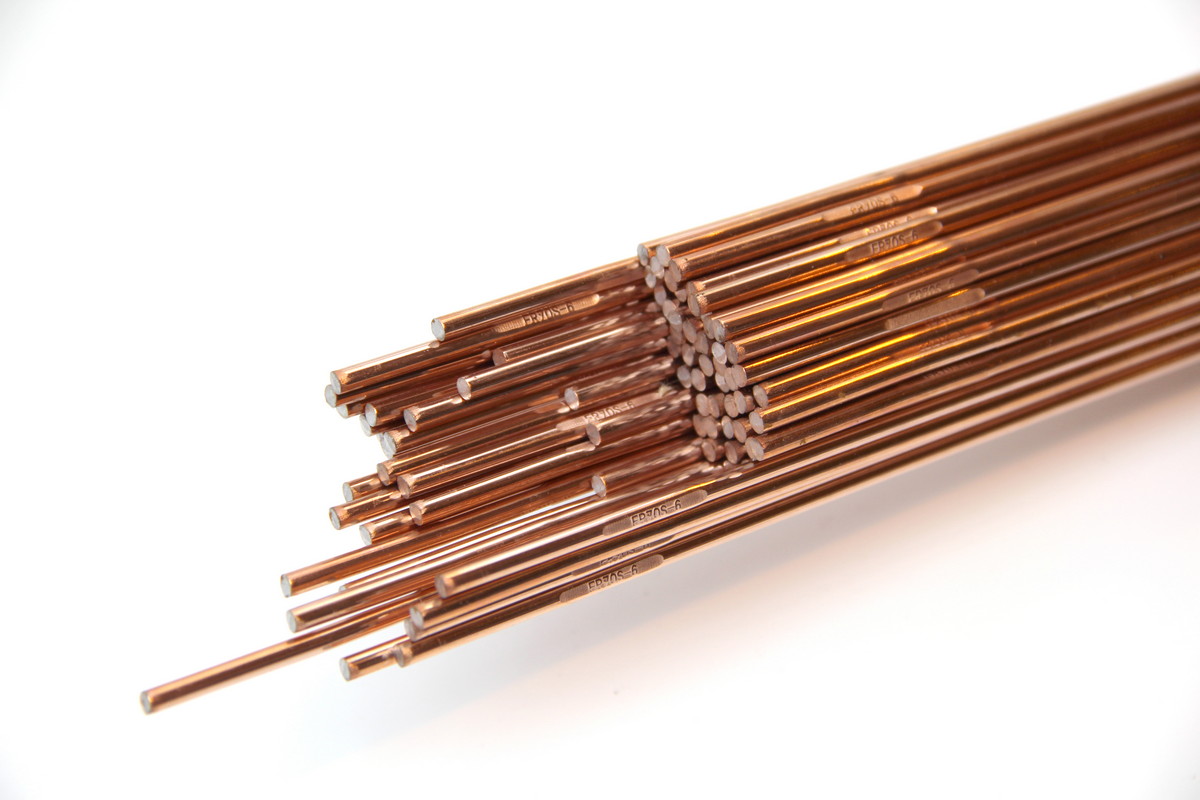
Стальная присадочная проволока является одной из самых популярных и востребованных.
Присадочные прутки для сварки.
В соответствии с государственным стандартом в зависимости от диаметра сварочная проволока делится на:
- Диаметром от 0.3 до 1.6 миллиметров. Омедненная проволока с таким сечением применяется при сварке металлических деталей сварочным полуавтоматом в защитной атмосфере.
- Диаметром от 1.6 до 12 миллиметров. Подобный вариант присадочного материала может использоваться для создания сварочных электродов.
- Диаметром от 2 до 6 миллиметров. Такой тип проволок применяется во время сварочных работ с флюсом.
Маркировочный номер присадочного материала необходим для указания состава присадки.
В соответствии с государственным стандартом, проволочная присадка маркируется следующим образом:
- первые цифры – это диаметры в миллиметрах;
- следующие за цифрами буквы – это назначение присадки;
- дальнейший указатель показывает содержание углерода в долях процента;
- четвертый блок обозначений – это показатель легирующих компонентов;
- пятый блок несет информацию о применении присадки, например, буква Э означает для электрода, а сварочная присадка обозначается буквой О.
Например, проволочная присадка, промаркированная как 3СВ-08А-0-Ш ГОСТ 2247-70, расшифровывается следующим образом: 3 – это диаметр 3 миллиметра, СВ – это проволока сварочная, 08А – 0.08% углерода, 0 – омедненная присадка, Ш – электрошлаковый переплав и ГОСТ 2246-70 – это обозначение государственного стандарта, которому соответствует данный расходный материал.










Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
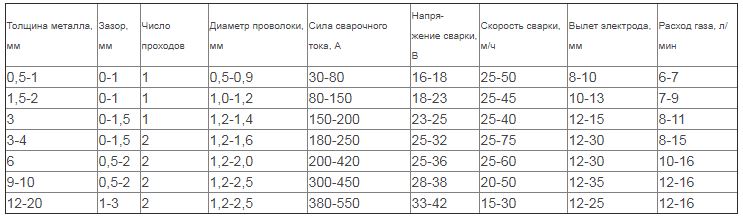
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
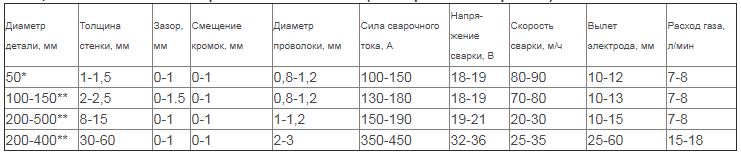
Таблица №3. Рекомендуемые настройки для формирования нахлесточного шва с током обратной полярности, с применением углекислого газа или смеси углекислоты с аргоном.

Таблица №4. Рекомендуемые настройки для сварки углеродистой стали, пространственное положение вертикальное, применяется обратная полярность, а также углекислый газ или смесь углекислоты с аргоном.
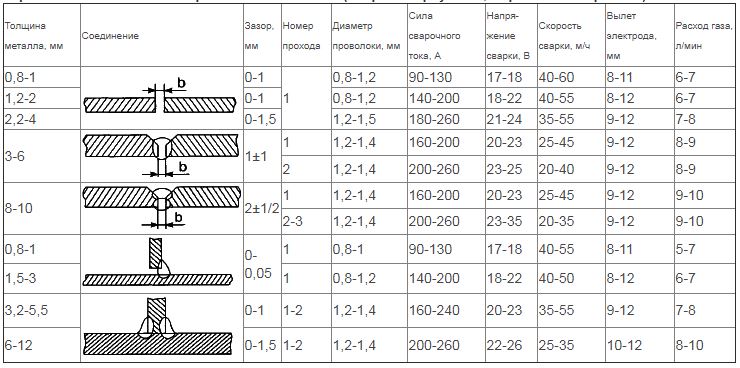
Таблица №5. Рекомендуемые настройки для формирования горизонтального соединения на обратной полярности, с использованием углекислого защитного газа.
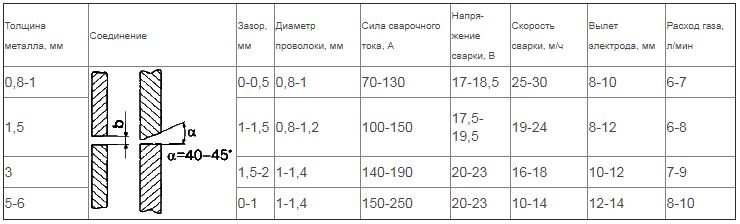
Таблица №6. Рекомендуемые настройки для формирования потолочных швов на обратной полярности с применением углекислого газа.
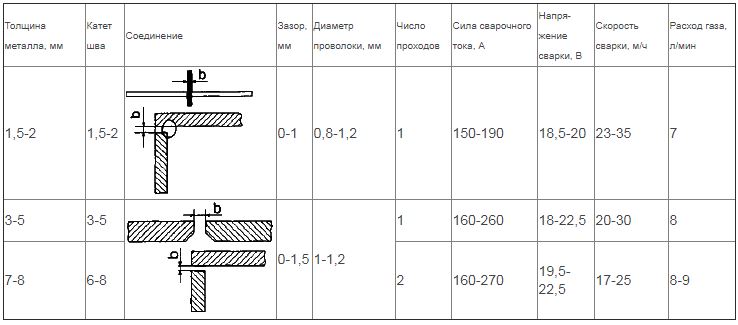
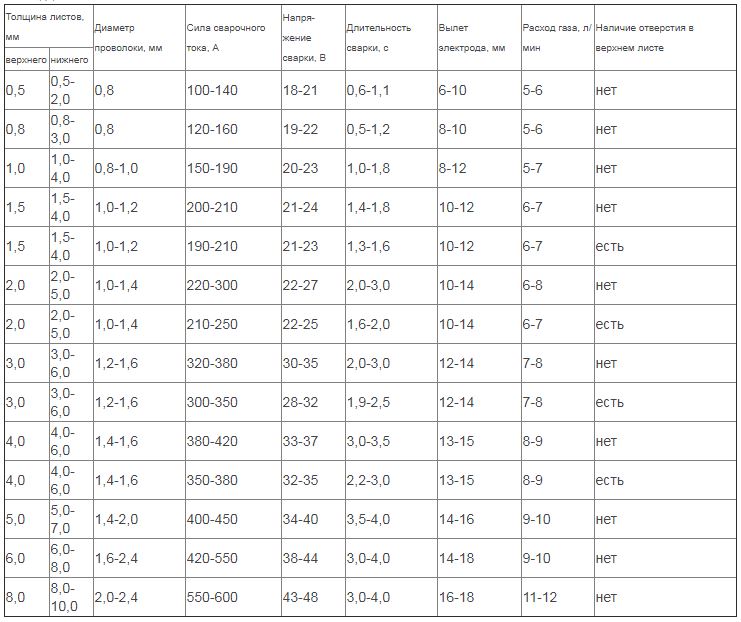
Таблица №7. Рекомендуемые режимы сварки в углекислом газе методом «точка», работа с углеродистой сталью.
Производители
Широкое распространение аргонодуговой сварки заставляет производителей сварочных материалов выпускать максимально большой ассортимент продукции для этого вида сварочных соединений. Самой большой номенклатурой обладают американские и европейские производители: Lincoln Electric и ESAB, а также китайская компания DEKA. Шведский концерн является также производителем обширного спектра полированной проволоки.
Справка. Порошковые проволоки обладают массой достоинств, производимые многими предприятиями, обладают массой достоинств, что делает их популярным расходным материалов.
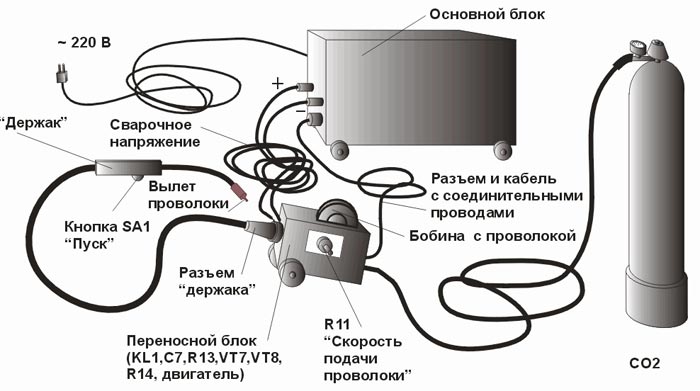
Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки. В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.
Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки. Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.
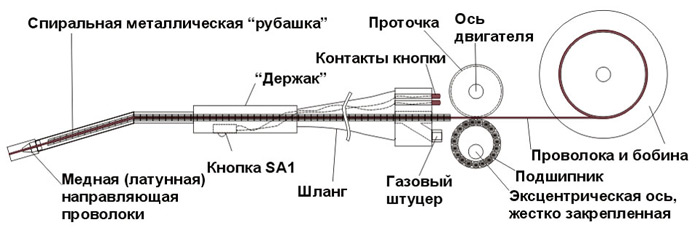
С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час. При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Сварка алюминия
Про аргонодуговую сварку алюминия уже говорено-переговорено на всевозможных сайтах и форумах в интернете. Сварка алюминия – это сложней, чем чермета и нержавейки, но если делать все правильно, сам процесс и результат работы принесут вам удовольствие.
Какие алюминиевые сплавы чаще всего приходится варить?
Первое, это хорошо свариваемые деформируемые алюминиево-магниевые и алюминиево-марганцевые сплавы АМг и АМц не упрочняемые термической обработкой. Для сварки этих сплавов используется присадочный пруток TIG ER-5356 (отечественный аналог Св-АМг5 ГОСТ7871-75). Правило подбора прутка все то же: он должен иметь сходный химический состав с металлом изделия. В этом плане, пруток ER-5356 более всего соответствует таким маркам, как АМг3, АМг5, АМг6.
Механические свойства:
Предел текучести: 120 Мпа,
Предел прочности: 265 Мпа,
Удлинение: 26%
Второе, это литейные алюминиевые легированные кремнием (кремний+марганец) сплавы типа АК7ч (АЛ9), АЛ10, АД35 и т.д. и т.п. Они часто используются в различных конструкциях и узлах, которые требуют уменьшения веса при сохранении высокой прочности, так как все эти сплавы упрочняются термообработкой. Например, АК7ч можно состарить до твердости 70…80 НВ.
Для таких сплавов применяется присадка TIG ER-4043 (AlSi5), отечественный аналог Св-АК5 ГОСТ7871-75. Часто приходится исправлять дефекты литья или механические дефекты (алюминиевые автомобильные диски, корпуса авиационных асинхронных электродвигателей и т.д.).
Механические свойства шва, сваренного ER-4043 :
Предел текучести: 55 Мпа,
Предел прочности: 65 Мпа,
Удлинение: 18%
Как уже говорилось, алюминий – непростой металл. Поэтому есть смысл поговорить о трудностях, связанных с его сваркой. Вот некоторые особенности:
Поверхность алюминия покрыта тугоплавкой оксидной пленкой АL2O3, по некоторым данным, температура ее плавления составляет 2000 -2700 градусов Цельсия, что на порядок выше температуры плавления самого алюминия, всего 600-650 градусов. Очевидно, что расплавив алюминиевую пленку вы неминуемо прожгете металл. Нужно удалить пленку какими-то другими способами. И они были придуманы.
Первый способ, сварка на переменном токе. Известно, что переменный ток отличается от постоянного тем, что он многократно меняет направление своего движение в единицу времени. Дуга переменного тока разрушительно действует на оксид алюминия.
Второй способ, это использование лепесткового круга для зачистки металла до блеска или химического травления.
Также вам понадобится высокочистый аргон с самым низким содержанием примесей. Из обычного аргона незамедлительно «полезет» грязь.









И еще…
- Высокая тепло- электропроводность алюминия требует от источника питания большой мощности и предварительного нагрева в электропечах.
- Большие объемы работ лучше выполнять на сварочных инверторах, специально предназначенных для сварки цветных сплавов: вы можете и регулировать «очистку алюминия» и работать в режиме 4Т в следующей последовательности: настраиваемый начальный ток – основной ток – кратер шва.
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном (TIG) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
Основные данные
Присадочной проволокой называют специальный материал с малым сечением, который может состоять как из разных металлов, так и из искусственных полимеров.
Проволока для сварочных работ с металлическими изделиями в аргоновой среде представляет собой отдельный вид. Её используют при работе на автоматическом или полуавтоматическом аппарате.
Из этого материала можно изготовить не только присадку, иногда её приспосабливают под создание электродов.
Использование присадочной проволоки для сварки с аргонами способствует замене электродов и формирует ровные швы. Присадочная проволока играет роль проводника между сварочным током и дугой, она зажигает последнюю и поддерживает постоянное горение.
Со временем материал переплавляется и происходит смесь с основной заготовкой. При смешивании заготовки и проволоки химико-физические характеристики швов улучшаются.
Состав присадочной проволоки может содержать любой металл, так как при работе она должна быть того же металла, что и сама заготовка.
Если вам нужно сварить нержавеющий материал, то состав проволоки должен быть основам на антикоррозийной стали. Эти примеры сильно обобщены, все подробности мы расскажем далее.
Область применения, назначение
Химические элементы, входящие в состав таких материалов как нержавеющие стали, чугуны, титановые сплавы, алюминиевые сплавы и других цветных металлов при сварке активно взаимодействуют с воздухом. Естественно о качестве таких швов ничего хорошего сказать нельзя. Решить проблему соединения вышеуказанных материалов позволяет защита зоны соединения инертным газом аргон. При этом не требуется специальная обработка шва после окончания процесса.

Проволока титановая сварочная 7 мм. ВТ1-00св. Фото БВБ-Альянс
Применение аргонодуговой сварки при ремонте автомобилей дает возможность продлить срок службы ремонтируемым деталям. Сложной конфигурации изделия, изготавливаемые с ее помощью, получают товарный вид непосредственно после сварки. Обработка швов для таких деталей практически невозможна и качественное соединение – технологический способ решения проблемы.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
- 0,6 мм;
- 0,8 мм;
- 1,0 мм;
- 1,2 мм;
- 1,6 мм.
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву
Подборка присадочного материала
Так как ассортимент довольно обширный, начинающие сварщики могут столкнуться с некоторыми затруднениями. Материалы различаются производителями, марками, диаметрами. Какой сделать выбор из всего этого?
Например, вы собираетесь проводить аргоновую сварку металлов. Узнайте, какой именно металл вы собираетесь варить. При этом вам нужен не просто тип металла, а конкретная марка.
Выяснив, что у вас стальная заготовка, вы можете столкнуться ещё с десятком разных видов стали.
Когда марка станет вам известна, можно приступать к выбору материалов.
Диаметр присадки должен соответствовать толщине заготовки. Чем больше толщина детали, тем больше показатель диаметра. Часто значения диаметра проволоки и толщины металла совпадают.
Поэтому лучше закупаться в проверенном магазине, а если есть возможность, то идти к официальному представителю. У представителей обычно соблюдается все правила хранения и можно на счет этого не беспокоиться.
Разновидности проволоки для нержавейки 12х18н10т
Для сваривания деталей из нержавейки необходимо использовать аргонодуговую сварку и присадку, выполненную из такого же материала. Она может иметь разные свойства, которые могут подходить для других случаев. Из стали 12×18Н10Т производят сортовой прокат. Присадочный материал этой марки должна отвечать требованиям ГОСТ 18143-72.
Сварочная присадочная проволока нашла свое применение в машиностроительной и пищевой отраслях промышленности, на стройке и пр. Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Для сварочных работ применяют изделия произведенные по технологии холодного вытягивания. У нее довольно низкая цена и в то же время такая обработка сохраняет все ее свойства. Такая проволока обеспечивает качество шва при обработке любого материала.

Проволока нержавеющая 12Х18Н10Т
Так, системы водоснабжения часто собирают из трубопроводной арматуры, изготовленной из этой марки стали. При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.








Эта марка стали выпускается в нескольких вариантах. Для ее производства применяют технологии горячего или холодного проката. Они позволяют получать изделие диаметром от 0,2 до 6 мм. При использовании проволоки этой марки необходимо учитывать то, что она может изменять некоторые свои параметры исходя из диаметра.
Сварка деталей из нержавеющей стали – это сложный технологический процесс и если нарушать его правила, то в результате может получиться большое количество некондиционной продукции. Во избежание этого необходимо сделать правильный выбор материала проволоки. Проволока из стали 12Х18Н10Т – это специфичный продукт и вполне вероятно может не подойти для большинства видом легирующей стали. Главное правило выбора материала для сварки – идентичность химсостава. Проволока, выполненная из этой проволоки, хороша тем, что промышленность выпускает широкую номенклатуру и проблем с выбором, как правило, не встает. Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Нержавеющие стали
Коррозионностойкие стали варятся сложнее, чем черные из-за их более сложных физико-химических свойств.
Во-первых, у нержавейки больше электропроводность, поэтому понадобятся более высокие токи, чем обычно, приблизительно на 15%. Во-вторых, легирование хромом от 13% (что и делает сталь стойкой к коррозии) может вызвать проблемы
Например, при сварке нержавейки тонкостенной, которая встречается чаще, чем толстая,важно организовывать газовую защиту обратной стороны шва, обратного валика. Оксиды хрома приводят к возникновению трещин
Если вы сварили дорогую выхлопную систему автомобиля из стали AISI 304 и защита шва шла только с наружной стороны, со временем ваша система развалится. Чтобы защитить шов внутри трубопровода, в него напускают аргон, а открытые торцы закрывают заглушками.
Аустенитные стали типа 12Х18Н10Т (AISI 321); 08Х18Н10 (AISI 304) варят с прутком нержавеющим ER-308 (аналоги СВ-06Х19Н9Т, СВ -01Х19Н9, СВ-04Х19Н9). Стали типа 12Х18Н10т называют еще «пищевыми нержавейками», так как оптимальная пропорция хрома и никеля придает стойкость к агрессивным средам, таким как органические кислоты, образующиеся при переработке некоторых пищевых технических культур. Стали данного типа часто встречаются в быту.
Наплавленный металл ER-308, имеющий сходный химсостав, также не боится кислотных и прочих «недоброжелательных» сред. Низкое содержание углерода в проволоке ER-308 снижает риск развития межкристаллитной коррозии — процесса развития коррозии по границам зерен металла. Содержание кремния и марганца положительно сказывается на формировании и кристаллизации сварочной ванны.
Механические свойства ER-308:
- Предел текучести, Rp0.2 390 MПa;
- Предел прочности, Rm 600 MПa
- Относительное удлинение A5 42 %
- Ударная вязкость, J 120
Следующий класс сталей — хром-никель-молибденовые типа ст.10Х17Н13М3Т, ст.03Х17Н14М2; 15Х14Н14М2ВФБГ; 08Х16Н13М2В. Применяются чаще в промышленности, в быту гораздо реже. Благодаря легированию молибденом они становятся устойчивыми к еще более агрессивным кислотным средам ( серная, ортофосфорная кислоты и т.д.). Молибден препятствует местной коррозии, горячему образованию трещин, повышает температуру эксплуатации конструкций и механизмов и ударную вязкость при сверхнизких температурах. В качестве присадочного материала для этих сталей применяется пруток нержавейка ER-316 (отечественный аналог Св-04Х19Н11М3).
Механические свойства ER-316:
- Предел текучести 480 МПа
- Предел прочности 630 МПа
- Удлинение 33% КCV
- +20°С 175 Дж
- — 110°С 150 Дж
- -196° С 110 Дж
Часто задают вопрос про сварку нержавейки в бытовых условиях: нужно ли для этого приобретать дорогой источник питания инверторного типа? Совсем не обязательно, сварить нержавейку можно и на обычном ММА-сварочнике (смотрите наш Магазин отзывов). Некоторые из них, правда, имеют переключатель режимов ММА/TIG, но и те инвертора, в которых такая возможность отсутствует,можно приспособить к аргонодуговой сварке: приобретите вентильную горелку, баллон с аргоном и редуктор давления дополнительно. Сварка на таком самодельном аргонном аппарате имеет свои особенности, но если их учитывать, можно вполне сносно работать. Главное, не начинать сварку на изделии, приготовьте для этого графитовую подкладку. Если будете начинать на изделии, вольфрамового электрода вам хватит на пару поджигов, затем придется перетачивать. Заканчивать процесс также необходимо на графите.
Порошковая проволока
Порошковая проволока для полуавтомата представляет собой трубочку с порошковым наполнителем. Она должна обеспечивать:
- легкость образования дуги;
- равномерность плавления:
- ровное покрытие швов шлаком;
- отделение шлака от шва;
- получение шва без дефектов.
 Такой способ сварки напоминает флюсовый и электродный. Сварочный шов покрывается слоем шлака. За счет порошка идет легирование расплавленного металла. Это обеспечивается наличием в составе порошка ферросплавов.
Такой способ сварки напоминает флюсовый и электродный. Сварочный шов покрывается слоем шлака. За счет порошка идет легирование расплавленного металла. Это обеспечивается наличием в составе порошка ферросплавов.
Метод отличается высокой производительностью и простотой. Работа ведется в разных местах и при любых погодных условиях.
Но имеются и недостатки:
- необходимость постоянного поддержания напряжения и силы тока;
- требуется дополнительная защита;
- высокий уровень выделяемых вредных веществ.
Порошковая проволока разделяется на виды:
- самозащитные. Работают без дополнительной газовой защиты;
- сварка ведется в среде углекислого газа.
Самозащитные удобны в использовании, поскольку не требуют наличия газового баллона. Это расширяет возможности использования сварки при монтажных работах.
Работа в среде углекислого газа повышает параметры сварки и улучшает качество сварного шва.





