

Классификация деффектов отливок из чугуна и стали
“Классификация дефектов отливок из чугуна и стали”
По ГОСТ 15467-79 дефектом называют каждое отдельное несоответствие продукции установленным требованиям. Изделие, имеющее хотя бы один дефект, называют дефектным. Это означает, что как минимум один из показателей качества отливки превысил предельно допустимое значение.
Изготовленные любым способом отливки контролируют по качеству, контроль осуществляют работники литейного цеха, ОТК и в отдельных случаях представители Госприемки.
В зависимости от степени пораженности дефектами все отливки подразделяют на четыре группы:
• годные , полностью отвечающие всем установленным требованиям технической документации и стандартов;
• условно годные , имеющие небольшие отклонения от установленных требований (малозначительные дефекты), не оказывающие существенного влияния на эксплуатационные показатели отливки или изделия в целом; отливки допускаются к дальнейшей обработке и используются по своему назначению с разрешения главных специалистов промышленных предприятий после тщательной оценки дефектов;
• исправимый брак – отливки, имеющие один или несколько устранимых дефектов, после исправления которых они могут быть допущены к дальнейшей обработке и использованию по назначению;
• неисправимый или окончательный брак – отливки, имеющие такие дефекты, исправление которых технически невозможно или экономически нецелесообразно, либо качество исправления которых невозможно проконтролировать. Забракованию подлежат отливки, имеющие хотя бы один неустранимый дефект.
Устранимость или неустранимость дефекта определяют применительно к конкретным условиям производства и ремонта.
В зависимости от степени пораженности дефектами все отливки подразделяют на четыре группы:
годные , полностью отвечающие всем установленным требованиям технической документации и стандартов;
условно годные , имеющие небольшие отклонения от установленных требований (малозначительные дефекты), не оказывающие существенного влияния на эксплуатационные показатели отливки или изделия в целом; отливки допускаются к дальнейшей обработке и используются по своему назначению с разрешения главных специалистов промышленных предприятий после тщательной оценки дефектов;
исправимый брак – отливки, имеющие один или несколько устранимых дефектов, после исправления которых они могут быть допущены к дальнейшей обработке и использованию по назначению;
неисправимый или окончательный брак – отливки, имеющие такие дефекты, исправление которых технически невозможно или экономически нецелесообразно, либо качество исправления которых невозможно проконтролировать. Забракованию подлежат отливки, имеющие хотя бы один неустранимый дефект.
Устранимость или неустранимость дефекта определяют применительно к конкретным условиям производства и ремонта.
Дефекты подразделяются по разным признакам. Например, зависимости от предрасположенности дефектов к обнаружению они могут быть явными и скрытыми.
Явным является дефект , обнаруживаемый при внешнем осмотре (визуальном контроле), или дефект, для выявления которого в нормативной документации предусмотрены соответствующие инструментальные средства и методики. Несмотря на невозможность визуального обнаружения, такой дефект является явным, так как при использовании предписанной методики дефектоскопии он будет безусловно обнаружен.
Скрытый дефект – это дефект, не обнаруживаемый при указанных выше условиях и не выявляемый предусмотренной для контроля аппаратурой. Скрытые дефекты иногда выявляются в процессе механической обработки отливок или в процессе эксплуатации изделий, а также при дополнительном дефектоскопическом контроле не предусмотренными в технологических картах методами и средствами. Наиболее нежелательно и опасно, когда скрытый дефект проявляется в процессе эксплуатации изделия, что может вызвать аварийную ситуацию.
Согласно ГОСТ 19200 – 80 дефекты отливок из чугуна и стали подразделяют на пять основных групп (50разновидностей). Необходимо отметить, что принятая терминология широко используется также для отливок из сплавов на основе алюминия, магния, титана и других и поэтому может рассматриваться как универсальная.
1. Несоответствие по геометрии (14 видов):
Перекос Стержневой перекос Разностенность Стержневой залив Коробление Незалив Зарез Вылом
Коробление
Коробление представляет собой отклонение поверхности изделия от базовой плоскости.
Коробление возникает по нескольким причинам.
Во-первых, коробление возникает в результате релаксации ориентации, возникающей при заполнении формы. Неравномерное охлаждение отдельных участков формы еще более увеличивает коробление изделий, т.к. степень снижения ориентации в этих участках различна.
Причиной коробления может быть разная скорость кристаллизации на различных участках изделия. Разная скорость кристаллизации при охлаждении возникает из-за разницы в скоростях охлаждения разных участков изделия.
Причиной коробления так же может быть разница в термическом изменении размеров отдельных участков изделия при охлаждении из-за разной скорости охлаждения этих участков.
Коробление недопустимо при выпуске технических деталей и автомобильных компонентов при литье под давлением полиамида. Для уменьшения коробления изделия следует стремиться обеспечить температурную однородность охлаждения. Для этого должно быть обеспечено равенство температур обеих половинок формы и однородность температурного поля по всей поверхности половинок формы.
Коробление зависит от следующих технологических параметров: температуры литья Тл,
температуры формыТф, давления литьяРл, продолжительности операций цикла (время выдержки под давлением tвпд, общая продолжительность циклаtц). Коробление зависит от расположения впуска.
Снижению коробления способствует увеличение времени выдержки материала в форме под давлением tвпд и времени охлаждения tохл (общей продолжительности цикла tц),
т.к. в форме (где конфигурация изделия зафиксирована) полнее протекает кристаллизация и в большей степени снижается ориентация.
Коробление уменьшается с понижением температуры материала Тл
и температуры формыТф. Снижению коробления способствует уменьшение давления литья Рл
и увеличение объемной скорости впрыска Q, т.к. уменьшается ориентация, возникающая при заполнении формы (см. раздел «Ориентация и внутренние напряжения»).
Снижению коробления способствует применение режимов формования со сбросом давления (см. раздел «Режимы со сбросом давления»).
17 ВИДЫ ИЗЛОМОВ СТАЛИ

Изломы делят на шиферный, камневидный, нафталиновый и черный.
Причины образования шиферного излома – загрязненность стали неметаллическими включениями и полосчатость, которая связана с дендритной ликвацией примесей и легирующих элементов. При резком развитии дефекта снижается ударная вязкость металла. Для его предупреждения нужно применять оптимальные условия раскисления и десульфурации, чтобы снизить содержание включений. Также следует уменьшать степень дендритной ликвации.
Склонность к образованию камневидного излома зависит от остаточного содержания раскислителя и присутствия в стали серы, титана. Мартеновская сталь не склонна в образованию устойчивого камневидного излома. Чтобы снизить вероятность появления дефекта в сталь добавляют титан и добавки РЗМ. Камневидный излом нельзя исправить обычными режимами термической обработки. Дефект может быть устранен в условиях горячей деформации с нормальным нагревом.
Нафталиновый излом отличается характерным блеском, похожим на блеск кристаллов нафталина. Дефект часто обнаруживают после повторной закалки без промежуточного отжига. Очень часто нафталиновый излом встречается в сталях мартенситного класса. Исправляется отжигом.
Черный излом. В микроструктуре стали с таким дефектом наблюдается выделение графита. Этому способствуют: высокое содержание углерода и кремния, отсутствие хрома, низкая температура конца горячей деформации, длительный отпуск при температуре ниже 700 С˚, холодная деформация с высоким отпуском, добавки алюминия и закалка с последующим отпуском при 700 С˚.
Для предупреждения образования черного излома следует избегать вышеперечисленных условий и выплавлять углеродистую сталь с добавкой хрома до 0,25%. В большинстве случаев черный излом не поддается исправлению. Иногда его можно устранить закалкой с высокой температурой при значительной продолжительности выдержки.
1 ДЕФЕКТ УСАДОЧНАЯ РАКОВИНА

Пустота, которая образовывается, когда уменьшается объем в процессе твердения металла.
Существует открытая, закрытая и вторичная усадочные раковины. Внутренняя ее плоскость неоднородная, с маленькими выпуклостями и впадинами. Бывает так, что в усадочных раковинах находятся дендритные кристаллы. В закрытой и вторичной раковинах поверхность не окислена, а в открытой покрыта слоем оксидов. Вторичная усадочная раковина расположена ниже открытой и закрытой и отделена от них слоем толстого сплава. В дефекте накапливаются инородные тела. Сплав, прилегающий к раковине, богат углеродом, серой и фосфором.
Усадочную раковину удаляют раскаленной деформацией, если она не загрязнена труднорастворимыми оксидами. В противном случае ее заваривают в кипящей стали с минимальным содержанием кремния.
Чтобы исключить глубокое проникновение усадочной раковины в слиток можно увеличить его конусность и размеры прибыльной части. Из экономических соображений часто используется способ утепления и обогрева прибыльных частей слитков. Это позволяет уменьшить глубину посадочной раковины и сократить отходы металла. Также используют экзотермические засыпки или вставки, электродуговой обогрев металла. Такие методы полностью устраняют усадочную раковину.
Борьба с браком в литейных цехах
Предупреждение брака. Литейный брак приносит нашему народному хозяйству огромнейший ущерб, даже при условии использования забракованного литья в качестве шихтового возврата.
Этот ущерб велик, если учесть потери дефицита цветного металла. Только понимание сущности производства может помочь при всех условиях находить истинную причину брака и пути к его устранению. Глубокое понимание технологии дает возможность изменять способы производства и вводить новые.






Борьба с браком может быть успешной только в том случае, когда выявлены причины его и найдены способы устранения.
Способы снижения брака в литейной следующие:
1. Тщательное контролирование исходных материалов (шихты, формовочных земель и других видов сырья).
2. Выбор правильной технологии (формовка, плавка, заливка и т.д.)
3. Детальный инструктаж исполнителей с применением авторегулировки и контрольной аппаратуры (пирометров и пр.)
4. Строгая технологическая и организационная дисциплина.
5. Правильная организация технического контроля отливок.
6. Тщательный анализ изучение видов и предлагаемых причин брака.
7. Широкое внедрение различных методов исправления дефектов отливок.
8. совместная работа литейщиков и конструкторов, так как литейный брак нередко зарождается еще на столе конструктора.
Дефекты литья

отсюда
Технология получения изделий из металла литьем известна человечеству более четырех тысячелетий. Металлические предметы — оружие, инструменты, украшения, утварь — составляли существенную часть рукотворного окружения человека.
И с первых же отливок мастеров-металлургов начали преследовать дефекты литья. В древности способы борьбы с дефектами при литье находили интуитивно. Современная металлургия применят для этого научный подход.
Классификация дефектов отливок
В современной металлургии существует несколько классификаций брака при литье.
В зависимости от степени изменения и возможности исправления виды дефектов подразделяют на:
- Условный брак. Отливка имеет недостатки, которые не ухудшают ее рабочие качества. Отливка идет в дальнейшую обработку
- Исправимый брак. Дефекты существенны, но поддаются коррекции тем или иным производственным способом. Например, наплавкой. После исправления брака литья деталь также идет в дальнейшую обработку.
- Окончательный брак. Ремонту не подлежит, поскольку это невыполнимо или очень дорого.
Дефекты литья также делятся по месту их обнаружения. Брак при литье, обнаруженный внутри участка называют внутренним.
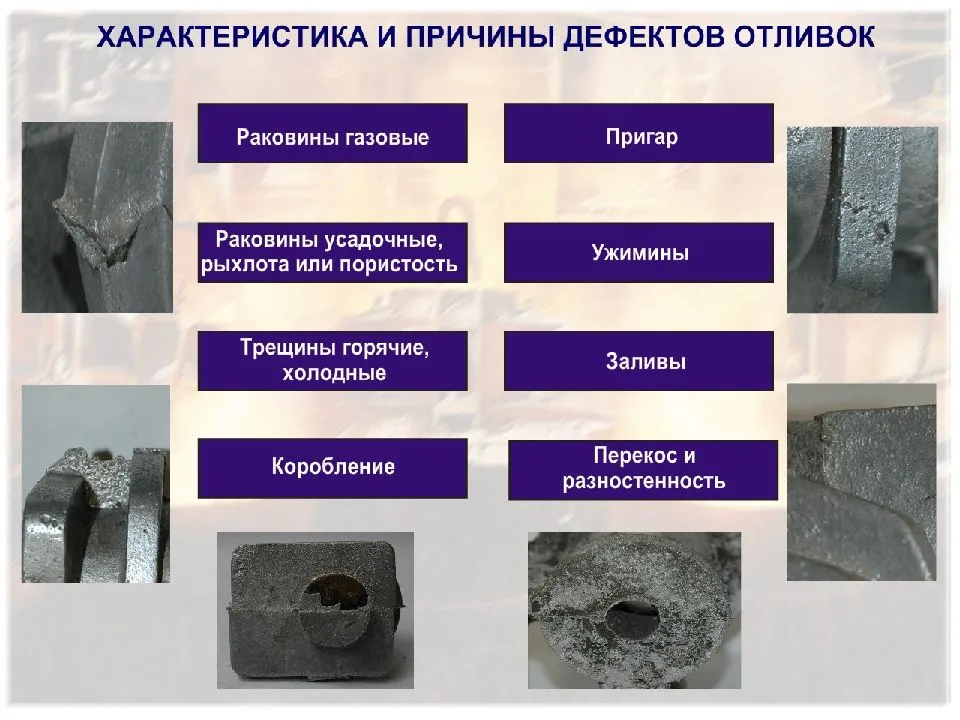
Если же дефект обнаружен при дальнейшей обработке — это внешний брак.По внешнему проявлению различают следующие основные виды дефектов отливок:
Приливы
Это увеличение размеров отливок, не предусмотренное проектом. Разделяются на
- Заливы.- Возникают по линии стыковки частей формы. Возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок
- Подутость, или распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) возникают из-за попадания расплава в повреждения формы или стержня.
Дефекты поверхности
Дефекты при литье часто проявляется в виде пороков поверхности. Сюда относятся
- Засоры. Массы зерен земли или шлаков. Вызваны ошибками в проектировании форм, непродуманным расположением литников, несоблюдением технологии складирования и перевозки опок.
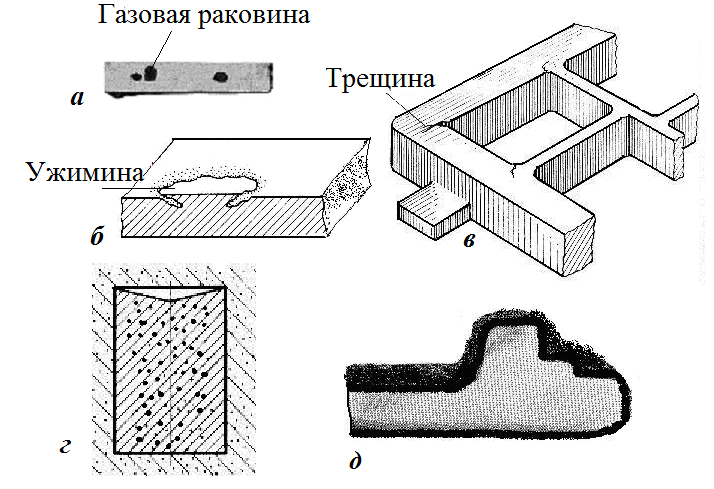
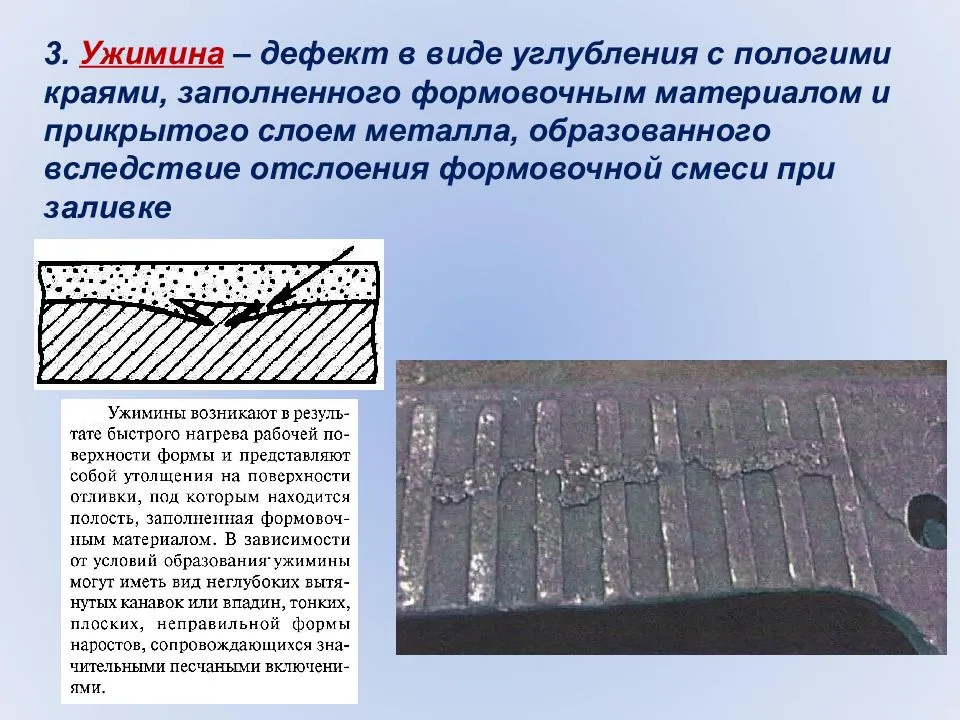
- Ужимины возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и в образовавшуюся пустоту затекает расплав.
- Спаи, или неслитины, возникают в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут правильно сплавиться.
- Плены возникают при окислении легирующих добавок.
- Морщинистость, или складчатость, заключается в появлении на поверхности разнонаправленных складок из-за скопления значительных объемов углерода.
- Выпот выглядит как большое количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — дефекты, вызванные разбрызгиванием расплава во время заливки. Шарик металла кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
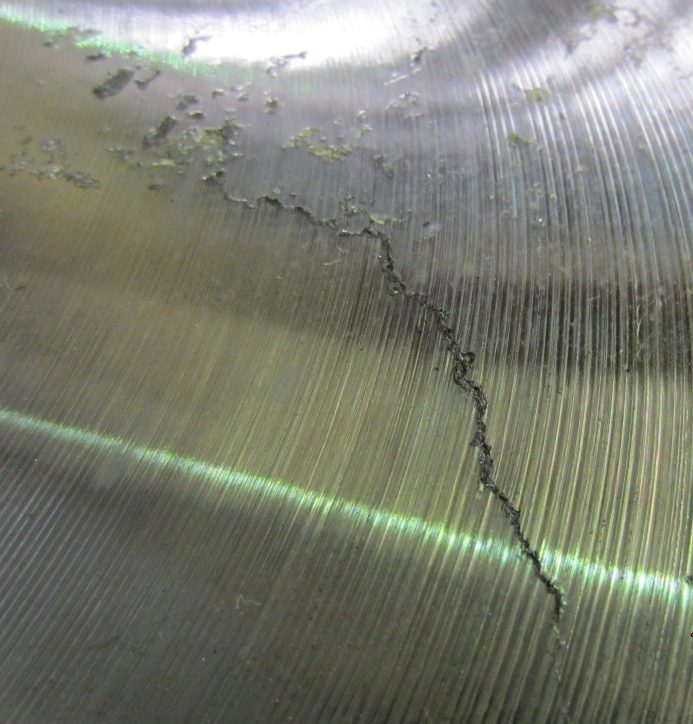
Трещины
Еще один часто встречающийся порок литья — это трещины. Они бывают:
- Горячие. Возникают при температуре кристаллизации из-за усадочных напряжений. Приобретают неровный вид.
- Холодные. Возникают при более низких температурах, имеют ровный, прямой профиль.
- Межкристаллические. Свойственны легированным сталям в зонах неметаллических включений.
Газовые дефекты
- Ситовидная пористость — это множество мелких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения мелких пузырьков.
Внутренние дефекты
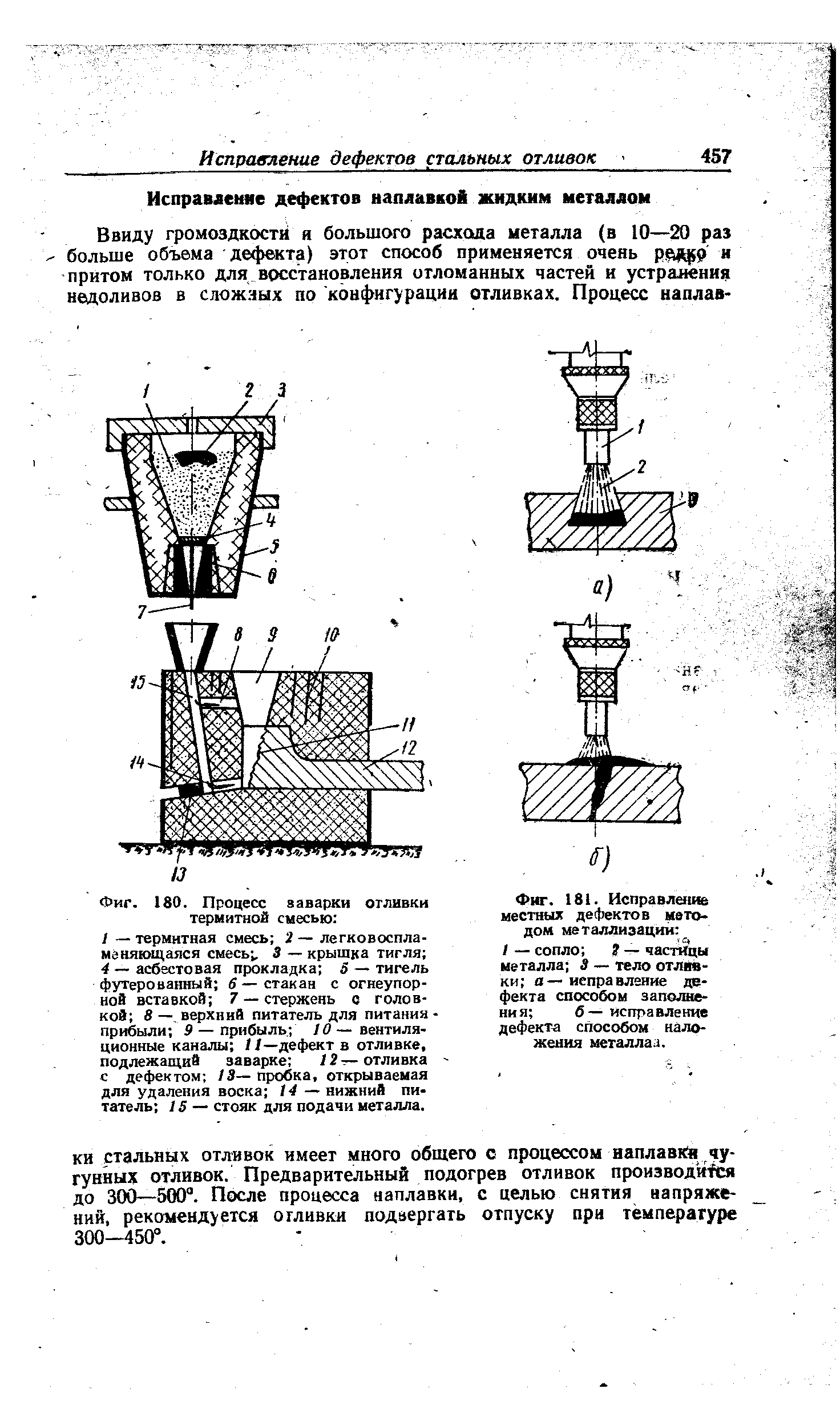
Если при этом размеры детали сократились больше допустимого, применяется наплавка тонкого слоя металла, доводящего размеры до требуемых и, как правило, улучшающего свойства заготовки.
Внутренний брак обнаруживается методами неразрушающего контроля. Иногда, если причина образования дефектов — внутренние напряжения, их удается снять путем нагрева и охлаждения по специальной методике. К сожалению, чаще внутренний брак литья исправлению не подлежат.
5 КОРОЧКИ
Часть металла, запачканная неметаллическими инородными телами. Находятся внутри слитков или на поверхности. Бывают темные и бледные.
Темная корочка – изъян макроструктуры. Выглядит, как участок, который плохо полируется и содержит большое количество примесей. Самый надежный метод обнаружить корочки – ультразвуковая проверка.
Как предотвратить загрязнение металла корочками:
- управлять скоростью заполнения изложниц;
- использовать при разливании экзотермические растворы;
- применять изложницы с гладкими стенками;
- разливать оптимально нагретый сплав.
Светлая корочка – изъян макроструктуры внизу слитка. Выглядит как светлая полоса или пятно скобообразно формы с неметаллическими включениями. Это дефект с повышенной пористостью. В светлых корочках содержание углерода ниже, чем в целом в сплаве.
Способы исправления литейного брака.
Во многих литейных существуют специальные отделы для исправления литейного брака, когда такое исправление технически и экономически целесообразно и не отражается на качестве изделий. Способы исправления литейного брака следующие:
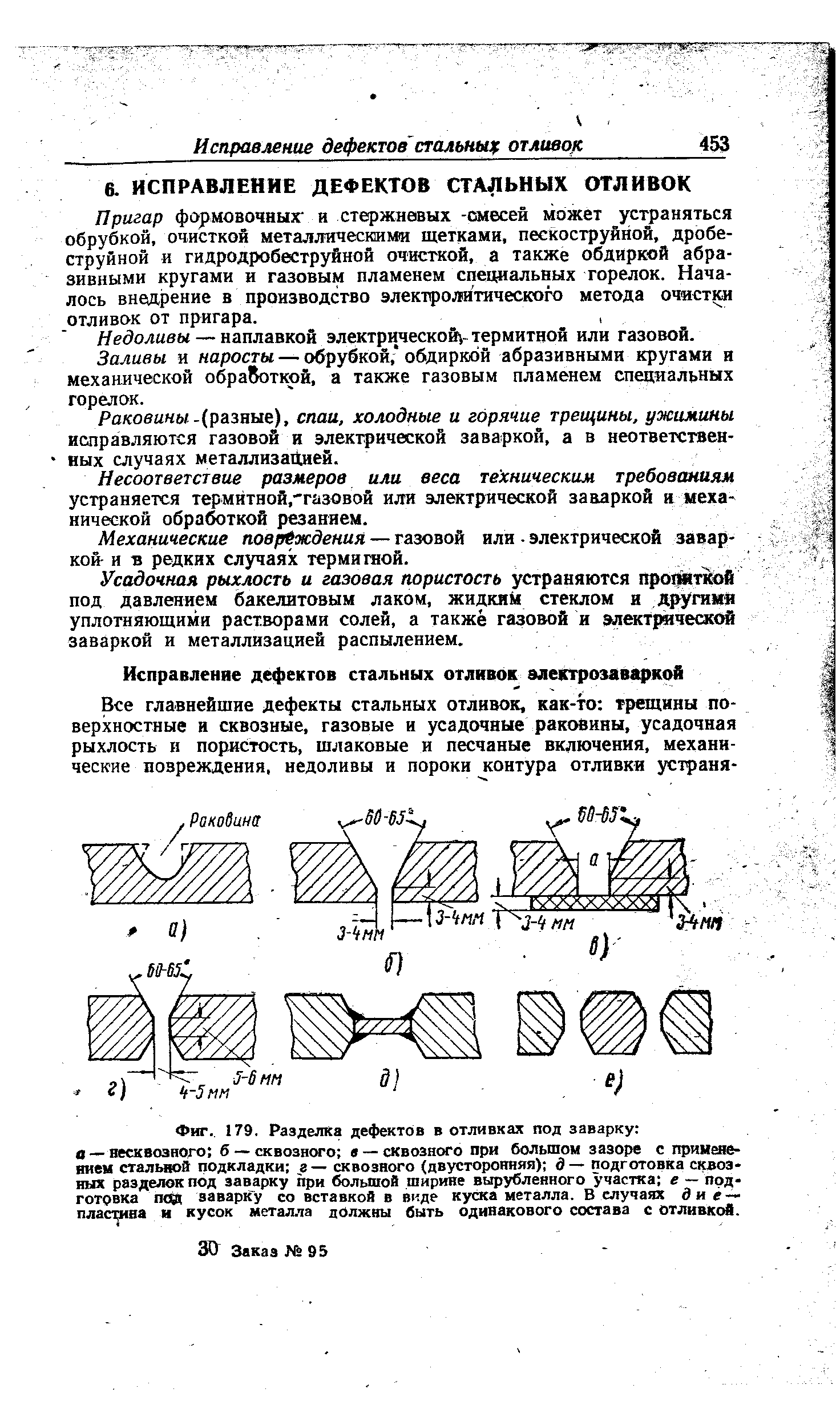
1. Небольшая течь отливки, обнаруженная при испытании гидравлическим давлением, устраняется путем заварки, термической обработки (отжигом), пропитки под давлением бакелитовым лаком с последующей термической обработкой при температуре до 150-180 oC или запрессовкой в поры растворов различных веществ.
2. Заделка мелких трещин и раковин путем нанесения металла с помощью аппарата ЛК-2 или другого.
3. Газовая или электродуговая заварка пороков отливки после удаления дефектной части металла. Этот способ в последнее время применяется чаще других.
Типы дефектов металлических изделий
Из-за дефектов ухудшаются физико-механические свойства металлов, такие как электропроводность, магнитная проницаемость, прочность, плотность, пластичность. Принято выделять изъяны тонкой структуры или атомарного масштаба, а именно дислокации, вакансии, пр., и более грубые. К последним относятся субмикроскопические трещины, появляющиеся на границах блоков кристалла и на его поверхности.
Еще более грубыми считаются микро- и макроскопические дефекты металлических изделий, предполагающие нарушение сплошности или однородности. Они появляются по двум причинам: из-за несовершенства используемой технологии и низкой технологичности многокомпонентных сплавов. Дело в том, что при работе с подобными сплавами необходимо особенно точно соблюдать режимы, установленные для всех этапов изготовления и обработки.

С точки зрения прикладного, технического понимания, дефектами называют отклонения от установленной нормы, при которых ухудшаются рабочие характеристики металла или металлического изделия, происходит снижение сортности или отбраковка продукции. Но нужно понимать, что не любой изъян металла распространяется на изделие. Если отклонения не влияют на работу металлической детали, они не воспринимаются в качестве недостатков.
Отклонения, признанные дефектами для изделий, эксплуатируемых в определенных условиях (допустим, при усталостном нагружении), могут не приниматься во внимание при других условиях работы (например, при статическом нагружении)
Рентгенографические показания для ремонта отливок и их дефектов, контроль швов
Наиболее распространенные отливки из сплавов требуют сварки или восстановления дефектов.
Описания ниже наиболее распространенных дефектов сварных швов приводятся здесь главным образом для целей ремонта отливок. Для провеки качества ремонта отливок необходимо использовать рентгеновскую плёнку. Купить рентгеновскую плёнку вы можете у нас в магазине. Для провекри швов и отливок подходит такая плёнка как рентген плёнка Agfa D7, рентгеновская плёнка Agfa D4, рентгеновская плёнка Agfa D2.
Шлак
Шлак – это неметаллический твердый материал, захваченный в металле сварного шва или между материалом шва и основным металлом. Рентгенологически шлак может иметь различную форму, от длинных узких указателей до коротких широких указателей, и различной плотности, от серого до очень темного.
Пористость
Пористость – это серия округлых газовых карманов или пустот в металле сварного шва, обычно цилиндрической или эллиптической формы.
Поднутрение
Поднутрение – это канавка, проплавленная в основном металле на краю сварного шва и оставленная незаполненной металлом сварного шва. Он представляет собой концентрацию напряжений, которую часто необходимо корректировать, и проявляется в виде темного пятна на носке сварного шва.
Неполный провар
Неполный провар, как следует из названия, – это отсутствие проплавления сварного шва по всей толщине соединения (или проникновение, которое меньше указанного). Он расположен в центре сварного шва и представляет собой широкую линейную индикацию.
Неполное сплавление
Неполное сплавление – это отсутствие полного сплавления некоторых частей металла в сварном шве с прилегающим металлом (основным или ранее наплавленным металлом шва). На рентгенограмме это выглядит как длинная четкая линейная индикация, появляющаяся на средней линии сварного шва или на линии сплавления.
Расплав сквозной
Расплав сквозной является выпуклой или вогнутой нерегулярность (на поверхности поддерживающего кольца, полоски, плавленого корня или смежной основного металла) в результате полного расплавления локализованной области , но без развития пустот или открытое отверстие. На рентгенограмме протекание обычно проявляется в виде круглой или эллиптической индикации.
Выгорание через пустоту или с открытым отверстием в кольцевой прокладке, полосах, плавленый корне или смежном основной металле.
Зажигание дуги
Зажигание дуги – это признак локализованной зоны термического влияния или изменения контура поверхности готового сварного шва или прилегающего основного металла. Возникновение дуги вызывается теплом, выделяемым при прохождении электрической энергии между поверхностями готового сварного шва или основного металла и источником тока.





Сварочные брызги
Сварочные брызги возникают при дуговой или газовой сварке в виде металлических частиц, которые выбрасываются во время сварки. Эти частицы не образуют собственно сварного шва. Брызги сварного шва появляются на рентгенограмме в виде множества мелких светлых цилиндрических признаков.
Включение вольфрама
Включение вольфрама обычно более плотное, чем частицы основного металла. Включения вольфрама выглядят очень светлыми на рентгенограммах. Решения о приеме / отклонении этого дефекта обычно основываются на критериях шлака.
Окисление
Окисление – это состояние поверхности, которая нагревается во время сварки, что приводит к образованию оксида на поверхности из-за частичного или полного отсутствия продувки сварочной атмосферы. Это состояние также называется шугарингом.
Корневая край
Корневая край состояние показывает проникновение металла шва в кольцевую прокладке или в зазор между задним кольцом или полоской и основным металлом. На рентгенограммах это проявляется как резко выраженный переход плотности пленки.
Корневые выточки
Корневые выточки выступают как прерывистый или непрерывный паз на внутренней поверхности основного металла, поддерживающее кольцо или полосы вдоль кромки шва.
Усадка
Из-за уменьшения удельного объема алюминия при его затвердевании могут возникать следующие дефекты, ведущие к браку литейной продукции:
- раковины;
- усадка;
- насыщение воздухом;
- нарушение герметичности;
- низкая прочность и пластичность.
Для предотвращения или ослабления влияния уменьшения удельного объема алюминия при его затвердевании принимают следующие меры:
- оптимальное размещение литниковой системы;
- температурный контроль процесса затвердевания;
- измельчение зерна;
- применение модификаторов сплава.
Уменьшение удельного объема при переходе алюминиевого сплава из жидкого в твердое состояние может приводить к уменьшению объема— в зависимости от литейного сплава — до 7 %. При неблагоприятных условиях часть этой разницы в объеме может быть причиной брака литых алюминиевых изделий — усадочных полостей, пор или разрывов.

Рисунок 5.1 – Образование макропористости в алюминиевых отливках

Рисунок 5.2 – Пример образования макропористости
Для того, чтобы получить хорошую отливку необходимо обеспечивать возможность поступления дополнительного жидкого металла к усаживаемой микроструктуре в течение всего процесса затвердевания отливки.
При литье под давлением это обеспечивают путем повышенного давления расплава, а при гравитационном литье — за счет высоты прибыльных надставок.
Отливки из алюминиевых сплавов
Согласно ГОСТ 1583 – 73 литейные алюминиевые сплавы разделены на пять групп (I – V). Наилучшими литейными свойствами обладают сплавы группы I – силумины. Для них характерны хорошая жидкотекучесть, небольшая линейная усадка (0,9 – I %), стойкость к образованию трещин, достаточная герметичность. Силумины марок АЛ2, АЛ4, АЛ9, АК7, АК9, АК12 широко используют в производстве, однако они склонны к образованию грубой крупнозернистой эвтектики в структуре отливки и растворению газов.
Сплавы группы II (так называемые «медистые силумины») также нередко отливают в кокиль. Эти сплавы, обладающие хорошими литейными свойствами и большей прочностью, чем силумины группы I, менее склонны к образованию газовой пористости в отливках.
Сплавы групп III – V имеют более низкие литейные свойства по сравнению со сплавами групп I и II – пониженную жидкотекучесть, повышенную усадку (до 13%), склонны к образованию трещин, рыхлот и пористости в отливках. Получение отливок из сплавов III—V групп сопряжено со строгим соблюдением технологических режимов для обеспечения хорошего заполнения формы и питания отливок при затвердевании. Предлагаем изготовить металлические детали по вашему эскизу!
Все литейные алюминиевые сплавы в жидком состоянии интенсивно растворяют газы и окисляются. При их затвердевании газы выделяются из раствора и образуют газовую и газоусадочную пористость, которая снижает механические свойства и герметичность отливок. Образующаяся на поверхности расплава пленка оксидов при заполнении формы может разрушаться и попадать в тело отливки, снижая ее механические свойства и герметичность. При высоких скоростях движения расплава в литниковой системе пленка оксидов, перемешиваясь с воздухом, образует пену, которая попадает в полость формы, приводя к образованию дефектов в теле отливки.
Температуру заливки расплава в кокиль назначают в зависимости от химического состава и свойств сплава, толщины стенки отливки и ее размеров. Для силуминов типа АЛ2, AJI4, АЛ9 ее принимают о пределах 700 – 750оС, для сплавов с широким интервалом затвердевания, в частности для сплавов типа АЛ19, обладающих пониженной жидкотекучестью, – в пределах 720 – 770оС.
Продолжительность выдержки отливки в кокиле назначают с учетом ее размеров и массы. Обычно отливки охлаждают в форме до температуры около 400оС.
Классификация дефектов отливок
В современной металлургии существует несколько классификаций брака при литье.
https://youtube.com/watch?v=OerUcc2Mlk4
В зависимости от степени изменения и возможности исправления виды дефектов подразделяют на:
- Условный брак. Отливка имеет недостатки, которые не ухудшают ее рабочие качества. Отливка идет в дальнейшую обработку
- Исправимый брак. Дефекты существенны, но поддаются коррекции тем или иным производственным способом. Например, наплавкой. После исправления брака литья деталь также идет в дальнейшую обработку.
- Окончательный брак. Ремонту не подлежит, поскольку это невыполнимо или очень дорого.
Дефекты литья также делятся по месту их обнаружения. Брак при литье, обнаруженный внутри участка называют внутренним.

Внутренний брак литья
Если же дефект обнаружен при дальнейшей обработке — это внешний брак.По внешнему проявлению различают следующие основные виды дефектов отливок:
Приливы
Это увеличение размеров отливок, не предусмотренное проектом. Разделяются на
- Заливы.- Возникают по линии стыковки частей формы. Возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок
- Подутость, или распор — получаются из-за давления расплава на рыхлую смесь.
- Нарост возникает вследствие размыва формы потоком расплава при заливке.
- Просечки (гребешки, заусенцы) возникают из-за попадания расплава в повреждения формы или стержня.
Дефекты поверхности
Дефекты при литье часто проявляется в виде пороков поверхности. Сюда относятся

Внешние дефекты литья
- Засоры. Массы зерен земли или шлаков. Вызваны ошибками в проектировании форм, непродуманным расположением литников, несоблюдением технологии складирования и перевозки опок.
- Ужимины возникают при сырой формовке, когда слой земли разрывается в месте конденсации жидкости и в образовавшуюся пустоту затекает расплав.
- Спаи, или неслитины, возникают в зоне контакта слоев охладившегося расплава. Из-за недостаточной температуры эти потоки не могут правильно сплавиться.
- Плены возникают при окислении легирующих добавок.
- Морщинистость, или складчатость, заключается в появлении на поверхности разнонаправленных складок из-за скопления значительных объемов углерода.
- Выпот выглядит как большое количество лопнувших пузырьков и вызывается взрывообразным выделением скоплений графита
- Корольки — дефекты, вызванные разбрызгиванием расплава во время заливки. Шарик металла кристаллизуется и не сплавляется с отливкой.
- Коробление отливки возникает вследствие внутренних напряжений из-за неравномерного остывания
Трещины
Еще один часто встречающийся порок литья — это трещины. Они бывают:

Трещины — деффект литья
- Горячие. Возникают при температуре кристаллизации из-за усадочных напряжений. Приобретают неровный вид.
- Холодные. Возникают при более низких температурах, имеют ровный, прямой профиль.
- Межкристаллические. Свойственны легированным сталям в зонах неметаллических включений.
Газовые дефекты
- Ситовидная пористость — это множество мелких пузырьков в теле детали
- Газовые раковины – каверны большего размера, возникшие из-за выхода и объединения мелких пузырьков.
Внутренние дефекты

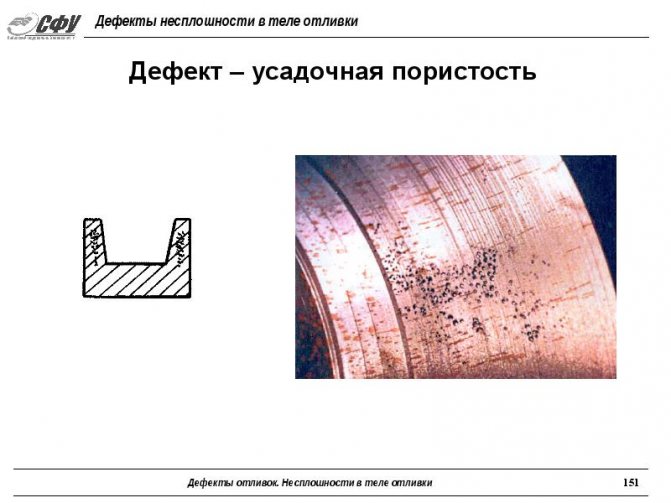
Усадочная пористость
Усадочные пороки возникают ввиду сжатия металла при смене им фазового состояния с жидкого на твердое.
Дефекты группы 2 – Поры
Порами в сварном шве называют полости, заполненные газами. Возникают в жидком металле шва вследствие интенсивного газообразования, при котором не все газовые пузырьки успевают выйти наружу до затвердевания сварного шва. Размеры пор, образующихся в металле, бывают как микроскопические, так и достигающие нескольких миллиметров. В сварном шве, помимо одиночных пор, могут возникать и скопления пор, а иногда даже раковины и свищи. Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов.
Причины образования пор в сварных швах следующие:
- низкое качество зачистки свариваемых кромок и присадочной проволоки от загрязнений (окалины, ржавчины, масел и т.п.)
- большая скорость сварки, при которой газы не успевают выйти наружу
- повышенное содержание углерода в основном металле и присадочном материале
- повышенная влажность (например: сварка при сырой погоде, что отразится на состоянии электродных покрытий, флюса и т.д.)
Наличие пористости в сварном соединении снижает механические свойства металла (прочность, ударную вязкость и т.п.), а также герметичность изделия.
Участок сварочного шва, в котором присутствуют поры, подлежит переварке с предварительной механической зачисткой или строжкой с последующей механической обработкой.
Газовая полость
Газовая полость (200;А) – полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металлеили
– полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки.
Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше.
Газовая пора
Газовая пора (2011; Аа) – несплошность, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую формуили
– газовая полость обычно сферической формы (ГОСТ 30242 – 97)
Равномерно распределенная пористость
Равномерно распределенная пористость (2012) – группа газовых пор, распределенных равномерно в металле сварного шва. Следует отличать от цепочки пор (2014)
Скопление пор
Скопление пор (2013) – группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор
Цепочка пор (2014) – ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Продолговатая полость
Продолговатая полость (2015; Ab) – несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту.




Свищ
Свищ (2016; Ab) – трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке.
Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку.
Дефект обнаруживается визуально и подлежит переварке.
Исправить такой дефект можно только после полного удаления металла шва на этом участке.
Поверхностная пора (2017) – газовая пора, которая нарушает сплошность поверхности сварного шва
Усадочная раковина (202; R) – полость, образующаяся вследствие усадки во время затвердевания
Кратер
Кратер (2024; К) – усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходовили
– дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.
Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
Пригары
Пригары – вид брака, при котором в крайних от литниках областях изделия образуются обугленные точки или участки.
Этот вид брака связан с тем, что при впрыске в конце формы образуются замкнутые воздушные полости, в которых материал, затекающий в форму, запирает воздух.
При быстром затекании (большая скорость впрыска) сжатие воздуха происходит мгновенно. В результате этого воздух разогревается до 400 – 600°С. Этот раскаленный воздух сжигает фронтальные слои материала. На изделиях появляются черные обугленные участки.
Для устранения этого дефекта при проектировании формы требуется предусмотреть каналы для выхода воздуха.
В случае возникновения этого дефекта на уже изготовленных формах следует уменьшить объемную скорость впрыска Q. Уменьшению пригаров способствует также снижение давления литья Рл.





