

Радиографический контроль сварных соединений. Контроль рентгеновскими и гамма-лучами
Рентгеновский контроль
Рентгеновские лучи по-разному распространяются в различных материалах. Например,
такие лучи будут по-разному проходить сквозь однородный металл, сквозь шлаковые
включения или сквозь пустоту в металле. На этом свойстве рентгеновского излучения
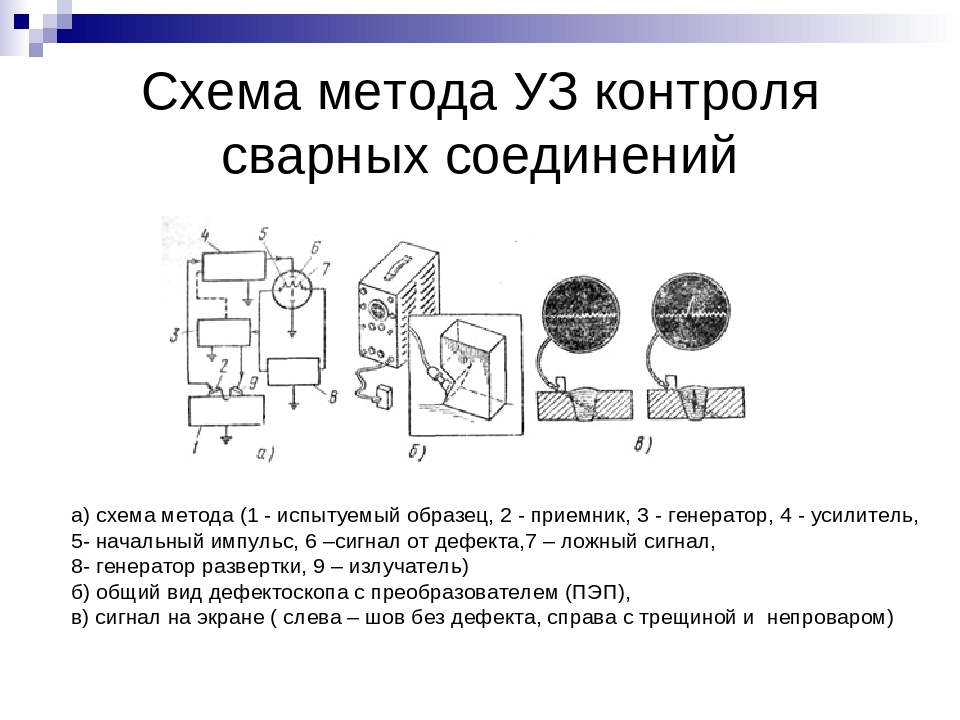
и основан метод рентгеновской дефектоскопии, схема которого показана на рисунке.
Для контроля сварного шва с одной его стороны устанавливают источник излучения,
а с противоположной стороны – детектор. Рентгеновские лучи, проходя через шов
от источника, облучают детектор (фотоплёнку или фотобумагу), на котором и отображается
полная картина прохождения лучей сквозь металл. Наличие затемнённых мест на
плёнке говорит о том, что интенсивность прохождения лучей в этих зонах было
высоким, следовательно, в этих местах сварного соединения присутствуют дефекты.
Более полную информацию о данном методе неразрушающего контроля смотрите на
странице: “Радиографический
метод контроля сварных соединений Ч.1 Контроль рентгеном”.
Контроль гамма-излучением
Контроль гамма-лучами, также как и контроль рентгеном, основан на способности
гамма-лучей по-разному проходить сквозь металл, неметаллические включения и
пустоту в металле.
Схем гамма-контроля следующая: из ампулы, содержащей радиоактивные изотопы,
направляется поток гамма-лучей на контролируемое соединение. С обратной стороны
соединения находится кассета с фотоплёнкой или фотобумагой, на которой отображается
полная картина прохождения лучей через металл. В местах выявленных дефектов
на плёнке появятся затемнённые области. Для того чтобы упорядочить поток радиоактивного
излучения, ампула помещена в свинцовый контейнер с маленьким отверстием, через
который выходит поток гамма-лучей.
У радиационной дефектоскопии есть преимущества, по сравнению с рентгеновским
просвечиванием. Например, гамма-лучи обладают большей проникающей способностью,
что позволяет их использовать при контроле больших толщин металла, толщиной
более 300мм. Кроме того, контроль гамма-излучением экономически более выгоден,
т.к. имеет меньшую себестоимость. Но, у него также есть и свои недостатки. Например,
радиация представляет большую опасность для здоровья человека. Более подробно
о этом методе контроля сварки рассказано на странице: “Радиографический
метод контроля сварных соединений Ч.2 Радиационный контроль гамма-излучением”.
Преимущества и недостатки ультразвуковой дефектоскопии
Сначала о достоинствах:
- Это неразрушающий контроль, исследуемую часть конструкции не нужно отделять, разрезать, везти в лабораторию.
- Ультразвуковыми дефектоскопами для контроля сварных соединений можно пользоваться в лабораторных и полевых условиях.
- Методы применяются для однородных и разнородных соединений.
- Для исследования шва не требуется много времени, результат получают на месте.
- Приборы безопасны для человека, не оказывают вредного воздействия.
- Достоверность результатов очень высокая, диагностируются многие виды дефектов.
Недостатки связаны с необходимостью подготовки специалистов, ограничениями. Ультразвук затухает в крупнозернистых металлах. Необходимо использовать преобразователи с определенным радиусом кривизны подошвы.
Свойства ультразвука и важность состояния диагностируемой поверхности
Ультразвук проверяет материал, не разрушая его структуры.

Ультразвуковой контроль – один из основных в дефектоскопии.
При дефектоскопии учитывается длина колебаний – она прямо пропорциональна разрешающей способности и чувствительности и обратно пропорциональна энергии колебаний. Оптимальный показатель – 0,5-10 МГц.
Корректность результатов измерения зависит от состояния диагностируемой поверхности. Необходим свободный доступ ко всем измеряемым участкам для свободного прохождения волн ультразвука через объект. На поверхности не должно быть инородных тел (масла, смазки, грязи, ворсинок, брызг металла, сварочного флюса и т.д.)
Для подготовки поверхности необходимо:
- Зачистить лакокрасочное покрытие и ржавчину на расстоянии 5-7 см.
- Обработать материал трансформаторным, турбинным или машинным маслом.
- Устранить воздушные зазоры нанесением контактной жидкости (можно использовать воду, масло или глицерин)
- Создать шероховатость поверхности выше или равную классу 5 (при использовании пьезоэлектрического преобразователя).
Порядок проведения УЗК
Рассмотрим порядок проведения ультразвуковой дефектоскопии на примере контроля сварных швов. Перед контролем должны быть завершены все работы на данном оборудовании.
Перед началом необходимо зачистить зону вдоль сварочного шва на расстояние Д которая рассчитывается по формуле Д= Lмах+30 мм; где L — длина зоны перемещения ПЭПа (как правило 120 — 150 мм).
Зачистку для проката можно не производить, а убрать только брызги металла и коррозию глубина которой более 1 мм. Все забоины, вмятины и неровности должны быть устранены. Зачистку производит с помощью металлических щеток, напильников, также с помощью шлифовальные машинки с применением абразивных кругов.
Шероховатость подготовленной поверхности должна быть не выше Rz40 а температура при которой будет производиться контроль должна быть в пределах от минус 30 до плюс 30 градусов.
Далее для создания акустического контакта на поверхность наносится контактная жидкость (глицерин, минеральные трансмиссионные и машинные масла, специализированные жидкости и гели).
После производится настройка дефектоскопа на стандартных образцах СО-2 и СО-3, а чувствительность устанавливается по искусственно выполненному отражателю (дефекту) на стандартном образце предприятия – СОПе. Конструкции СОПов с искусственными отражателями приведены ниже.
Стандартный образец (СОП) с зарубкой, такой применяется для настройки дефектоскопа с совмещенным ПЭПомСОП «плоскодонка» — в котором выполнено отверстие с плоским дном, для настройки ПЭПа хордового типа.
Проверку исправности ПЭПов производят на стандартных образцах предприятия СО-2 и СО-3. СО-3 используют для определения точки выхода и стрелы.
С помощью СО— 2 определяют угол ввода.
На стандартном образце предприятия (СОПе) выполнен максимально допустимый дефект для данного объекта контроля при заданный толщине. По нему производится настройка чувствительности дефектоскопа. Сначала производится настройка сигнала, получаемого однократно отраженным лучом, а после настраивается сигнал, получаемый при контроле прямым лучом. Самые часто применяемый способы контроля прямым и однократно отраженным лучом.
Далее производится прозвучивание самого объекта. Преобразователь располагают перпендикулярно сварочному шву и плавно перемещают, удаляя и приближая совершая как бы возвратно-поступательные движения. В процессе совершения перемещений преобразователь поворачивают на угол от 10 до 15 градусов вправо влево. Шаг перемещения должен быть не более 5-6 мм.
В процессе сканирования дефектоскопист отслеживает получаемые сигналы на дисплее дефектоскопа и в случай брака отмечает место на изделии маркером или мелом.
Ниже можете ознакомиться со схемами прозвучивания различных сварочных соединений.
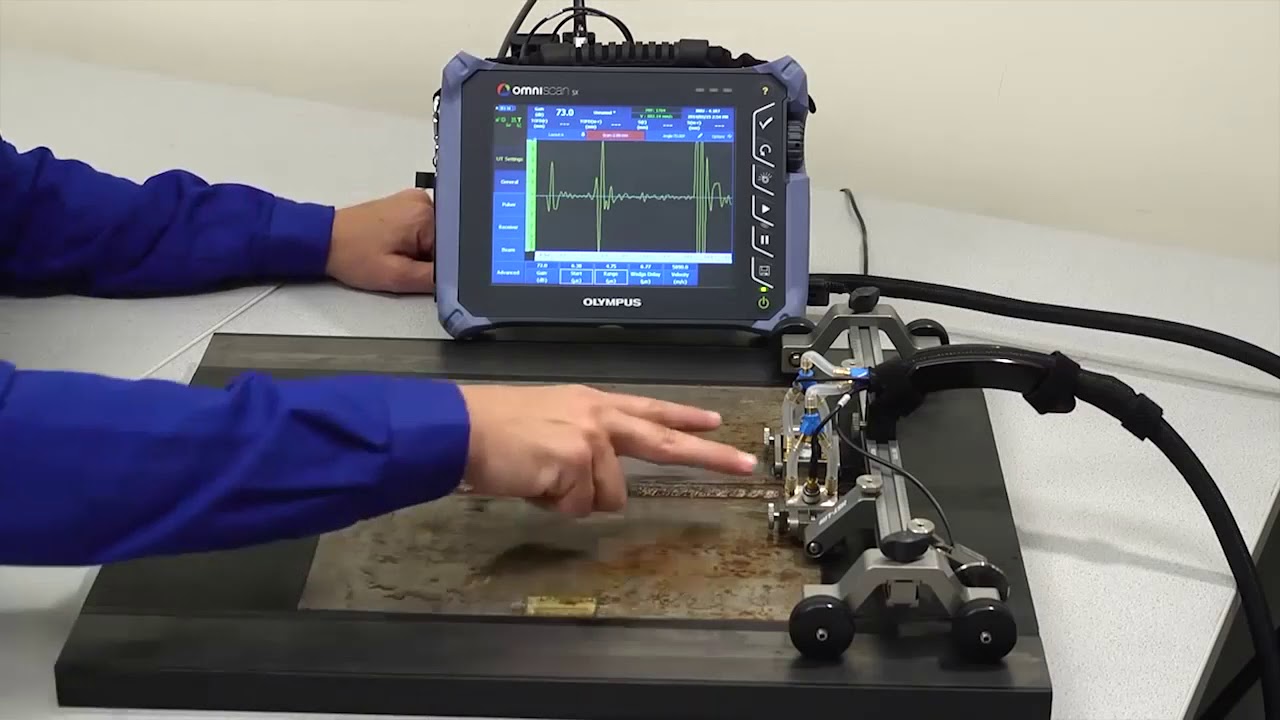
Как проводится ультразвуковая дефектоскопия
https://youtube.com/watch?v=sLw5yccKNGE
Все выше описанные технологии относятся к категории ультразвуковых методов неразрущающего контроля. Они удобны и просты в исполнении. Рассмотрим, как теневой метод используется на практике. Все действия проводятся по ГОСТ.
- Производится зачистка сварного шва и прилегающих к нему участков на ширину 50-70 мм с каждой стороны.
- Чтобы получились более точные результаты на соединительный шов наносится смазочное средство. К примеру, это может быть солидол, глицерин или любой другое техническое масло.
- Производится настройка прибора по ГОСТ.
- Излучатель устанавливается с одной стороны и включается.
- С противоположной стороны искателем (приемником) производятся зигзагообразные перемещения вдоль сварного стыка. При этом прибор немного поворачивают туда-сюда вокруг своей оси на 10-15°.
- Как только на мониторе появится сигнал с максимальной амплитудой, то это вероятность, что в металле шва обнаружен дефект. Но необходимо удостоверится, что отражающий сигнал не стал причиной неровности шва.
- Если не подтвердилось, то записываются координаты изъяна.
- Согласно ГОСТ испытание проводится за два или три прохода.
- Все результаты записываются в специальный журнал.
Технология проведения ультразвукового контроля

Технология акустического контроля сварки зависит от типа сварного соединения и от требований, предъявляемых к качеству изделия. Технологию проведения акустического контроля можно условно разделить на несколько основных этапов: 1. Контроль сварного соединения внешним осмотром 2. Выбор метода контроля и типа преобразователя 3. Определение границ перемещения преобразователя 4. Подготовка поверхности сварного соединения для контроля 5. Размещение, включение, проверку работоспособности приборов и оборудования для контроля, их настройка 6. Прозвучивание металла сварного шва и зоны термического влияния 7. Оформление данных, полученных при контроле 8. Определение качества сварки, исходя из результатов контроля 9. Оценка качества сварки на соответствие требованиям, предъявляемым к металлоконструкции.
Виды УЗК
Сегодня существует несколько видов УЗК, все они отличаются оценкой и возможностями регистрации данных.
Дельта метод УЗК
При таком варианте исследования излучение ультразвуковых волн проходит внутрь сварного соединения. При этом волны делятся на несколько подкатегорий: поперечные, продольные, трансформируемые и зеркальные. Такой вариант проверки качества не особо популярен, так как при плохой настройке оборудования фиксируются далеко не все подкатегории волн, что в дальнейшем негативно сказывается на полученных результатах
Кроме того тут очень важно грамотно подготовить поверхность, в противном случае данные будут сильно отличаться от реальных
Обследование теневым способом
При таком варианте диагностики необходимо использовать 2 прибора, которые устанавливаются на разные стороны исследуемого шва. Первое устройство излучает волны, второе принимает. Устройства крепятся перпендикулярно поверхность исследуемого сварного шва. Во время излучения ультразвуковые волны проходит сквозь всю структуру шва и поступает на приемник, полученные данные обрабатываются, в результате проявившиеся глухие зоны являются дефектами.





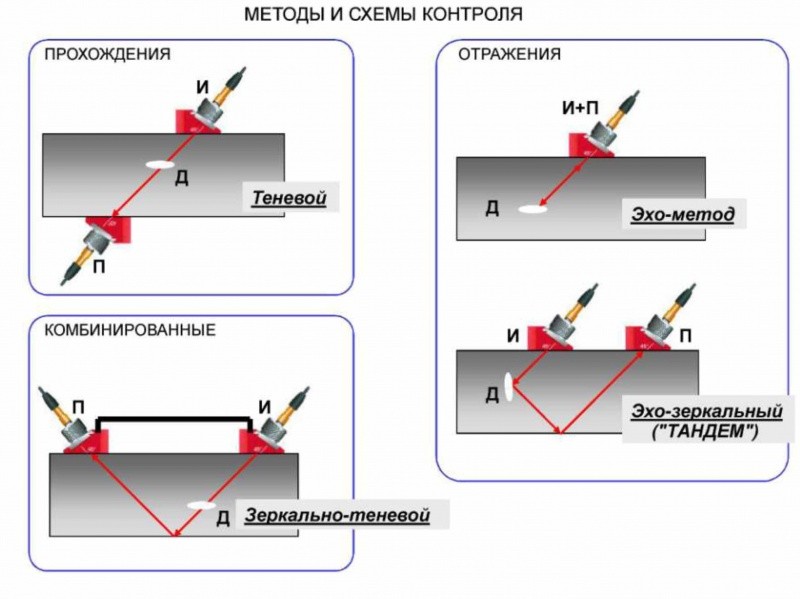


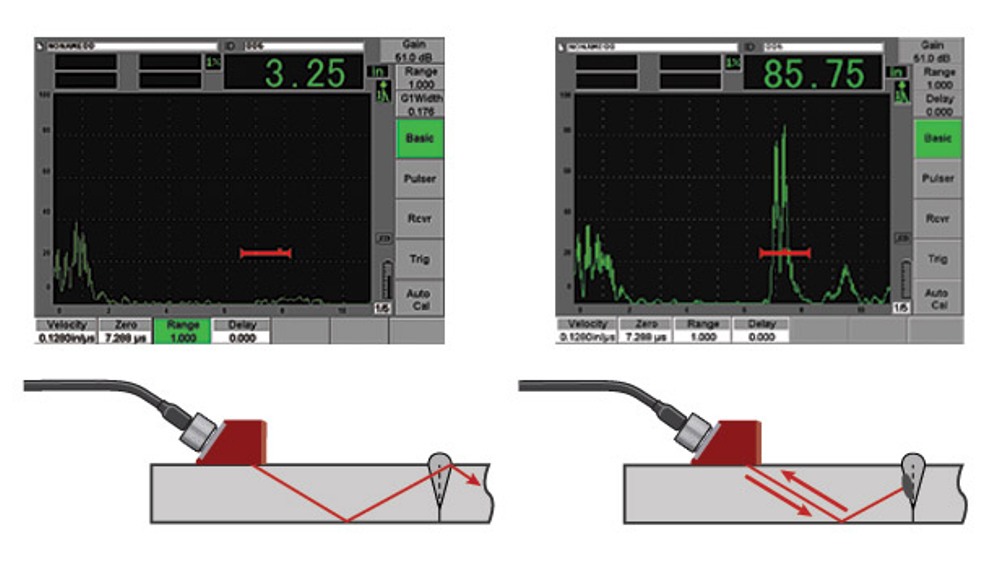
Эхо-импульсный вариант проверки
Тут используется только один дефектоскоп, смысл заключен в отражении дефектных зон. То есть, в местах прохождения ультразвука напрямую в сварном шве нет недостатков, а при отражении волны на конкретном участке определяется дефект.
Эхо-зеркальный метод
Этот метод очень похож на эхо-импульсный, но существенное отличие заключается в отражателе. Для проведения обследования устройство устанавливают под углом 90 градусов, в тех местах, где волны направленные к шву проходят напрямую, повреждений нет, там же где они возвращаются на отражатель, имеется дефект. Данная технология является оптимальной при обследовании не вертикальных трещин.
Комплексный метод
Он соединяет в себе зеркальный и теневой. Здесь оба устройства устанавливают с одной стороны шва, после чего посылают волны под углом. При отражении волн от металла с проявлением не характерных зон происходит фиксация повреждения, эти нестандартные зоны помечают как дефект.
Из всех вышеперечисленных методов наибольшей популярностью пользуются метод теневого обследования и эхо-импульсная проверка, так как они не требуют слишком тщательной подготовки и достаточно просты.
Теория ультразвуковой дефектоскопии сварных швов
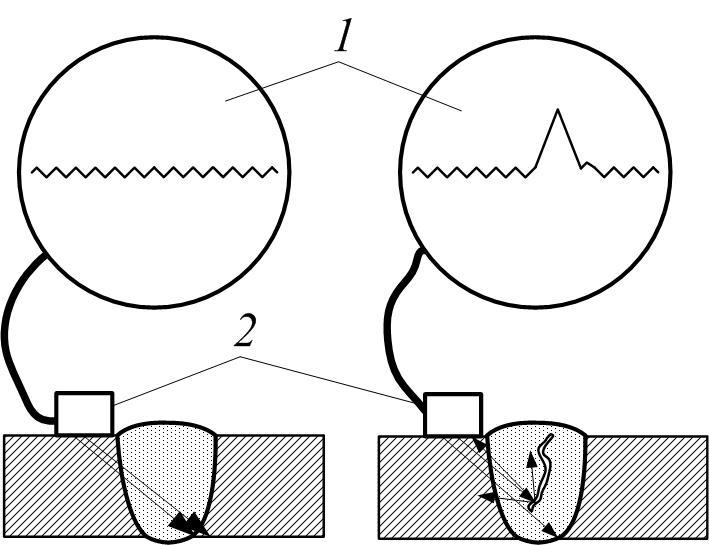
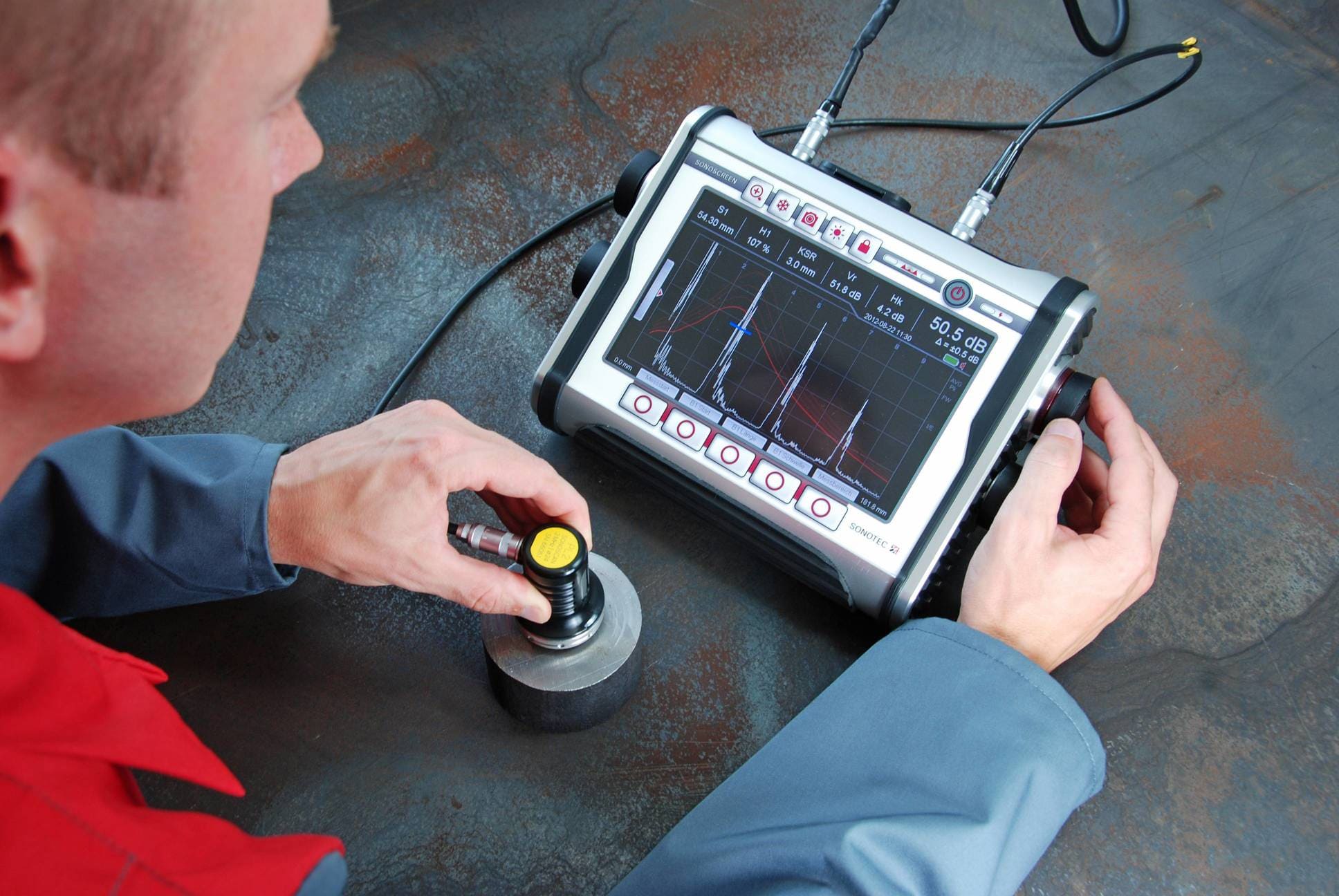
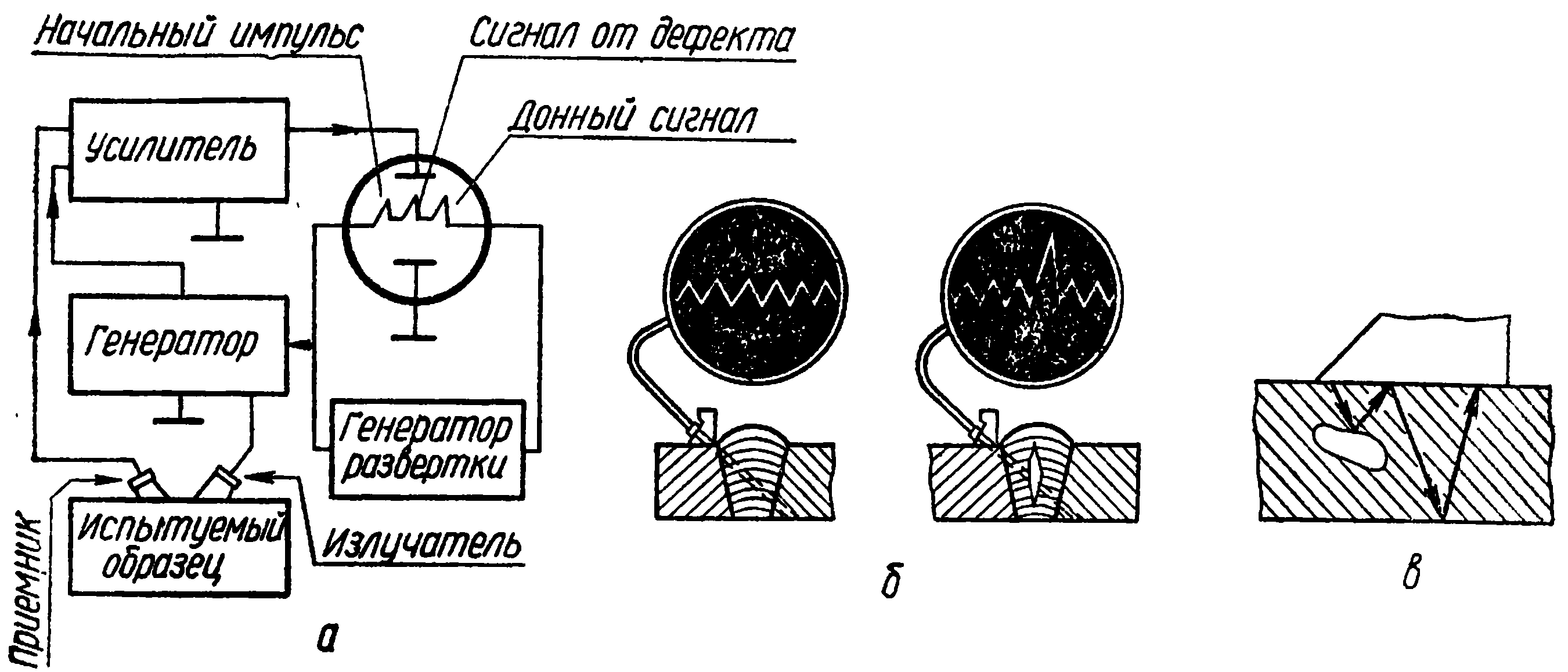
В основе метода УЗК контроля лежит способность колебаний высокой частоты (от 0.8 до 2.5 Мгц) проникать в металл сварочного шва и отражаться от поверхности находящихся в швах дефектов.
Контроль ультразвуковой неразрушающий требует применения узконаправленных пучков УЗК колебаний. Их получают с использованием пьезоэлектрических пластин из титана бария или кварца. Кристаллы, размещенные в электрическом поле, обладают обратным пьезоэлектрическим эффектом — преобразуют колебания электрические в механические. Чем создают источник ультразвуковых колебаний, проникающих в металл.
Отраженные колебания принимаются щупом (искателем), после чего опять преобразуются в электрические колебания. Электрические импульсы передаются на осциллограф. Несплошности определяются по характеру отклонений, наблюдаемых на экране осциллографа. Размер образования устанавливается оператором по амплитуде отраженного импульса, расстояние до которого зависит от времени распространения акустической волны.
 На экране слева — шов без дефектов, справа — с дефектами
На экране слева — шов без дефектов, справа — с дефектами
Критические углы
При выполнении ультразвукового контроля оператору нужно выбрать тип преобразователя, выполнить калибровку и настройку прибора на предполагаемые дефекты объекта. Критические углы падения (продольные и поперечные) необходимо учитывать в том случае, когда ультразвук проходит через твердые поверхности материалов.
Первый критический угол – это наименьший угол падения продольной волны, при котором преломленный луч не пересекает границу второй твердой среды. Например, для границы оргстекло-сталь он равен 27,5º.
Вторым критическим углом считают наименьший угол падения продольного луча, при котором преломление не проникает через границу во вторую твердую среду и при этом не обнаруживаются внутренние повреждения. Для оргстекла-стали он составляет 57,5º.
Третий критический угол – наименьший угол падения поперечного луча, при котором отсутствует отраженная продольная волна. Луч идет по поверхности объекта, не распознавая дефектов внутри него. Для пересечения границы сталь-воздух угол равен 33,3º.
Суть ультразвукового метода
Впервые принцип дефектоскопии УЗ был предложен в 1928 г.: советский ученый Сергей Соколов показал, как обнаружить повреждения металла и других материалов через вариации энергии ультразвука. Соколов изобрел первый дефектоскоп, в котором применил ультразвуковые колебания для определения внутренних дефектов, трещин, посторонних включений и структуры материалов. В дальнейшем этот опыт подхватили ученые других стран, и метод получил распространение, став обязательным для многих отраслей промышленности.
Ультразвуковой метод контроля металла основан на физическом законе о неизменности траектории перемещения звуковых волн при условии однородности среды. Суть заключается в выявлении повреждений материала через излучение и принятие колебаний УЗ при отражении от дефекта, анализе амплитуды колебаний, времени возвращений, формы и других параметров.
Для анализа в материале при помощи дефектоскопа и преобразователей с пьезоэлементом создают высокочастотные колебания (свыше 20 кГц). Если изъянов нет – колебания не встречают препятствий и не имеют отражения. Если же присутствуют неоднородности (например, трещины, пустоты или другие включения), приемник зарегистрирует сигналы отражения от них.
Время распространения волны указывает на глубину расположения дефекта, а амплитуда отражения импульса – на размер неоднородности.
Достоинства и недостатки ультразвукового контроля труб
Ультразвуковым контролем возможно определить несоответствия во всех видах соединений, пайке, склейке, сварки и т.к. Процедура позволяет выявить большое количество недочетов:
- поры, воздушные пустоты;
- околошовные трещины, шлаковые отложения;
- неоднородные химические вкрапления;
- расслоения слоями наплавленного металла.
Основными преимуществами проведения неразрушимой акустической дефектоскопии являются:
- возможность проверки соединений как разнородных, так и однородных металлов, материалов;
- оценка качества соединения материалов, состоящих из неметаллов;
- отсутствие разрушения, повреждения поверхности шва, после проверки обследуемый участок необходимо только закрасить;
- отсутствие опасных воздействий на организм человека в сравнении с радио или рентген дефектоскопией.
- Низкая себестоимость, высокая мобильность позволяют проводить контроль швов практически при любых полевых условиях.

Плюсы и минусы ультразвукового контроля
Проведения работ со сложным оборудованием требует обученного, опытного персонала. Ультразвуковой контроль швов не исключение, а также требуется подготовка сварного шва по определенным показателям:
- Контроль за создание шероховатости не ниже 5 класса, направление полос должно быть перпендикулярно направлению шва;
- Исключение появления воздушного зазора путем нанесения масел или воды, в случае проверти вертикальной поверхности применяется густые массы и клейстеры.
Каждый из способов проверки имеет недостатки, проверка КЗД металлов не исключение. К основным отрицательным сторонам можно отнести:
- При диагностике круглых изделий радиусом менее 10 см, необходимо применять специальные преобразователи пьезоэлектрического типа, радиус кривизны подошвы которых отличается от объекта на 10 процентов в большую или меньшую сторону;
- Крупнозернистые структуры толщиной более 60 мм сложно диагностировать, в связи с затуханием отражения, рассеиванием колебаний при контроле. Такие материалы обычно состоят из аустенита или чугуна.
- Малые изделия, детали со сложными конструктивными особенностями не возможно подвергнуть проверке УЗД;
- Сложный процесс оценки, проверки материалов из неоднородных сталей;
- Расположение в структуре шва дефекта на различной глубине, не дает возможности точно определить диаметр, высоту неровности.
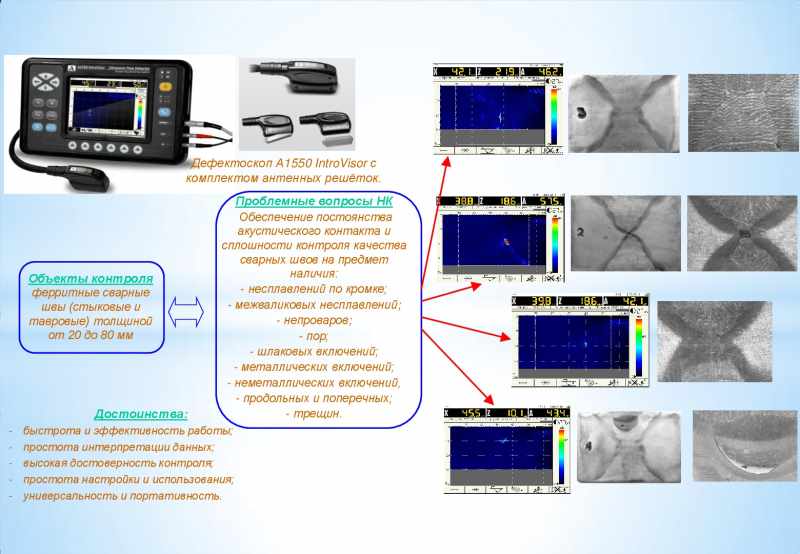
Преимущества и проблемные вопросы метода
Для проверки понадобится дефектоскопы и преобразователи, набор эталонов, образцов, предназначенных для калибровки и настройки оборудования. Определение расположения, места дефектов производится с помощью линейки координатного типа, вспомогательные приспособления понадобятся для зачистки, смазки проверяемого шва.
Проверенный сварной шов гарантирует надежность, прочность конструкции при эксплуатации. Существуют определенные нормативы, по которым изделие вводится в эксплуатацию или дорабатывается дальше.
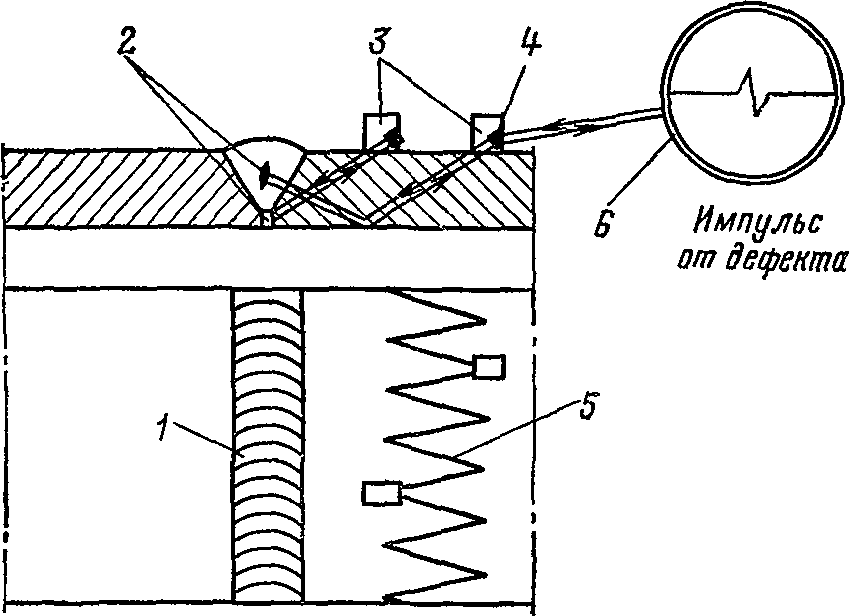
2.4 Эхо – зеркальный метод “Тандем”
Эхо – зеркальный метод (рис. 4) – наиболее достоверен при обнаружении
плоскостных вертикально ориентированных дефектов. Он реализуется при
прозвучивании шва двумя ПЭП, которые перемещаются по поверхности околошовной
зоны с одной стороны шва таким образом, чтобы фиксировать одним ПЭП сигнал,
излученный другим ПЭП и дважды отразившийся от дефекта и противоположной
поверхности изделия. Этим методом контролируют изделия с эквидистантными
поверхностями, а если их толщина менее 40 мм, то необходимы специальные ПЭП.
Одно из основных преимуществ метода – возможность оценки формы дефектов
размером 3 мм и более, которые отклонены в вертикальной плоскости не более чем
на 10°. При оценке формы дефектов необходимым условием является использование
ПЭП одинаковой чувствительности. Метод нашел широкое применение при контроле
толстостенных изделий, когда требуется высокая надежность обнаружения
вертикально-ориентированных плоскостных дефектов, а также при арбитражных
оценках. На рис. 4 изображен принцип действия эхо – метода с двумя
преобразователями.
ультразвуковой сварный контроль стыковой
Рисунок 4 –
Контроль эхо – зеркальным методом:
– генератор;
2 – усилитель; 3 – индикатор; 4 – ПЭП; 5 – шов
Дефекты группы 2 – Поры
Порами в сварном шве называют полости, заполненные газами. Возникают в жидком металле шва вследствие интенсивного газообразования, при котором не все газовые пузырьки успевают выйти наружу до затвердевания сварного шва. Размеры пор, образующихся в металле, бывают как микроскопические, так и достигающие нескольких миллиметров. В сварном шве, помимо одиночных пор, могут возникать и скопления пор, а иногда даже раковины и свищи. Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов.
Причины образования пор в сварных швах следующие:
- низкое качество зачистки свариваемых кромок и присадочной проволоки от загрязнений (окалины, ржавчины, масел и т.п.)
- большая скорость сварки, при которой газы не успевают выйти наружу
- повышенное содержание углерода в основном металле и присадочном материале
- повышенная влажность (например: сварка при сырой погоде, что отразится на состоянии электродных покрытий, флюса и т.д.)
Наличие пористости в сварном соединении снижает механические свойства металла (прочность, ударную вязкость и т.п.), а также герметичность изделия.
Участок сварочного шва, в котором присутствуют поры, подлежит переварке с предварительной механической зачисткой или строжкой с последующей механической обработкой.
Газовая полость
Газовая полость (200;А) – полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металлеили
– полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки.





Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше.
Газовая пора
Газовая пора (2011; Аа) – несплошность, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую формуили
– газовая полость обычно сферической формы (ГОСТ 30242 – 97)
Равномерно распределенная пористость
Равномерно распределенная пористость (2012) – группа газовых пор, распределенных равномерно в металле сварного шва. Следует отличать от цепочки пор (2014)
Скопление пор
Скопление пор (2013) – группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор
Цепочка пор (2014) – ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Продолговатая полость
Продолговатая полость (2015; Ab) – несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту.
Свищ
Свищ (2016; Ab) – трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке.
Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку.
Дефект обнаруживается визуально и подлежит переварке.
Исправить такой дефект можно только после полного удаления металла шва на этом участке.
Поверхностная пора (2017) – газовая пора, которая нарушает сплошность поверхности сварного шва
Усадочная раковина (202; R) – полость, образующаяся вследствие усадки во время затвердевания
Кратер
Кратер (2024; К) – усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходовили
– дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.
Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
Недостатки
- Визуальный контроль сварных соединений помогает обнаружить только наружные дефекты, тогда как внутренние могут оставаться скрытыми;
- Результаты фиксируются исключительно вручную, и то при условии использования измерительных приборов.
Нормативные документы
Существует ряд нормативных документов, по которым проводится визуальный контроль качества сварных швов. Это не только ГОСТ 23479-79, в которым указаны требования к методам оптического неразрушающего контроля. Это может быть еще РД 34.10.130-96 и инструкция по измерительному и визуальному контролю, РБ 089-14 – руководство безопасности во время проведения контроля сварных соединений и так далее.
Инструменты для проведения проверки
Когда проводится визуальный и измерительный контроль сварных соединений, то для этого могут использоваться дополнительные инструменты, которые помогут зафиксировать точное положение и размеры обнаруженных дефектов, а также определить параметры шва. Ведь неровность его поверхности, а также слишком большая или малая высота также могут относиться к дефектам. Среди используемых инструментов можно отметить:
- Щуп – бесшкальный измерительный инструмент, который имеет ряд пластин определенного размера, по которым и можно определить соответствие заготовки заданным параметрам;
- Штангенциркуль – инструмент с тремя видами измерения, который может помочь измерить внешние и внутренние размеры, в том числе и диаметр, а также глубину пор и трещин;
- Лупа – оптический инструмент, которая обладает определенной величиной кратности и помогает увеличить внешние дефекты для их лучшего обнаружения;
- Металлические линейки – один из самых простых и часто используемых инструментов измерения, который используется в данной области;
- Угломер – позволяет определить угол соединения и относительное расположение свариваемых деталей.

Инструменты для визуального контроля сварных швов
Суть проведения внешнего осмотра
Физические основы визуально оптического метода контроля обеспечивают определение первичной информации о том, какими качествами может обладать соединение. Если изделия надежно сварены и не имеют дефектов, то они обладают примерно такими же качествами, как и основной металл. Чем больше дефектов, тем ниже надежность соединения. Благодаря своей простоте и отсутствию какой-либо стоимости на расходные материалы, метод позволяет определиться с явными дефектами, которые можно исправить еще до проведения других способов.







Существуют различные виды сварных швов и соединений, но практически ко всем из них применяется визуальный осмотр. В профессиональной сфере он не используется как основной, за счет невозможности определить внутреннее состояние шва, но все равно всегда используется, чтобы не подвергать дорогостоящим методам контроля явно бракованные изделия. После того, как будет пройдена профессиональная проверка, составляется акт визуального контроля сварных швов.
Требования к сварным швам
Акт визуального осмотра сварных швов, образец которого выдается специалисту проводящему данный осмотр, должен содержать все важные данные о конкретном исследуемом объекте
Это очень важно, когда контролю поддается один или несколько образцов из серии. Он должен соответствовать основным требованиям, выдвигаемым к такому типу соединений
Высота валика и ширина должна быть в заданных предела, он должен быть равномерным, без различных впадин и выпирающих частей. Структура шва должна выглядеть однородной, а в зависимости от типа определяется наличие или отсутствие чешуек. Должны отсутствовать поры, раковины, трещины, сколы, не проваренные места и так далее.
Поэтапный порядок
- Первым делом, шов подготавливается к осмотру. С него очищается шлак, стираются брызги металла, а также зачищается поверхность.
- Далее следует осмотр невооруженным взглядом, который помогает бегло проверить качество соединения. В таком случае можно обнаружить только наиболее явные дефекты.
- Далее проводится осмотр при помощи дополнительных инструментов, которые могут дать точные данные о полученном соединении.
- Если параметры соответствуют требованиям, то изделие допускается к работе, если нет, то обнаруженные дефекты фиксируются и вносятся в акт.
Возможности метода
Естественно, что это не идеальный способ и прежде всего нужно разобраться, что определяет выбор визуального метода контроля. Сразу следует отметить, что это исключительно поверхностные недостатки. Среди них:
- Поры;
- Трещины и микротрещины;
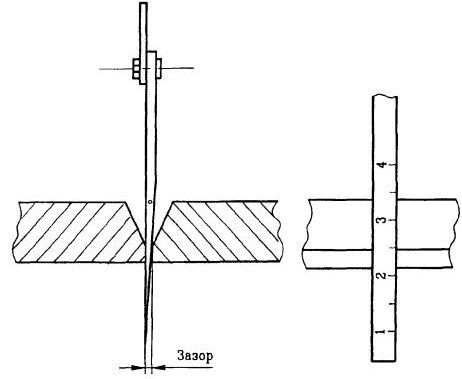
Схема измерения зазора сварного шва
- Раковины;
- Сколы;
- Недостаточный уровень проварки.
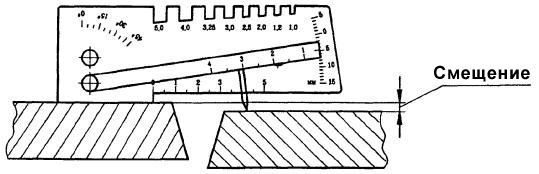
Схема измерения смещений при сварке швов
Ультразвуковой дефектоскоп и другое оборудование, приборы для контроля
Комплект оборудования для ультразвукового контроля можно условно разделить
на основные группы:
1. Дефектоскопы и преобразователи. Подробнее о них рассказано на странице:
“Дефектоскопы для ультразвукового контроля сварных соединений”.
2. Комплекты образцов и эталонов, необходимых для настройки и поверки приборов
3. Координатные линейки и шаблоны для определения места расположения дефектов
4. Вспомогательные приспособления
Дополнительные материалы по теме:
Магнитные | Виды |
Преимущества и недостатки УЗК
Ультразвуковая дефектоскопия обладает как преимуществами, так и недостатками.
Достоинства
проверяемый предмет не повреждается;
точные результаты;
быстрая проверка;
удобство использования, благодаря компактным габаритам прибора;
возможность проведения выездного контроля;
безопасность для обслуживающего персонала;
проверяемый объект не нужно выводить из эксплуатации или производственного процесса;
небольшие затраты.
Недостатки
необходимость обязательной подготовки поверхности сварного шва;
сложности проверки металлов с крупнозернистой структурой, а также изделий малых размеров или сложной формы;
ограниченная информация об изъяне.
Виды ультразвуковой дефектоскопии
Ультразвуковой метод контроля сварных соединений регламентирован ГОСТом 23829-79 и проводится несколькими способами:
- теневой. Проверка проводится с применением двух устройств, которые устанавливаются на противоположных сторонах исследуемого участка по перпендикулярной плоскости. Первое излучает волны, второй их принимает. Если при приеме отражений возникает глухая зона, то это указывает на наличие дефекта в этом месте;
- эхо-импульсный. В этом способе применяется один ультразвуковой дефектоскоп для контроля сварных соединений, параметры которого обуславливают направление и прием излучающих импульсов. Отражение происходит посредством его отсвечивания от поврежденных участков. Если волны проходят прямо и без препятствий, то такой участок сварочного стыка считается качественным. Когда имеет место отражение и волна возвращается к прибору, то этот участок обозначается бракованным;
- эхо-зеркальный. Принцип контроля практически такой же, как и в предыдущем способе. Отличием является наличие отражателя, который установлен под прямым углом. На соединительный шов посылаются волны и отражаются на приемник при наличии на нем дефектов. Такой тип УЗК сварных швов как правило используют для обнаружения вертикальных дефектов и трещин;
- зеркально-теневой. Проверка осуществляется двумя приборами, установленными с одной стороны контролируемого участка. Волны косые, отражаются от сетки основного металла. При нестандартных импульсах место считается поврежденным;
- дельта метод. Диагностика сварных швов состоит в переизлучении от дефекта направленных внутрь соединения. Применяется такой способ редко, поскольку ему характерна довольно продолжительная расшифровка результатов, а также требуется специфическая настройка оборудования.
В большинстве случаев ультразвуковой контроль качества сварных соединений проводится эхо-импульсным и теневым методами основанных на отражении акустической волны от дефекта.





