

Различия по уровню термической обработки
Припои для пайки медных труб различаются по температуре плавления на низко-, средне- и высокотемпературные расходные материалы.
 Мягкий припой для медных труб
Мягкий припой для медных труб
Компоненты, которые плавятся при низкой температуре, не способны изменить начальные параметры медных элементов, потому что их нагревают только до 150-450 °C. Низкотемпературные припои позволяют создать аккуратное и не очень прочное соединение.
Используется такой расходный материал при монтаже водопровода и систем отопления, на которые не действуют большие нагрузки. С помощью низкотемпературных соединяются трубопроводы диаметром 100 мм, если по ним перемещается вода, нагретая не выше 130 °C.
Расходные материалы, плавящиеся при средней и высокой температуре, позволяют надежно соединить медные детали. Они начинают размягчаться при 450 °C. Верхним порогом температуры плавления является 1110 и 1850 °C в зависимости от вида расходника.
С их помощью создаются прочные швы, устойчивые к повреждениям механического характера и переносящие влияние высоких температур. Поэтому они применяются во время монтажа систем с газом, частных и централизованных сетей отопления.
Пайка медных труб
Спаять медные трубы собственными руками — это не такая сложная задача. Однако, выполнять пайку следует аккуратно, а перед началом работы следует подготовиться.
За рубежом трубы из меди применяются в водоснабжении, отоплении и газоснабжении. Им находят место в холодильный системах и системах кондиционирования.
Медные трубы обладают большим числом достоинств:
- прочностью;
- долговечностью;
- легко поддаются обработке;
- стойки к высокому давлению и УФ-излучению;
- могут выдержать высокие температуры.
Медные трубы имеют высокую цену по сравнению с трубами из других материалов. Благодаря пайке можно не тратиться на фитинги, что серьезно уменьшает смету. А их надежность позволяет использовать трубопроводные системы из меди долгое время. Срок эксплуатации не меньше 50 лет.
Правила безопасности при пайке медных труб
Пайка медных труб подразумевает использование паяльного оборудования, которое требует необходимых умений
При работе с паяльным оборудованием стоит обращать внимание на следующие правила безопасности:
- при запаивании трубы категорически возбраняется держать под струёй пламени в руках сегмент, который короче 30 см. Это связано с тем, что медь очень хороший теплопроводник и можно получить ожог;
- при попадании на кожу флюса необходимо сразу же его смыть с помощью воды. В противном случае можно получить химический ожог;
- осуществляя процесс пайки горелкой, необходимо позаботиться о своей одежде — она должна быть только из натуральных тканей;
- перед пайкой медного трубопровода необходимо позаботиться о вентиляции, чтобы помещение проветривалось должным образом. Это необходимо, так как припой для пайки медных труб выделяет вредные вещества.
Зависит от задачи
Выбор используемых инструментов и материалов, прежде всего, зависит от выполняемых работ.
- Одно дело, если речь идёт о пайке проводов или электронных схем. Энергии на их прогрев тратиться немного, а зона соединения ограничена. Тут вполне можно обойтись электрическим паяльником, обычным оловянно-свинцовым припоем и канифолью в качестве флюса.
- Иные проблемы приходится решать, соединяя между собой детали значительной толщины и массы. Они поглощают значительное количество тепла и, за счёт высокой теплопроводности, быстро остывают, отдавая тепло в атмосферу. Решить проблему помогают газовые горелки или паяльные лампы, а также флюсы, обладающие более высокой эффективностью, чем традиционная канифоль.
Прежде чем приступать к подбору оборудования и материалов, следует определиться с характером предстоящей задачи и её объёмом.
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.
Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Техника безопасности
При проведении пайки нельзя не забывать про технику безопасности:
- Надевать защитные перчатки.
- Трогать скреплённые детали можно только после их остывания.
- Помещение, в котором проводятся работы, должно хорошо проветриваться.
При работе с твердыми припоями и кислотами для травления металла нужно надевать защитные очки, респиратор. Они защитят слизистую оболочку глаз и дыхательные пути от токсичных испарений. Перед началом работы необходимо проверять работоспособность используемого оборудования. Для удерживания скрепляемых деталей используются тиски или струбцины.
Пайка меди осуществляется по разным технологиям. Одни проводятся в домашних условиях, другие подходят только для производства. Зная характеристики материала и используя рекомендованное оборудование можно добиться надёжного соединения деталей. Чтобы защитить свой организм, нужно соблюдать технику безопасности.
Как паять сплавы алюминия?
Сплавы алюминия своими руками можно спаять, если купить припой и флюс марки 34А.
Проще всего запаять авиаль, сплав Амц. А вот литейные сплавы, дуралюмин, АК4, В95 паять очень сложно, так как у них низкая температура плавления.
Видео:
Если возникла необходимость запаять какую-либо деталь из таких сплавов, действовать нужно крайне осторожно. В противном случае можно получить пережог
Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится
В противном случае можно получить пережог. Потеря прочности сплава составит при этом около 30 процентов в том месте, где производилась пайка. Иногда металл полностью плавится.
Сплавы дуралюмин, В95 при нагреве могут деформироваться, поэтому прогревать их с помощью горелки нельзя.
Чтобы снять с поверхности сплава оксидную пленку нужно обработать ее флюсом, у которого активность повышенная. Широко известны такие марки — флюс 34А, НИТИ-18.








Их чаще всего применяют при работе с алюминиевыми сплавами
Важно знать, что флюс марки 34А может привести к сильной коррозии металла
Чтобы этого не допустить, после проведения спаивания деталей, флюс, который остался на поверхности, нужно убрать.
Для этого необходимо провести ряд действий:
- изделие нужно помыть водой около 20 минут, применяя щетку. Вода должна быть горячей — примерно 80 градусов;
- около получаса промыть изделие в холодной воде;
- сделать раствор хромового ангидрида и обработать в нем изделие;
- после обработки поверхность должна просохнуть при высокой температуре около 25-30 минут.
Сборка самодельной газовой горелки
Правильно собранная самодельная газовая горелка может заменить покупную при небольших объемах работ. Для изготовления инструмента своими руками нужны следующие детали:
- латунная трубка Ø 15 мм;
- деревянные бруски для ручки;
- кусок латуни для форсунки;
- регулировочный вентиль.
Латунную трубку следует вставить в ручку перпендикулярно, если она ровная. Согнутая монтируется в одной оси с рукояткой. Сверло должно иметь диаметр Ø 15 мм. Им просверливается отверстие в деревяшке, трубка вставляется и фиксируется эпоксидной смолой.
Отверстие форсунки должно быть 0,1 мм. Его следует просверлить сверлом 0,2–0,3 мм. Затем деталь зажимается в тиски, и торец клепается легкими ударами, пока отверстие не сузится до нужного размера. На другой стороне нарезается резьба для ввинчивания в трубку.
На трубке, возле ручки устанавливается регулировочный винт. На конце нарезается резьба для присоединения штуцера или шланга газового баллона.
Использование в быту
 Применение техники твердой пайки в домашних условиях предполагает наличие газовой горелки, посредством которой можно обеспечить высокую степень нагрева в зоне контакта.
Применение техники твердой пайки в домашних условиях предполагает наличие газовой горелки, посредством которой можно обеспечить высокую степень нагрева в зоне контакта.
Помимо этого, потребуется сам тугоплавкий припой, плавящийся при температурах свыше 450 градусов, а также специальная активная добавка, называемая флюсом.
Лишь при выполнении этих требований в результате паяльных работ удается получить достаточно надежное и твердое паяное соединение.
В качестве примера можно привести использование твердого припоя при спайке рамы велосипеда, восстановление которой другими методами не так эффективно и надежно.
 Твердые припои пользуются повышенным спросом при ремонте различной кухонной утвари и посуды, изготавливаемой из твердосплавных материалов (латуни или меди, например).
Твердые припои пользуются повышенным спросом при ремонте различной кухонной утвари и посуды, изготавливаемой из твердосплавных материалов (латуни или меди, например).
Чаще всего восстановительному ремонту подлежат растапливаемые углем самовары или подобные им нагревательные приспособления из тугоплавких металлов.
Добавим к этому, что бытовая пайка твердыми припоями широко востребована и при проведении ремонтных работ, касающихся восстановления отдельных узлов холодильного и теплообменного оборудования.
В последнем случае для спайки медных трубок посредством газовой горелки потребуется , позволяющий получать прочное и надежное соединение, пригодное для эксплуатации в критических условиях.
Рассмотрим особенности работы с паяльными составами различной степени тугоплавкости на примере такой распространенной операции, какой является запайка труб.
Виды газовых горелок
Газовые горелки
- крепление баллона со сжиженным газом;
- впускные форсунки;
- приборная головка;
- регулятор подачи топлива;
- редуктор.
Все горелки на газе по виду горючей смеси подразделяются на:
- пропановые горелки;
- на МАРР газу.
В быту различают два вида горелок:
- бытовые с температурой струи до 1500 градусов Цельсия;
- промышленные с температурой до 2000 градусов.
Отдельного упоминания стоят горелки на основе смеси ацетилена и кислорода. Такая аппаратура позволяет сваривать габаритные изделия и обеспечивает высококачественные швы.
Наиболее распространенным видом горелок является пропановая. Подобные аппараты оснащены пьезоэлектрической системой поджига и режимом экономии газовой смеси. Оптимальным вариантом для пайки медных деталей будет применение МАРР горелки.
Горелка для пайки меди.
Струя огня из такой горелки совершенно не пережигает медь и обеспечивает равномерный прогрев детали.
Горелки с одноразовым газовым баллоном – это лучший выбор для соединения медных изделий.
Такие аппараты обладают такими преимуществами:
- Простота использования.
Нет необходимости в подключении электрического питания. - Многофункциональность.
- Высокая мобильность.
Благодаря небольшому баллону с топливом аппарат можно переносить с места на место без больших физических усилий. - Безопасность.
Наличие обратных клапанов гарантирует безопасное отключение газа при возникновении аварийной ситуации. - Хороший пропай.
Мощное и равномерное пламя хорошо прогревает припой и заставляет его застывать максимально равномерно
Детали, для которых требуется повышенная прочность должны свариваться при помощи стационарных горелок. Такие аппараты, как правило, используют смесь пропана и кислорода для обеспечения значительно более качественного шва.
Ошибки при пайке своими руками
Существует ряд популярных ошибок, из-за которых человек не может сделать качественный шов:
- Плохая подготовка соединяемых поверхностей. На них должна отсутствовать грязь, мусор, пыль, ржавчина, краска.
- Мастера часто не проверяют изделия на наличие дефектов.
- Перегрев обрабатываемых поверхностей. Флюс сгорает и появляются окалины, оксидная плёнка.
- Слабый разогрев соединяемых поверхностей. Низкая температура не позволяет полноценно расплавить припой, соединить детали между собой.
Пайку нужно проводить аккуратно. В первые разы лучше потренироваться на ненужных деталях. Со временем получится определять оптимальную температуру для спаивания металлов, сплавов.
Пара слов о флюсах
Чаще всего применяют следующие флюсовые составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
Суть процесса
Трубопровод, созданный таким образом, за счет использования при его монтаже труб из меди, отличается высокой надежностью и исключительной долговечностью. Конечно, такая система имеет достаточно высокую стоимость, но она полностью оправдана теми уникальными характеристиками, которыми обладает
Что важно, использовать трубы из меди можно как в водопроводных, так и в отопительных системах. И в том, и в другом случае, они демонстрируют высочайшую надежность и долговечность
Наиболее простым и самым надежным способом монтажа таких систем является пайка медных труб. Эта технология соединения применяется уже достаточно давно, она хорошо изучена и не вызывает особых проблем при практической реализации. Суть такого метода заключается в том, что стык между соединяемыми деталями заполняется специальным составом, который называется припоем. Для того чтобы припой для пайки медных труб мог попасть и заполнить собой стык между деталями, его расплавляют под воздействием высокой температуры. После того как нагрев припоя прекращается, и он уже полностью заполнил будущий шов, он застывает, образуя надежное, герметичное и долговечное соединение.


![Припой для пайки [алюминия, меди, стали]](https://domdetaley.ru/wp-content/uploads/8/f/b/8fb5010aa85c5083c5a3fc3df2241a3f.jpeg)






Пайка меди удобна еще и тем, что при необходимости соединенные элементы трубопровода всегда можно легко разъединить. Для этого достаточно нагреть место соединения, чтобы сделать припой мягким и податливым.
Процесс пайки медной трубы
Процесс сваривания
Технология спайки состоит из ряда последовательных этапов:
- Вначале трубу следует обрезать труборезом.
- Край трубы обрабатывается фаскоснимателем.
- Затем подбирается соответствующий фитинг или край второй трубы расширяется при помощи труборасширителя.
- Детали соединяются, проверяется наличие зазоров.
- На поверхность в месте пайки наносится небольшое количество флюса. Если предстоит пайка высокотемпературным методом при помощи самофлюсующегося припоя, то флюс использовать не нужно.
- При помощи горелки для пайки медных труб соединение равномерно нагревается до температуры, при которой припой будет плавиться.
- В месте зазора наносится припой. Припой должен плавится именно от нагретой трубы, а не от открытого огня горелки.
- Оставшийся флюс удаляется влажной тряпкой или промывается водой.
Стоит отметить, что нагревание медной трубы и плавка флюса процесс, который происходит за короткое время – 5 минут
Очень важно не передержать горелку и не перегреть трубу
Выбор марки
Для образования прочной и надёжной конструкции из латунных изделий также важно правильно подобрать тип проволочного припоя для высокотемпературной пайки. Так, для работы с деталями и заготовками, предназначенными для эксплуатации в газовых средах, как правило, применяются припои, изготавливаемые на основе соединений серебра с небольшим количеством фосфорной меди
Так, для работы с деталями и заготовками, предназначенными для эксплуатации в газовых средах, как правило, применяются припои, изготавливаемые на основе соединений серебра с небольшим количеством фосфорной меди.
Указанные припои идеально подходят для паяного сочленения латунных заготовок с большим содержанием меди.
При необходимости получения посредством пайки надёжного соединения повышенной прочности рекомендуется выбирать тугоплавкие (так называемые «твердые») составы, обладающие повышенной температурой плавления.
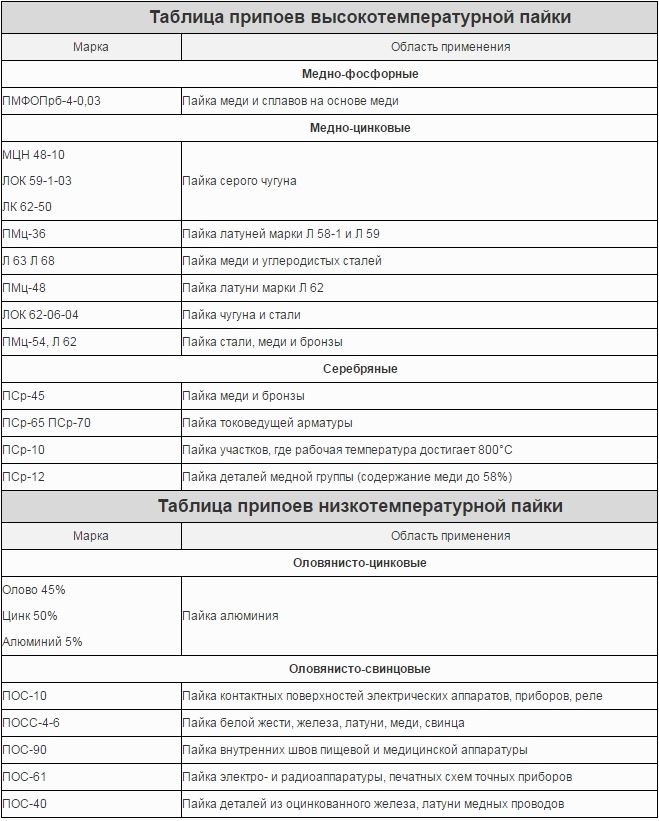
Для правильного выбора типа латунного припоя, подходящего для конкретных условий спайки, следует воспользоваться той же таблицей, приведенной выше.
Техника безопасности
Выполняя паяльные работы, следует строго придерживаться техники безопасности. При проведении работ применяются высокие температуры и химические составы, которые при расщеплении выделяют опасные пары.
Для проведения работ необходимо:
- Для предохранения рук от ожогов требуется надевать защитные перчатки;
- При проверке спаянного соединения следует убедиться в том, что оно остыло. Медная труба нагревается до высоких температур и остывает медленно.
- Спайку медных труб следует выполнять только в проветриваемых помещениях.
- При высокотемпературной пайке твердым припоем проводится травление медных деталей растворами кислот и щелочей. Для безопасности следует облачаться в кислостойкую одежду и резиновые перчатки.
Что такое припой
Для выполнения качественной пайки нужно знать, что такое припой для меди? Он всегда применяется для герметичного соединения трубопроводов из одноименного металла. Что бы изготовить медный припой для пайки медных труб может использоваться сплав, состоящий сразу из нескольких элементов. Для создания расходного материала также нередко применяется чистый металл.
 Проволока припой на катушках
Проволока припой на катушках
При воздействии высокой температуры расходник легко плавится и растекается по обрабатываемой зоне соединяемых деталей инженерной системы. Он позволяет создать ровный шов. Надежное соединение образуется сразу же после остывания расплавленного расходного материала. Этот процесс соединения элементов трубопровода называется пайкой.
Метод стыковки фрагментов инженерной сети с припоем, достоинства:
- отсутствует деформация во время соединения медных деталей трубопровода;
- обрабатываемые элементы даже при воздействии высокой температуры сохраняют свою изначальную форму;
- скрепленная область получается полностью герметичной и отличается высокой прочностью;
- исключается внутреннее напряжение;
- созданный шов устойчив к различным температурам, его целостность не нарушается даже при интенсивном прогревании;
- соединенный участок можно легко разъединить путем повторного нагрева, если нужно изменить конфигурацию инженерной сети.
Если соединение будет создано по всем правилам, получится обеспечить герметичность системы. Поэтому не произойдет утечка перемещаемого вещества. В противном случае может возникнуть большое количество проблем, включая заражение окружающей среды.
Основные виды
Производители выпускают большое количество газовых приспособлений для пайки меди. Они различаются рабочей температурой:
- устройства бытового назначения, способные создавать температуру до 1500°C;
- профессиональные приборы, у которых минимальный параметр разогрева составляет 1500°C, а максимальное значение — превышает 2000°C.
Газовые горелки для пайки медных труб выпускаются с разными типами узлов, позволяющих подключать одноразовые или перезаправляемые емкости с топливом. Эти части устройства могут иметь резьбовое и цанговое исполнение. Производятся также аппараты, к которым баллоны подключается путем прокалывания.
Как выбрать припой и его разновидности?
Перед началом работ обратите внимание на следующие нюансы:
- Какие металлы требуется паять?
- Какой способ пайки вы намерены использовать?
- Размер соединяемых элементов и их механическая прочность.
- Ограничения по температуре.
- Устойчивость соединяемых элементов к коррозии.
Обратите внимание на то, что температура плавления припоя, используемого при пайке, должна выбираться, исходя из диаметра проводов. Чем толще провод, тем выше температура плавления
Для тонких допускается применять припои с наименьшей температурой.
Типы припоев для проведения пайки
Марки и свойства припоев.
Все виды можно разделить на три огромные подгруппы:
- Сверхлегкоплавкие.
- Легкоплавкие.
- Тугоплавкие.
Последние не используются радиолюбителями, электрики их тоже нечасто применяют. Причина – температура плавления таких припоев 500 градусов и выше, не каждый специалист обладает оборудованием, которое способно обеспечить такой нагрев. Но преимущество сразу заметно: прочность у пайки очень высокая, соединяемые детали могут выдержать большие механические нагрузки. Для пайки полупроводниковых элементов такие припои не подходят. Проводить работы с серебряным припоем тоже необходимо при высокой температуре. С его помощью проводится пайка не только меди, но и стали, чугуна, никеля и его сплавов.
А вот радиолюбители используют легкоплавкие припои. У них температура плавления редко достигает 400 градусов. Вот только прочность у них не очень высокая. Но для пайки проводов и радиоэлементов ее достаточно. Одним из популярных припоев является марка ПОС-61, в котором олова около 38%, свинца 61%, а остальное – это присадки, улучшающие свойства смеси. Сверхлегкоплавкие тоже применяются радиолюбителями. Кадмий и висмут в них встречаются нередко, за счет чего температура плавления едва доходит до ста градусов. Идеально подходит такой припой только для пайки мелких радиоэлементов и кристаллов, так как выдерживает очень маленькие нагрузки.
Как подготовить детали к пайке?
Перед тем, как приступать к пайке своими руками, часть детали необходимо соответствующим образом подготовить. Поверхность материала следует обезжирить.







Для этого можно использовать бензин, ацетон, любой другой растворитель. Чтобы удалить оксидную пленку, нужно применить физическое воздействие.
Для этого можно использовать различные материалы: сетку из нержавейки, щетку, абразивные круги.
Для удаления оксидной пленки можно использовать кислоты, такой способ достаточно трудоемкий, чтобы использовать его в домашних условиях.
После обработки поверхности металла, применяя изделие из нержавейки, старая пленка удалится, но на ее месте образуется новая.
Она будет более слабая, тонкая. Флюс растворит ее намного быстрее, чем ту, что сняли предварительно. Поверхность из латуни, меди, стали зачищать намного легче.
Видео:
Прежде чем припаять одну деталь к другой, стоит их нагреть. Если предметы из стали отличаются большими размерами, для нагрева следует использовать паяльную лампу или специальные газовые горелки.
Нагревая помощью горелки, нужно быть осторожным и все время следить за работой горелки. Основной материал перегреться не должен, так как расплавится и потеряет свою форму.
Необходим постоянный контроль температуры горелки. Для этого стержень припоя нужно кратковременно прикладывать к поверхности. Когда температура достигнет рабочей, припой расплавится.
Стоит обращать внимание на пламя горелки, которым нагреваются детали. Если кислорода будет больше нормы, то поверхность металла будет окисляться
Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди
Если кислорода будет больше нормы, то поверхность металла будет окисляться. Подобная ситуация не случится, если работать с поверхностями из стали, латуни, меди.
Во время работы с маленькими деталями горелки не применяют, обычно пользуются паяльниками, работающими от электросети.
Если необходимо соединить несколько компонентов, применяется пайка волной припоя. На видео показано, как работать с мягкими, твердыми припоями.
Инструменты для пайки
Чтобы произвести качественную спайку медных труб требуется соответствующий инструмент:
- Труборез, чтобы производить перпендикулярный разрез труб относительно их оси.
- Фаскосниматель — удаляет заусенцы и закругляет места реза.
- Труборасширитель — с его помощью можно обойтись без фитингов. Инструмент расширяет конец трубы для того, чтобы одну трубу можно было вставить в другую.
- Не стоит забывать ершики и щетки. С их помощью зачищают окиси с участков пайки.
- Отражатель (рефлектор) пламени горелки. Его крепят на сопло горелки. Применение отражателя позволяет работать горелкой рядом с горючими материалами, предотвращает потерю тепла и обеспечивает равномерный нагрев труб.
- Газовая горелка для пайки медных труб.
Горелки бывают различных видов:
- с балонном для одноразового применения;
- со стационарным балоном;
- ацетилено-кислородная горелка — это специальный аппарат для спаивания труб из меди.
Для припоя, имеющего соответствующую температуру плавления, выбирается горелка с нужной мощностью.
Для спаивания труб из меди изготавливаются газовые горелки. Бывают три типа горелок, которым для работы требуется:
- твердый припой (профессиональные горелки);
- мягкий и твердый припой (полупрофессиональные);
- мягкий припой.
Горелки также различаются составом газовой смеси в баллоне. Смесь может быть предназначена для того или иного вида пайки.
С припоем, который легко плавится, можно работать при помощи специального термофена, который вырабатывает горячий воздух с температурой около 650 градусов. Работает инструмент от электричества. Термофен хорош тем, что способен менять температуру струи воздуха и удерживать ее постоянное значение. Инструмент оснащен набором насадок, которые позволяют концентрировать в определенном месте нужный напор воздуха.





