

Меры предосторожности
Не стоит пытаться выполнить внутреннюю резьбу методами малой механизации, то есть вставлять метчик в патрон сверлильного станка, тем более в патрон электрической дрели. Вы не сможете верно отрегулировать усилие и угол атаки. Все закончится сломанным инструментом, а в худшем случае – испорченными витками резьбы.
Хуже всего, когда отломанная рабочая часть метчика застрянет и останется в отверстии. Тогда придется найти в торговой сети или на рынке специальный экстрактор для извлечения обломков и алмазное сверло. Без этих дополнительных приспособлений достать обломок сложно, но можно пожертвовать эстетикой и выполнить в металле углубление вокруг обломка с целью его захвата. Это делается при помощи небольшой угловой шлифовальной машины. Если же часть изделия выступает над плоскостью детали, можно попытаться ухватиться за нее пассатижами либо губками ручных тисков и вывернуть.
Самый лучший способ – это изучить то, как правильно нарезать резьбу и выполнять работу, согласно рекомендациям, спокойно и без спешки.
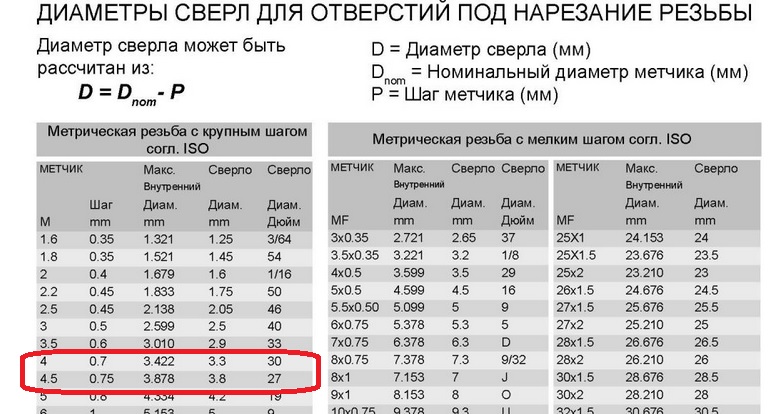
Как правильно определить диаметр отверстия?
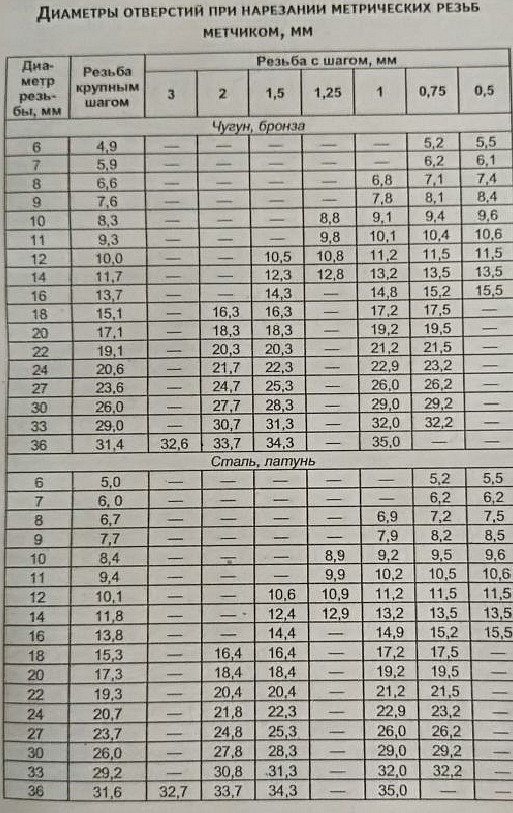
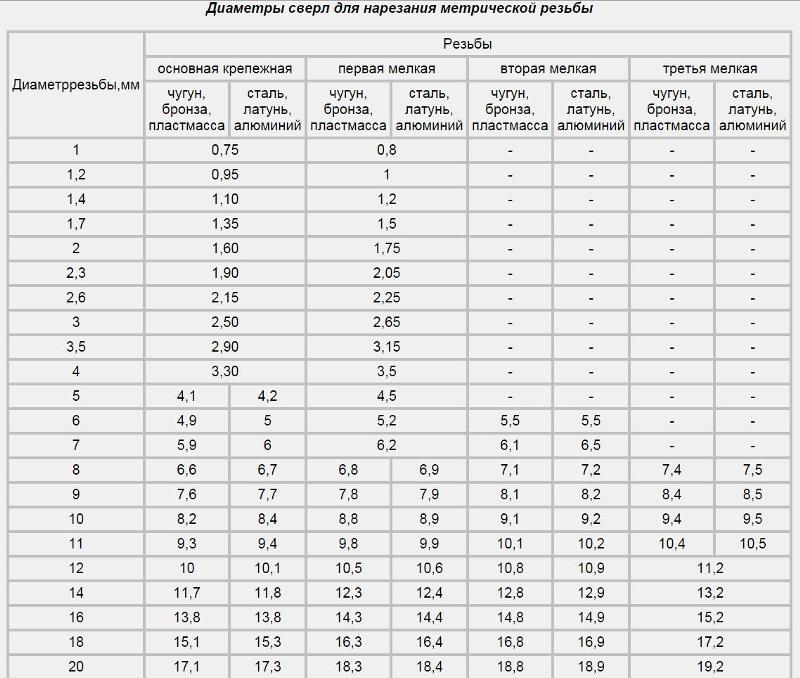
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Принцип нарезки резьбы на токарном станке
К вращающейся заготовке, закрепленной в шпинделе, подводится инструмент. Инструмент врезается в заготовку и перемещается вдоль неё с одинаковой скоростью. Вершина инструмента оставляет на заготовке линию в виде спирали, называемую винтовой.
У резьбы выделяют такие параметры:
- Расположение. Резьба может находиться на внутренней и наружной поверхности.
- Направление. Выделяют левые и правые резьбы. Изделие с правой резьбой закручивается по часовой стрелке, это направление более распространено.
- Шаг. Представляет собой расстояние между одинаковыми точками соседних винтовых линий, измеренное вдоль центральной оси заготовки. Регулируется отношением скорости перемещения инструмента к скорости вращения заготовки.
- Наклон винтовой линии. Это понятие связано с шагом. Определяется относительно перпендикулярной плоскости к оси заготовки. Тангенс угла наклона равен шагу, разделенному на произведение π и внешнего диаметра заготовки.
- Тип опорной поверхности. Выделяют цилиндрические и конические резьбы.
- Профиль. Представляет собой контур резьбы в продольном сечении. В зависимости от профиля резьбы делят на треугольные, прямоугольные и трапециевидные.
- Количество резьбовых линий. По этому параметру резьбы можно разделить на однозаходные и многозаходные. Количество заходов видно на торцах резьбы, в зависимости от этого параметра различается расстояние, которое проходит вкручиваемая или накручиваемая деталь за один оборот.
Нарезание резьбы при помощи резцов
Наиболее широкое применение имеет нарезание резьбы специальным резьбовым резцом. Профиль режущей кромки резца определяет профиль резьбы. Режущая кромка выполняется из твердых и быстрорежущих сплавов.
Предварительная подготовка детали перед нарезанием наружной резьбы заключается в её обточке до диаметра, который меньше диаметра резьбы на 1/40-1/12. Во время нарезания резьбы происходит деформация металла, и наружный диаметр резьбы возрастает. Аналогичная подготовка, только в противоположную сторону, производится для нарезания внутренней резьбы. В этом случае обрабатывается отверстие диаметром, большее на 0,2-0,4 мм при работе с вязкими материалами, такими как сталь, титан, бронза, и на 0,1-0,02 мм при обработке хрупких материалов: бронзы, чугуна, высокопрочной стали.
Нарезание резьбы при помощи резцов выполняется в несколько проходов. После одного прохода резец перемещается в исходное положение. Нарезание резьбы производится только одной режущей кромкой инструмента, одновременное использование двух кромок приводит к снижению качества поверхности. Количество черновых и чистовых проходов определяется материалом заготовки, резцом, высотой резьбы, требованиями к чистоте поверхности резьбы.
Плашка предназначается для нарезания наружной резьбы, а метчик — для внутренней. Предварительная обработка поверхностей также выполняется с учетом деформации металла. Недостатком этого способа создания резьбы выступает ограничение диаметра. Плашками нарезают резьбу диаметром до 30 мм, а метчиками до 50 мм.
На токарно-винторезных станках плашка устанавливается в патроне, закрепляемом в пиноли задней бабки. Скорость резания стальных заготовок составляет 3-4 м/мин, чугунных 2-3 м/мин, мягких медных сплавов 10-15 м/мин.
Метчик во многих случаях позволяет выполнить резьбу за один проход. Для твердых материалов применяются комплекты из 2-3 инструментов. Черновой метчик удаляет 75% металла, чистовой выполняет доводку. Скорость резки стали составляет 5-12 м/мин, чугуна — 6-22 м/мин. При нарезке резьбы подается СОЖ.
Нарезание резьбы при помощи резьбонарезных головок
Для получения резьбы на револьверных станках и токарных автоматах используются резьбонарезные головки. Они представляют собой достаточно сложные устройства по сравнению с резцами, метчиком и плашкой.
Головки для нарезания наружной резьбы представляют собой полый цилиндр, в котором находятся гребенки — элементы с режущей поверхностью. После рабочего прохода гребенки раскрываются, и во время обратного хода не касаются резьбы.
Головки, предназначенные для формирования внутренней резьбы, имеют противоположное строение. Они выполнены в виде вала, в передней части которого находятся гребенки. Их число зависит от диаметра головки. Режущая кромка гребенок обладает заходным конусом, который упрощает начало нарезки резьбы. Настройка гребенок на диаметр производится при помощи резьбового калибра или эталонной детали.
Плашки и приспособления для работы с ними
Для нарезания наружной резьбы применяется приспособление, называемое плашкой. Она похожа на круглую или шестигранную гайку из быстрорежущей или углеродистой стали, закаленной до твердости 63 – 66 HRc. Первый вариант такого приспособления требует особой державки, шестигранная может быть использована с обычным гаечным ключом. Однако начинать нарезание резьбы шестигранной плашкой все равно лучше с клуппом, поскольку он обеспечивает лучшие условия для управления плашкой в момент захода на резьбу, позволяя точнее выставлять плоскость плашки перпендикулярно оси заготовки. Затем, когда заход выполнен, лучше использовать гаечный ключ, поскольку шестигранный профиль лучше работает под большой нагрузкой.
В плашке вокруг центрального резьбового отверстия прорезаны от трех до пяти сквозных продольных отверстий, смещенных на одинаковые расстояния от центра приспособления. Образующие этих отверстий и резьба плашки в местах их пересечения создают режущие кромки. Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 – 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Практически все круглые плашки имеют по боковой образующей выемку с сечением в форме трапеции на достаточно большую глубину .По достижении заметного износа плашка может быть разрезана вдоль этой выемки и затем ее можно использовать как разрезную плашку ,скомпенсировав тем самым ее износ. Следует только помнить, что жесткость разрезанной плашки существенно ниже и точность соблюдения форморазмеров резьбы при этом заметно падает.
В разрезной плашке боковая прорезь шириной 0,5-1,5 мм предусмотрена изначально. Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.




Как нарезать резьбу в отверстии, используя магнитный сверлильный станок
Для нарезания резьбы в отверстии магнитным сверлильным станком используются метчики и резьбонарезной патрон, или держатель метчика. Мы рекомендуем использовать специальный резьбонарезной патрон с предохранительными головками, потому как при нарезании резьбы есть риск поломки метчика в заготовке и выхода из строя оборудования от возникшей нагрузки. В процессе нарезания резьбы в резьбонарезном патроне идет ограничение крутящего момента и срабатывает предохранительный механизм при заклинивании метчика.
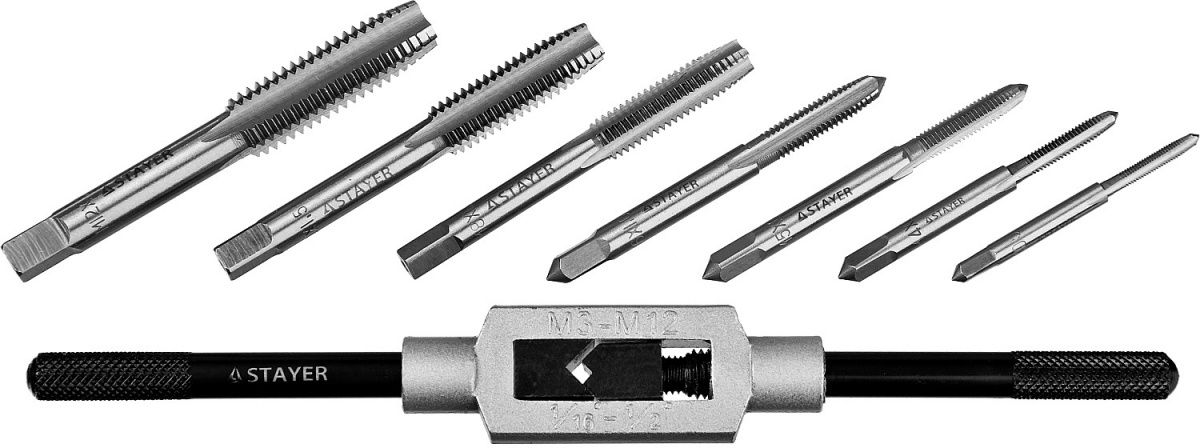
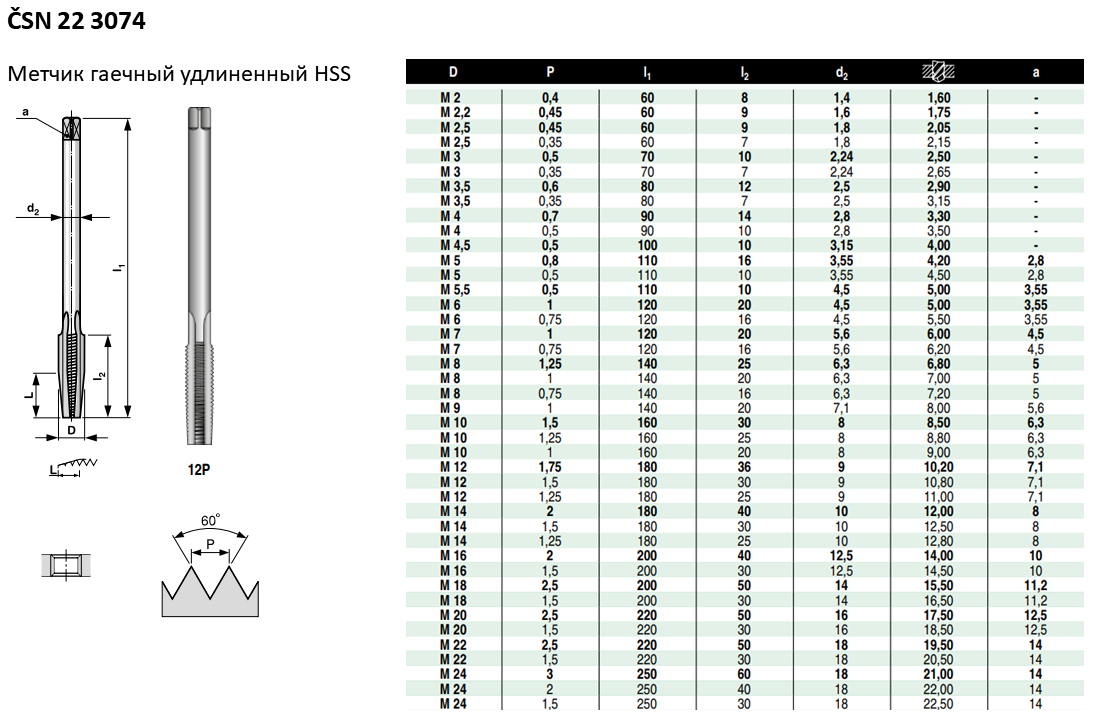
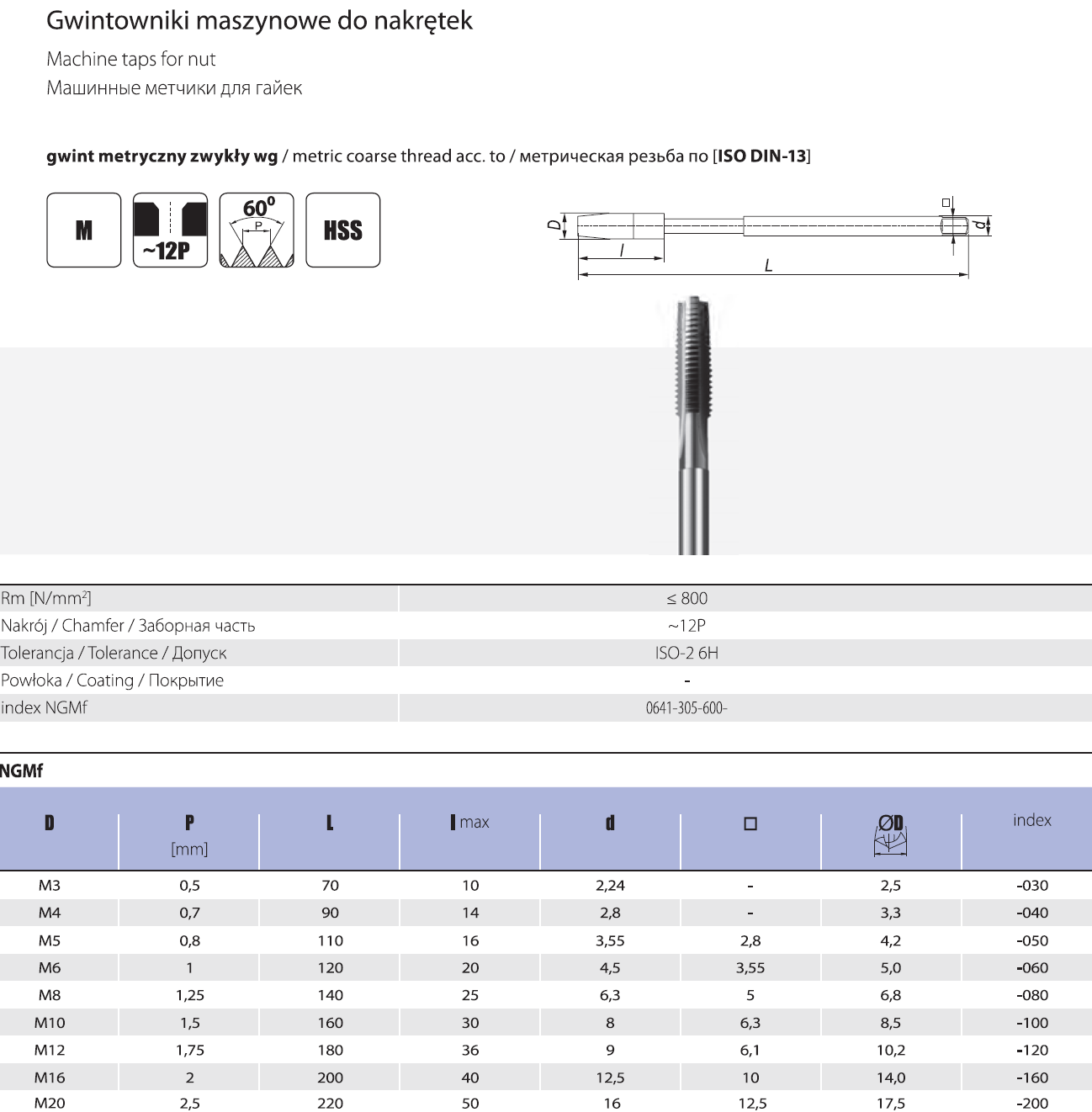
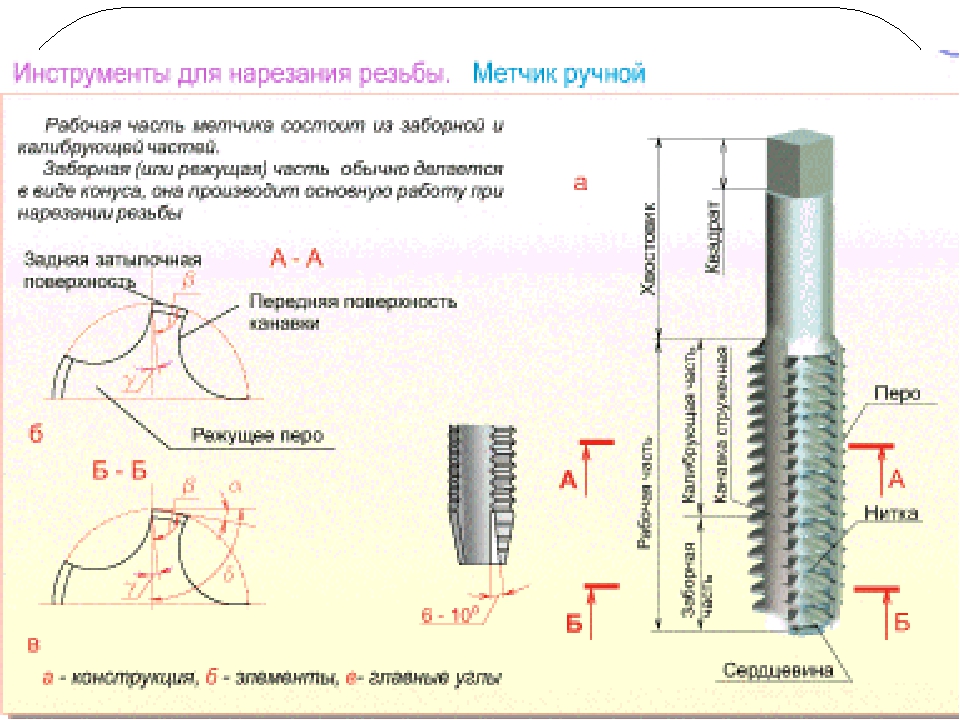
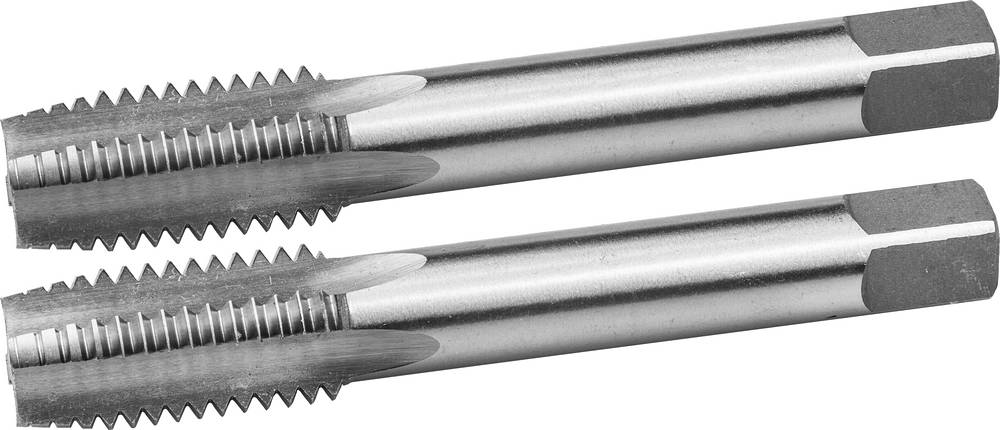
Метчики

Метчик – это резьбонарезной металлорежущий инструмент. Для нарезания резьбы в отверстиях с помощью магнитных сверлильных станков вы можете использовать метчики:
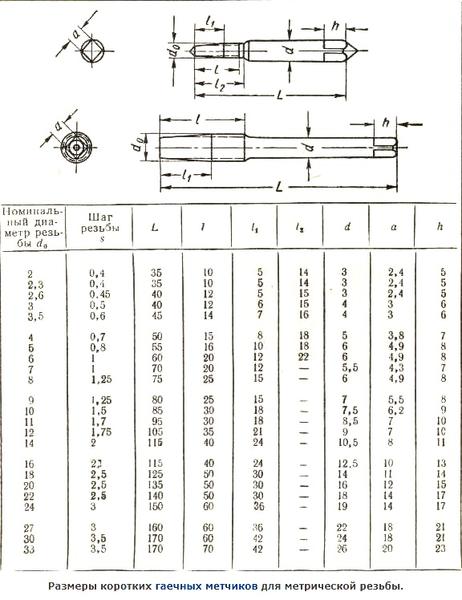
- машинно-ручные, они же однопроходные, то есть резьба нарезается с первого раза;
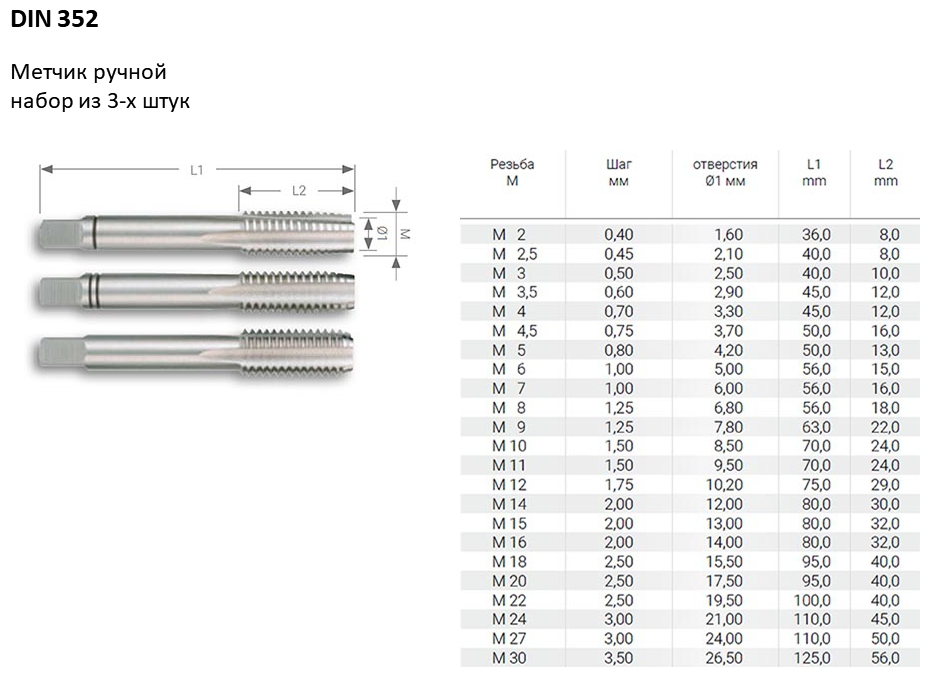
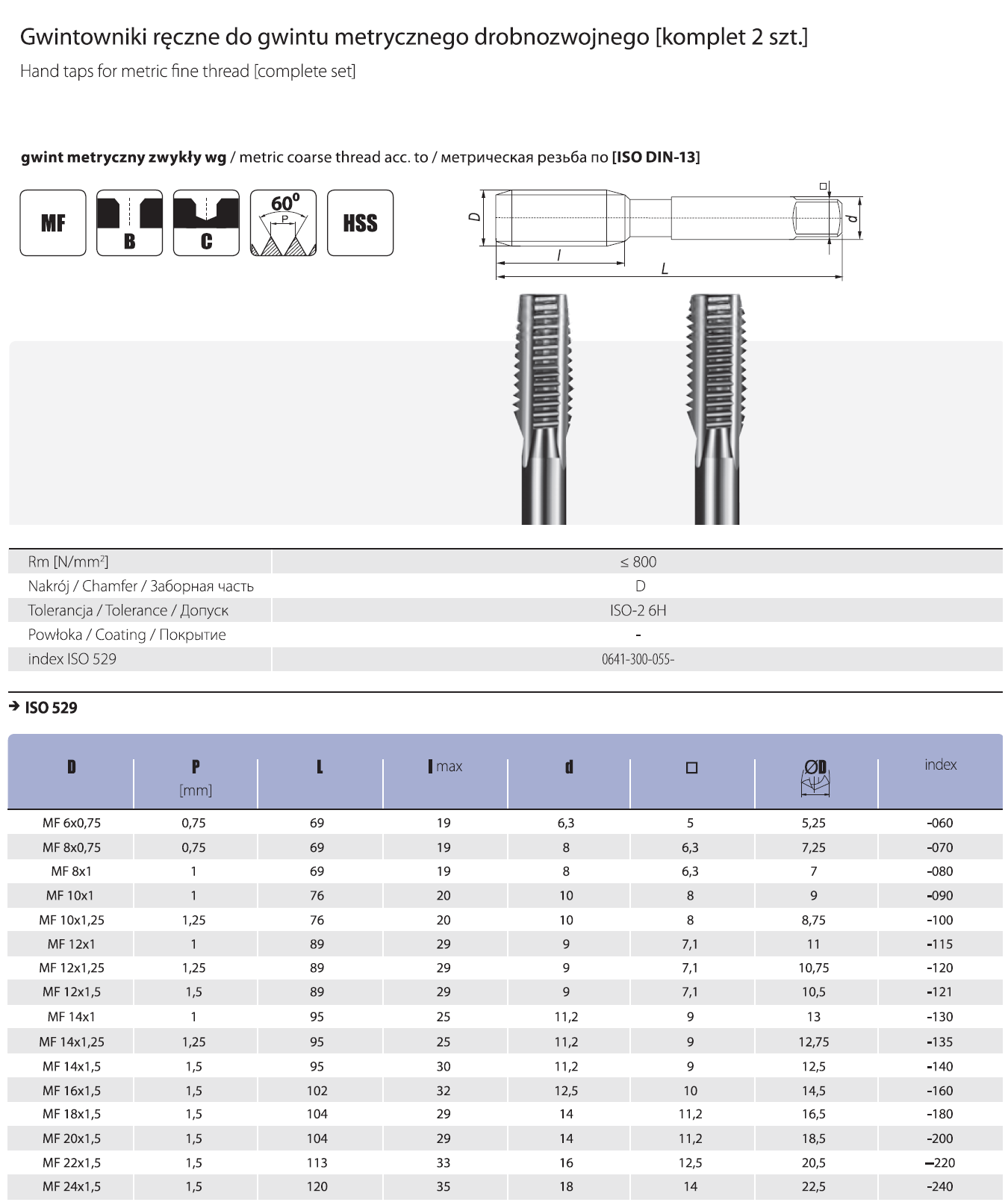
- ручные, состоящие из комплекта 2 или 3 шт. Первый номер в комплекте необходим для черновой, а последний — для чистовой нарезки резьбы.
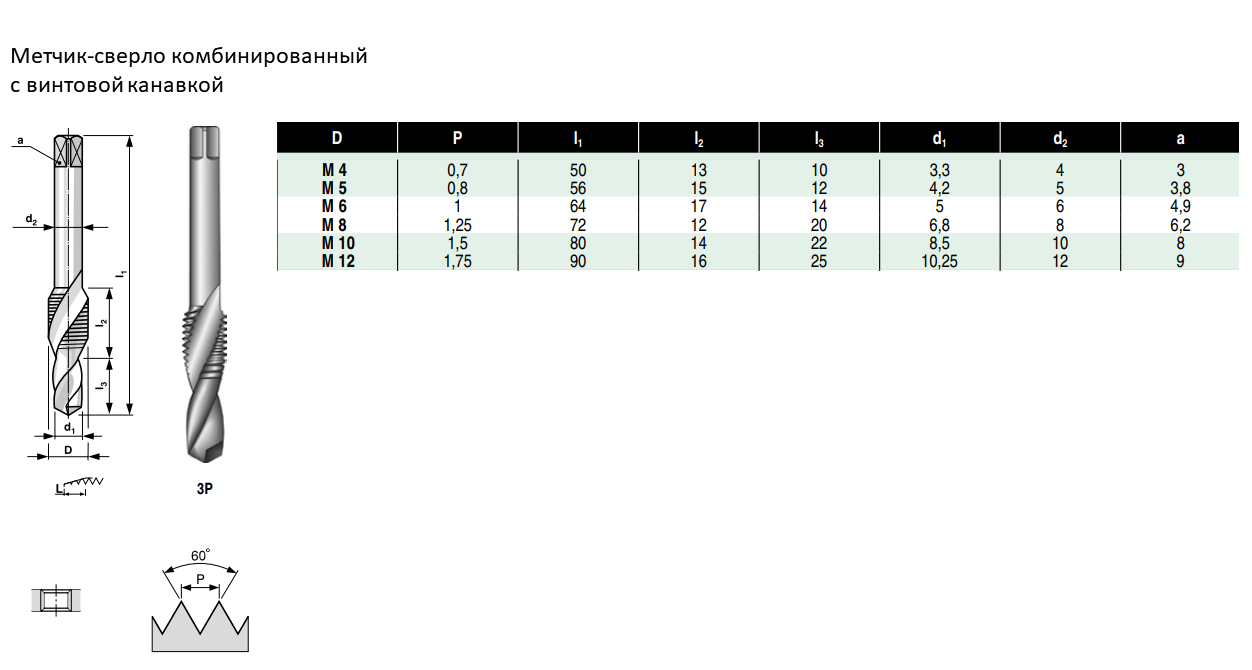
В зависимости от обрабатываемой детали на метчике, форма канавок
может быть прямой или винтовой и с укороченными канавками,расположение зубьев по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут. Метчики для глухих отверстий имеют спиральные канавки, что позволяет легко выводить стружку наверх. У метчика для сквозных отверстий прямая канавка.
Резьбонарезной патрон

Резьбонарезной патрон предназначен для нарезания резьбы метчиком.
Состоит собственно из патрона, с коническим хвостовиком и набора предохранительных резьбонарезных головок, настроенных под необходимое усилие нарезаемой резьбы. Учтите конусность станка при подборе патрона. Резьбонарезной патрон имеет компенсацию по длине инструмента, те нет необходимости давить на метчик при работе. Метчик в патроне надежно фиксируется и легко устанавливается.
Патрон предполагает систему защиты от перегрузок и осевую компенсацию шага резьбы. При увеличении крутящего момента метчик останавливается, патрон прокручивается.
Из плюсов резьбонарезного патрона выделим следующие:
- быстрота смены метчика вместе с предохранительной головкой,
- защита от поломки и метчика и двигателя магнитного станка,
- нарезать резьбу может мастер, не имеющий высокой квалификации.
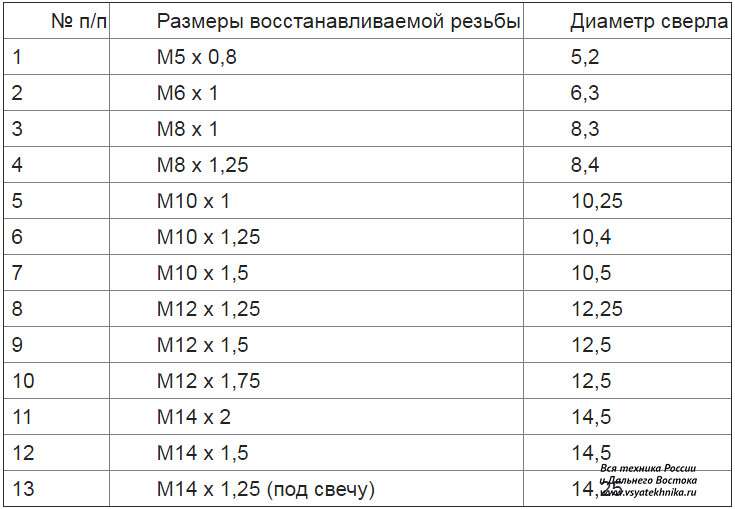
Соответствие диаметра отверстия необходимой резьбе
Для того, чтобы просверлить правильный диаметр отверстия под нужную резьбу, воспользуйтесь сводными таблицами. Ниже приводим стандартную таблицу соответствия метчиков и диаметров отверстий для внутренней метрической резьбы.
Реверсивный станок на магнитном основании AT-S SU-48R
Оснащен электронным реверсом, который позволяет нарезать резьбу и в глухих, и в сквозных отверстиях.
Магнитные сверлильные станки могут применяться для выполнения нескольких задач. В некоторых случаях показатель их функциональности зависит от оснастки. Для нарезания резьбы в сквозных отверстиях вы можете использовать любые магнитные сверлильные станки. Для глухих отверстий нужна опция реверса.
Многофункциональный магнитный станок SU-48R промышленного назначения отличается особыми преимуществами:
- наличие реверса,
- двухскоростной привод со шпинделем Конус Морзе 2,
- малый размер,
- легкий вес,
- высокая эффективность,
- плавная регулировка скорости.
Помимо этого мощный двигатель поддерживает постоянную мощность, имеет механизм плавного пуска, электронное ступенчатое управление скоростью и систему предохранения от перегрузки.
Редуктор привода станка имеет масляную ванну, что обеспечивает лучшую смазку, своевременное охлаждение и увеличивает срок службы станка. Пониженная передача и наличие реверса позволяют нарезать с помощью станка резьбу в сквозных и глухих отверстиях. Станок может выполнять несколько функций: сверление корончатыми и спиральными сверлами, резьбонарезание в глухих и сквозных отверстиях и снятие фаски отверстия зенкером. Особые положительные отзывы в условиях пониженной t °C.
Подробнее о станке
Нарезание резьбы в отверстии
- используйте низкие обороты,
- старайтесь вводить метчик в металл плавно и постепенно, после закрепления метчика в отверстии нарезание продолжится постепенно за счет компенсации в резьбонарезном патроне;
- глухая резьба выполняется только на станках с реверсивным ходом. После прохода метчиком глухого или сквозного отверстия, включите реверс и выведите метчик,
- после исполнения резьбы в сквозном отверстии на безреверсивном станке извлеките метчик и затем поднимите привод.
- ВСЕГДА: используйте охлаждающие и смазывающие средства.

Размеры метрические и дюймовые
Эти знания понадобятся, если вам предстоит работать не только с отечественной маркировкой, но и с зарубежной.
| Окружность спирали в дюймах | Сечение сверла в мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,25 | 39,2 |
| 1,75 | 41,6 |
| 1,5 | 45 |
Источники
- https://met-all.org/obrabotka/prochie/diametr-sverla-pod-rezbu-metricheskuyu-tablitsa-razmerov.html
- https://www.rocta.ru/info/sverla-pod-rezbu-tablicy-dlya-narezaniya-i-metchikov-razmery-i-diametry-po-gost/
- https://stroychik.ru/tools/narezka-rezby
- https://metmastanki.ru/diametr-sverla-pod-rezbu-tablica
- https://WikiMetall.ru/oborudovanie/diametr-sverla-pod-rezbu.html
- https://mekkain.ru/stati/diametr-otverstiya-pod-metricheskuyu-rezbu.html
Как восстановить резьбу в отверстии без метчика
Вопрос, как восстановить резьбу в отверстии без метчика, часто задают люди, вообще не разбирающиеся в резьбовых соединениях. На этот вопрос есть лишь один ответ. Восстановить резьбу для получения максимальной надежности без использования обычных или специальных метчиков невозможно. Есть лишь способы нарастить поврежденные поверхности и усилить прочность соединений до определенных уровней.
Использование эпоксидного клея
Этот способ не подходит для восстановления и усиления соединений, подвергающихся высоким нагрузкам и вибрациям. Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Фотография №4: эпоксидный клей для восстановления резьбы
Если же нет необходимости обеспечения высокой надежности соединения, действуйте так.
Заполните эпоксидным клеем отверстие.
Подождите пока полимер затвердеет.
Дождитесь набора порочности.
Холодная сварка
Холодную сварку также можно применять только при работе с неответственными деталями, не подвергающимися высоким нагрузкам и вибрациям. Соединения получаются более надежными, чем при использовании для восстановления резьб эпоксидного клея.
Чаще всего в нашей стране применяют двухкомпонентные составы следующих марок.

Фотография №5: холодная сварка ABRO
При использовании для восстановления резьбы двухкомпонентной холодной сварки действуйте так.
Вскройте упаковку и вытащите компоненты.
Тщательно обезжирьте поверхности наружной (на предназначенном для вкручивания изделии) и внутренней (в отверстии) резьб. Для этого используйте состав из первого тюбика. Обрабатывайте все тщательно. Наличие налета и мусора ухудшит результат сварки.




Обработайте поврежденную внутреннюю резьбу антиадгезионным составом из второго тюбика.
Смешайте в равных долях вещества из первого и второго тюбиков. Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
Нанесите полученную смесь на предназначенное для вкручивание изделие.
Обеспечьте необходимый температурный режим.
Не трогайте детали в течение указанного в инструкции времени.
Обратите внимание! Не жалейте смесь. При вкручивании изделия ее излишки должны вылезать от давления наружу
Это обеспечит правильное формирование витков при восстановлении резьбы.
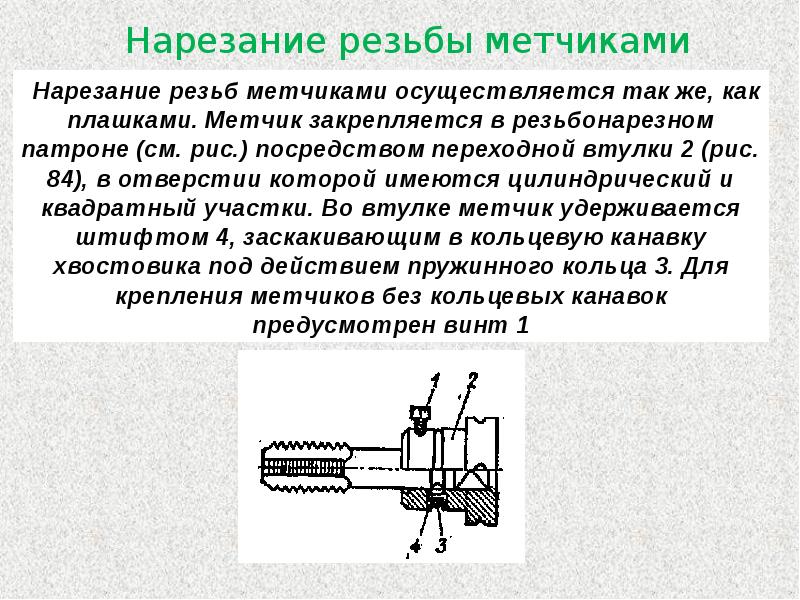
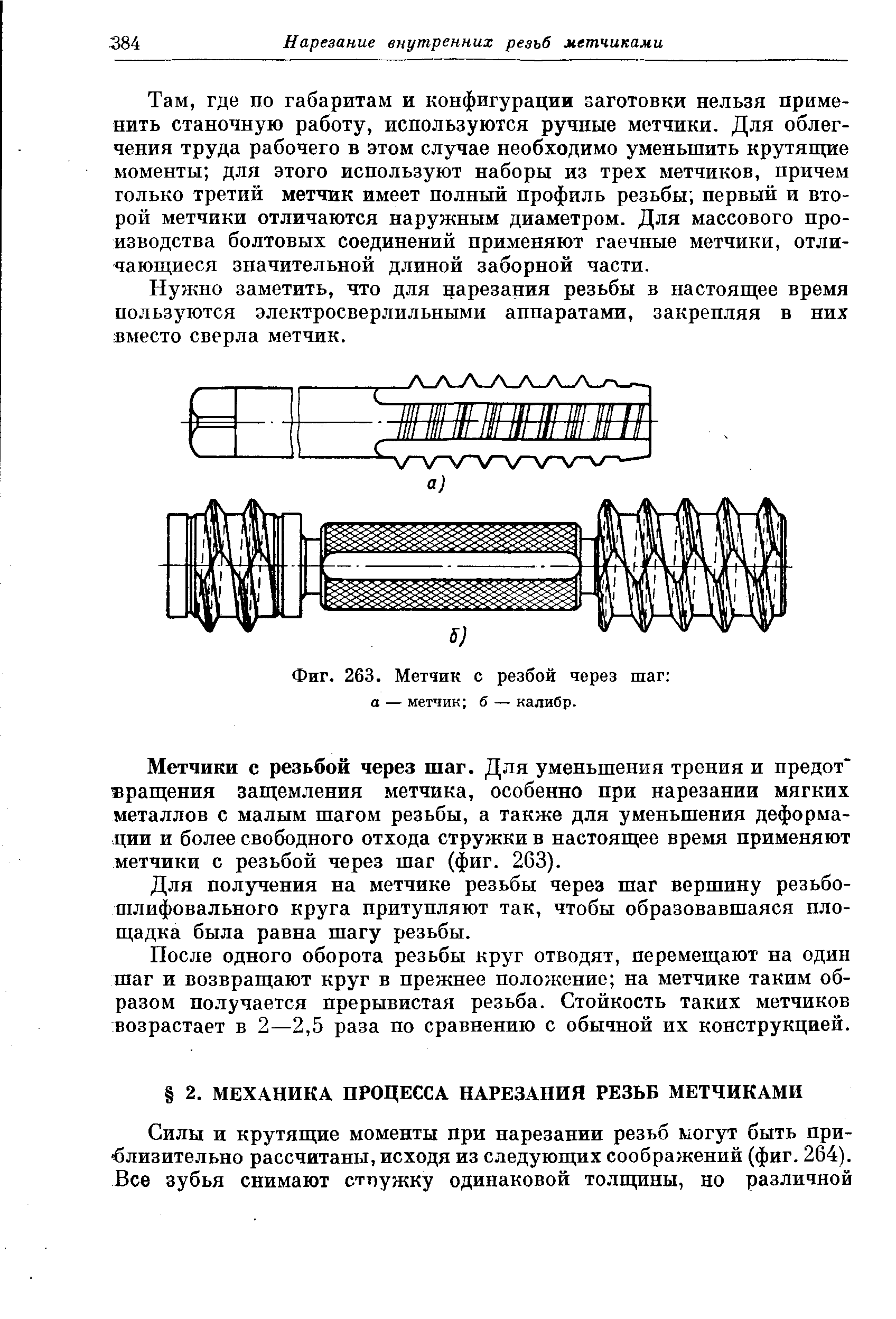
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
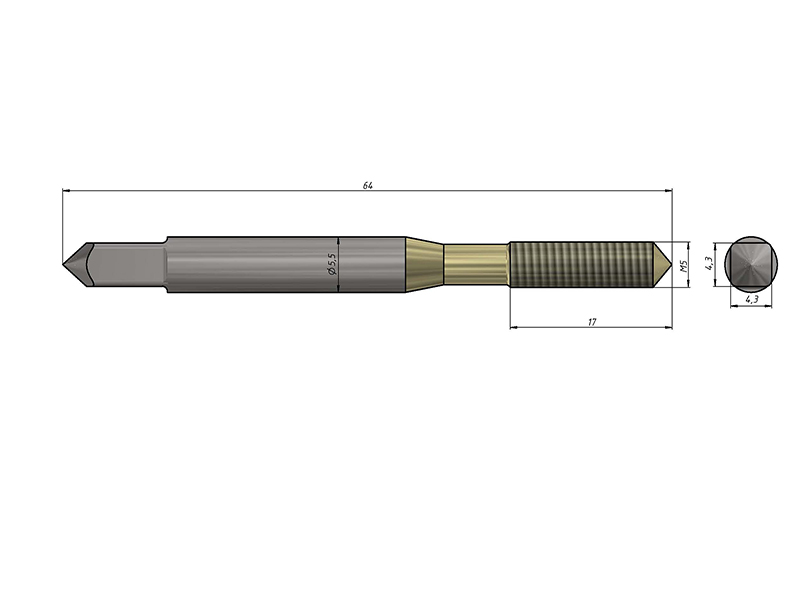
Нужно нарезать резьбу, а под рукой нет воротка? Не расстраивайтесь. За полчаса вы при наличии подходящих деталей сможете сделать метчикодержатель своими руками. Тратить время на поход в магазин не придется. В этой статье мы в деталях расскажем, как изготовить самодельный вороток в домашних условиях.
С необходимостью вытащить сломанный метчик из сквозных или глухих отверстий иногда сталкиваются даже опытные мастера. В этой статье мы опишем способы решения данной проблемы.
Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.
Метчики и плашки, еще их называют лерками, незаменимый резьбонарезной инструмент в современном машиностроении. Причем они могут использоваться как для нарезания резьбы ручным способом, так и для формирования резьбы при помощи станка.
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке.
Метчик — основной инструмент для нарезания внутренних резьб.
Нарезаю резьбу на трубе леркой, либо клуппом.
Для нарезки резьбы на трубе диаметром 15 (она же 1/2″, она же полдюйма), я обычно использую лерку в леркодержателе, которую надеваю на подготовленный срез трубы, той стороной, которая имеет грани, за счёт своей длины она выполняет роль направляющей, что важно для равномерного зацепа леркой. Слегка придавливаю в торец рукой и вращаю за грани разводным ключом, по часовой стрелке. Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки
В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба
Не всегда возможно использовать направляющую сторону, связано это бывает с тем, что срез трубы по каким либо причинам произведён очень близко к врезке в стояк, тогда заход делаешь со стороны лерки. В этом случае надо быть внимательнее, держать лерку перпендикулярно оси трубы, иначе резьба может пойти криво и витке на четвёртом продавит трубу насквозь. Собственно если фаску снял по всему диаметру ровненько, то и заход пойдёт ровно, соответственно и вся резьба.
Можно нарезать резьбу и клуппом, но обычно труба этого диаметра используется на разводке, и использовать вороток из-за массивности не представляется возможным.
Всё для резьбы на трубе.
На трубе диаметром 20 (она же 3/4″, она же три четверти дюйма), резьбу нарезаю клуппом, хотя на всякий случай имею и трёхчетвертную лерку в леркодержателе. Из тех же соображений, что и в выше описанном пункте.
А трубы диаметром 25 (она же 1″, она же дюймовая) и диаметром 32 (она же 1 1/4″ , она же дюйм с четвертью), нарезаю только клуппами с воротком-трещоткой. Связано это исключительно с трудоёмкостью выполнения этой работы. Используя клуппы процесс гораздо упрощается, облегчается и ускоряется.
На фото помимо лерки и клуппов с воротком, представил, что использую для герметичности резьбового соединения, а именно универсальный, сантехнический герметик и сантехнический лён. После того, как нарезал резьбу, наношу на неё герметик, стараясь, распределить равномерно по всем виткам, и уже после этого наматываю лён, подробно об этом рассказываю (и показываю) в другой статье, ссылку оставлю ниже.



Соединения бывают не только резьбовыми.
В моей профессии приходится соединять полипропилен с чугуном, при монтаже канализации.
В основном это соединение осуществляется посредством переходной резиновой манжеты, которую промазывая герметиком вставляешь в раструб чугунной трубы или фитинга, а уже в неё вставляешь промазанный герметиком фитинг или трубу из полипропилена. За счёт этого соединение герметично.
На фото представлена каболка, различная по толщине, используется она также при монтаже канализации, посредством утрамбовывания в зазор между выше описанными материалами. Использование каболки удобно тем, что её можно распустить и выбрать прядь необходимой толщины. Актуально её применение в случае, когда переходная манжета не подходит по размеру, такие случаи не часты, но всё же встречаются.
Видео: клупп — инструмент для нарезки резьбы на трубе:
Возможно и эти статьи будут вам полезны:Как нарезать резьбу на трубе. 10 важных нюансовКак подмотать резьбу герметично (видео)Как проще резать болгаркой
Если есть вопросы или дополнения, пишите в графе комментарии. На сегодня всё, успехов в работе, с уважением Андрей.
Надоело искать информацию от практиков? Подпишись (крути страницу вниз), и информация найдёт тебя сама. Клик по иконке соцсети — лучшая награда за мой труд.
Поделиться с друзьями в сети:
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
- Электрической дрели, которая способна работать на низких оборотах.
- Высококачественного сверла, диаметр и угол заточки которого подбирается по табличным значениям или высчитывается.
- Для снятия с краев отверстия фаски потребуется зенковка или сверло большого диаметра.
- Одного или целого комплекта (в зависимости от типа) метчиков соответствующего размера.
- Ручного держателя, который подходит для применяемого инструмента.
- Слесарных тисков, в которых будет осуществляться фиксация изделия. При нарезании резьбы происходит снятие определенного слоя металла, что возможно исключительно при прикладывании большого усилия. Если заготовка или готовое изделие будут плохо зафиксированы, то качество обработки будет низким.
- Керна и молотка.
- Для того чтобы упростить поставленную задачу, рекомендуется использовать машинное масло для смазывания как самого инструмента, так и обрабатываемой поверхности. Если не использовать машинное масло или другое вещество, обладающее аналогичными свойствами, то процесс может существенно затянуться.
- Ветоши.
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.





