

Как нарезать резьбу на трубе своими руками: делаем резьбу
Очень часто во время установки магистралей трубопровода или же в процессе его ремонта необходимо старые трубы менять на новые. Для этого должна производиться нарезка на новых трубах подходящей резьбы.
У опытного мастера вряд ли будут со всем этим проблемы, ведь за годы работы он «набил себе руку» и может сделать все практически без усилий. Тем более, у профессионалов есть все необходимые для этого инструменты.
Что, если это нужно обычному человеку, который не знает, как сделать резьбу на трубе? Услуги сантехника часто имеют чрезмерно высокую стоимость.
Резьба необходима везде
Итак, для начала нужно запомнить, что на трубах всегда нарезается трубная резьба. Кроме этого, не стоит долго думать насчет размеров, ведь во всех квартирах трубы стандартные, и их размеры могут быть равны 1″, 1 1/4″, 3/4″ или 1/2″. Поэтому, для нарезки резьбы своими руками нужно обзавестись плашкой или трубным клуппом.
Как нарезать резьбу на трубе при помощи плашки
Сначала речь будет идти о плашке. Иногда можно услышать, как этот инструмент называют «леркой», хотя последний термин пришел еще со времен СССР. Это достаточно обычный инструмент, который можно приобрести в любом магазине с металлорежущим инструментом.
Но перед тем как идти и покупать себе плашку, стоит узнать размер труб, на которых будет нарезаться резьба. В основном это полдюйма, три четверти или дюйм. Когда размер известен, приобретается обычная плашка с трубной цилиндрической резьбой. На таких инструментах в маркировке имеется буква G, то есть плашка на полдюйма будет иметь маркировку G1/2″. С использованием таких инструментов резьба на трубах будет выполнена правильно.
Поскольку держа в руках плашку, резьбу не накрутить, нужно обзавестись плашкодержателем. Его стоимость может быть равной стоимости плашки, а может даже превышать ее. Если работа будет производиться всего один раз, тогда можно приобрести китайский плашкодержатель, цена которого ниже стоимости отечественного. Если же хочется купить качественный инструмент, тогда лучше заплатить больше денег, но стать владельцем отечественного держателя. Причиной низкой надежности китайской плашки является сырьевой материал силумин.
Плашка для нарезки резьбы
Как нарезать резьбу на трубе плашкой – достаточно сложный процесс. По крайней мере, для тех, кто никогда еще такого не делал. Все дело в том, что у плашки отсутствует направляющий, поэтому сразу же ровно нарезать резьбу очень сложно, и ее постоянно «закашивает», чего допускать нельзя. Именно поэтому, если нет опыта нарезания резьбы, то лучше запастись специальным инструментом под названием клупп.
Резьба на трубе при помощи клуппа
Теперь о том, как нарезать резьбу на трубе клуппом.
Этот инструмент является очень удобным. Причем правильно все сделать сможет даже тот человек, который никогда в жизни ничего подобного не делал.
Все очень легко, и причиной легкости является специальная направляющая, которой обладает инструмент. В эту направляющую вставляется труба, после чего человеку остается только крутить клупп, и резьба будет нарезаться самостоятельно почти без усилий.
Чтобы облегчить процесс, можно приобрести специальную трещотку, которая позволит не снимая инструмент, крутить клупп, даже если для этого будет мало пространства.
Если необходимо нарезать резьбу на трубе большого диаметра, то есть от одного дюйма, то лучше обзавестись специальным удлинителем для трещотки. Это сделает рычаг большим, а значит, усилия для нарезки будут меньшими. Кроме всего прочего, когда осуществляется нарезка резьбы на трубах вручную, нужно поливать трубу специальной жидкостью для нарезания резьбы или обыкновенным машинным маслом.
Такой шаг облегчит процесс. Причем этим приемом можно пользоваться при нарезке резьбы в любом материале и любым инструментом, будь то метчик, плашка или клупп. Как видно, нарезка резьбы клуппом существенно облегчает процесс создания резьбы, но в свою очередь, это ведет к повышению расходов.
Электрические машины облегчают труд
Существуют и специальные электрические клуппы, где нарезать резьбу на трубе не требует никаких дополнительных усилий.
Принцип действия такого инструмента полностью совпадает с принципом ручного клуппа, но вместо усилий, прикладываемых человеком, здесь работает электрический двигатель. Таким образом, нарезка резьбы вообще не составит для человека труда, поскольку все, что нужно будет ему сделать, это установить устройство на трубу, предварительно смазав его маслом, и включить электроклупп.
phoenix-master.com
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп

Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.









Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Нарезание резьбы. Необходимые понятия
Этот процесс представляет собой обработку стержня или отверстия при помощи специального инструмента для нарезки резьбы на трубах с целью получения наружных либо внутренних поочерёдных выступов-витков и спиральных канавок.
Основными характеристиками резьбы являются:
- шаг. Это расстояние между вершинами или основаниями соседних витков;
- профиль. Поперечное сечение у витка может быть трапецеидальным, треугольным, прямоугольным и др. В деталях санитарно-технических систем используется исключительно треугольный профиль;
- угол профиля. Он образуется пересекаемыми сторонами (боковыми гранями) витков;
- глубина. Это расстояние от вершины до основания резьбы;
- наружный, средний и внутренний диаметры.
Наружный равен расстоянию между точками двух противоположных сторон резьбы. Средний диаметр ˗ это расстояние между вершиной и основанием профилей, которые находятся на противоположных сторонах детали. Внутренний представляет собой расстояние между противоположными впадинами.
Любая резьба имеет свои технические характеристики
Как нарезать резьбу на трубе?
Использованием ручного инструмента подразумевает соблюдение определённой последовательности действий. Нарезка резьбы на трубах:
- Очистить рабочие поверхности от грязи, декоративных покрытий. Для этого можно воспользоваться шлифовальной машинкой, наждачной бумагой.
- Зажать трубу с помощью тисков, чтобы она находилась неподвижно.
- Смазать оливой рабочую поверхность.
- Выкрутить зажимные болты из оснастки.
- Надеть насадку на трубу. Медленно вкрутить прижимные болты.
- Направляющие закрепить на месте.
- Установить режущие части.
- Под лёгким нажимом начать крутить инструмент по часовой стрелке.
Проводить нарезку нужно плавными движениями, без рывков, чтобы не испортить резьбу. Снимается оснастка после откручивания стопорных болтов.
Существует несколько особенностей, которые нужно изучить до создания резьбового соединения:
- Трубы, которые соединены с общей системой трубопровода, должны удерживаться газовым ключом при создании соединения. Это нужно для предотвращения вращения изделия.
- Легче нарезать смазанное солидолом место. Резцы меньше тупятся после добавления смазки.
- Резцы желательно покупать той же фирмы, что и держатель. Если фирмы различаются, рабочие части могут не подойти к общей конструкции.
- Перед началом работ проверять заточку резцов. Тупые грани могут испортить поверхность металла.
- При работе можно изменять положение рабочих частей, что позволяет не снимать конструкцию до окончания работ.
- Использовать специальную охлаждающую смазку, которая не будет позволять резцам перегреваться.
После создания соединения на двух элементах трубопровода, необходимо проверить насколько подходят отдельные части друг к другу. Если произошёл перекос, трубы не смогут соединиться.
Резьбовые соединения используются до сих пор. Изготавливать их можно с помощью плашек, клуппов, токарных станков. Второй вариант считается удобнее, если сравнивать их с другими ручными инструментами
Важно выбирать качественные рабочие части, проверять их заточку перед проведением работ. Качественные резцы изготавливают из легированных сталей
Вопросы и ответы
Как нарезать резьбу на трубе, расположенной у стены?
Сложность нарезания резьбы на трубе, расположенной у стены, заключается в недостаточном объеме пространства для манипуляций. Работа проводится в стандартной последовательности, но для этого придется разобрать часть стены или демонтировать фрагмент трубопровода, на котором предстоит нарезать резьбу.
Как нарезать резьбу на трубе из нержавеющей стали?
Из-за большого количества легирующих компонентов в составе нержавеющей стали обрабатывать трубы из этого материала проблематично. Упростят процедуру обильное использование смазывающих веществ и выбор инструмента, рабочая часть которого обладает высоким запасом износостойкости.
Ручные инструменты
Ручные приспособления являются основным видом для нарезания резьбы в быту, их применение имеет следующие особенности:
- Доступность. Ручные приспособления имеют самую низкую цену среди устройств подобного типа поэтому доступны любому хозяину.
- Функциональность. При нанесении нарезки используется основное устройство (плашкодержатель, вороток), в которое вставляется режущий инструмент с нужными параметрами.
Рис. 5 Плашка Зубр и метчики в наборах резьбонарезного инструмента
Компактность. Ручные приспособления занимают мало места и не требуют для проведения операций большого пространства.
Промышленность выпускает готовые наборы из метчиков и плашек разных размеров для нарезки резьбового профиля – это существенно упрощает задачу поиска необходимых приспособлений.
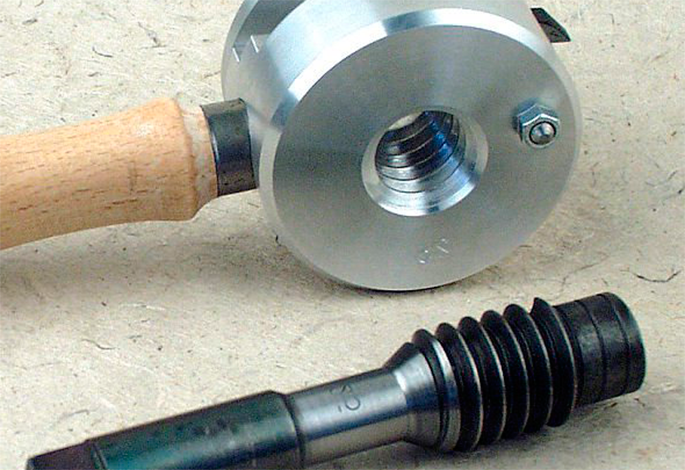
Инструменты для ручной обработки – метчик
Метчик является основным устройством для прорезания внутренней резьбы, которая редко используется в трубопроводных линиях. Порядок работы с метчиком состоит из нескольких простых этапов:
- Смазывают внутренние стенки заготовки машинным маслом, помещают метчик в вороток и вставляют в отверстие, следя за тем, чтобы не было перекосов. Рабочий конец метчика имеет конусную форму, поэтому снимать внутреннюю фаску нет необходимости.
- Совершают несколько вращательных движений по часовой стрелке в направлении витков, затем вращают метчик обратно. Процедуру повторяют несколько раз, делая 3 – 4 прохода вперед и назад.
- Извлекают метчик наружу и очищают его кромки от стружки, такую же операцию проводят и с внутренними стенками заготовки. Если элементы не очищать от стружки, профильные зубцы могут быть повреждены из-за ее попадания в канал.
Рис. 6 Ручной резьбонарезной инструмент для труб в работе
Использование плашки
С помощью плашки удобно делать внешнюю нарезку на заготовках малого диаметра, перед проведением процедуры элемент с нужными параметрами вставляется в плашкодержатель, дальнейшие операции выполняются в следующем порядке:
- Напильником, наждачной бумагой или болгаркой снимают фаску с торца внешних стенок заготовки, машинным маслом смазывают резцы и обрабатываемую поверхность.
- Помещают плашку поверх детали и делают несколько оборотов, стараясь держать инструмент строго по центральной оси заготовки. Затем отворачивают ее обратно и снова вращают вперед, проходя большее расстояние.
- После 3 – 4-х проходов в разных направлениях плашку снимают и очищают поверхность детали и резцов от стружки.
При резке плашкой или метчиком рационально использовать отдельные элементы для черновой и чистовой обработки – это упрощает процесс и повышает качество профильной поверхности резьбовых витков.
Рис. 7 Клуппы трубные
Применение клуппа
Клупп является ручным резьбонарезным инструментом, современной модификацией плашки и работает по одинаковому с ней принципу. Его основные отличия от плашки:
- направляющая цилиндрическая часть с ребрами;
- возможность установки в специальную трещотку с прочной удобной ручкой;
- длинные резцы, с неполным сечением с краю и постепенно переходящие в основной профиль, поэтому резьба режется постепенно, что упрощает и облегчает проведение работ;
- возможность замены изношенных резцов в головке на новые;
- проблемы при нарезании короткой резьбы из-за неполной прорезки поверхности в конечной части. В этом случае дополнительно используют плашку или обрезают клупп до зубцов с полным профилем.
Проведение работ клуппом при нарезании аналогично действиям с плашкой, его можно проворачивать электроинструментом, трещоткой с ручкой или разводным газовым ключом, зажимая ребра цилиндрической направляющей части.
Рис. 8 Трубные электрические резьбонарезные клуппы









Стандарты резьб
Рассмотрим несколько вариантов. Стоит учесть, что некоторые вообще перестали применяться при изготовлении
Поэтому мы акцентируем ваше внимание на конкретных видах, востребованных во всем мире
G — Цилиндрическая (дюймовая) трубная резьба
В Русской системе стандартизации обозначается ГОСТ 6357-81, на мировой арене – BSPP. Именно такие изделия в большинстве случаев применяются в работе с газовыми или водопроводными трубами и продаются в любой торговой точке. Как правило, бронзовая, стальная, или латунная сантехническая арматура оснащается данным стандартом. Что касаемо самостоятельной нарезки, то вам придется пользоваться английской аббревиатурой.
Плюсы заключаются в следующем:
G – международный знак резьбы, понятный всем.
Исчисление диаметров производится в дюймовой системе от 1/16 до 6.
Угол профиля составляет 55 градуса, а вверх несколько закруглен.
Шаг имеет всего четыре позиции, которые мы и представляем вам в таблице.
| Шаг в мм, P | Количество витков |
| 0,907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
Расшифровка очень простая и по ней можно понять, какой параметр что обозначает. Итак:
Первая G говорит о виде стандарта.
d или D – диаметры условного прохода в дюймах.
А, В, С – класс точности исполнения от максимального до понижающего.
LH говорит, что изделие с левой резьбой.
Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
| Размер условного прохода резьбы G | Шаг в миллиметрах | Диаметры (мм) |
| Ряд 1 Ряд 2 | d=D d2=D2 d1=D1 | |
| 1/8 | 0,907 | 9,728 9,147 8,566 |
| 1/4 | 1,337 | 13,154 12,301 11,445 |
| 3/8 | 16,662 15,806 14,95 | |
| 1/2 | 1,814 | 20,955 19,793 18,631 |
| 5/8 | 22,911 21,749 20,587 | |
| 3/4 | 26,441 25,279 24,117 | |
| 7/8 | 30,201 29,039 27,877 | |
| 1 | 2,309 | 33,249 31,77 30,291 |
| 1/8 | 37,897 36,418 34,939 | |
| 1-1/4 | 41,91 40,431 38,952 | |
| 3/8 | 44,323 42,844 41,365 | |
| 1-1/2 | 47,803 46,324 44,845 | |
| 3/4 | 53,746 52,267 50,788 | |
| 2 | 59,614 58,135 56,656 |
R — стандарт трубной конической резьбы
BSPT является аббревиатурой международного значения и подчиняется отечественному нормативу по ГОСТу за номером 6211-81.
По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
Согласно государственному стандарту данный процесс должен отвечать таким требованиям:
- Угол профиля составляет 55 градуса.
- Создание шага соответствует определенному размеру трубы.
- Максимально возможный диаметр используемого изделия – 6 дюймов. Более широкие образцы не подлежат винтообразному соединению, в таких случаях применяется сварка или фланцы.
Соединительная арматура данного стандарта используется в местах с повышенным давлением и температурой для максимальной герметизации системы. Поэтому необходимо в точности соблюдать установленный страной норматив по соотношению параметров.
Прочие стандарты
Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
- Метрическая нарезка, которая не подходит для монтажа труб. По названию понятно, что на схемах и чертежах единицей измерения является производная от метра, то есть миллиметр.
- Буквы Кр на изделии говорят о том, что это сантехнический товар со своеобразным профилем и плавной круглой резьбой.
- NPSM, NPT, NPTF являются обозначением американской системы стандартизации. Продукция имеет форму равнобедренного треугольника и отличается от своих аналогов углом профиля, который соответствует 60, а не 55 градуса.
Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
| Обозначение условного прохода | Число витков на 1 дюйме | d=D | d2=D2 | d1=D1 |
| 1|8 | 27 | 10,272 | 9,510 | 8,766 |
| 1|4 | 18 | 13,572 | 12,443 | 11,314 |
| 3|8 | 17,055 | 15,926 | 14,797 | |
| 1|2 | 14 | 21,223 | 19,772 | 18,321 |
| 3|4 | 26,568 | 25,117 | 23,666 | |
| 1 | 11 1|2 | 33,228 | 31,461 | 29,694 |
| 1 1|4 | 41,985 | 40,218 | 38,451 | |
| 1 1|2 | 48,054 | 46,287 | 44,52 | |
| 2 | 60,092 | 58,325 | 56,558 |
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку.
Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Пошаговая инструкция к нарезанию резьбы при помощи плашки
Наиболее распространенным можно назвать плашку самых различных видов. Он входит в число необходимых инструментов для нарезания витков. Среди его особенностей отметим нижеприведенные моменты:
- Плашка выглядит как гайка, изготавливаемая из закаленной стали. С торцевых сторон распроложены отверстия, выполненные в виде цветка. Для обеспечения механической обработки грани представлены острыми режущими кромками. За счет лепестковой формы обеспечивается отведение стружки от зоны резания.
- В корпусе есть отверстия, предназначенные для установки рукоятки. Расположены они по боковым сторонам, за счет чего обеспечивается равномерное воздействие.
Плашка получила большое распространение по причине того, что довольно проста в применении. Рекомендации по ее применению выглядят выглядит следующим образом:
- На момент обработки труба должна быть вертикально расположенной. При этом она фиксируется при помощи тисков.
- Рекомендуется провести очистку поверхности, а также создание фаски.
- На трубу следует нанести масло, которое упростит ход плашки по трубе.
- Стоит учитывать, что плашка должна быть расположена строго вертикально. Даже при отклонении всего на 10 градусов приведет к снижению качества получаемых витков.
- Рукоятку следует вращать по часовой стрелке.
- Для того чтобы повысить качество получаемой поверхности следует после двух витков делать один обратный, за счет чего обеспечивается отвод остатков металла от режущей части.

Нарезание резьбы плашкой
Во время проведения работы следует периодически смазывать рабочую часть и трубу маслом. Смазывающиеся вещества делают процесс резания более простым и плавным.
Нарезание резьбы на стальных трубах
Одним из наиболее распространенных способов соединения труб является резьбовое соединение на фитингах. Существует два вида соединения: муфтой, угольником, тройником, крестовиной; подвижной муфтой с полным смещением ее заподлицо с концом трубы («сгон»).
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек.
Один из комплектов предназначен для труб диаметром 1/2″ — 3/4″, второй 1″ — 1 1/4″ и третий 1 1/2″ — 2″. При работе клуппом приходится прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром более 1 1/2″ выполняют два человека.
Нарезание резьбы на трубах выполняют в следующей последовательности.
1. Стальную трубу проверяют по диаметру (см. табл. 5) и надежно зажимают в прижиме, не допуская ее смятия. Выдвинутый над прижимом конец трубы должен составлять 150—200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ветошью от грязи, Окалины и коррозии, заусенцы снимают напильником.
3. Проверяют и готовят клупп к работе, т. е. очищают все час клуппа от пыли и грязи, а все трущиеся части его смазывают машинным маслом.
4. Подбирают необходимые плашки под размер резьбы, очищают; их от пыли и грязи, проверяют остроту режущих кромок и неправность резьбовых ниток.
5. Плашки устанавливают в клупп, поворачивая рукояткой диск-планшайбу до упора. Места установки плашек в корпусе клуппа должны быть полностью открыты. Плашки поочередно вставляют в клупп, закрепляя их поворотом диска в противоположную сторону.
Правильность установки плашек проверяют, перемещая рукоятки диска в ту или другую сторону. При этом плашки должны одновременно сближаться к центру или расходиться от него без приложения больших усилий. Точность установки плашки на нужный размер проверяют по делениям на корпусе клуппа. Положение диска и плашек закрепляется установкой «защелки» в шлицевую прорезь на диске. Прием нарезания резьбы показан на рис. 194.






6. Нарезаемый конец трубы и плашки смазывают вареным маслом.
7. Клупп устанавливают на конец трубы и, вращая червячный винт, три направляющие плашки доводят до соприкосновения с цилиндрической поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.
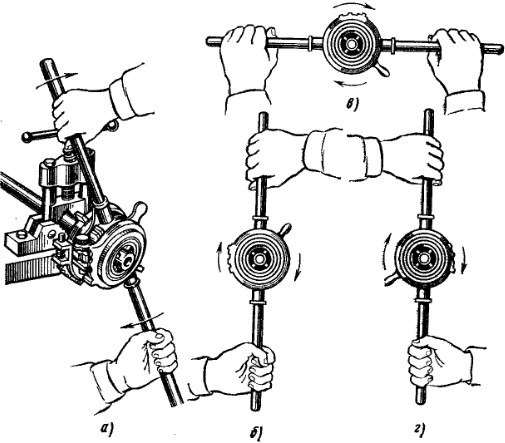
Рис. 194. Нарезание трубной резьбы клуппом:
а — общий вид; б — первый поворот; в — второй поворот; э — третий поворот
8. Клупп налаживают для первого прохода резьбы так, чтобы заборная часть резьбовых плашек была размещена от края трубы на две-три нитки резьбы. Затем, вращая винт, перемещающий защелку, а вместе с ней и диск, сжимают резьбовые плашки таким образом, чтобы они врезались в поверхность трубы примерно на 0,3 — 0,5 мм.
9. Клупп вращают в четыре приема (за каждый прием необходимо описать угол не более 90°, см. рис. 194).
Вращение выполняют до тех пор, пока не будет выполнен первый проход на заданную длииу нарезания резьбы. Длину нарезанной части проверяют измерительной линейкой, она равна сумме длины конца трубы, вышедшей из клуппа, и ширины плашки.
10. После выполнения одного прохода обратным вращением клуппа плашки подводят к концу трубы и устанавливают в первоначальное положение.
11. Вторично сжимают плашки винтом так, чтобы они врезались в стенку трубы, и вращают до конца нарезки.
12. После выполнения второго прохода обратным движением плашки приводят в первоначальное положение, затем продолжают выполнять последующие проходы.
Качество нарезаемой резьбы зависит от числа проходов, поэтому для получения полной и хорошей резьбы надо выполнять следующее число проходов: при диаметре труб до 1″ — два прохода, а свыше 1″— три прохода.
Перед каждым повторным проходом поверхности резьбы детали и плашек необходимо очищать от стружек и вновь смазывать вареным маслом.
13. После нарезания резьбы освобождают защелку, рукояткой планшайбы раздвигают плашки и свободно снимают клупп с конца трубы. По окончании работы из клуппа вынимают плашки, тщательно протирают и смазывают все его части маслом.
Качество нарезания резьбы проверяют, навертывая муфту по всей длине нарезки.
Муфта по резьбе должна навертываться свободно вручную или с помощью трубного ключа при небольшом усилии.
Список источников
- trubypro.ru
- teplosniks.ru
- trubyinfo.ru
- trubaspec.com
- stankiexpert.ru
- sovet-ingenera.com
- kachestvolife.club
- santehskript.ru
- tepka.ru
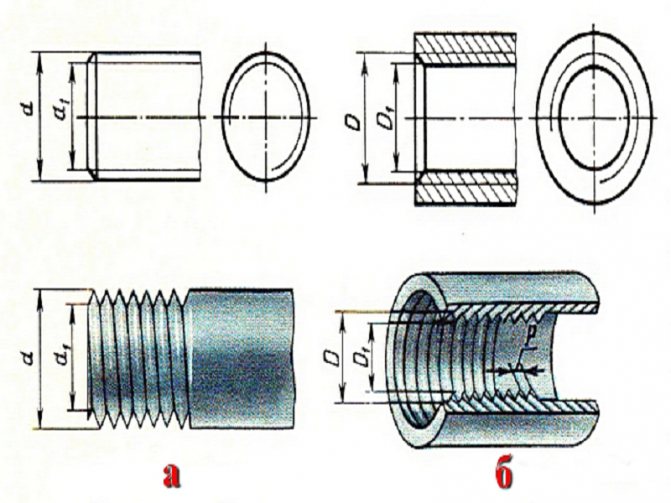
Наружная резьба
Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными.
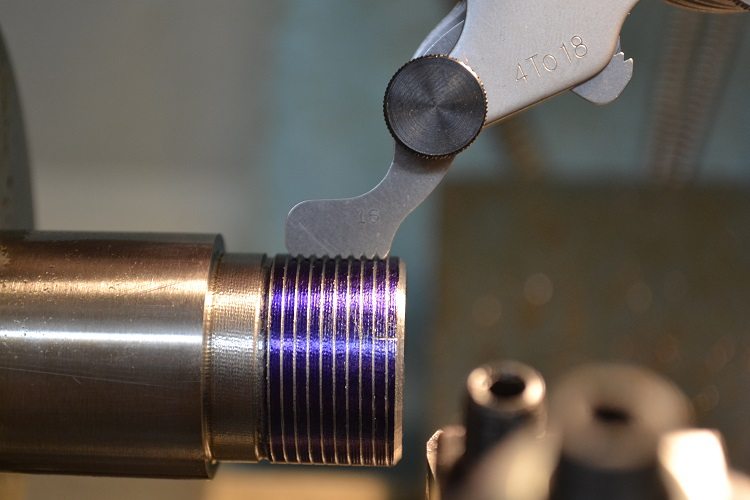
Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Диаметры плашек представлены в таблице.
| Наименование резьбы | Номинальные диаметры |
| Метрическая | 1 — 76 мм |
| Дюймовая | 1/4” — 2” (дюйма) |
| Трубная | 1/8” — 2” |
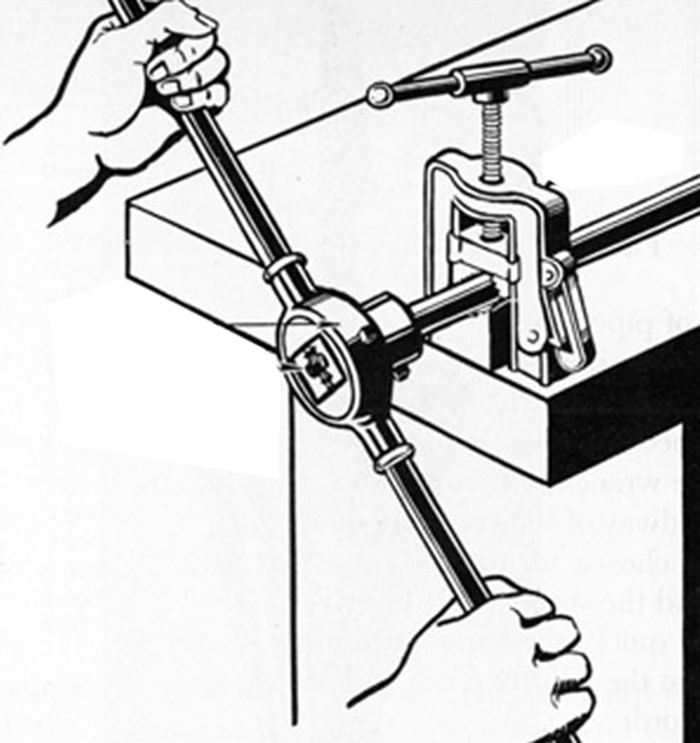
Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены.
Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.





