

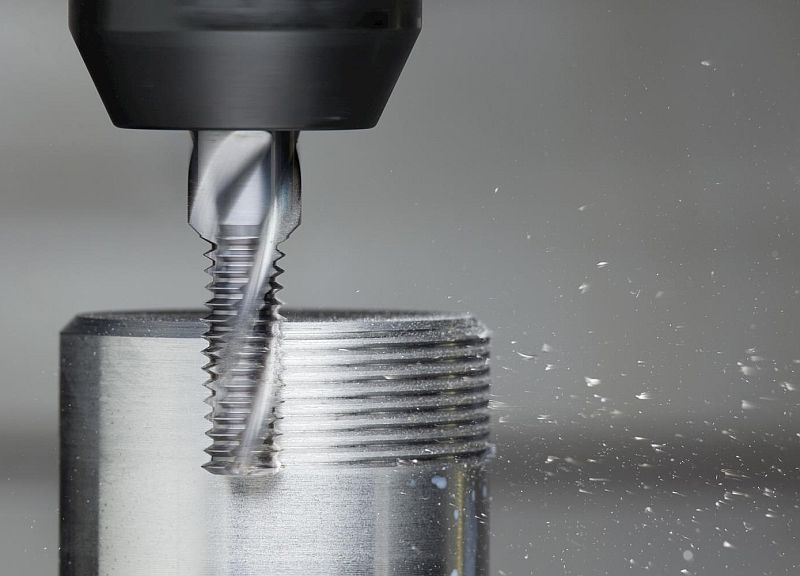
Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.
Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Работать напильником не трудно
Чтобы добиться оптимальных результатов при опиловке, деталь необходимо туго зажать в тисках. При этом обрабатываемый участок должен находиться довольно близко к верхнему краю губок тисков. Встаньте перед верстаком на расстоянии примерно в полшага, возьмитесь одной рукой за рукоятку напильника, другой — за конец опиловочного полотна. Ведите полотно вперед с нажимом, назад — без нажима. Держите напильник горизонтально: даже легкий наклон может привести к образованию закругленного профиля, При черновой опиловке подавайтесь всем телом вперед по ходу движения напильника и используйте его на всю длину. Для обработки небольших деталей выбирайте как можно более длинный и широкий напильник.
Приносящий пользу мел
Мелкие опилки (особенно алюминиевые) быстро забивают насечку напильника. Необходимо во время работы периодически чистить напильник щеткой из латунной или стальной проволоки. Ведите щетку в направлении насечки. Очистить напильник с тонкой и частой насечкой помогает мелок, которым предварительно натирают инструмент. Не допускайте попадания масла на напильник (иначе он будет проскальзывать) и держите его всегда сухим: ржавые напильники быстро тупятся!
Правильная работа напильником: инструмент держите обеими руками, вперед ведите с нажимом, назад — без нажима.
В процессе работы периодически очищайте проволочной щеткой насечки напильника от опилок.
Сверление и зенкование
Для сверления отверстий в металле годятся только сверла из высокопрочной быстрорежущей стали. Они хорошо заточены, а их режущие кромки сходятся в вершине под определенным углом.
Когда сверло изношено, оно «скачет» по поверхности, не режет металл и быстро нагревается. За-тачивание сверла вручную — непростая работа даже для профессионала. Лучше затачивать сверла в мастерской или приобрести соответствующее приспособление к сверлильной машине. Если вы занимаетесь слесарными работами от случая к случаю, то имеет смысл купить новое сверло
При сверлении важно правильно подобрать скорость резания. При этом учитываются диаметр сверла и характер обрабатываемого материала
На большинстве сверлильных машин помещена таблица с соответствующими параметрами. Правда, относятся они к обычной конструкционной стали. При сверлении отверстий в алюминиевых и латунных деталях число оборотов сверла можно без опаски увеличить вдвое, при работе с более твердыми материалами скорость, наоборот, нужно уменьшить.
Разметьте кернером центры всех отверстий, которые нужно просверлить, затем сверлом диаметром 6 мм проделайте черновые отверстия глубиной 3 мм. Периодически погружайте сверло в мыльно-щелочной раствор с добавлением масла или в готовую эмульсию, купленную в магазине.
Смазка ускоряет сверление. Благодаря ей сверло идет «как по маслу», быстро охлаждается и не перегревается.
Чтобы выполнить зенкование чисто, выберите небольшую скорость и опускайте дрель только с легким нажимом.
Диаметр отверстия под метрическую резьбу: таблица размеров по ГОСТ
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу. Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.
Диаметр резьбы и проходное отверстие должны соответствовать стандартам, иначе канавки выйдут слишком маленькие и резьбовое соединение будет ненадежным
Особенности инструмента
Изначально применялся 3-4-гранный стержень, на поверхности которого выпиливались специальные зубчики. Конец заготовки обтачивался на пологий конус. Внутренняя резьба нарезалась за счет зубчатых перемычек в процессе завинчивания устройства в корпус либо отверстие гайки. Естественно, данное приспособление сложно было назвать идеальным, так как передний угол режущих зубьев был отрицательным, а заднего не было вовсе! Тем не менее, из года в год конструкция метчика становилась все более совершенной, достигнув своего рационального вида.
Несмотря на имеющееся разнообразие, современные метчики для нарезания резьбы сохранили определенные конструктивные особенности:
- Калибрующая часть – предназначена для снижения силы трения, характеризуется обратным занижением, равным 0,1 миллиметра, и цилиндрической формой. Для меньшего трения от вершины зуба на расстоянии одной трети от ширины пера затылуются калибрующие зубья. При этом для резьбы с 12-30-мм диаметром занижение достигает порядка 1/10 мм;
- Канавки для поступления смазочной охлаждающей жидкости и вывода образовавшейся стружки. В большинстве случаев в конструкции их предусматривается от 2 до 6;
- Заборная область изготавливается конической, что позволяет существенно облегчить процесс врезания в материал заготовки режущих зубьев. Исходя из вида метчика (чистовой, промежуточный или черновой) угол наклона может меняться в районе 3-20 градусов;
- Направление канавок, которые могут быть как с левой спиралью или правой, так и прямолинейные. Последние используются в обычных универсальных метчиках. Инструменты с право направленной винтовой линией канавки чаще применяются для создания глухих отверстий. В этом случае стружка отводится назад, иначе, оказавшись под прессом, она способна сломать приспособление. Левые углубления канавок предназначены для создания резьбы на проход, отводя стружку перед метчиком, избегая таким образом порчи резьбы;
Сами впадины тоже могут различаться на радиусные задние с прямолинейной передней, однорадиусные и прямолинейные сзади и спереди.
Параметры резьбы и ее разновидности
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу;
в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко;
важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы);
по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки;
уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии);
по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок);
назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
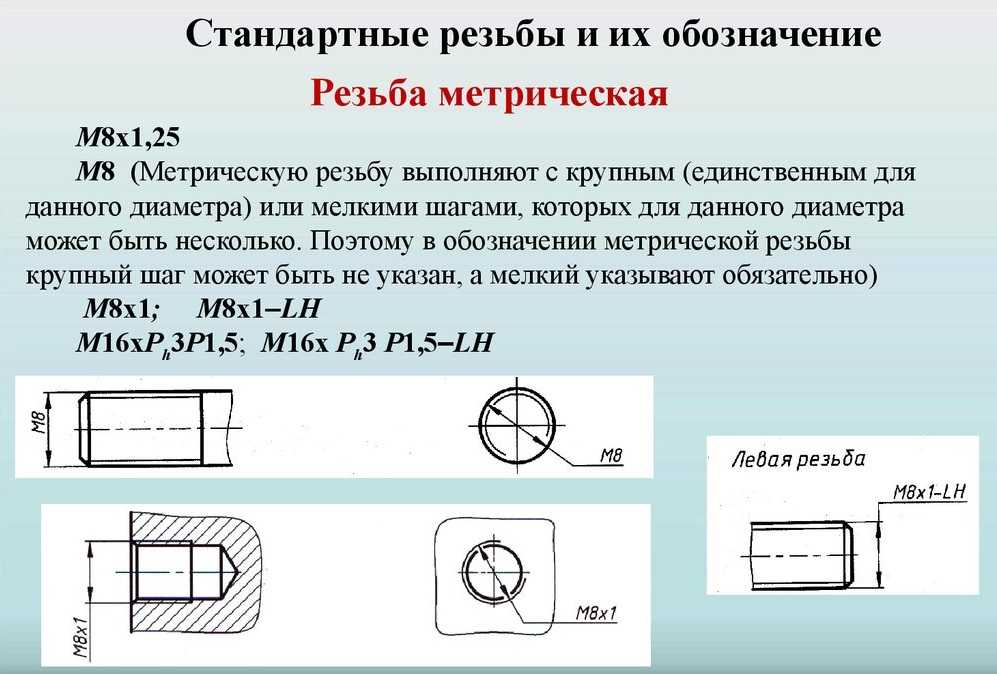
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм;
D – наружный диаметр резьбы на гайке, мм;
d₂ – значение среднего диаметра на болте, мм;
D₂ – размер среднего диаметра гайки, мм;
D₁ – диаметр гайки внутри канавок, мм;
d₁ – диаметр болта по внутренней поверхности винтовой линии, мм;
D₁ – минимальный диаметр канавки на гайках, мм;
d₃ – минимальный диаметр болта по канавкам, мм;
Р – резьбовой шаг, мм;
Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов;
G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная;
Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий;
Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции;
Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике;
S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение;
BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии;
NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.





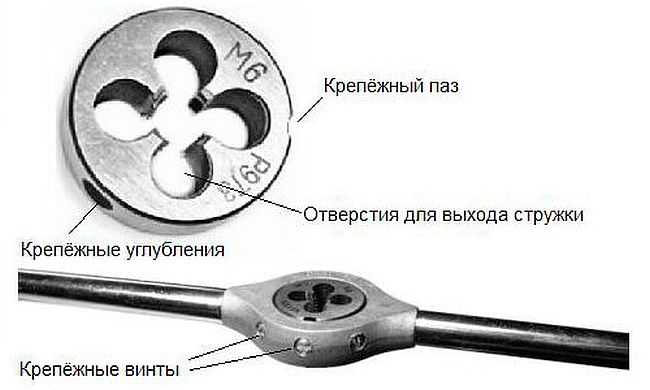
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины. На плоской части шаблона указывается шаг резьбы. Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра)
С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности
Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок
Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону. Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
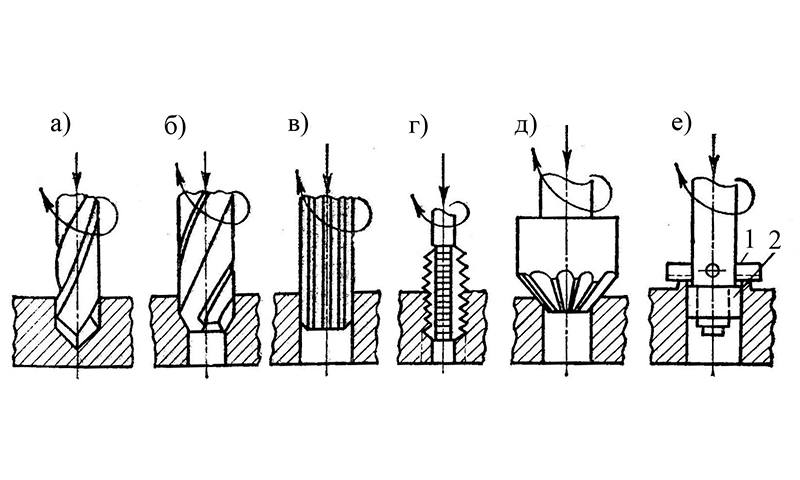
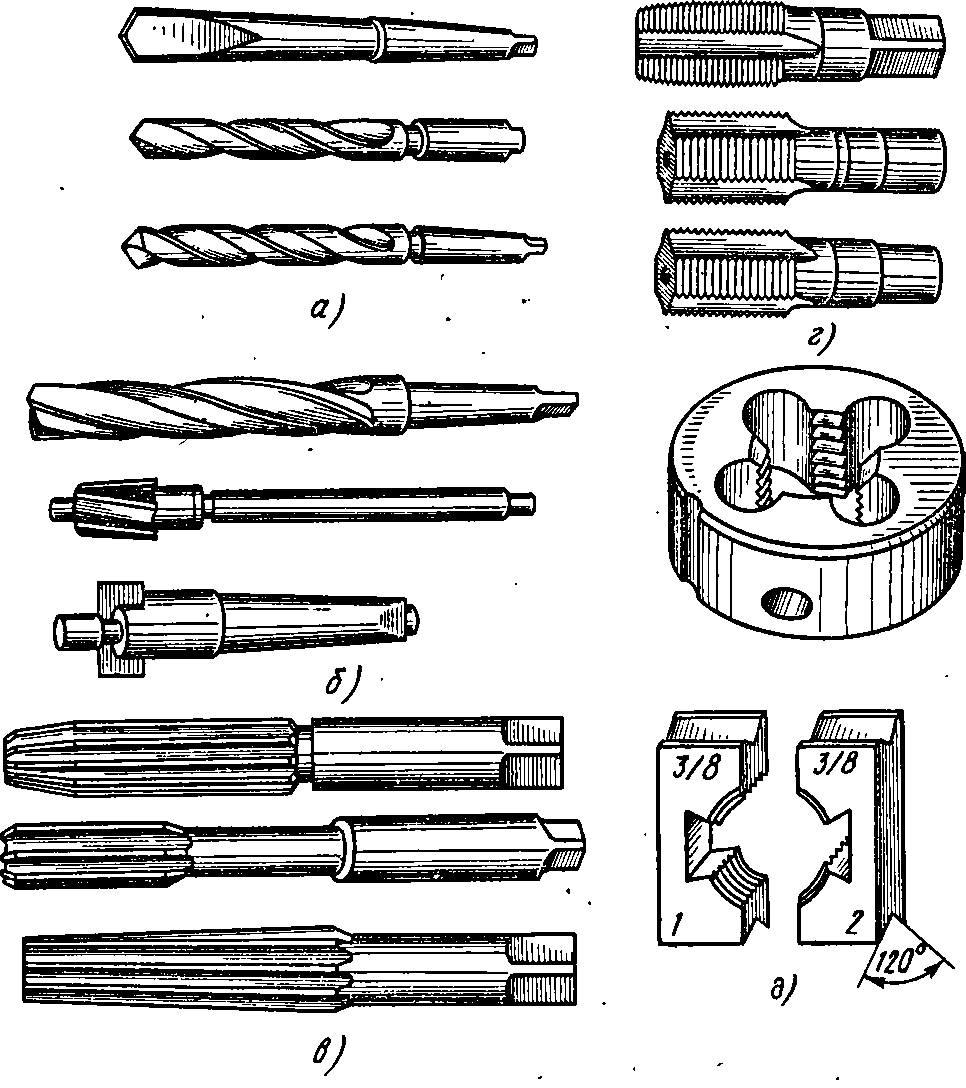
Сверла: их предназначение и разновидности
Сверло – это универсальный инструмент, так как используется повсеместно. Смотря с каким материалом иметь дело, можно использовать конический, спиральный, центровочный или перьевой вид.
Самым распространенным вариантом являются спиральные сверла. При помощи их создаются глубокие отверстия, а при самом рабочем процессе конструкция детали позволяет извлекать отработанную стружку, что помогает не засорять рабочую поверхность.
Если необходимо обработать центровые отверстия, то выбирают центровочный тип. Могут быть двухсторонними с «хвостиком» или с предохранительным конусом.
Нарезание резьбы метчиком.
Когда предполагается сверление труб, стальных листов или пластика, то лучше всего использовать конические модели. Кроме сверления, такое устройство осуществляет зачистку от заусенец и разрабатывает различные отверстия. За счет такого наконечника отсутствует проскальзывание изделия.
А вот для работ, связанных с древесиной, подбор сверла осуществляется в сторону цилиндрических вариантов. Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Отдельно стоит отметить изделия, которые предназначены под резьбу, то есть в отверстия после них можно спокойно закручивать винты. Хотя аналогичным инструментом с таким предназначением является еще и метчик. Но это не значит, что они несопоставимы. Как раз под метчик и подбираются сверла соответствующих диаметров.
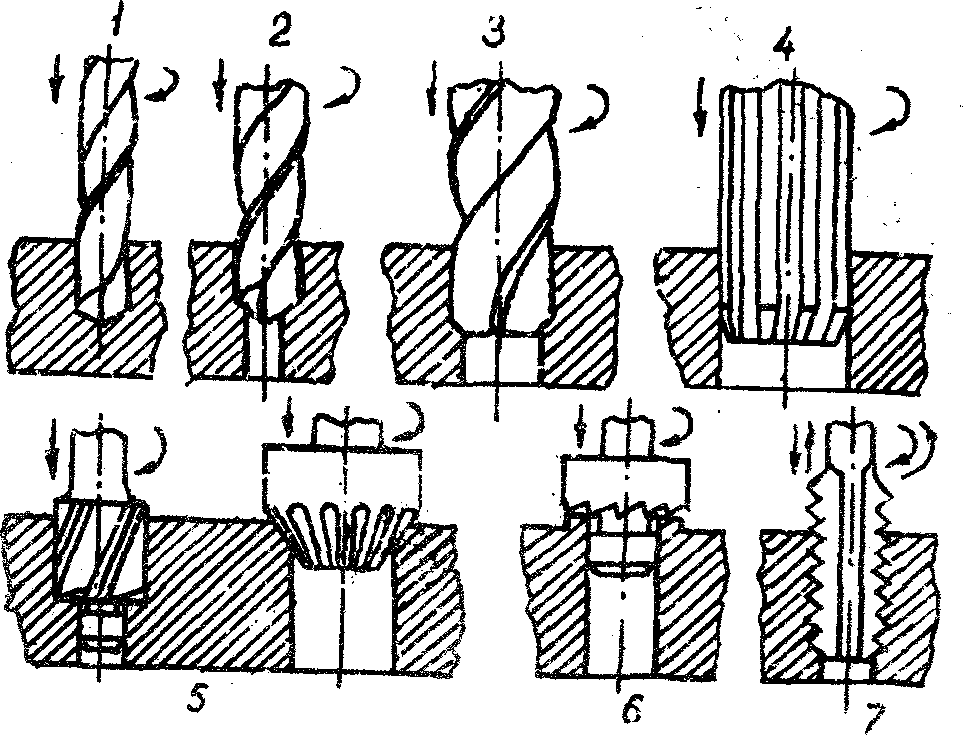
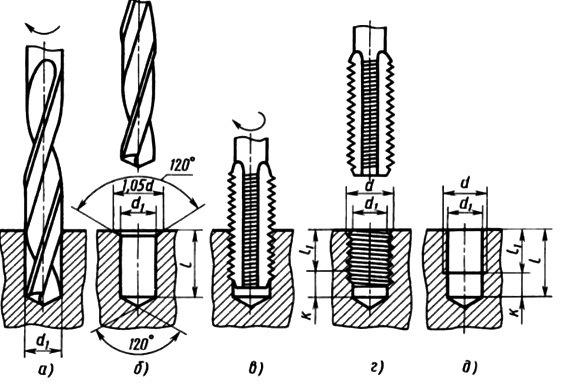
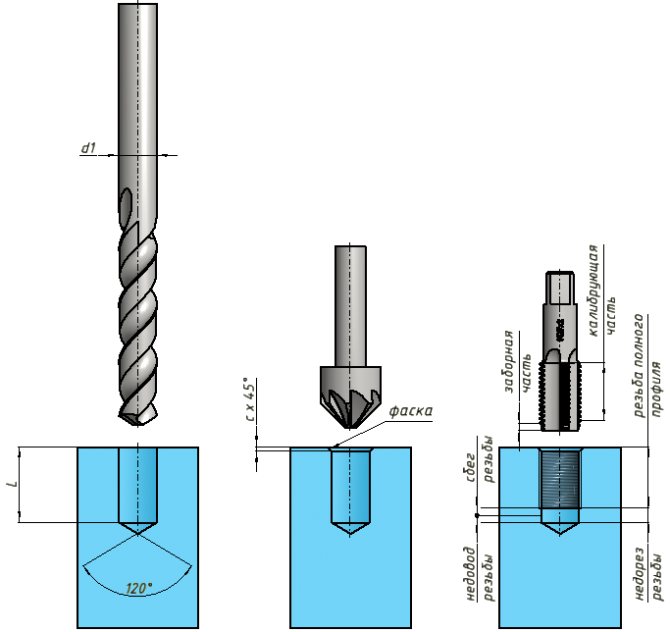
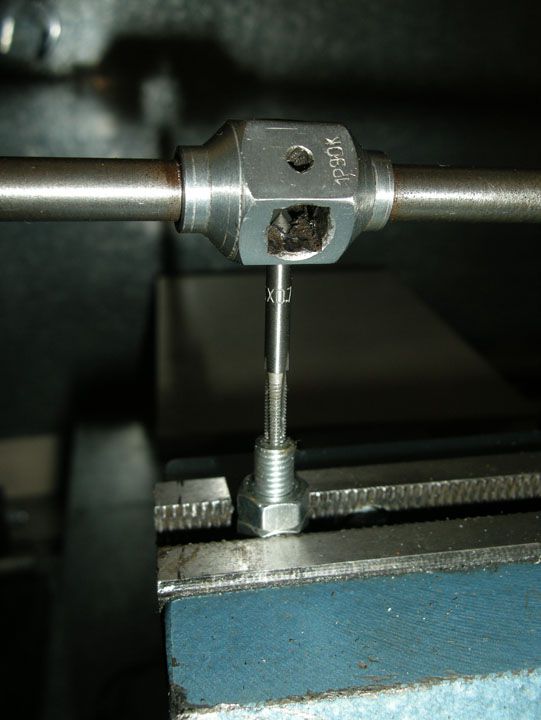
Как делается нарезание резьбы
Когда определено, какое сверло под резьбу необходимо, отверстие вырезано, то можно переходить к следующему этапу – непосредственной нарезке. Стенки отверстия следует очистить от посторонних загрязнений. Это можно сделать металлическим ершиком либо продуть его воздухом. Обрабатываемую деталь необходимо надежно зафиксировать. Метчик необходимо установить в отверстие строго параллельно его оси. Для качественной центровки в отверстии при сверлении выполняется фаска обычно под 30 либо 45 градусов. Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы)
Особенно важно нарезать ровно первые витки резьбы
Прокручивание воротка производят постепенно. Сделав полный оборот, метчик выкручивают на половину оборота. Если прилагаемое усилие возрастает, то метчик достают из отверстия и снимают с него стружку. При работе рекомендуется применение смазки. Это может быть специальная смазка, например, паста на основе жиров и воска, которая наносится непосредственно на инструмент. Заменой может служить олифа, керосин либо машинное масло. Нарезание резьбы на сверлильном станке проводится с применением специальных метчиков. Сам процесс нарезания не отличается от технологии ручной работы.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.

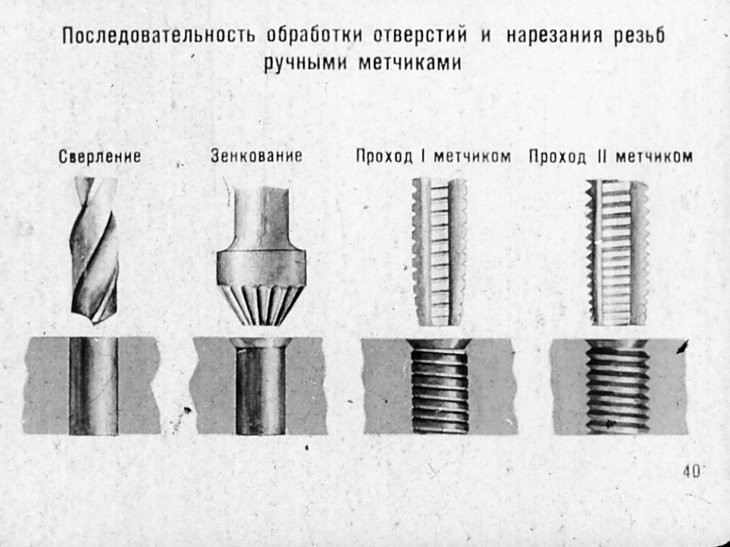
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
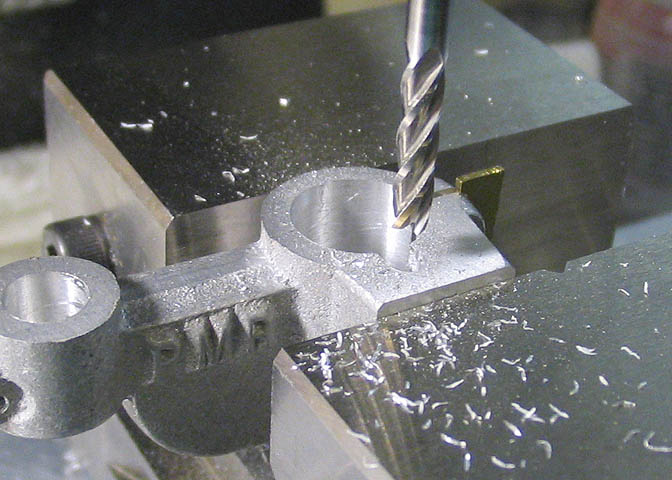
Лекция № 11.2 Обработка деталей на сверлильных станках.
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезки дисков из листового материала и т. д. Эти операции производятся сверлами, зенкерами, развертками и другими подобными инструментами.
Существуют следующие типы универсальных сверлильных станков.
1. Одношпиндельные настольно-сверлильные станки применяются для обработки отверстий малого диаметра. Станки находят широкое применение в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки (основной и наиболее распространенный тип) применяются преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки, применяемые для сверления отверстий в деталях больших размеров. На радиально-сверлильных станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.





![Глава 14. слесарная обработка металлов [1963 вокрачко ю.г. - учебник военного водителя второго класса]](https://domdetaley.ru/wp-content/uploads/0/f/d/0fdfb6a14d9daba9121c961623813625.jpeg)


4.Многошпиндельные сверлильные станки, которые обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
5. Горизонтально-сверлильные станки для глубокого сверления.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий.
Основными размерами сверлильных станков являются: наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Сверлильные станки используются для организации глухих, а также сквозных отверстий в материале сплошного вида. Также применяются для конечной обработки отверстий, которые выполнялись с применением другого способа. Кроме того, сверлильные станки используются для:
· рассверливания отверстий (чтобы обеспечить высокую точность и шероховатость имеющегося в заготовке отверстия);
· вырезания дисков;
· выполнения операций вроде вырезания дисков посредством зенкеров, сверл, разверток, метчиков и т.д;
· нарезания внутренних резьб;
· зенкования поверхностей торца;
· раскатывания отверстий оправками.
Также сверлильные станки применяются для получения в основании уже имеющего отверстия гнезд, которые обладают плоским дном, под головки болтов и винтов. Но сфера использования сверлильных станков на самом деле гораздо шире спектра перечисленных операций. Они используются и для обработки отверстий с большим числом граней, для развальцовки полых заклепок.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Виды метчиков и их назначение
Назначение метчиков разнится, поэтому под каждый вид работ нужен свой инструмент. Расскажем об основных разновидностях.
Изображение № 2: Устройство метчика
Ручные/машинные. Выбирайте вариант, который предназначен для соответствующего вида работ
При этом обращайте внимание на устройство изделия (винтовое, прямое, с укороченными канавками). Гаечные
Одиночный инструмент для сквозной резьбы прямой формы
Гаечные. Одиночный инструмент для сквозной резьбы прямой формы
Он длиннее машинно-ручного и имеет острый заход, аналогично первому номеру комплектного метчика.
С вырезанной ниткой. Инструмент подходит для обработки листов и нарезания отверстий в пластинчатом металле.
Слесарные. Предназначены для ручной нарезки отверстий. Поставляются в комплектах, состоящих из трех инструментов (чернового, чистового, среднего). Работу начинают с чернового, корректируют отверстие средним и шлифуют чистовым элементом.
Конические. Подходят для выполнения резьбы на сквозных отверстиях. Заборная часть изделий имеет неполную, а калибрующая — полную резьбу.
Плошечные. Подходят для изготовления предварительной резьбы. Имеют заборные конусы больших размеров.
Маточные. Используются для зачистки резьбы. Основное отличие от других видов — наличие спирали с правой стороны.
Бесканавочные. Подходят для длительных работ с высокой производительностью. Изделие имеет короткое основание приемного конуса без продольных канавок, что уменьшает вероятность поломок.
Специальные. Изделия имеют узкую специализацию. К подобному типу относят насадные, корабельные и тандем-метчики.
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
| Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к. сработает механизм защиты в предохранительной вставке
С его извлечением проблем будет намного больше, чем с покупкой нового инструмента
сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставкиДля нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков. В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу. Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию. Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона. | Набор резьбонарезной M12-M24 с предохранительными вставками |
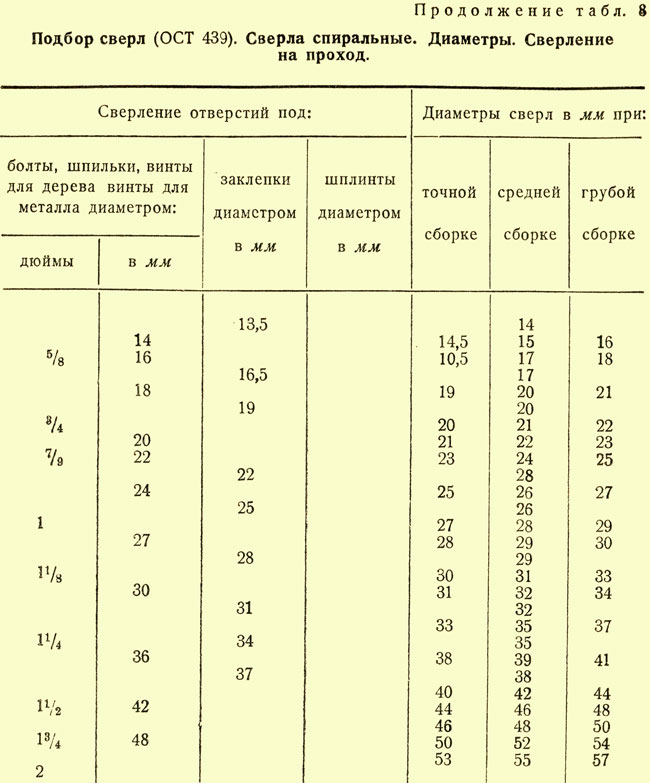
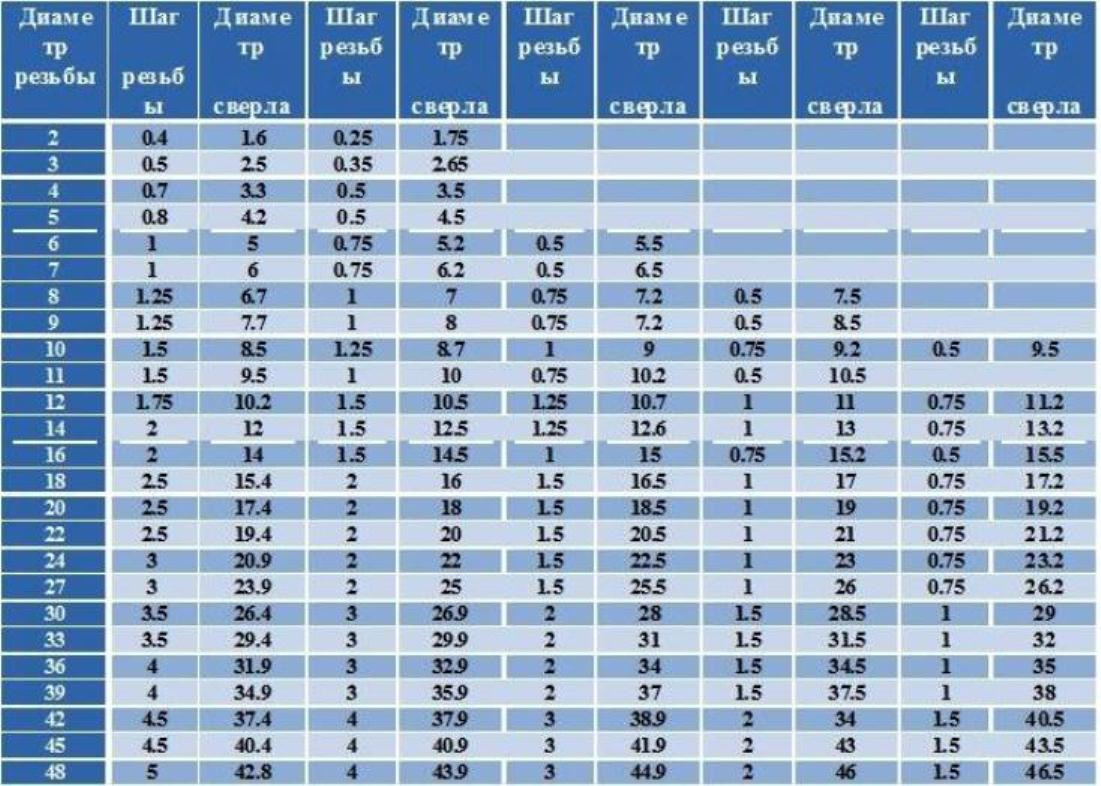

Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
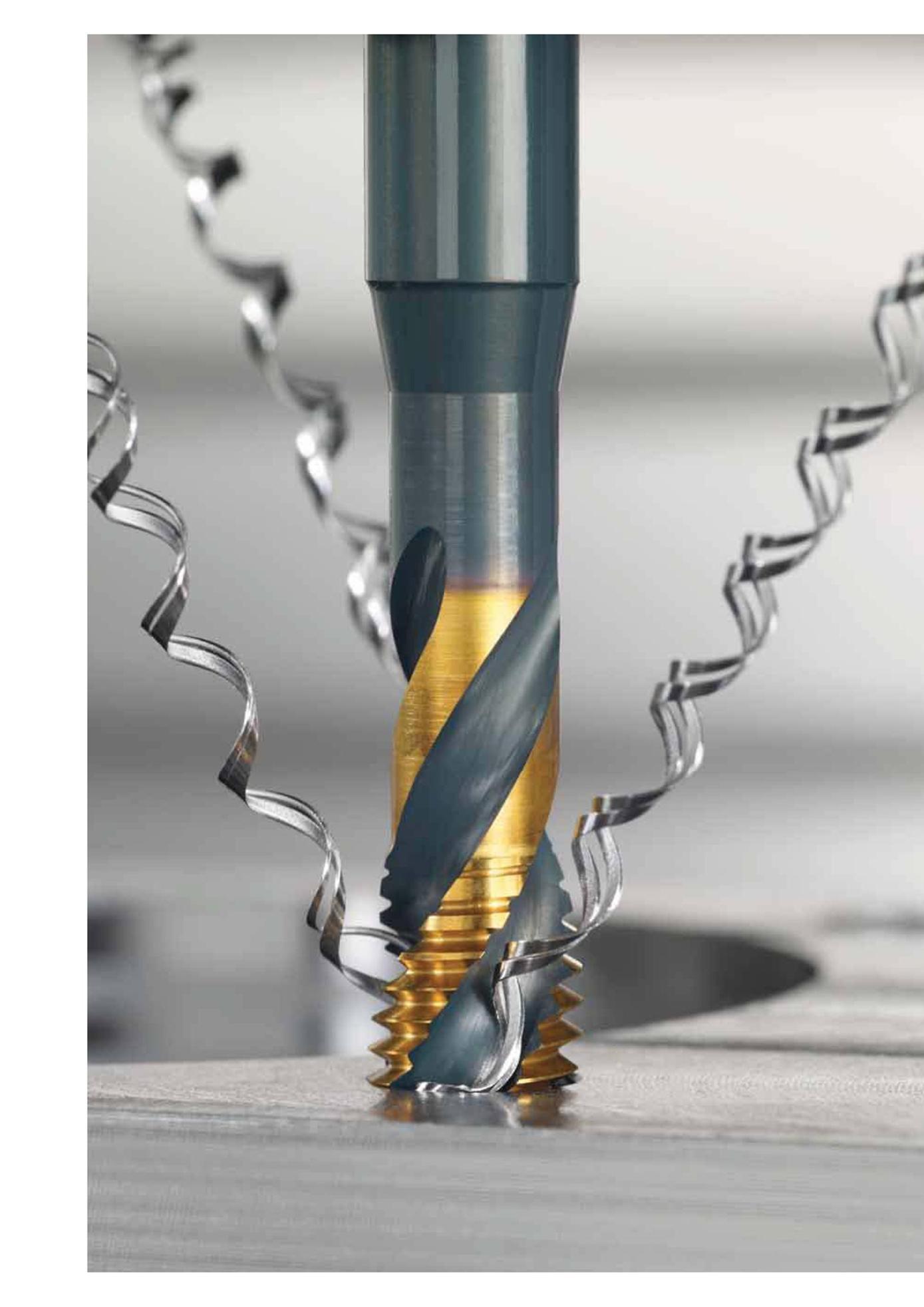
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Популярные статьи
Стекло: основные свойства и характеристики
С давних пор для осветления и придания жилому помещению
Как и чем выпиливать кривые и круги
Вырезания круглых отверстий в фанере
Нередко, при ремонте
Шлифованное лаковое покрытие
С тех пор как появился лак для матовых покрытий, техника
Угловые соединения рамок
Проще всего сделать рамку, соединив планки под прямым углом.
Соединение встык по длине
Если повнимательнее присмотреться к массивной старинной
Как работать ручной пилой
Пилу нужно вести, иначе она начнет «гулять». Это надо
Прикрепить сиденье стула
Как правило, мягкое сиденье стула — это признак дорогостоящего,
Обращение с дисковой пилой
(adsbygoogle = window.adsbygoogle || []).push({});
(adsbygoogle = window.adsbygoogle





