

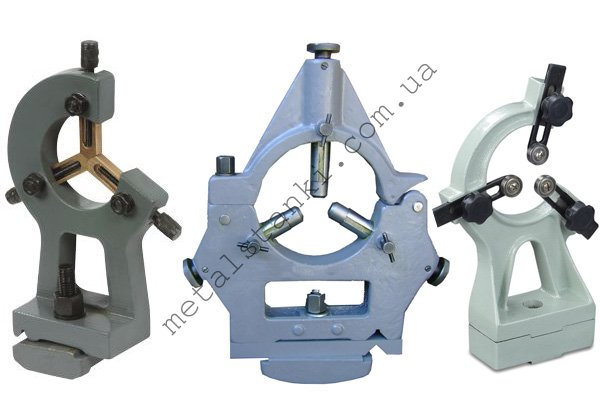
Статичный люнет и его строение
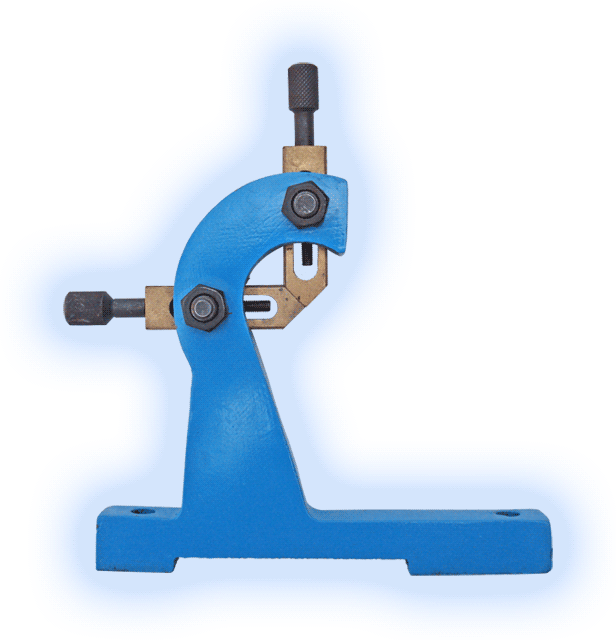
Статичное устройство устанавливается на станину при помощи нижнего зацепления. Основной задачей неподвижного люнета является поддерживание габаритных деталей во время работы с ними. Таким образом, удается избежать ненужных вибраций и повысить точность обработки заготовок. Статичный прибор имеет несколько ключевых элементов строения:
- основание;
- крышка на шарнирном креплении.
Для рабочей фиксации крышки в конструкции устройства имеется откидной болт со специальной головкой. В основании и на крышке люнета располагается три кулачка для фиксации. Посредством их регулировки оператор станка может подгонять прибор под размер обрабатываемых деталей. Для этого в конструкции прибора предусмотрены специальные болты.
Фиксаторы для люнетов изготовляют предпочтительно с чугуна. Чтобы избежать повреждения особо хрупких деталей кулачками прибора, на них устанавливают специальное защитное покрытие (как правило, бронзовое).
Некоторые производители создают люнеты сразу с защитным покрытием на кулачках. Но не только обрабатываемые детали страдают от фиксаторов устройства, но и сами кулачки изнашиваются в ходе работы. Именно поэтому их также создают на основе особо твердых сплавов.
Установка неподвижного люнета осуществляется в несколько этапов:
- Зафиксировать обрабатываемую деталь в центрах станка.
- Предварительно настраивают все три кулачка прибора.
- Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
- Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.
Из чего состоит токарный станок: основные узлы
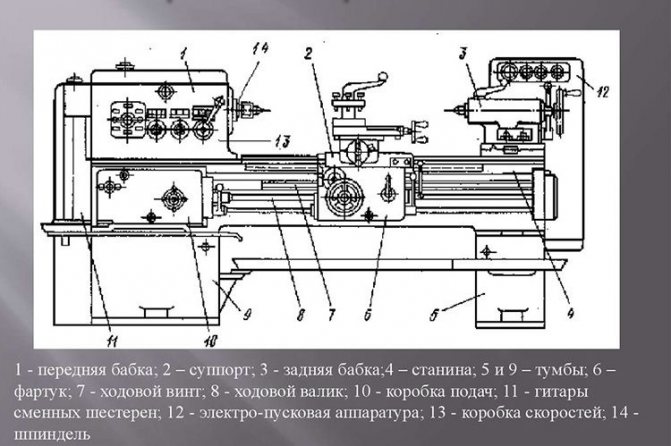
В большинстве своём промышленные и бытовые токарные станки сходны. Разница заключается в функциональности, мощности и весе. На рисунке ниже представлено устройство типового токарно-винторезного станка. Основными узлами являются:
- станина;
- суппорт;
- передняя бабка (размещение коробки передач для регулировки скорости вращения и изменения величины крутящего момента);
- задняя бабка (для более устойчивого и надёжного поддержания заготовки или детали, зажатой в патроне (шпинделе), а также для установки свёрл, метчиков и прочих инструментов);
- резцедержатель.
Устройство токарно-винторезного станка
Станина
Одним из главных элементов является станина – массивная металлическая основа, на которой смонтированы все главные узлы и детали оборудования. Она должна быть достаточно прочной, а масса таковой, чтобы не позволить станку опрокинуться в процессе работы. Для напольного варианта добавляются массивные опоры (тумбы).

Станина токарного станка
Суппорт токарного станка
Суппорт токарного станка предназначен для передвижения вдоль, поперёк и под углом к оси шпинделя резцов, закреплённых в резцедержателе. Устройство имеет крестовую конструкцию, состоящую из трёх основных элементов: каретка, поперечные и резцовые салазки.

Суппорт токарного станка по металлу для дома
Изготовление своими руками передней бабки токарного станка
Передняя бабка является одним из наиболее сложных узлов токарного станка, особенно для самостоятельного изготовления. В ней располагается редуктор со шпинделем и блоком управления. Под кожухом передней бабки находится электродвигатель, который соединён ременной передачей со шкивом редуктора.

Самодельная передняя бабка в сборе с патроном
В данном узле расположен блок, состоящий из сменных шестерён, предназначенных для передачи и изменения скорости вращения шпинделя и крутящего момента с вала коробки подач. Можно купить переднюю бабку токарного станка или сделать её самостоятельно.

Гитара токарного станка
Задняя бабка токарного станка
Задняя бабка токарного станка по металлу является подвижной и предназначена для прижима заготовки к центру шпинделя. Один из элементов этого узла – пиноль, на которой установлен неподвижный или вращающийся центр, упирающийся остриём в обрабатываемую деталь. Заготовка устанавливается в патрон на шпинделе и подпирается задней бабкой. Таким образом, обеспечивается надёжное крепление детали для качественной её обработки.
Обработка нежестких деталей
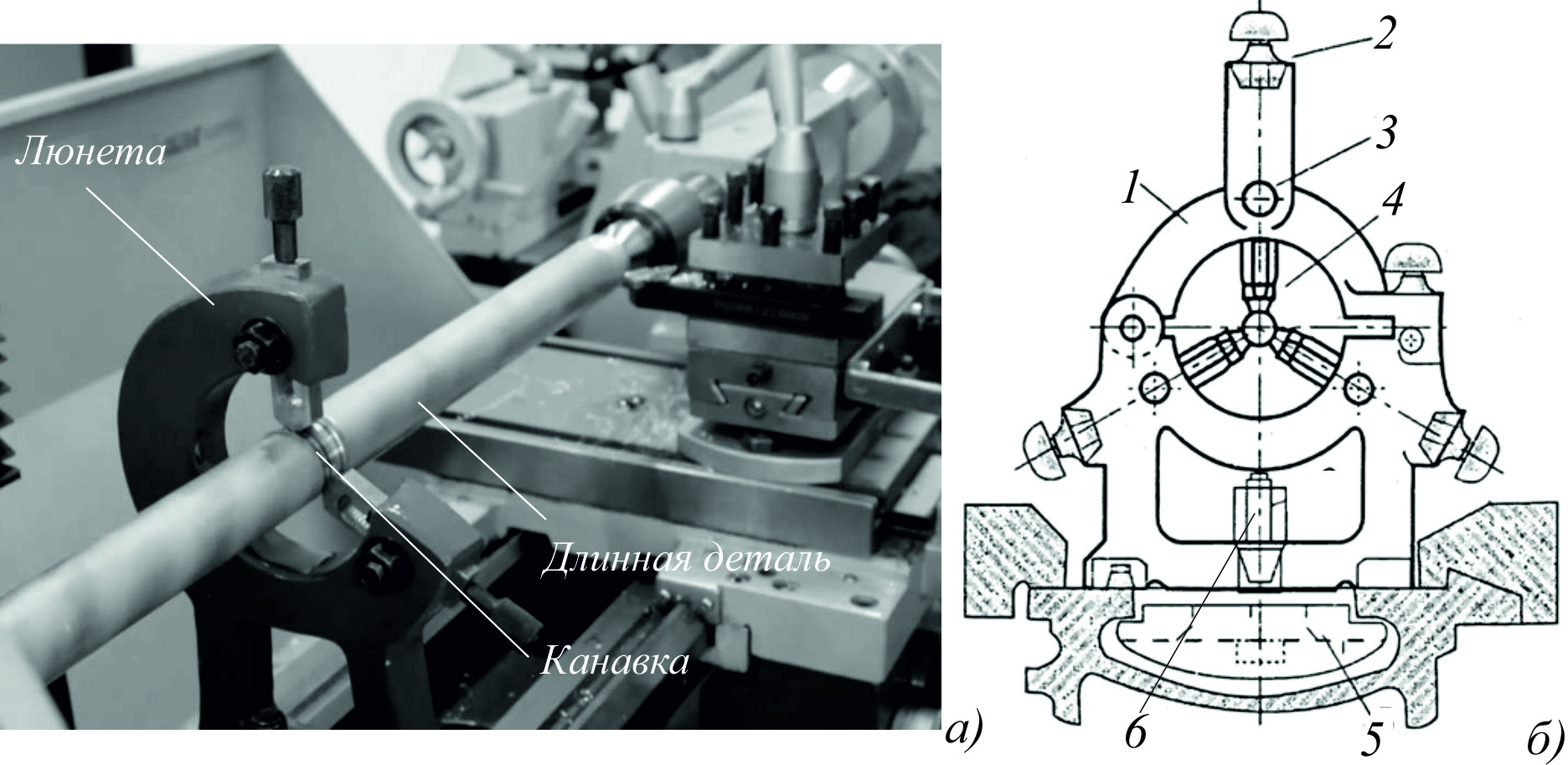
В процессе работы за токарным станком часто не удается достичь желаемого результата при использовании деталей, длина которых превышает в 10-12 раз диаметр, в сочетании с традиционными методами зажима. Устранить этот недостаток можно путем добавочного закрепления детали. Решить эту задачу позволяют люнеты для токарных станков. Следует заметить, что люнеты бывают разными и предусматривают свои особенности в плане работы с ними.
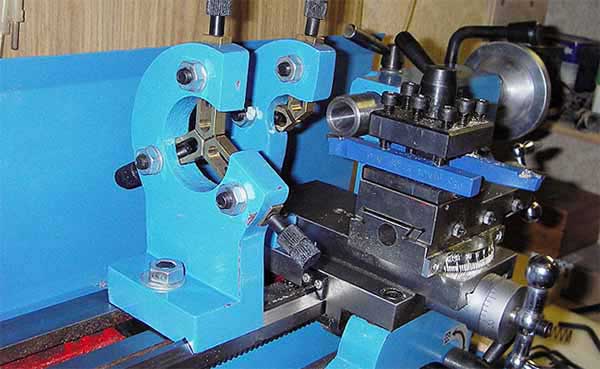
Неподвижные люнеты для токарных станков и их использование
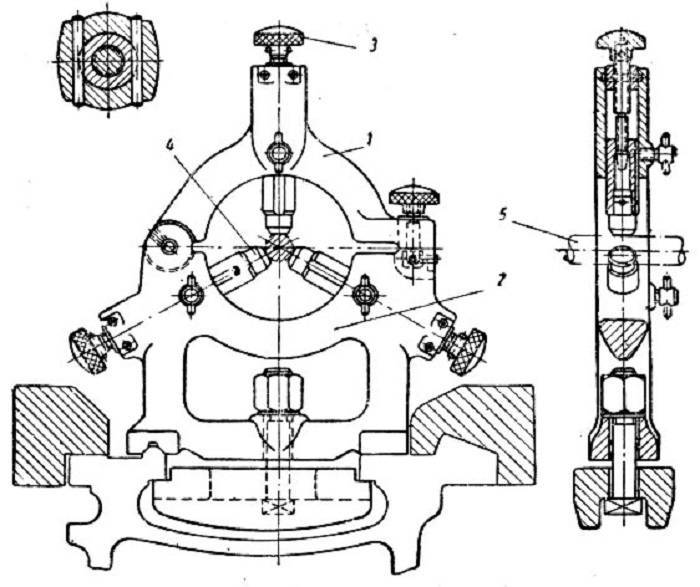
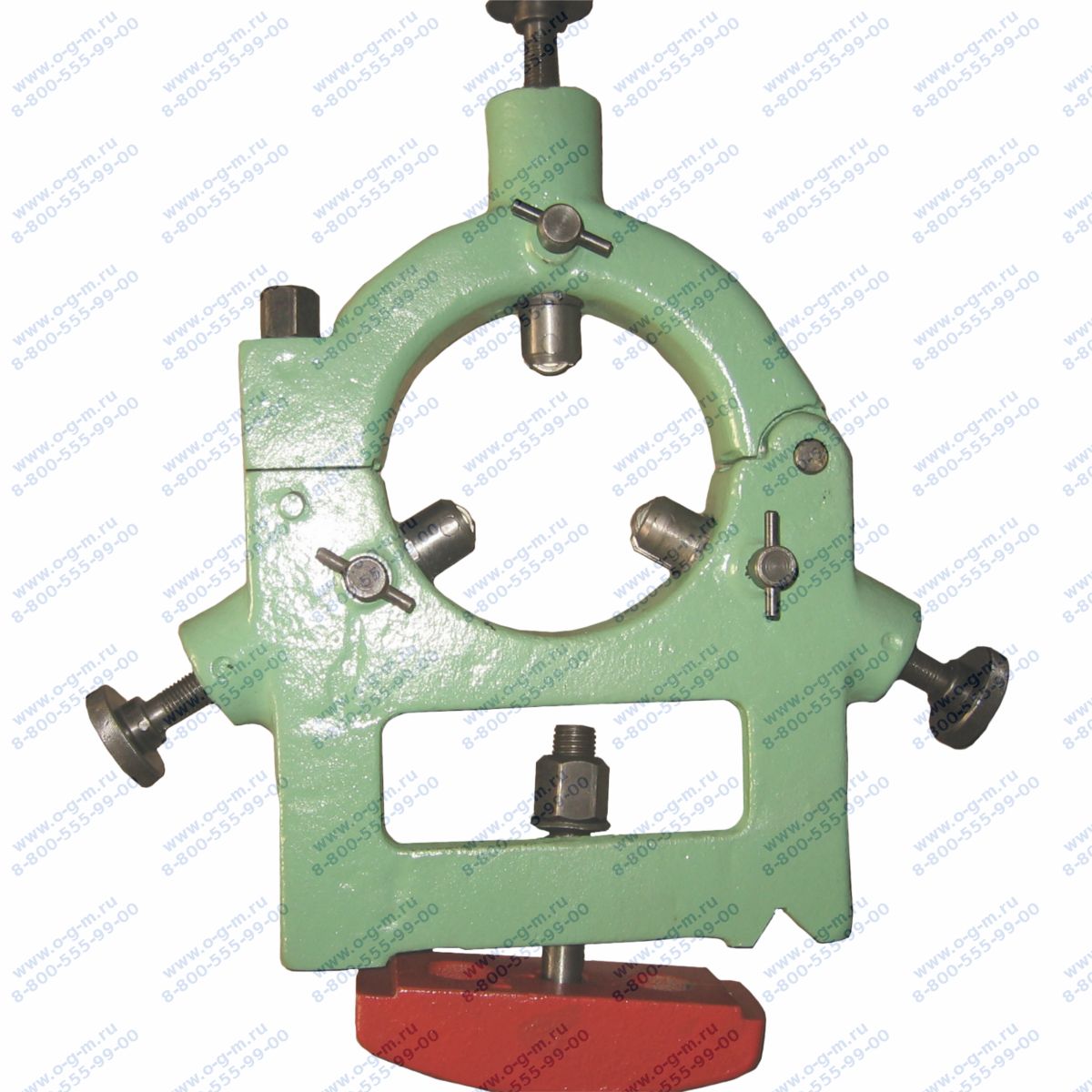
Местом размещения неподвижного люнета служит станина станка, а в качестве зажимного элемента используется болт и планка. В корпусе этого приспособления можно выделить несколько основных элементов:
- основание;
- крышка, которая скреплена с основанием при помощи шарнира.
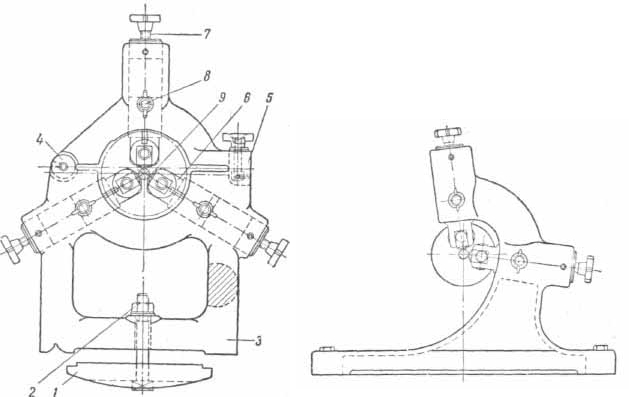
Чтобы можно было зафиксировать крышку в рабочем положении, предусмотрен откидной болт с фасонной головкой. Особенностью конструкции люнета для токарных станков является наличие трех кулачков, среди которых два находятся в основании, а еще один на крышке. Подобные кулачки предусматривают возможность изменения их положения в отверстиях, сделанных в корпусе, что осуществляется при помощи регулировочных болтов. Чтобы зафиксировать кулачки в необходимом положении, используют соответствующие винты.
Традиционным материалом для кулачков люнетов служит чугун. Если условия работы создают вероятность того, что поверхность обрабатываемой заготовки будет повреждена в результате трения о кулачки, то нелишним будет дополнить разместить на стальные кулачки защиту в виде бронзовых наконечников. Альтернативным этому решением могут быть кулачки, рабочая поверхность которых имеет специальное покрытие на основе баббита. В тех случаях, когда предполагается слишком быстрый износ кулачков, защиту рабочих поверхностей обеспечивает покрытие из твердого сплава, создаваемого путем наплавления. Заменить их можно люнетами для токарных станков, у которых кулачки имеют встроенные ролики.









Неподвижный люнет для токарных станков устанавливают на токарном станке следующим образом. Саму заготовку фиксируют в центрах, а в качестве опоры для нее выступают три кулачка люнета, которые должны быть предварительно настроены. Если приходится иметь дело с заготовкой, имеющей точные размеры либо уже прошедшей обработку, то установка люнета может быть проведена без предварительного протачивания шейки на участках, где будут размещаться кулачки люнета для токарных станков. Иначе все же потребуется проточить шейку там, где заготовка будет контактировать с кулачками.
Процедура обработки шейки, которая по своей длине должна слегка превышать ширину кулачков люнета, может быть выполнена несколькими способами.
Если работа осуществляется с заготовкой, имеющей большую длину и незначительную толщину, то ее зажимают в центрах, после чего приступают к точке шейки в заранее определенном месте
Важно по возможности минимизировать подачу и глубину резания, тем самым это позволит предотвратить прогиб вала и вибрации. Этим же руководствуются, когда выставляют наиболее максимальный главный угол резца, а радиус закругления вершины резца минимизируют, при этом передней поверхности следует придать выгнутую форму
Главной режущей кромке резца желательно придать отрицательный угол наклона. Это приведет к тому, что резец будет как бы натягивать детали на себя. Если для резца будет выставлен положительный угол наклона, то удастся обеспечить обратный эффект в виде отталкивания детали, что чревато образованием вибрации.
Если приходится иметь дело с очень длинной и тонкой заготовкой, из-за чего не получается проточить шейку в центре, придерживаясь вышеперечисленных правил, то выходом может стать проточка временных шеек, которые должны находиться как можно ближе к передней бабке. Если шейка будет проточена на расстоянии от передней бабки, соответствующем одной четверти общей длины заготовки, то против нее размещается люнет, после чего процедуру повторяют, создавая еще одну временную или требуемую шейку.
Достоинства и недостатки
При использовании люнетов среди положительных качеств отмечаются следующие:
- безопасность станочника;
- точность размеров изделия;
- снижение вибраций;
- предупреждение разрушения заготовки и инструмента;
- расширение диапазона размеров обрабатываемых деталей;
- простая конструкция;
- надежность.
Среди недостатков отмечается маленький ресурс работы элементов, непосредственно находящихся в контакте. Для снижения нагрузок опоры изготавливаются из чугуна или бронзы. Опоры качения, имеющие роликовую форму, более долговечны, но быстро разрушаются опорные подшипники, особенно если их подача механизирована.
Установка люнетов для токарных станков
Для установки люнетов можно использовать несколько методов.
Размещать это приспособление по заготовке можно при выполнении следующего условия: деталь имеет точные геометрические размеры либо уже была подвергнута обработке. Прибегать к этому методу допускается, лишь если планируется проводить грубые работы. В тех ситуациях, когда наблюдается прогиб заготовки, вызванным действием ее собственного веса, к ней нужно сперва подвести два кулачка, а лишь затем зафиксировать верхний.
Если предстоит выполнять чистовые и точные работы, то использовать подобный метод установки люнета недопустимо. Дело в том, что в случае совершения просчётов с размещением этого приспособления высока вероятность того, что заготовка будет иметь различные диаметры по всей длине.
В случае наличия у заготовки обработанной поверхности для установки люнета рекомендуется использовать короткую оправку, в качестве которой обычно выступает цилиндрический валик, диаметром, равным диаметру заготовки в том участке, где она будет контактировать с люнетом. Один конец оправки нужно зафиксировать в патроне, по другому же, который сначала нужно выверить, используя рейсмус или индикатор, или его можно обточить, выполняют установку кулачков люнета. Само же это приспособление должно в этот момент располагаться рядом с передней бабкой, а когда кулачки окажутся на своем рабочем месте, его сдвигают параллельно станине до того момента, пока он не примет необходимое положение.
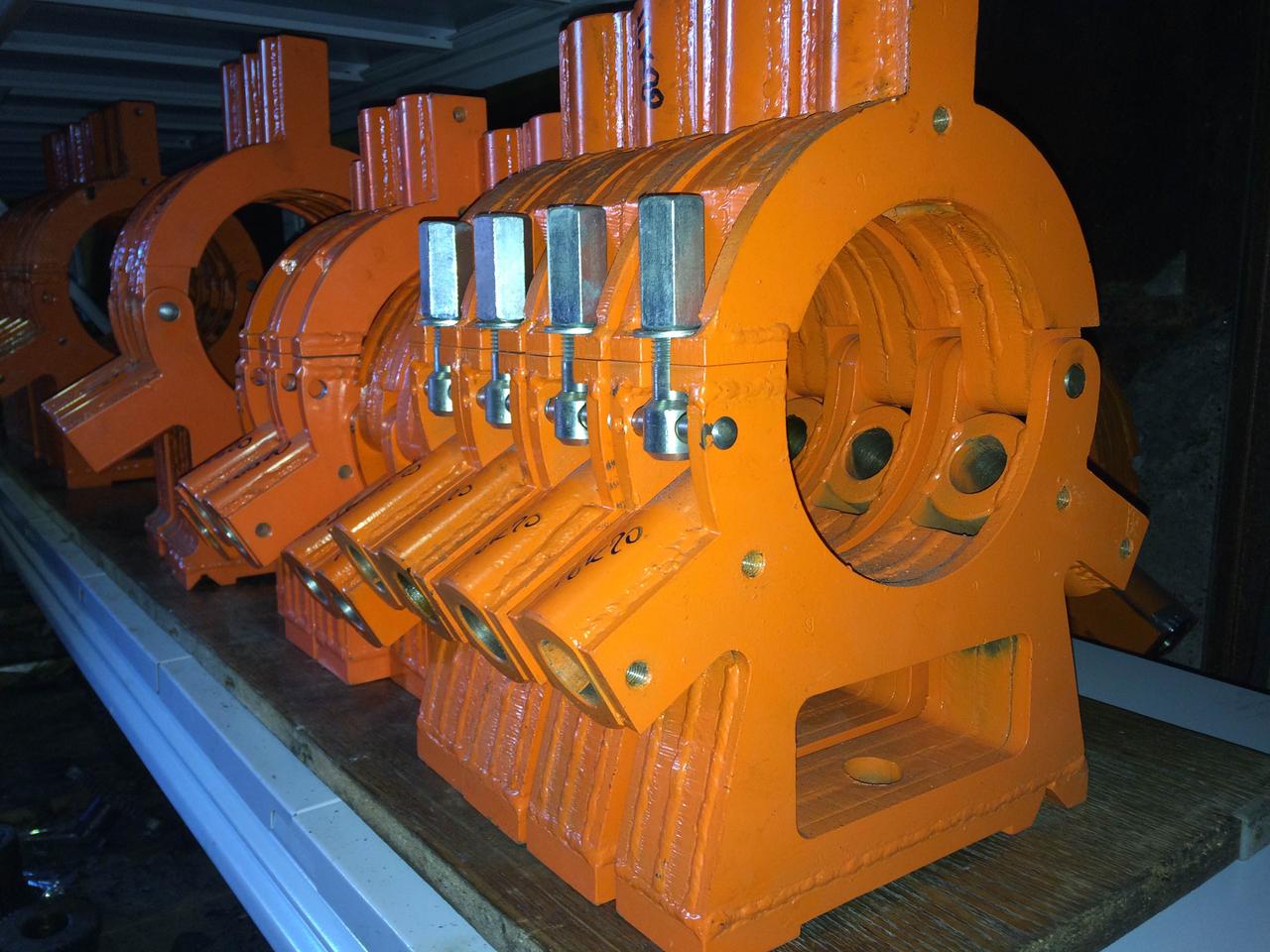
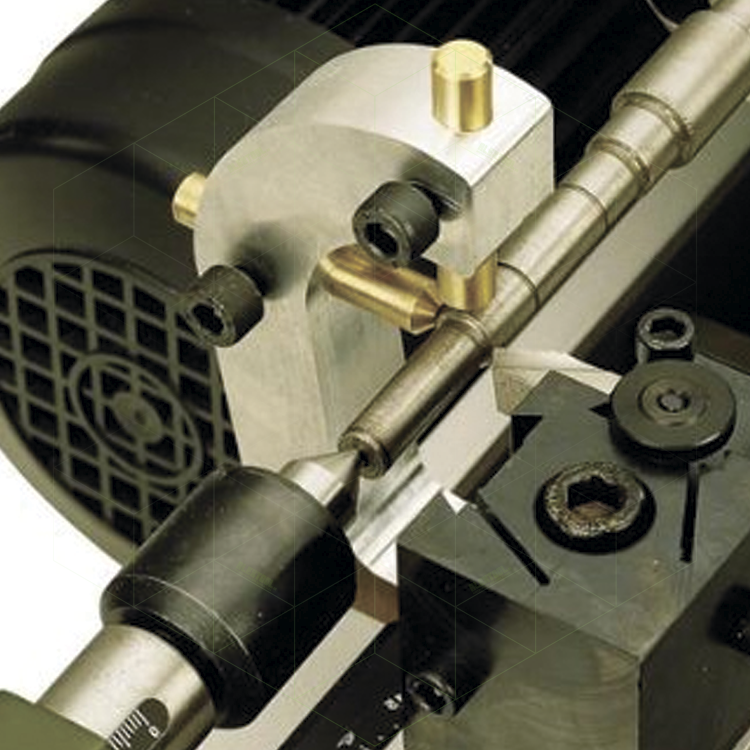
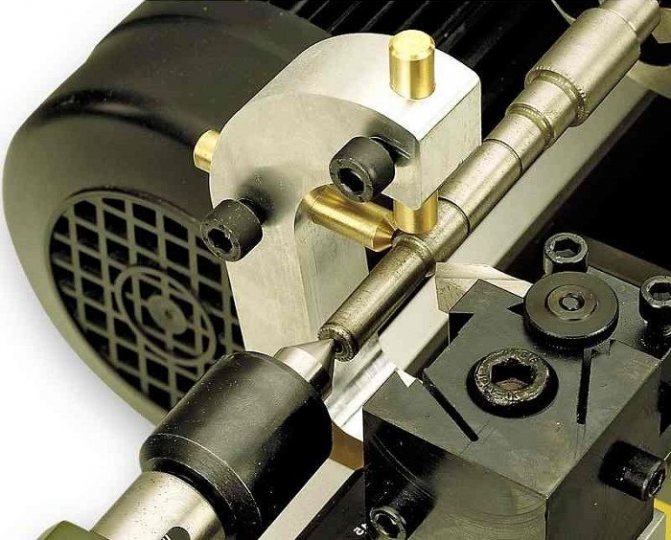
Варианты конструкций самодельных люнетов
Люнет для токарного станка стоит недешево, поэтому покупать его, если приспособление не так часто используется, нет особого смысла. Проще тогда изготовить своими руками люнет. Например, для токарного станка ИЖ1 можно реализовать самоделку, используя следующую конструкцию:
- В качестве основания, где будут закреплены кулачки, берут фланец для соединения труб. Размер фланца по внешнему диаметру составляет 200 мм, по внутреннему – 110 мм. Фланец при помощи транспортира делят маркером на три равных сектора с углом 120 градусов каждый. Линии соединения секторов как раз и будут местами, куда нужно закрепить механизмы подачи кулачков.
- Вместо кулачков можно использовать три шпильки с резьбой 14 и длиной 150 мм каждая. На шпильки с одного торца наваривают ручки (куски проволоки 8 мм в диаметре и длиной по 30 мм, чтобы получилось подобие буквы «Т» по форме), на другой торец заказывают у токаря три бронзовых остроконечных колпачка внутренним диаметром резьбы на 14.
- Механизм регулировки и фиксации кулачков можно сделать из трех гаек внутренней резьбой на 14 (для каждого кулачка), две из которых приваривают напротив друг друга по заранее прочерченным на фланце линиям.
- Для крепления токарного люнета к станине необходимо сделать специальную подложку, которая бы могла перемещаться по полозьям и фиксироваться в определенном месте. Подложку можно сделать из стального уголка с толщиной металла не менее 10 мм и величиной полок по 100 мм. Длина уголка должна быть равной ширине полозьев станины и захватывать направляющие. Для того чтобы полка двигалась строго по направляющим, из уголков с величиной полок по 15 мм, толщиной металла 2 мм отрезают две заготовки длиной по 100 мм. Их укладывают в полозья (друг напротив друга), сверху на них ставят большой уголок, который прихватывают сваркой.
- Далее в основном уголке сверлят отверстие на 12, чтобы можно было болтом закреплять подложку к стандартной металлической пластине от крепления бабки токарного станка. Фланец фиксируют в передней бабке, выставляют так, чтобы одна пара приваренных гаек смотрела вертикально вверх, придвигают вплотную к фланцу уголок на салазках и приваривают к нему.
- Люнет снимают с бабки, на каждый кулачок накручивают по одной гайке, надевают гравер и вкручивают кулачки в заранее приваренные гайки. После этого на торцы кулачков накручивают бронзовые «колпачки».
Устройство и принцип работы
Задача люнета – обеспечение строгой горизонтальности заготовки без препятствования ее вращению вокруг собственной оси. Принцип его действия основан на центровке детали с помощью нескольких опор, расположенных равномерно по кругу.
Свобода вращения сохраняется за счет того, что в точке соприкосновения с заготовкой опора имеет вращающийся ролик (подшипник).

Центровка обеспечивается возможностью его перемещения в продольном направлении с помощью кулачкового или пружинного механизма.
Устройство приспособления достаточно сложное. Оно базируется на цельнометаллическом основании, которое посредством болтов крепится к станочной станине.В нем расположены опоры с индивидуальным механизмом выдвижения.

Регулировка перемещения и фиксация опор обеспечивается регулировочными винтами. В некоторых типах люнетов предусмотрены металлические крышки с возможности смещения.
Люнеты предназначены для токарных станок разного типа и обработки деталей различной формы и размеров. Для более эффективного использования они изготавливаются в 2-х основных вариантах – неподвижный и подвижный тип.
Неподвижный
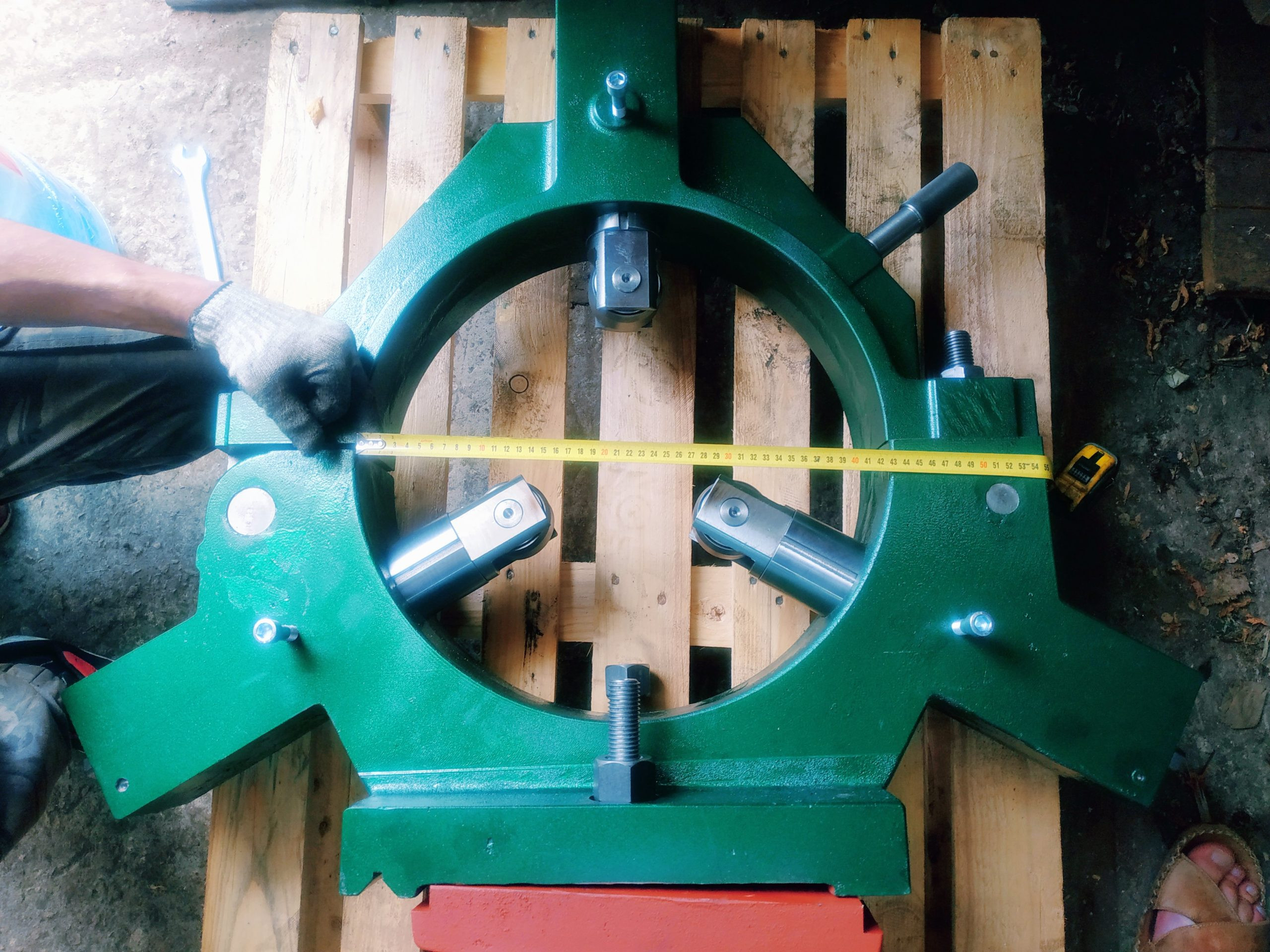
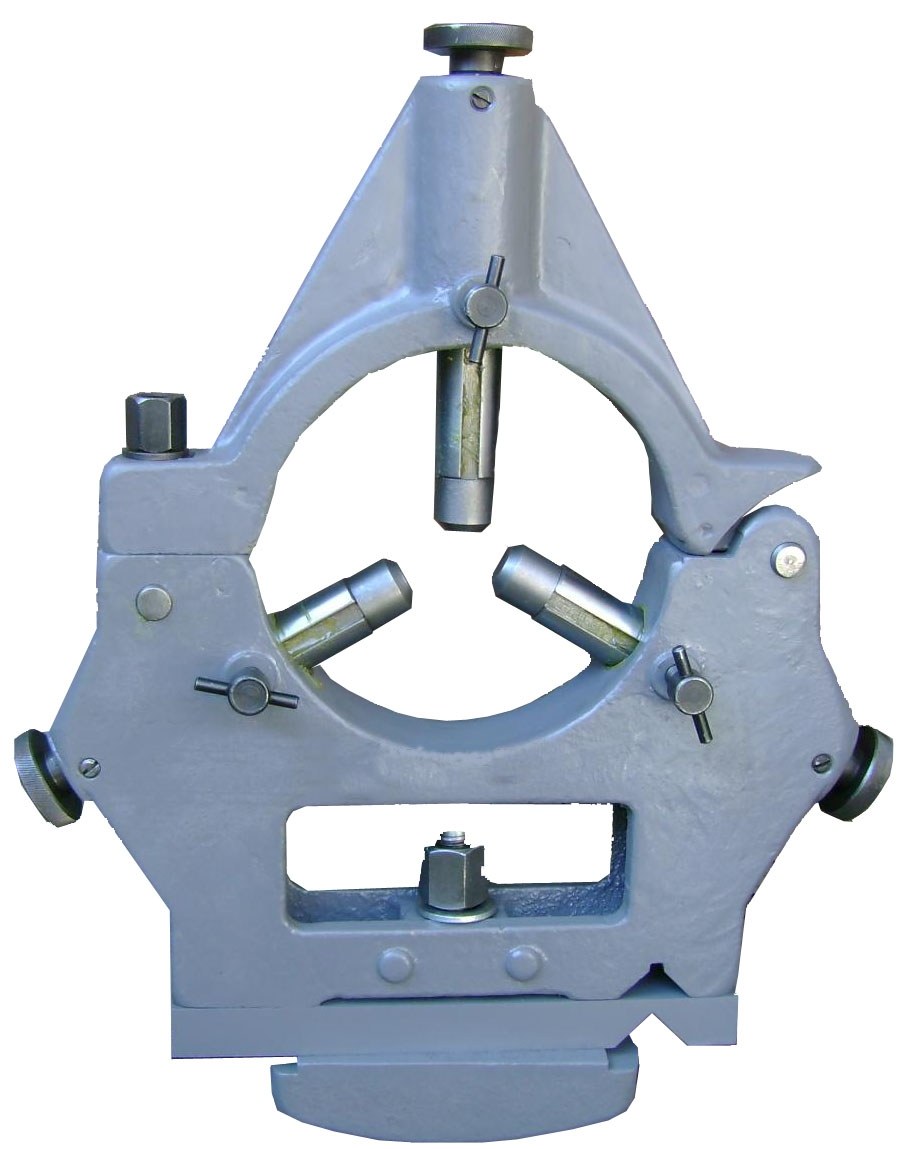
Люнет неподвижного или статичного типа устанавливается на станине и состоит из основания и откидной крышки, шарнирно соединенной с основанием. Опоры выполнены в виде кулачков, причем 2 из них размещены на основании, а верхний – на крышке.

По сути, заготовка при обработке ложится на нижние опоры и прижимается сверху. Для установки неподвижного люнета предусматривается нижнее, болтовое зацепление.
Подвижный
Люнет подвижного или мобильного типа размещается на каретке станочном суппорте. Это обеспечивает возможность его перемещения, совпадающее с движением рабочего инструмента (резца).
Особенностью данного приспособления является обязательное наличие 2-х опор, т. к. роль 3-ьей опоры исполняет сам резец. Опоры (кулачки или ролики) располагаются сверху и сбоку (напротив резца).







Мобильный люнет позволяет повысить точность работ, т. к. располагается непосредственно в зоне обработки. В зависимости от модели обеспечивается возможность использования заготовок диаметром от 20 до 260 мм.
Что можно делать на планшете
Первым делом обсудим, что такое планшет и как он устроен. Если вы работали за ноутбуком с операционной системой Windows или MacOS, но решили приобрести переносной гаджет для более мобильной работы, проще будет сказать, что планшет – тот же ноутбук, просто меньше. Думаю, при такой формулировке, для чего нужен подобный девайс – вопрос риторический. Для того же, для чего и стационарный компьютер. Большинство таких девайсов работают на операционной системе Android, основные принципы работы которой я сейчас расскажу, для той части нашей аудитории, которая не знает, что такое андроид.
Это система от компании Google, так что при покупке у вас на устройстве сразу можно будет обнаружить кучу ярлыков с программами этой компании. Для начала, советую не трогать их (да и вообще все остальные тоже), чтобы не запутаться в разном программном обеспечении. В зависимости от производителя, у вас также может быть другая куча ярлыков неизвестного происхождения, которые добавит вам производитель в надежде, что так будет лучше. Но пока разберемся с основами.
Плюсы и минусы люнетов
Работая на токарном станке, нужно знать, что использование люнета в некоторых случаях просто необходимо. Это, в первую очередь, относится к очень длинным заготовкам, провисающим под собственным весом
Поэтому, применяя приспособление, важно максимально использовать его выгодные стороны и по возможности избегать отрицательных эффектов, которые могут проявиться в процессе работы при неправильных действиях
Люнет для токарного станка, установленный по всем правилам, во многом облегчает работу оператора:

- Обработка проводится проще, так как нагрузка на резец становится одинаковой во всех точках контакта,
- Уменьшается риск брака за счет более точной центровки детали,
- Увеличивается точность обработки,
- Повышается безопасность работы за счет исключения биений детали, риска повреждения и заклинивания резца,
- Увеличивается скорость обработки,
- Расширяются возможности использования токарного станка,
- Устройство легко крепится и требует лишь точного выставления регулировочных болтов.
Есть определенные сложности в работе с люнетом, которых можно избежать при должном подходе к установке приспособления:
- Плохо выставленный механизм ведет к браку изделия, так как центр вращения заготовки смещается относительно резца,
- Люнет можно устанавливать только на предварительно обработанную поверхность, либо делать под него проточку,
- Приспособления для станка с выдвижными кулачками лучше использовать для черновой обточки детали,
- Для чистового вытачивания необходимо иметь в арсенале устройство с выдвижными роликами, которое не оставляет следов на заготовке,
- Время установки и подгона оборудования снижает интенсивность производственного процесса,
- Приобретение люнета – дополнительные финансовые затраты.

По какому принципу выбирать
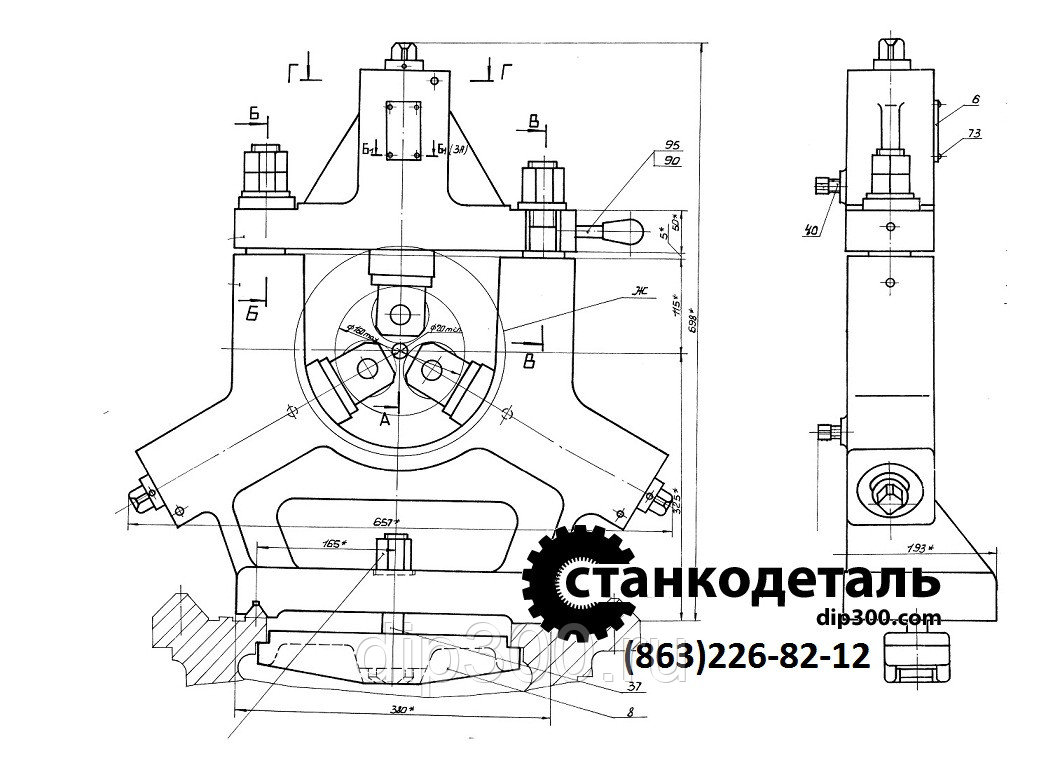
При выборе модели приспособления следует обратить внимание на ряд факторов. Прежде всего, рассматриваются технические характеристики – внутренний диаметр основания люнета, его размеры и масса, предельные (минимальный и максимальный) диаметры обрабатываемой детали, рекомендуемая длина заготовки, способ крепления
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов
Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов. Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Плюсы и минусы
Основные преимущества использования люнетов:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Важно отметить, что подвижный люнет легче устанавливается, однако неподвижный вариант обеспечивает повышенную точность обработки и дает возможность работы с более длинными и габаритными деталями. Важно! Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки
Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Важно! Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки
Производительность и стоимость
В качестве основных минусов многие специалисты отмечают влияние на производительность токарных работ и необходимость дополнительных затрат.
Снижение производительности связано с затратой времени на установку люнетов и регулировку опор. При этом необходима тщательная подгонка и многократная проверка. В ряде случаев производится предварительная обработка заготовки в месте фиксации.




Другой важный момент – финансовые затраты, вызванные достаточно высокой стоимостью приспособлений. Она зависит от типа люнета, его модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость подвижных моделей несколько ниже неподвижных люнетов аналогичной категории. Так, цена мобильных приспособлений колеблется от 1100-1300 рублей за простые изделия до 4500–4800 рублей за люнеты повышенной долговечности.
Установка и настройка люнета
Оборудование для токарного станка можно установить только в тех случаях, когда:
- Деталь в месте установки имеет идеальную цилиндрическую поверхность. Это может быть уже готовая круглая заготовка, или на участке соприкосновения болванку специально протачивают на токарном станке под опорное приспособление.
- Заготовка не имеет неисправимой деформации (она долго не хранилась в изогнутом состоянии и не успела принять форму прогиба), иначе выставить люнет будет очень сложно.
Вначале под деталь заводят нижние кулачки, с помощью измерительного прибора проверяют расстояние по всей длине: от заготовки до станины токарного станка (имеется в виду расстояние от участков болванки с одинаковыми диаметрами). Кулачками поднимается деталь на тот уровень, чтобы все расстояния были предельно одинаковыми. Далее деталь фиксируется сверху третьим кулачком.
В случае, когда нужно установить токарный люнет для финишной обработки изделия, метод установки и настройки отличается от рассмотренного выше:
- Вначале определяются с местом на детали, где будет установлено устройство токарное.
- Замеряют диаметр этого места и подбирают или вытачивают специальную короткую оправку, которая идеально соответствует промеренному диаметру.
- Оправку закрепляют в передней бабке и по ней выставляют люнет.
- Оправку снимают, а на ее место ставят обрабатываемую заготовку. Люнет же закрепляют на заранее подобранное место, соблюдая строгую параллельность с тем местом, где он настраивался по оправке.
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.





