

Устройство и назначение люнета
Люнет токарный – это своеобразная опора. Он позволяет удерживать цилиндрическую деталь в горизонтальном положении и в то же время не препятствует ее вращению вокруг своей оси. Оборудование в токарном деле применяют в нескольких случаях:
- Болванка длинная, в середине провисает. В этом случае закрепленный посередине люнет выравнивает заготовку, и во время вращения нет опасности, что она будет вращаться «веретеном», то есть в центральной ее части будет утолщение. Оно однозначно приведет к неравномерности обработки на токарном станке и может быть причиной вибраций, заклинивания и разрушения резца и заготовки.
- Нужно обработать торец заготовки. В этом случае нет возможности закрепить деталь за этот торец, так как он будет подвергнут расточке. Люнет токарный выставляют как можно ближе к зоне обрабатываемого участка. Эта операция в основном выполняется в последнюю очередь, когда вся остальная длина детали уже проточена начисто.
Люнет может быть установлен на любом металлорежущем оборудовании, если это токарный, фрезерный или шлифовальный станок.
В конструкции присутствуют следующие элементы:
- Основание люнета – это цельнометаллическая деталь. Она имеет нижнюю плоскость с отверстиями под крепежные болты, за счет которой приспособление устанавливается и фиксируется к станине токарного станка.
- Крышка. Она также относится к основанию, характерна для неподвижных токарных люнетов, выполнена из стали, подвижно крепится к нижней части.
- Выдвижные опоры. Могут быть выполнены с роликами на конце либо работать по принципу скольжения (элементы кулачкового типа). Именно кулачки и создают опору для заготовки. Чтобы они менее изнашивались, их усиливают твердосплавными покрытиями. Для уменьшения воздействия кулачков на деталь (протирание или продавливание) контактную часть снабжают наконечниками из бронзы.
- Регулировочные винты. Назначение этого элемента состоит в выдвижении кулачков и последующей их фиксации в заданном положении.
Обработка деталей в люнетах
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму – в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление – люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
Неподвижный люнет
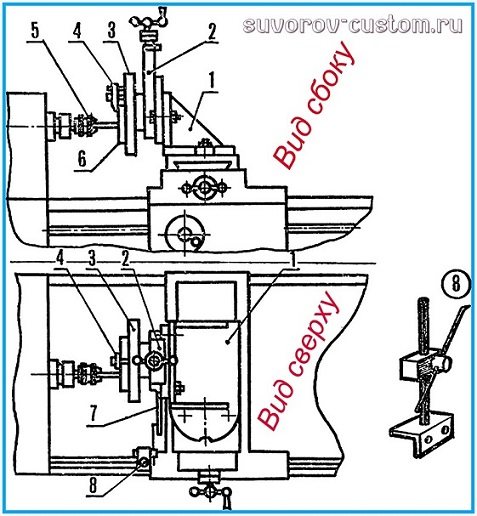
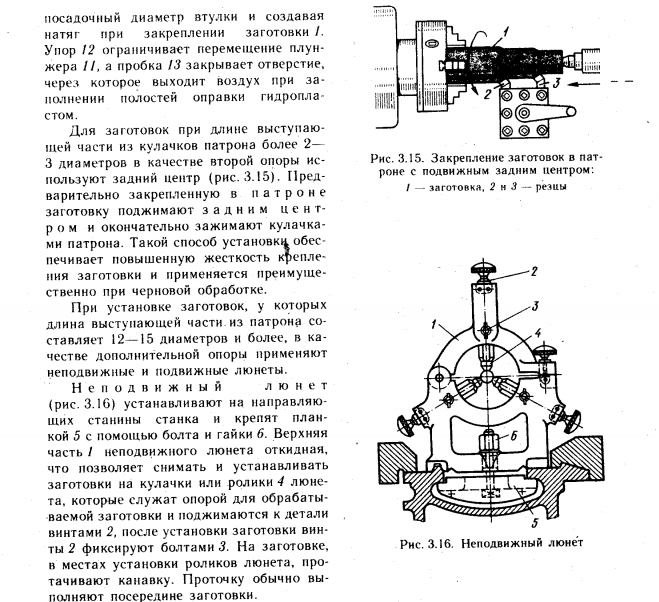
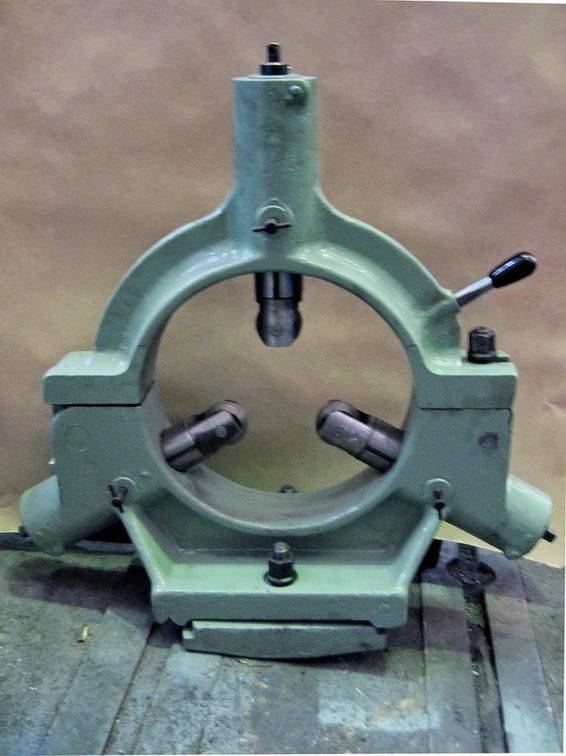
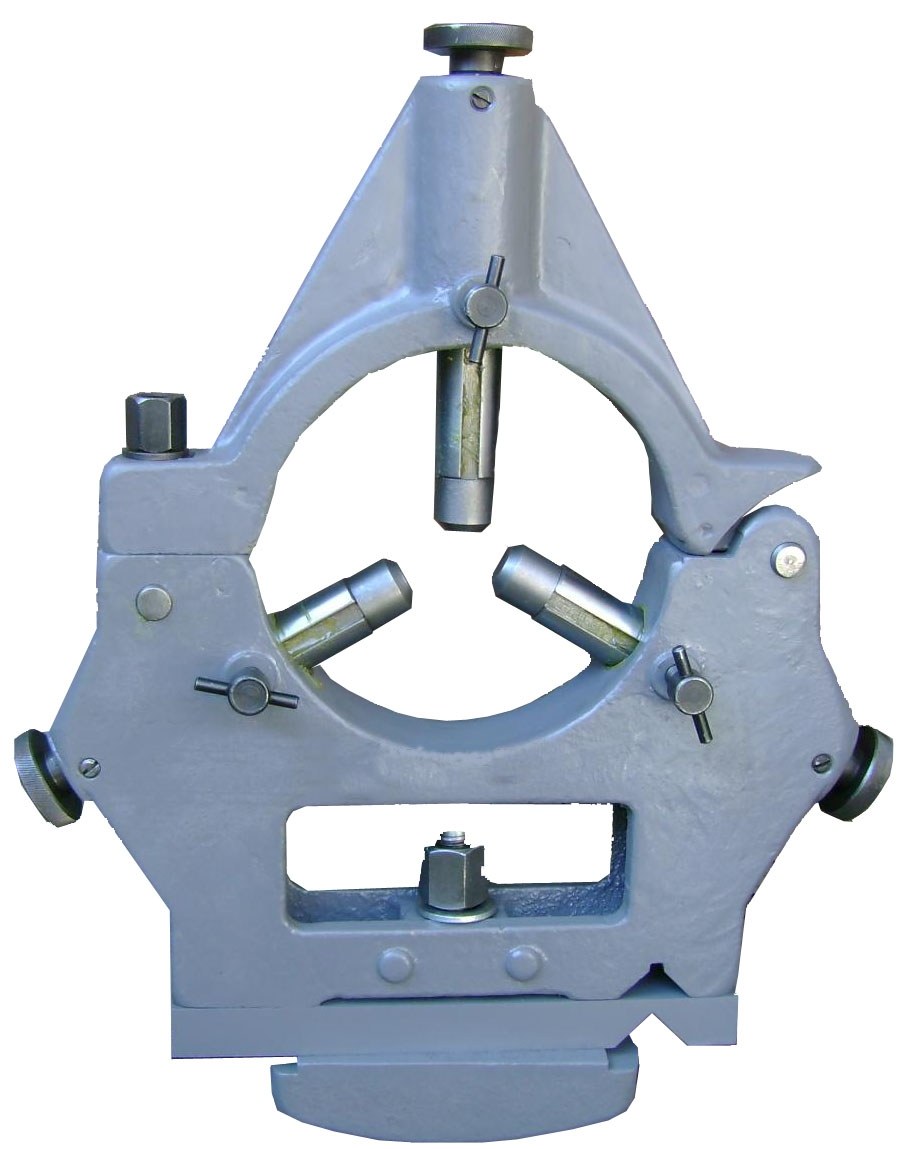
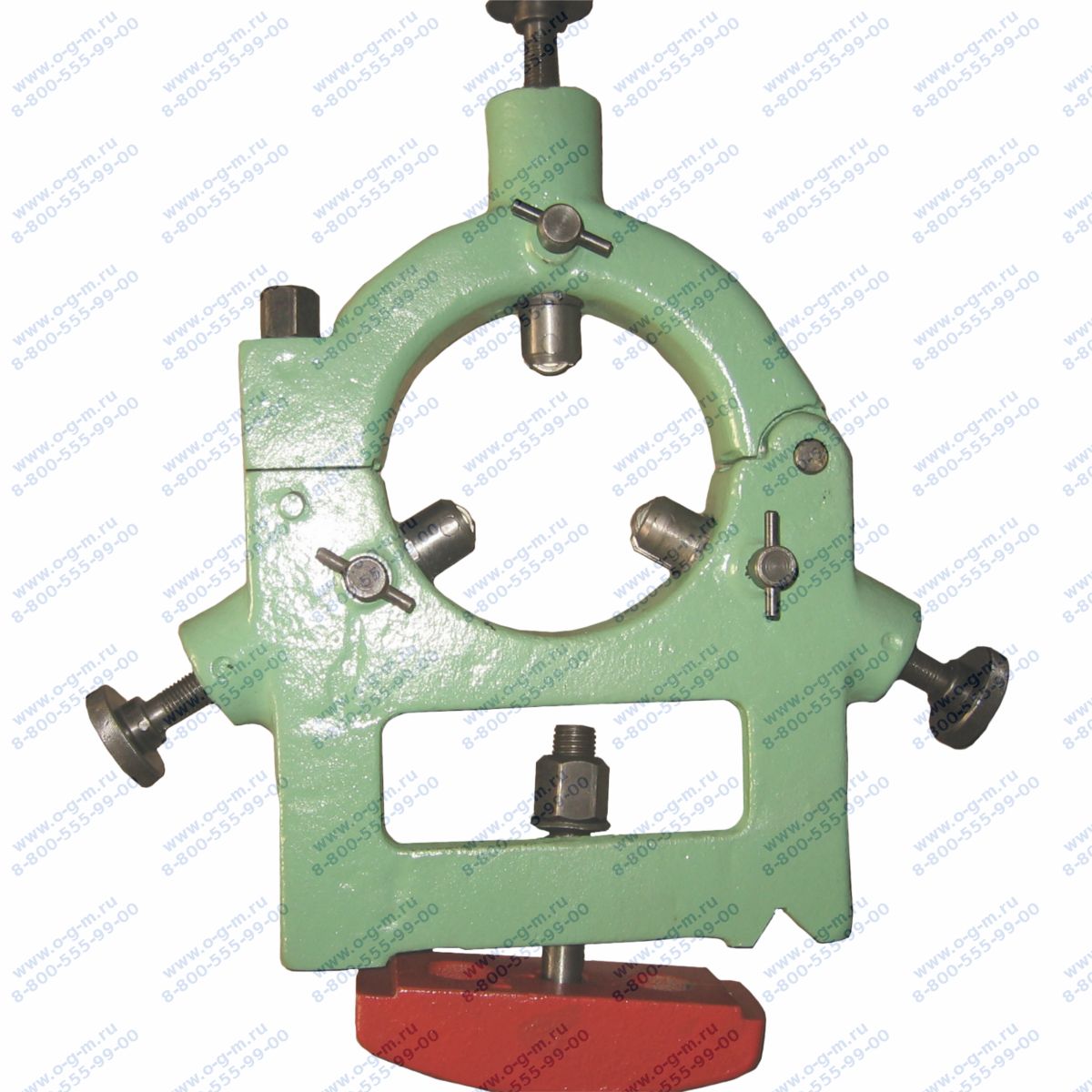
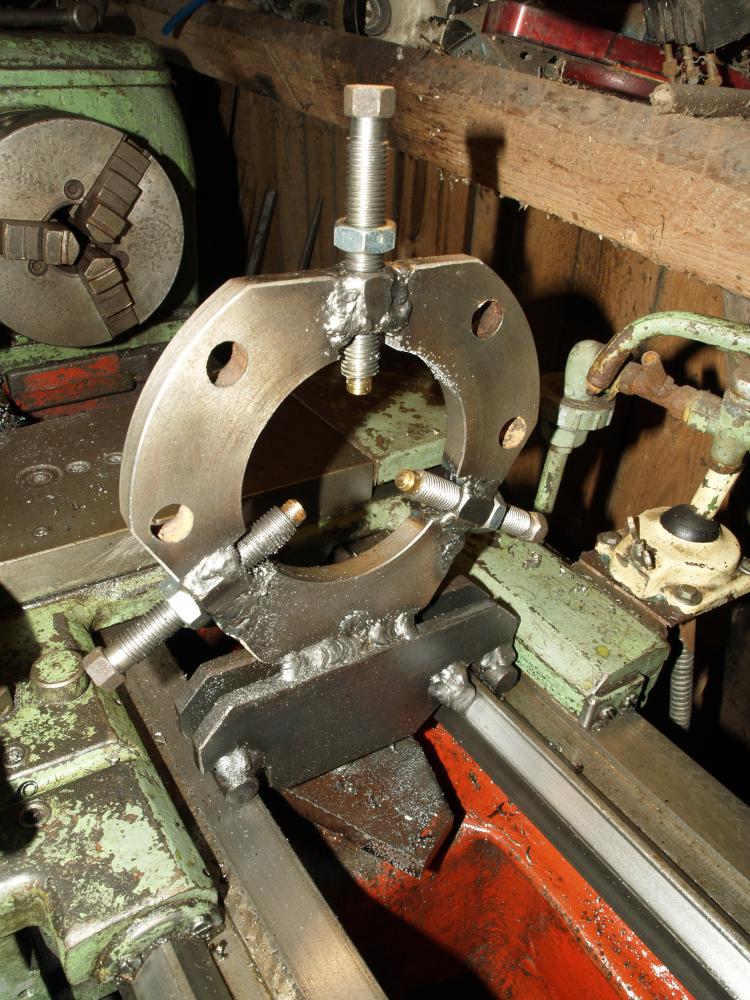
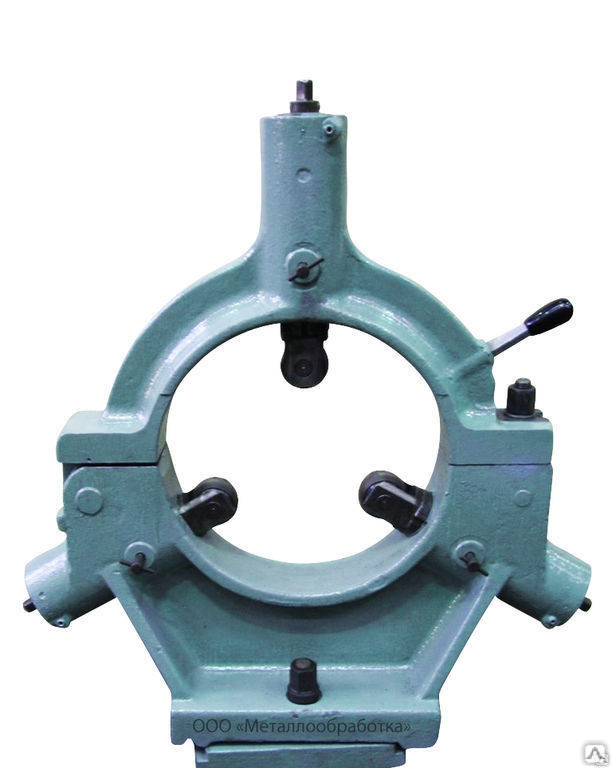
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке – один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
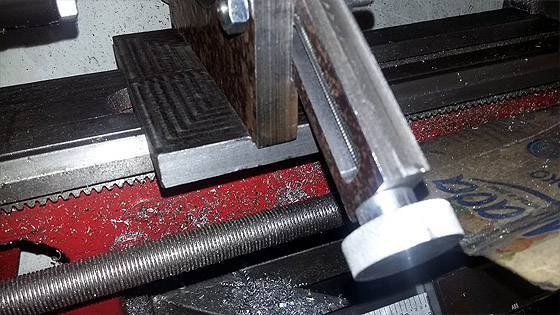
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами – в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
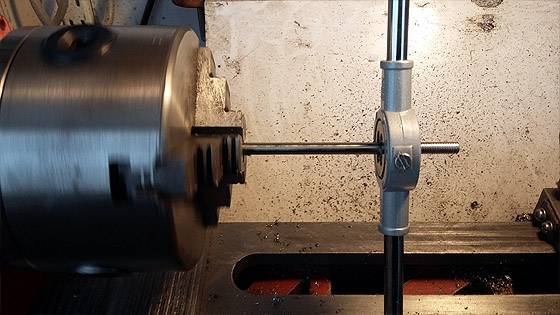
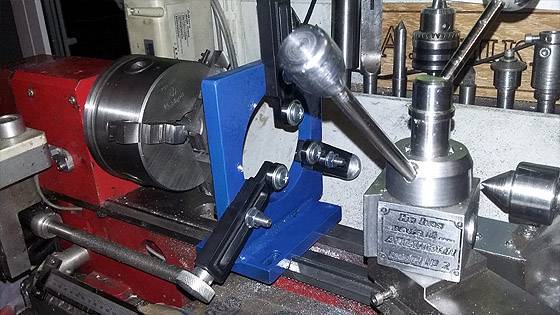
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете
Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете
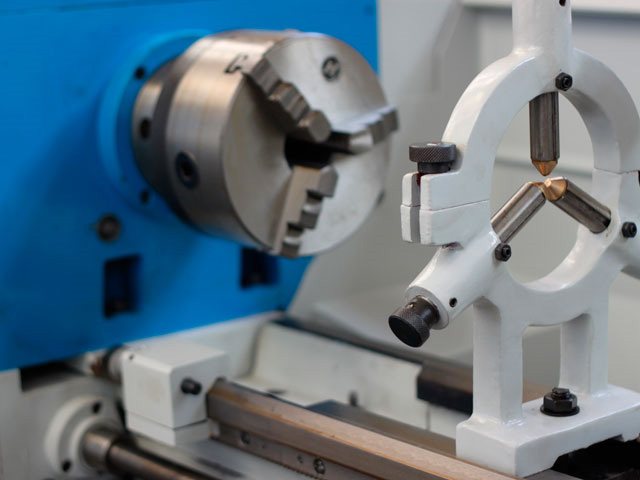
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
Подвижный люнет
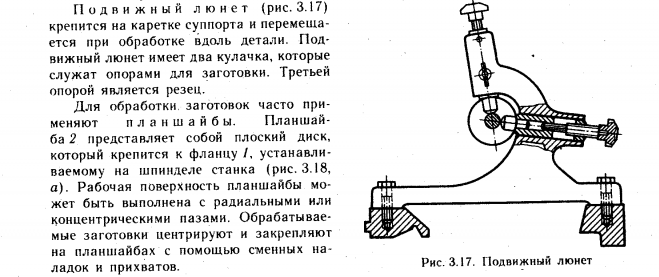
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Резцедержатели для токарных станков по металлу
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка. Подразделяются на двухпозиционные и четырехпозиционные, т.е. в.
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку .
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.

Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
Какие бывают люнеты, их устройство
Приспособление применяют тогда, когда нужно избежать риска повреждения и деформации изделия или режущих элементов станка за счет придания заготовке дополнительной устойчивости, в отдельных случаях — для возможности обработки детали с торца. Устройства бывают подвижного типа и неподвижные.

Люнет неподвижной конструкции
Механизм этого типа предназначен создавать поддержку для габаритных длинных деталей во время обработки. Его крепят в область нижнего зацепления станка стационарно и неподвижно. Результат использования – уменьшение биений и вибраций, повышение точности обработки. Неподвижный люнет состоит из:
- Основы, которая непосредственно крепится к станку при помощи специального болта,
- Крышки, при помощи шарнира соединенной с основанием,
- Фиксатора крышки к основанию,
- Выдвижных кулачков или роликов (обычно их три),
- Механизмов подачи и фиксации кулачков.
В некоторых случаях первые два элемента могут выступать единой конструкцией.
Так как кулачки имеют непосредственный контакт с обрабатываемой поверхностью, в месте соприкосновения последняя может нарушаться. Во избежание этого на концах упоров есть бронзовые наконечники. Сами же кулачки изготавливают из твердых сплавов, чтобы они выдерживали серьезные динамические нагрузки. Выдвижные ролики оказывают меньшее влияние на заготовку в плане ее повреждения.
Люнет подвижной конструкции
Подвижный токарный люнет устанавливают на станке, на его продольном суппорте, и закрепляют к каретке. Вдоль этого суппорта его можно свободно перемещать аналогично тому, как перемещается токарный резец. Приспособление может быть применено для разных диаметров изделий. Результат использования – токарный резец оказывает меньшее давление на поверхность, обработка проходит более равномерно, исключается риск разрушения режущего элемента.
Кроме системы крепления к станку, все остальные элементы люнета подвижной конструкции схожи с неподвижным приспособлением. Существует определенная классификация устройств подвижного типа для токарных станков:
- По типу элементов удержания заготовки – фиксаторы кулачковые, фиксаторы со встроенными роликами,
- Для разных операций обработки детали – под шлифовку, под обточку, для изготовления подшипников,
- По количеству выдвижных упоров – с тремя и более фиксирующими элементами,
- В зависимости от системы регулировки фиксаторов – механическим способом вручную, гидравлическим способом, автоматически.
Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Кроме отличий в элементах конструкции, размерах, типах крепления на станину, весь без исключения инструмент может быть отнесен к одной из двух основных категорий:
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.








Люнет неподвижной конструкции
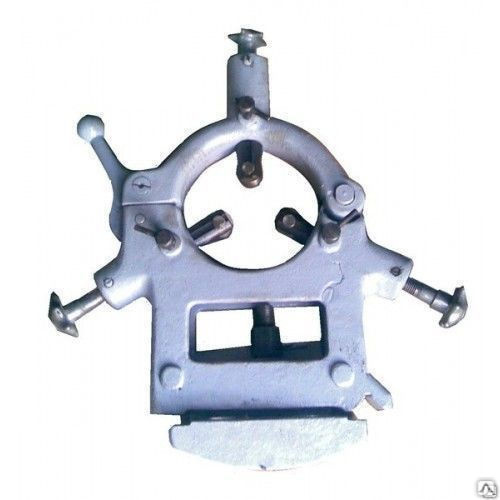
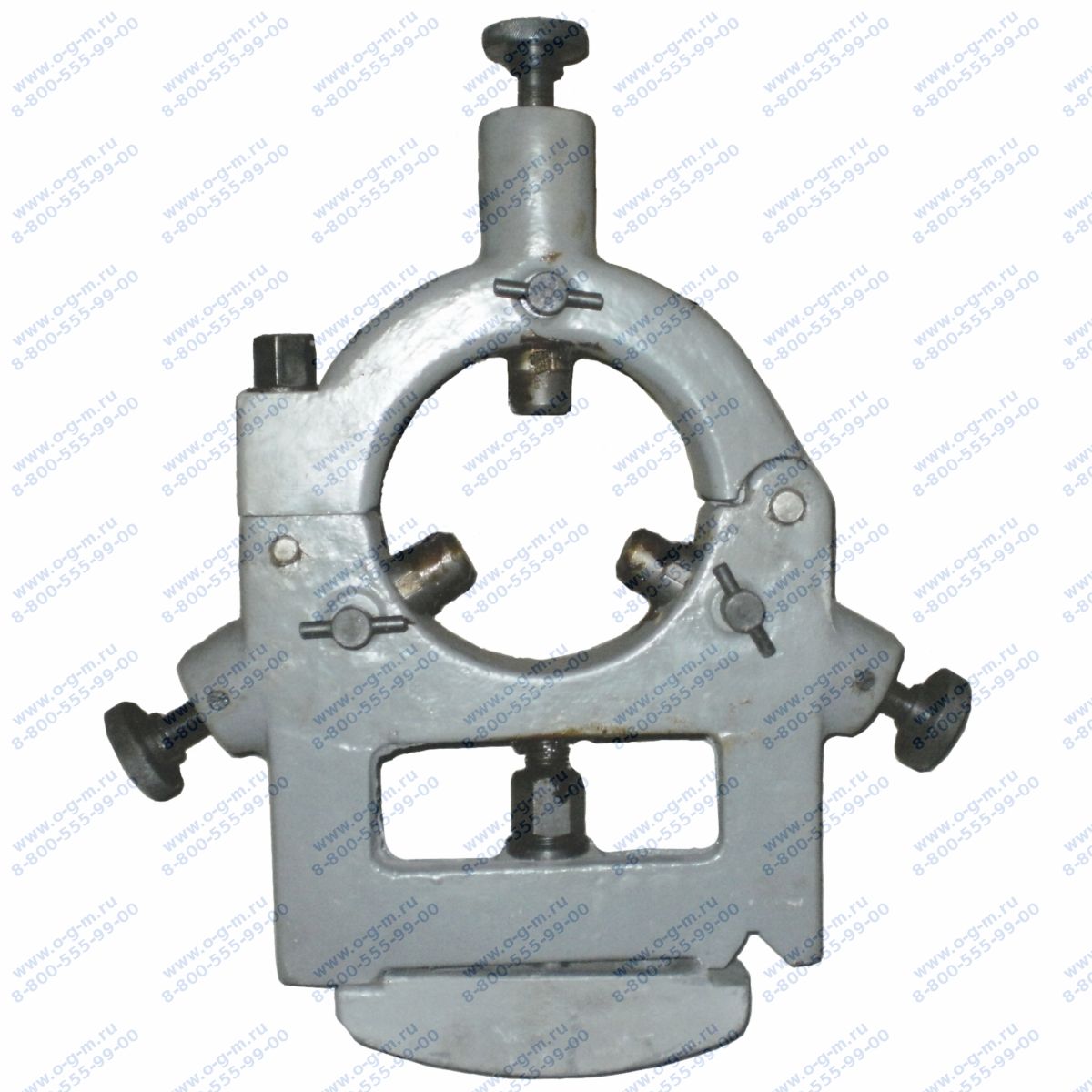
Люнет неподвижный представляет собой приспособление для токарного станка, целевое назначение которого состоит в том, чтобы поддерживать заготовку длинного размера. Это обеспечивает возможность более точной обработки изделия, исключает появление вибрации. Способ крепления оборудования к станине происходит посредством плоской опорной плиты и болтового соединения. Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».

Люнет подвижной конструкции
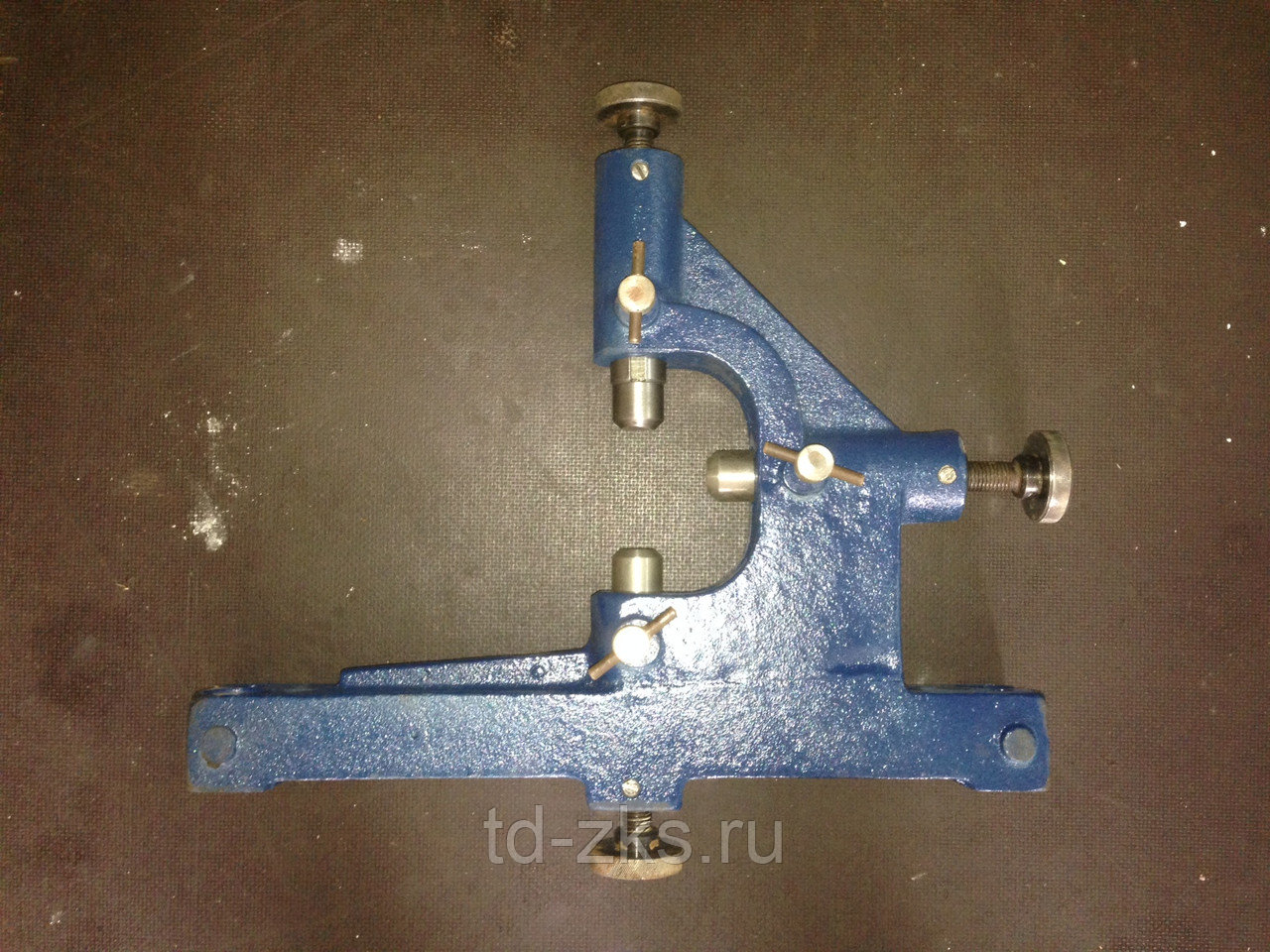
Люнет подвижный представляет немного иную конструкцию опоры, нежели неподвижное устройство. Он уже крепится не за станину, а за суппорт продольный на станке токарном. Это позволяет системе двигаться одновременно и в том направлении, куда движется режущий инструмент. То есть он располагается напротив самого резца. Основное целевое назначение подвижного токарного люнета в устранении изгибов тонких и длинных деталей под воздействием на них резца. Это позволяет избегать заклинивания инструмента и порчи изделия. Приспособление токарное подвижное имеет такие конструктивные элементы:
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
Варианты конструкций самодельных люнетов
Люнет для токарного станка стоит недешево, поэтому покупать его, если приспособление не так часто используется, нет особого смысла. Проще тогда изготовить своими руками люнет. Например, для токарного станка ИЖ1 можно реализовать самоделку, используя следующую конструкцию:
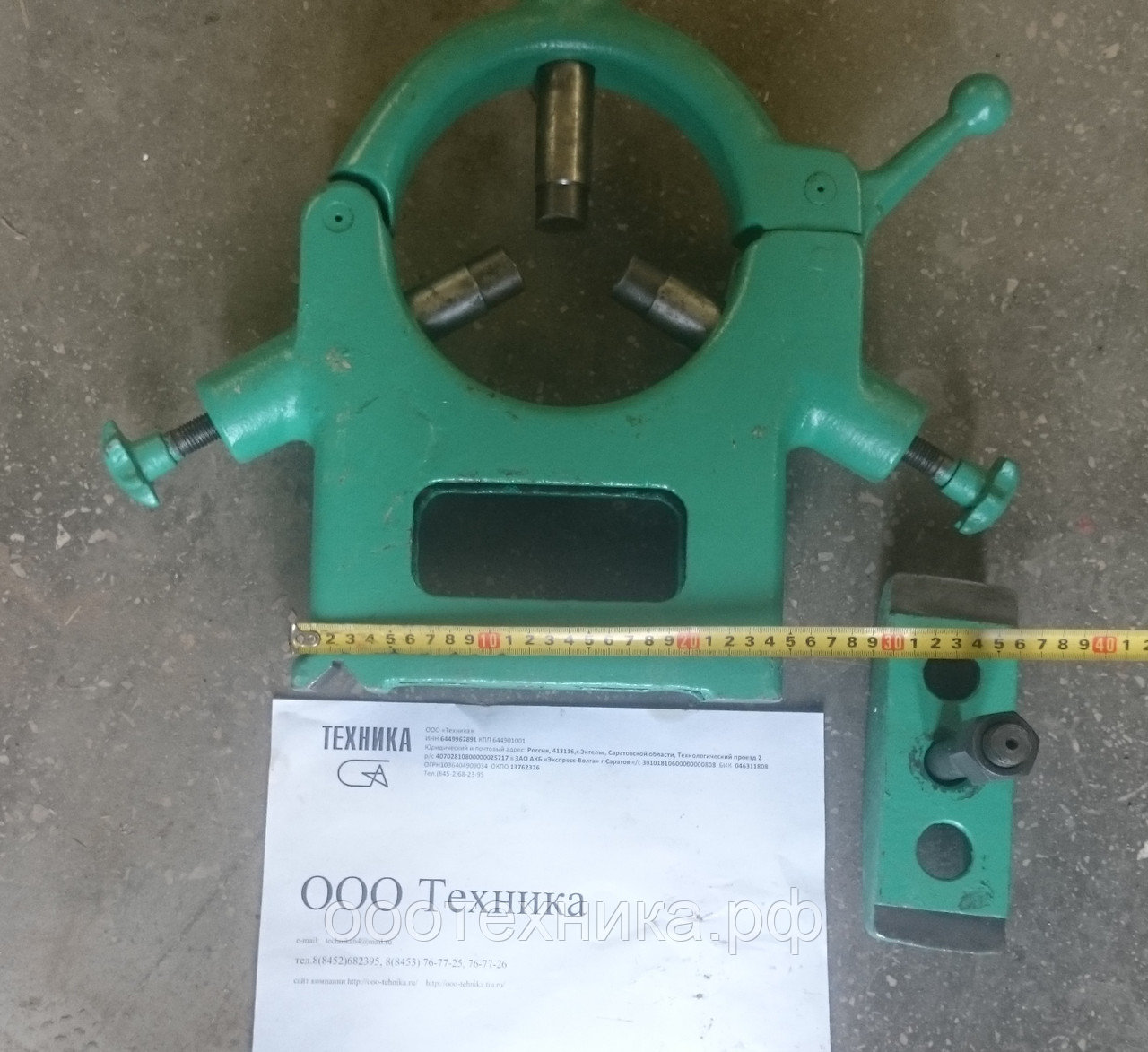
- В качестве основания, где будут закреплены кулачки, берут фланец для соединения труб. Размер фланца по внешнему диаметру составляет 200 мм, по внутреннему – 110 мм. Фланец при помощи транспортира делят маркером на три равных сектора с углом 120 градусов каждый. Линии соединения секторов как раз и будут местами, куда нужно закрепить механизмы подачи кулачков.
- Вместо кулачков можно использовать три шпильки с резьбой 14 и длиной 150 мм каждая. На шпильки с одного торца наваривают ручки (куски проволоки 8 мм в диаметре и длиной по 30 мм, чтобы получилось подобие буквы «Т» по форме), на другой торец заказывают у токаря три бронзовых остроконечных колпачка внутренним диаметром резьбы на 14.
- Механизм регулировки и фиксации кулачков можно сделать из трех гаек внутренней резьбой на 14 (для каждого кулачка), две из которых приваривают напротив друг друга по заранее прочерченным на фланце линиям.
- Для крепления токарного люнета к станине необходимо сделать специальную подложку, которая бы могла перемещаться по полозьям и фиксироваться в определенном месте. Подложку можно сделать из стального уголка с толщиной металла не менее 10 мм и величиной полок по 100 мм. Длина уголка должна быть равной ширине полозьев станины и захватывать направляющие. Для того чтобы полка двигалась строго по направляющим, из уголков с величиной полок по 15 мм, толщиной металла 2 мм отрезают две заготовки длиной по 100 мм. Их укладывают в полозья (друг напротив друга), сверху на них ставят большой уголок, который прихватывают сваркой.
- Далее в основном уголке сверлят отверстие на 12, чтобы можно было болтом закреплять подложку к стандартной металлической пластине от крепления бабки токарного станка. Фланец фиксируют в передней бабке, выставляют так, чтобы одна пара приваренных гаек смотрела вертикально вверх, придвигают вплотную к фланцу уголок на салазках и приваривают к нему.
- Люнет снимают с бабки, на каждый кулачок накручивают по одной гайке, надевают гравер и вкручивают кулачки в заранее приваренные гайки. После этого на торцы кулачков накручивают бронзовые «колпачки».
Некоторые особенности эксплуатации люнетов
Один торец заготовки зажимается в трехкулачковый самоцентрирующий токарный патрон (может быть цанга, поводковый патрон или другое приспособление), а другой – подпирается центром задней бабки. Заготовка контактирует с тремя кулачками или роликами. При этом, если заготовка не точная (литье или поковка), то место контакта роликов и кулачков с деталью нужно прочить.
Материалом для изготовления кулачков подвижного люнета служит, как правило, чугун. Этот сплав имеет хорошие антифрикционные свойства, однако опасность повредить заготовки из мягкой отожженной стали все же существует. Поэтому рекомендуется устанавливать на кулачки насадки из бронзы или из баббитов. Это уберет чистовую поверхность ответственного изделия от царапин и от истирания. Если нет возможности изготовить такие насадки, то предпочтение следует отдать роликам качения. Это предотвратит повреждение поверхности детали. Впрочем, если впоследствии рассматриваемая поверхность изделия будет обрабатываться на станке, то можно и не опасаться повреждений.
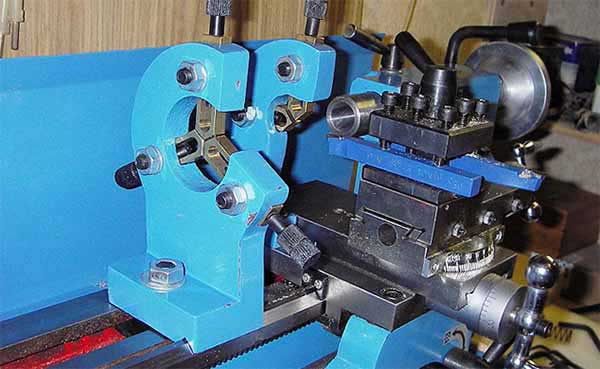
Самодельный неподвижный люнет.
Самодельный неподвижный люнет для моего токарного станка Калибр 350/550.
Люнет приспособление полезное, оно позволяет расширить возможности станка и точность обработки длинных деталей, что для моего хобби может быть очень полезным.
Подвернулся небольшой кусочек стального листа, немного побитый ржой и временем.
Решил сделать из него неподвижный люнет, что только не сделаешь для своего маленького китайского друга.
Приступил к исполнению желания. Вот как это было.
Прорезал на фрезерном станке в листе или заготовке отверстие 100мм.

Примерил к станку.

Отрезал лишний метал, и раскроил его на заготовки для опор подшипников.

Профрезеровал в них пазы.

Вот что у меня получилось.

Сделал небольшой уступ под подшипник с одной стороны, сразу на всех заготовках.

Установил подшипники и примерил к отверстию заготовки люнета. Выглядит вполне похоже на желаемое чудо.

Из небольшого кусочка металла сделал подошву люнету. Сначала прорезал паз под призму.

Ободрал ржавчину и сделал паз, для установки самого люнета.

Этот паз нужен чтобы при сварке детали остались перпендикулярны станине станка, а угол 90 градусов по вертикали можно будет подрихтовать кувалдой или молотком. Вот так выглядит готовая подошва, и заготовка для осей опор подшипников.

Оси, будут представлять конструктивно обычную шпильку, с утолщением по середине. Вот так мы их нарезаем резьбой М10.
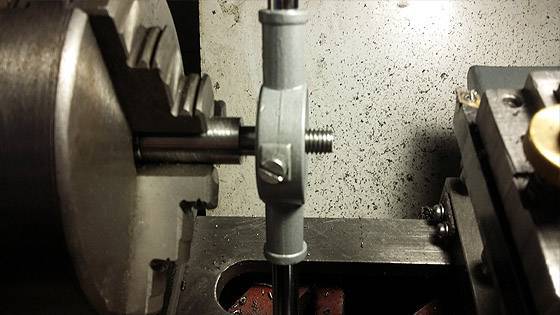
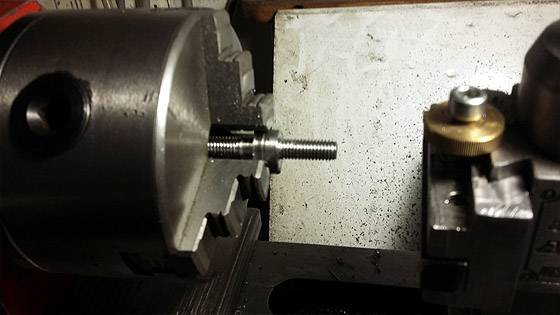
Вот и готово, осталось сделать только отверстие и нарезать резьбу.


На подходящем прутке нарезал резьбу М5.
Вот так это будет собираться до кучи.

На основной заготовке люнета сделал пазы и отверстия для крепления осей и упоров. При помощи поворотного стола окружность просто разделить на 120 градусов.

Вот как выглядит теперь моя заготовка люнета на токарном станке.
Вид на люнет, со стороны задней бабки.

Ах да, добавил гаек на оси, и в местах их установки нарезал ответную резьбу.
Выточил барашки и накатал рельеф, получились такие удобные крутилки.
Вид со стороны оператора, на подошву.
Вид на люнет,со стороны передней бабки.

Осталось только сварка, и опробовать приспособление в работе. Как только будет свободное время, сразу продолжу.







Да испытаний дело пока не дошло, так как уперся в прижим к станине.
Станина у меня, имплантирована дополнительными перегородками в окнах.
Поэтому прижим снизу не вставить, и я выпилил типа как на суппорте станка планочки.
Переднею планку сделал со сдвигом, так удобней будет снимать или ставить люнет.
Вот как выглядит процесс установки.

На слегка ослабленных винтах, накидываем подошву на станину станка.

Теперь только нужно придвинуть переднею планку и закрутить винты.

Получилось вполне работоспособно на мой взгляд.

В сборе выглядит так.

Вот теперь точно только сварка нужна.
Приварил подошву к люнету.

Сварщик я ещё тот и подошву лихо выгнуло, такого я сам не ожидал.
Пришлось немного поправить, ну и вот что у меня получилось.
Вот небольшое видео , или пробный пуск…
Ну и ремонт небольшой детали от часов.
Часто спрашивают, что вы на этих станочках делаете.
Принесли вот такую деталь с трещинами.

Нужно укрепить корпус.

Вот из такого кольца, срезанного при изготовлении с будущей шестерни я сделал колечко.

Одел колечко и проточил с наружи.

Получилось не плохо на мой взгляд.
Внешний вид вроде не испортил.
Раскрасил как смог…
Художник из меня ещё тот…
Назад
Вперёд
Устройство и принцип работы
Задача люнета – обеспечение строгой горизонтальности заготовки без препятствования ее вращению вокруг собственной оси. Принцип его действия основан на центровке детали с помощью нескольких опор, расположенных равномерно по кругу.
Свобода вращения сохраняется за счет того, что в точке соприкосновения с заготовкой опора имеет вращающийся ролик (подшипник).

Центровка обеспечивается возможностью его перемещения в продольном направлении с помощью кулачкового или пружинного механизма.
Устройство приспособления достаточно сложное. Оно базируется на цельнометаллическом основании, которое посредством болтов крепится к станочной станине.В нем расположены опоры с индивидуальным механизмом выдвижения.

Регулировка перемещения и фиксация опор обеспечивается регулировочными винтами. В некоторых типах люнетов предусмотрены металлические крышки с возможности смещения.
Люнеты предназначены для токарных станок разного типа и обработки деталей различной формы и размеров. Для более эффективного использования они изготавливаются в 2-х основных вариантах – неподвижный и подвижный тип.
Неподвижный
Люнет неподвижного или статичного типа устанавливается на станине и состоит из основания и откидной крышки, шарнирно соединенной с основанием. Опоры выполнены в виде кулачков, причем 2 из них размещены на основании, а верхний – на крышке.
По сути, заготовка при обработке ложится на нижние опоры и прижимается сверху. Для установки неподвижного люнета предусматривается нижнее, болтовое зацепление.
Подвижный
Люнет подвижного или мобильного типа размещается на каретке станочном суппорте. Это обеспечивает возможность его перемещения, совпадающее с движением рабочего инструмента (резца).
Особенностью данного приспособления является обязательное наличие 2-х опор, т. к. роль 3-ьей опоры исполняет сам резец. Опоры (кулачки или ролики) располагаются сверху и сбоку (напротив резца).

Мобильный люнет позволяет повысить точность работ, т. к. располагается непосредственно в зоне обработки. В зависимости от модели обеспечивается возможность использования заготовок диаметром от 20 до 260 мм.
Конструкция подвижного люнета
Подвижный люнет расположен на продольном суппорте станка. Такое положение позволяет ему выполнять движения траекторией, аналогичной движению резца станка. Благодаря этому уменьшается давление, производимое на деталь со стороны токарного резца. У подвижного типа прибора также есть своя классификация:




- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов:. кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Мобильный люнет крепится к каретке суппорта. Его используют при необходимости сделать резьбу на кулачках или произвести чистую обточку. Благодаря настраиваемым кулачкам мобильный люнет, как и неподвижный, может фиксировать абсолютно разные по диаметру детали.
Наибольший диаметр обрабатываемой заготовки находится в диапазоне от 20 до 250 мм и зависит от модели устройства. Основные элементы конструкции подвижного люнета:
- крышка откидная;
- заготовка для обработки;
- корпус;
- колодки;
- заготовка для обработки.
Перед тем как начать работу необходимо обточить зону на детали, в которой она будет касаться фиксатора. Кулачки следует зажимать медленно и плавно для размерного и надежного зажатия. Если фиксация произведена правильно, заготовка останется неподвижной даже при сильных нагрузках. Закончив работу, кулачки постепенно отводят и открывают крышку устройства.
Статичный люнет и его строение
Статичное устройство устанавливается на станину при помощи нижнего зацепления. Основной задачей неподвижного люнета является поддерживание габаритных деталей во время работы с ними. Таким образом, удается избежать ненужных вибраций и повысить точность обработки заготовок. Статичный прибор имеет несколько ключевых элементов строения:
- основание;
- крышка на шарнирном креплении.
Для рабочей фиксации крышки в конструкции устройства имеется откидной болт со специальной головкой. В основании и на крышке люнета располагается три кулачка для фиксации. Посредством их регулировки оператор станка может подгонять прибор под размер обрабатываемых деталей. Для этого в конструкции прибора предусмотрены специальные болты.
Фиксаторы для люнетов изготовляют предпочтительно с чугуна. Чтобы избежать повреждения особо хрупких деталей кулачками прибора, на них устанавливают специальное защитное покрытие (как правило, бронзовое).
Некоторые производители создают люнеты сразу с защитным покрытием на кулачках. Но не только обрабатываемые детали страдают от фиксаторов устройства, но и сами кулачки изнашиваются в ходе работы. Именно поэтому их также создают на основе особо твердых сплавов.
Установка неподвижного люнета осуществляется в несколько этапов:
- Зафиксировать обрабатываемую деталь в центрах станка.
- Предварительно настраивают все три кулачка прибора.
- Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
- Фиксируют заготовку для работы.
Стоит отметить, что не всегда требуется предварительная обточка шейки заготовки. Если деталь уже предварительно обработана или имеет фиксированные размеры, то обточку можно не делать.
Виды люнетов для токарного станка
Существуют подвижные люнеты (двигаются вместе с кареткой, либо суппортом) и неподвижные лютены (крепятся к направляющим станины), а также с опорами качения и скольжения. На техническом языке звучат как роликовые и кулачковые.
Если же речь пойдет о шлифовке колец подшипников, это уже так называемые специальные люнеты, работающие способом бесцентровой обработки и имеют название Башмаки.
Благодаря люнетам токарным, повысилась точность обработки деталей (валов).
Существует несколько названий люнетов: люнет токарный, либо могут называть просто люнеты для токарных станков, а также люнеты подвижные, люнеты неподвижные, люнет закрытый и т.д.
Устройство и принцип работы
Люнеты для токарных станков — сложные элементы, которые состоят из нескольких составляющих:
- Цельнометаллическое основание, которое имеет отверстия под крепежные болты. С их помощью конструкция закрепляется на станине токарного станка.
- Опоры с механизмом выдвижения. Выделяется два вида — первый вариант с роликами, с помощью которых опоры можно перемещать, второй вариант — кулачковый тип.
- Винты для регулирования положения кулачков.
На неподвижных люнетах устанавливается металлическая крышка, которую можно смещать.
Устройство и принцип работы неподвижного люнета
фото:устройство неподвижного люнета
- Крышка откидная;
- Основание устройства;
- Винты установочные;
- Колодки;
- Деталь для обработки.
Для устранения биения заготовки о поверхность необходимо проточить канавку для держателей. Когда люнет будет установлен на нужном месте, то можно вставлять заготовку, постепенно подводя кулачки к ее поверхности. Закрепив и правильно отцентровав можно приступать к работе. Использование проходного резца для обработки помогает избежать прогибов, а благодаря рычажному нутромеру можно узнать точные размеры обработанной внутренней поверхности.
Основные характеристики и размеры
| Наименование | Внутренний диаметр | Диаметр обработки,от…-до…,мм |
|---|---|---|
| Люнеты неподвижные | ||
| 1К62, ТС-30 | 150 | 20 — 130 |
| 1К625 | 150 | 20 — 130 |
| 1К62Д | 180 | 20 — 160 |
| 1К625Д | 180 | 20 — 160 |
| 16К20, 16Д20 | 160 | 20 — 150 |
| 16К20, 16Д20 | 180 | 20 — 160 |
| 16К25, 16Д25 | 180 | 20 — 160 |
| 1М63, ДИП 300, 163 | 170 | 20 — 160 |
| 1М63, ДИП 300, 163 | 400 | 20 — 380 |
| 1М65, ДИП 500, 165 | 400 | 20 — 380 |
| 1М64, ДИП 400, 1А64 | 400 | 20 — 150 |
Выбор неподвижного люнета
Люнет неподвижный выбирается по заданным размерам детали, которая должна будет подвергнуться обработке
Размер здесь имеет не менее важное значение, чем тип, так как в каждом случае люнет добавляет свой диапазон, в котором лежит минимальный и максимальный размер зажимаемой детали. Под каждую модель токарного станка выпускаются свои модели люнетов, которые совместимы с их параметрами, но при этом имеется несколько производителей в различных странах, которые могут вносить свои изменения в материал изготовления и прочие особенности. Поэтому, при выборе нужно ориентироваться на более жесткий и крепкий материал
Поэтому, при выборе нужно ориентироваться на более жесткий и крепкий материал.
«Важно! От материала зависит срок службы изделия и его качество, так как во время работы он сталкивается с огромными нагрузками и здесь нужен большой запас прочности.»
Маркировка и пример условного обозначения
На каждом изделии имеется своя маркировка, которая раскрывает свойства изделия. К примеру, если взять люнет неподвижный 1М65, то здесь можно понять следующее:
- 1 – первая цифра говорит о том, что он принадлежит к использованию на токарных станках;
- М – второй символ показывает, к какому поколению станков принадлежит изделие;
- 6 – цифра «6» на третьем символе показывает принадлежность к токарно-винторезной подгруппе станков;
- 5 – последняя цифра показывает типоразмер люнета, а именно, центры находятся выше станины на 500 мм.
Производители
- Корвет;
- Красный пролетарий (Россия);
- Днепропресс (Украина);
- Proxxon (Германия);
- Jet;
- Kuson (Южная Корея);
- Zmm-Bulgaria (Болгария);
- Астраханский станкостроительный завод (Россия);
- КраМЗ (Украина);
- SMTCL.
Для чего токарный станок предназначен
Среди различных станков для обработки металла, токарный был среди первых, которые могли обрабатывать любой материал, металл, пластик или дерево. Данный станок позволяет получить детали различной формы, у которых обработана наружная поверхность, выполнена сверловка отверстий или расточка, нарезана резьба или сделана накатка рифленой поверхности.

Существует много моделей токарных станков, которые выпускают производители оборудования для разных целей. Но промышленные станки, в большинстве случаев, дорогие, отличаются большими габаритами и массой и чересчур сложны, чтобы использовать их в домашних условиях. Отличным альтернативным решением станет собрать токарный станок по металлу своими руками, этот механизм будет небольшим, простым в управлении и позволит быстро делать небольшие детали из металла или дерева.
https://www.youtube.com/watch?v=jxl87wADX0E
Токарный станок дает возможность изготовить колеса, оси и другие детали с круглым сечением. Для домашнего мастера иметь в своем арсенале станок для токарных работ по дереву очень удобно. На нем можно выточить рукоятки для инструментов, различные детали для ремонта мебели, держаки для лопат или грабель. Развиваться можно постепенно, от простых деталей, накапливать опыт, постепенно научиться вытачивать элементы фигурной мебели или детали для изящных парусников.
В токарном станке заготовка фиксируется в горизонтальном положении и станок вращает ее с большой скоростью, далее, двигающийся резец снимает излишки материала, чтобы получить деталь. Хотя сам принцип действия токарного станка кажется простым, чтобы обеспечить надежную работу потребуется точная, согласованная работа множества деталей, составляющих механизм станка.





