

Закалка режущей кромки ножа графитом
Я расскажу и покажу вам простой способ закалки любого ножа у себя дома. И то, я буду закаливать не весь нож, а только его режущую кромку, что существенно упрощает задачу.Если вдаваться в подробности, то это будет скорее не закалка, а цементация, которая имеет цель повысить твердость и износостойкость металла.
Закалка режущей кромки ножа
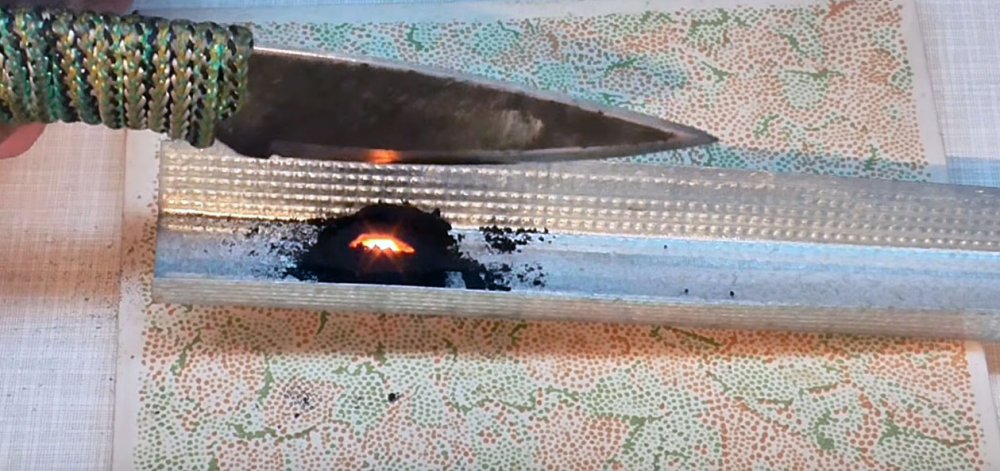
Берем нож.Проходимся по кромке надфилем, при этом обращаем внимание на глуховатый звук и легкое стачивание металла. Все свидетельствует о том, что нож сделан из обычной стали и не закален ранее.Для закалки понадобиться графит
Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей.В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус.Выставляем инвертор на минимальные настройки и включаем.Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке.Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено.В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно.Как только вы заметили разогрев места контакта, тут же поднимите нож.Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия.
Как самостоятельно закалить топор
В первую очередь необходимо убедиться в необходимости проведения рассматриваемой процедуры. Как правило, ее проводят в случае приобретения бюджетной модели топора. Для недобросовестных производителей характерны следующие ошибки:
- Отсутствие закалки. В этом случае материал топора будет очень мягким. Он будет быстро тупиться, а в случае рубки твердых пород древесины на поверхности инструмента будут оставаться вмятины и зазубрины.
- Нарушение технологии термообработки. Она выражается в отсутствии отпуска металла после проведения закалки. В этом случае материал топора будет хрупким – в процессе работы на его поверхности будут появляться трещины и выщербины.
Для проверки качества закалки мастера рекомендуют использовать плоский напильник с мелкой насечкой
Важно, чтобы он был в хорошем состоянии, без дефектов рабочей плоскости. Если напильник скользит по поверхности топора, практически не цепляя ее, это говорит о высокой твердости инструмента. В противном случае рабочая часть будет легко поддаваться обработке
В противном случае рабочая часть будет легко поддаваться обработке.
Если в результате проверки было решено, что топор нуждается в закалке, необходимо установить, из какой стали он изготовлен. Это залог качественной обработки, поскольку каждому материалу соответствует свой температурный режим.
Все топоры, которые изготовлены на территории СНГ, подчиняются требованиям межгосударственного стандарта ГОСТ 18578-89.
Перед тем как мы рассмотрим особенности технологического процесса, посмотрите видео о закалке топора в домашних условиях.
https://youtube.com/watch?v=j8sMHguBuYU
Процесс отжига
Перед работой необходимо сточить режущую кромку до толщины 1 мм. Под действием высокой температуры заточка все равно оплавится. После этого можно приступать к нагреву.
Отжиг – это высокотемпературная операция, в результате которой получают однородную структуру металла без внутренних напряжений в кристаллической решетке. Это происходит за счет обнуления памяти частиц металла под действием температуры. Материал становится мягким и легко поддается механической обработке. Отжиг можно проводить в обычной печи из кирпича.
Процедура имеет следующий вид:
- Нагреваем металл до температуры выше критической. Для стали У7 этот показатель составляет 760 °C. При проведении работ в домашних условиях самое главное – правильно установить температуру. Опытный специалист легко установит степень нагрева по цвету металла, а новичку лучше использовать магнит. Это связано с тем, что сталь и железо не магнитятся при температуре 768 °C.
- Запоминаем цвет раскаленного металла – красно-бордовый. Это понадобится в процессе закалки топора. Цвета каления и побежалости:
- По достижении заданных температурных параметров необходимо медленно охладить заготовку до 550 °C. Скорость остывания не должна превышать 50 °C за час.
- Оставляем заготовку до полного охлаждения печи.
- Очищаем топор от окалины и приступаем к закалке.
Этап закалки
Рабочую кромку окунают в воду на глубину 3–4 см. Оптимальная температура жидкости – 30–35 °C. Заготовка должна постоянно находиться в движении. В противном случае паровая подушка помешает равномерному охлаждению. Продолжительность закалки – 3–4 секунды. Для продолжения процедуры необходимо подготовить масло и металлическую емкость
Обратите внимание: под действием высокой температуры оно может загореться. В качестве меры безопасности необходимо подготовить кусок плотной ткани. В случае возгорания емкость с маслом нужно накрыть полотном, перекрыв доступ к кислороду
Заготовку опускают в жидкость целиком
В случае возгорания емкость с маслом нужно накрыть полотном, перекрыв доступ к кислороду. Заготовку опускают в жидкость целиком.
После данной процедуры материал топора будет очень твердым и хрупким. Чтобы устранить этот недостаток, следует провести отпуск металла. Перед этим необходимо очистить поверхность для визуального контроля степени нагрева.
Отпуск после закалки
Данную процедуру лучше всего проводить в духовой печи с функцией регулировки температуры. Топор помещают в камеру, нагретую до 300 °C. Длительность отпуска – 1 час. Заготовка должна остывать при комнатной температуре.
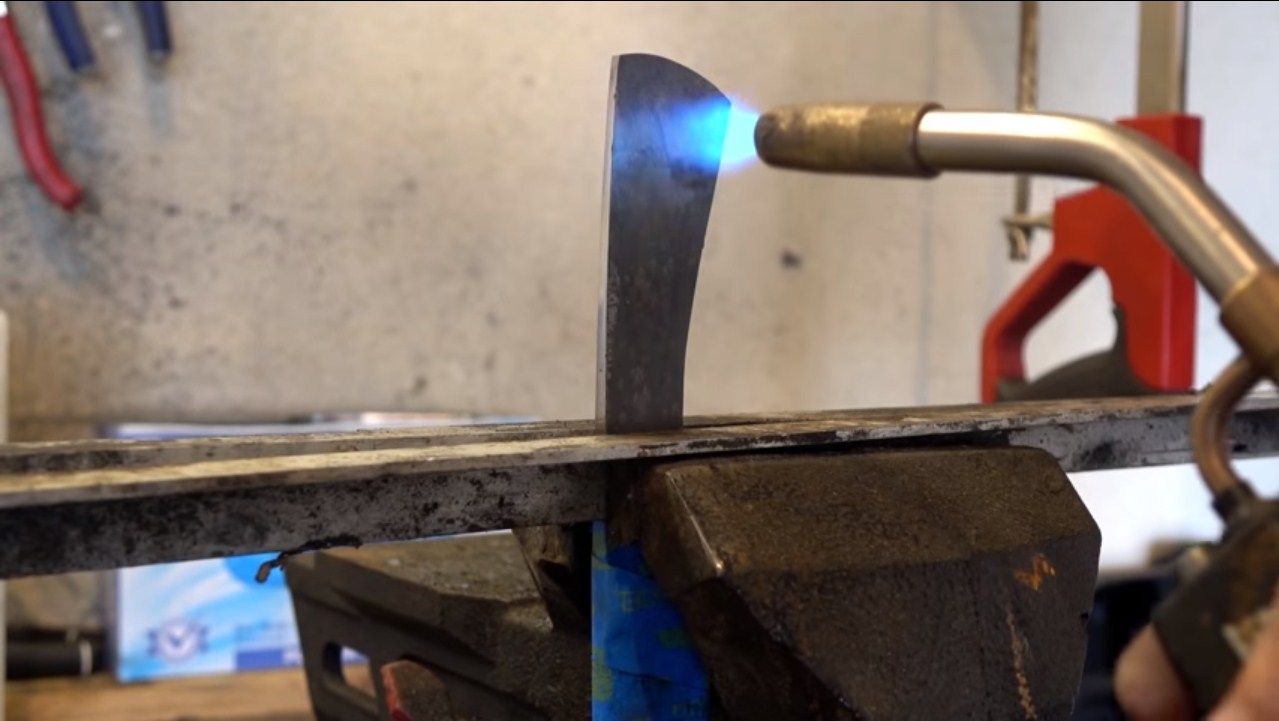
Обратите внимание на изображение:

Синий цвет поверхности указывает на то, что отпуск проходил при 300 °C.
Для проверки качества обработки необходимо использовать напильник по вышеописанной методике.
Закалка топора – довольно простая процедура, которую по силам провести дома даже новичку. Как вы считаете, какое масло лучше использовать для закалки? Напишите ваше мнение в блоке комментариев.
Особенности технологии
Можно выделить 3 основных этапа термической обработки стали:
Отжиг. Для начала проводится нагрев структуры до температуры, которая выбирается в зависимости от типа закаливаемого материала (для У7 +780°С). После нагрева металл оставляют в печи для медленного охлаждения.
Закалка. После выполнения отжига наступает этап закалки. В зависимости от типа металла температура нагрева может варьировать в пределах +800…+1000°С и выше. В домашних условиях можно достигнуть лишь показателя +800°С или чуть выше. Нагрев проводится до момента, пока металл не станет полностью красным, при этом графит и вся кристаллическая решетка перестраивается. Охлаждение может проходить в воде, но лучше использовать масло, что позволит снизить вероятность появления серьезных дефектов в структуре. При этом следует учитывать, что при нагреве масла может образовываться дым и другие продукты горения, которые вредны для человека.
Отпуск. За счет отпуска можно существенно снизить хрупкость структуры, при этом изделие выдерживается в духовке на протяжении 1 часа или более при температуре не выше +320°С









Важно учитывать, что на этом этапе не должно происходить перестроение кристаллической решетки, т. к
сильный нагрев может привести к снижению твердости поверхностного слоя.
Закалка ножа в домашних условиях осуществима, этого потребуется обычная печь, место для проведения работы, а также емкость с маслом или водой для охлаждения металла.
Много внимания уделяется выбору способа охлаждения стали. Различают следующие методы:
- Применение одной среды.
- Охлаждение при использовании двух жидкостей.
- Струйный метод снижения температуры поверхности металла.
- Метод ступенчатого охлаждения, применяемый для снижения напряжений в структуре материала.
При проведении закалки в домашних условиях следует учитывать, что слишком быстрое охлаждение становится причиной повышенной хрупкости структуры
Важно обеспечивать равномерное охлаждение, что позволяет получить равномерную структуру
При работе с раскаленной сталью следует соблюдать осторожность. Нельзя проводить подобные работы вблизи легковоспламеняющихся материалов
Что нужно для закалки?
Ключевым моментом в процессе обработки клинка выступает процесс нагрева и поддержания в процессе определенного времени металла при высокой температуре. Для этого используются:
- Муфельная печь;
- Газовая горелка;
- Кузнечный горн;
- Паяльная лампа.
Каждый из методов имеет свои плюсы и минусы. К плюсам горелки и лампы относится их мобильность, чего не скажешь о горне и печи, но горелка и лампа не дают возможности поддерживать температуру нужное время. С другой стороны, отрегулировать температуру нагрева с точностью до 50 градусов можно только в печи, да и сам процесс работы с ней удобнее.
Закалка в классическом виде осуществляется нагревом до 700-1000 градусов, после чего делается охлаждение в емкости с минеральным маслом. Поэтому работать рекомендуется в специально подготовленном помещении, где есть возможность установить и печь, и емкость для масла.
В кузнечном горне разогреть заготовку довольно просто – при подаче воздуха угли раскаляются и заготовка может достичь нужной температуры. Здесь главное не перегреть клинок. Ориентироваться лучше по специальной температурной шкале, в которой температура соответствует определенному цвету металла. Правда, для того чтобы не ошибиться шкалу нужно изучить основательно, поскольку при перегреве, сталь теряет свои свойства и становится мягкой.
Процесс остывания заготовки проводится в емкости с минеральным маслом, без доступа кислорода. Емкость необходима довольно большая – клинок должен весь погружаться в масло, при этом масло не должно закипать.
Для работы с разогретой докрасна заготовкой понадобятся и кузнечные клещи с длинными рукоятками и брезентовые или кожаные перчатки. В домашних условиях для работ нужно предусмотреть и одежду из негорючего материала, и маску для защиты лица.
Закалка и термообработка топора

Кузнец Валерий Самович: “На примере топора, хочу рассказать о термообработке стали в домашних условиях, которая включает в себя три стадии: отжиг, закалку и отпуск. Потребность в закалке возникает в том случае, если производителем нарушена технология термообработки.
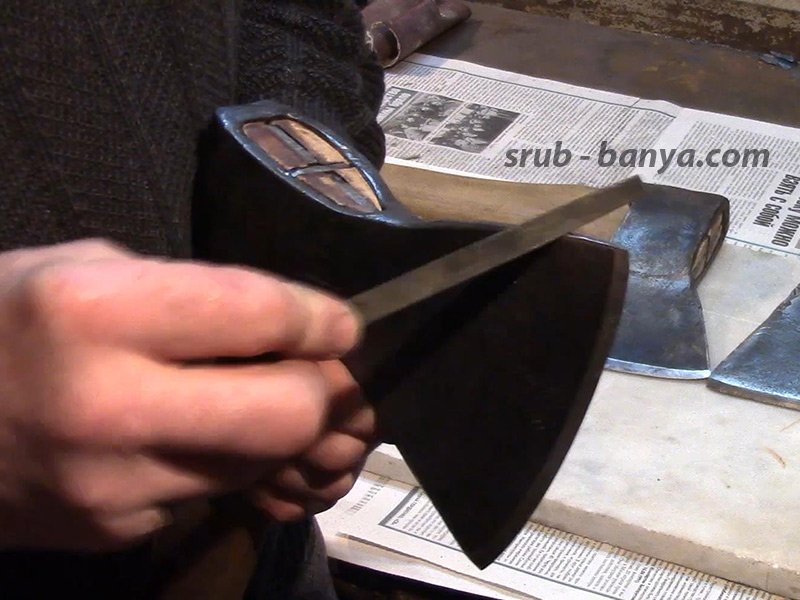
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки”. Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки.
В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному.
В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части.
И является гарантией того, что при работе не лопнет обух или не отломается полотно.
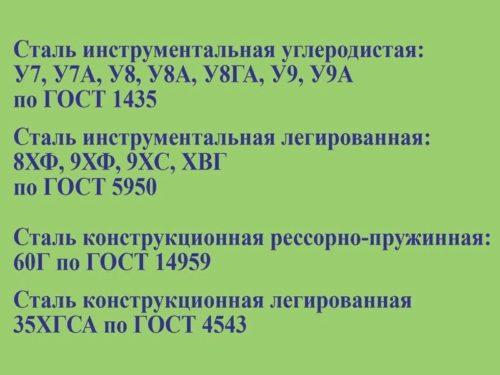
Гост 18578 – 89 топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор.
Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные.
Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска – 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке.
Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов.










Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя.
Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Закалка с самоотпуском
Еще один способ закалки инструмента – это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет.
Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов.
А для окончательного охлаждения топора она нагрета до 50 градусов.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.

Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Видео:
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Рабочий процесс

Для начала следует удостовериться, что топор не имеет сквозных трещин и сколов. Однако, если лезвие покрыто ржавчиной, то сначала его нужно очистить. Лучше всего начинать удаление ржавчины при помощи ручной металлической щетки. Лезвие необходимо зафиксировать. Удалить таким способом получится только верхний, самый рыхлый слой коррозии. Впоследствии можно использовать болгарку. Для ускорения процесса рекомендуется держать топор под углом. Удалить ржавчину нужно со всех сторон и изгибов. Завершается очистка с использованием ленточного шлифовального станка и абразивной ленты, а также использование ручной наждачной бумаги.

Когда ржавчина очищена, можно отполировать топор с помощью фетрового круга, предварительно насаженного на вал заточного станка. Данная операция – исключительно эстетическая.
Теперь нужно изготовить топорище. Здесь нам понадобится подходящий брусок дерева. Лучше всего выбирать твердые породы: дуб, ясень, береза, клен. Размечаем будущий брусок карандашом и начинаем выпиливать. Проще всего сделать это при помощи механического лобзика. Когда болванка готова, размечается и выпиливается таким же образом внутренний контур топорища, после чего останется долгая и кропотливая работа — напильником по дереву. Завершить работу следует шлифовальным станком.

Прорезка паза под клин при помощи лобзика – самая ответственная часть работы над топорищем. После этого мощными движениями и ударами насаживаем лезвие на рукоятку. Со стороны входа нужно иметь запас топорища до 1 см. Остается только сделать и вогнать клин из твердой породы дерева. Перед забиванием лучше нанести на него клей, для обеспечения дополнительной надежности. Завершается стабилизация топора установкой в среднюю часть клина двух металлических пластин под углом. Теперь можно обработать топорище водоотталкивающим средством.





Проверка качества закалки
Для того чтобы определить, удалось ли закалить изделие из стали до нужной твердости, у домашнего мастера не так уж и много способов. Традиционный — это попробовать поцарапать металл надфилем (не алмазным), который обычно имеет твердость 55÷60 HRC. Если на поверхности остаются бороздки, то это значит, что закалить сталь до нужного значения не получилось и ее твердость ниже этой величины. Если же надфиль скользит по поверхности закаленного металла, то его твердость в норме.
Еще один способ проверки качества домашней закалки — это царапание закаленной сталью поверхности бутылочного стекла (см. фото ниже). Кроме твердости, в домашних условиях при наличии определенных навыков можно проверить и структуру металла. Для этого необходимо закалить несколько образцов одинаковой стали в разных режимах, а затем на глаз сравнить структуру и размер зерна.

Способы закаливания
Способов закаливания существует, по сути, 2 типа. На открытом огне и в печи. Но, к сожалению, в обычном костре поднять температуру выше 900 градусов, не получится. Тогда приходит на помощь печь.
Ее можно изготовить самостоятельно. Это довольно непростой процесс, но изготовив ее единожды, она прослужит вам достаточно долго. Тем более если вы начинающий мастер, она вам просто необходима.
В камере
Далее мы поговорим, как сделать самостоятельно муфельную печь для правильной термообработки заготовок, а сейчас просто и коротко опишем процесс закалки в ней, сталь клинка будет использована 50Х14МФ:
- Прогреваем печь до нужной температуры, в данном случае 1070 градусов, и погружаем клинки в печь.
- Загрузив клинок в печь, разогреваем печь опять до 1070 градусов, и при данной температуре начинается отсчет времени. Принцип прост: 1 минута 40 секунд, на каждый миллиметр толщины клинка.
- По прошествии нужного времени, клинок вытаскивают и охлаждают на воздухе, в течение 15 минут под небольшим прессом.
- Затем производится отпуск металла в духовке при 200 градусах.
Закалка ножа в камере выполненной в домашних условиях.
При данном процессе сталь получает твердость в 56 HRC.
Но учтите, что в данном случае закалка происходила без погружения в жидкости. Для каждой стали свои условия закалки. И результат, которого вы хотите добиться, будет целиком и полностью зависеть от самого процесса.
На открытом огне
Способ, можно сказать, опробованный нашими предками и ему уже много лет. Чтобы правильно закалить сталь, без каких-либо точных измерительных приборов, так сказать «на глазок», нужна внимательность, и наберитесь терпения. Единственным способом проверки может являться магнит. Когда металл достигает определенного для него точки накала, так называемой точки Кюри, он перестает взаимодействовать с магнитом.
И еще один признак, это цвет самой заготовки, она должна стать темно-красной. Но также в процессе нужно следить, чтобы не появлялось синих или черных пятен, это говорит о перегреве. Заготовку стоит класть в угли, когда цвет пламени от них будет малиновый.
Что потребуется:
- минеральное масло в емкости (можно отработку);
- ведро с водой;
- хорошо подготовленные угли;
- длинные металлургические клещи.
Закалка ножа на открытом огне.
После того как деталь приобрела нужный оттенок и не магнитится, нужно аккуратно взять ее клещами и опустить в масло на 3-и секунды, и так нужно поступить несколько раз. С каждым разом удерживая заготовку в масле немного дольше. И в конечном этапе погружаем ее в воду.
Понятно, что изготавливая такую камеру, к процессу лучше подойти серьезно, так как делать вы ее будете не на один день или раз. Попробуем кратко описать процесс изготовления такой камеры, также называют ее – муфельная печь.
- Главное, правильно изготовить «тело» такой камеры, здесь прибегают к простому процессу. Будущая горловина изготавливается из любого бумажного твердого материала (типа картон), обмазывается огнеупорной глиной толстым слоем. Не забываем сделать тонкую прослойку парафина, между формообразующим бумажным материалом и глиной.
- Вторым этапом, минимум сутки высушивается будущая камера, а затем помещается в духовой шкаф и прокаливается на невысокой температуре около 90-110 градусов по Цельсию. После этого этапа бумажную составляющую уже можно извлекать.
- Окончательный обжиг конструкции происходит на открытом огне при температуре около 900 градусов, затем производится остужение при естественных условиях. Нужно дождаться полного охлаждения камеры.
- После того как заготовка будет остужена, она приобретает свойства камня, становится очень жесткой как кирпич. К ней приделывают дверцы, открывающиеся по горизонтали.
- Заключительным этапом можно назвать обматывание будущей печи проволокой из нихрома, диаметром сечения около 0,75 мм. На всю конструкцию потребуется около 18 метров. Для исключения короткого замыкания при обмотке обмазывать сразу лучше сырой глиной. В корпусе проделываем два отверстия, одно для термопары (измерять температуру), а второе для визуального контроля.
Изготовленная своими руками камера для закалки ножа.
На этом, можно сказать, что печь для каления металла готова. Как видите, нет ничего сложного в изготовлении муфельной печи для дома.





