

Уход за изделиями
Особенности ухода:
После использования клинок необходимо протирать от остатков влаги, грязи.
Важно научиться правильно точить нож. Для этого нужно использовать заточные камни разной зернистости.
Ржавчину следует смывать специальными химическими средствами.
Хранить клинок лучше в специальном футляре
Важно защитить его от проникновения влаги.
Ковка ножей — древний технологический процесс изготовления холодного оружия. С ее помощью кузнецы создают клинки для охоты, рыбалки, приготовления пищи и т. д. В качестве экономии можно попробовать самостоятельно выковать нож из стали.
Последующая обработка
Для начала необходимо отшлифовать и выровнять стальную поверхность. Затем происходит процесс накаливания, ведь изделие плавится довольно легко. После этого выполняется ковка ножа из рессоры, то есть имеющимися инструментами придается форма, ширина, толщина и дизайн острого конца, а также ручки.
Когда нож остынет, необходимо произвести финишную шлифовку поверхности, а потом заточить острие.
Технология точения ножей
Теперь нож можно использовать на кухне, в походе или хранить, как коллекцию.
Наиболее простой вариант переделки напильника, он часто используется профессионалами:
- для начала стоит очистить крайнюю часть от насечек и ржавого налета. Эту процедуру выполняют шлифовальным диском с помощью машины;
- накаливают до нужной температуры;
- вырезают форму ручки и клинка, такую же, как на макете;
- толщину тоже лучше регулировать пока материал нагретый.
К такому ножу лучше приобрести съемную ручку, ведь у напильников они стальные.
Для ковки ножа из стального троса используют сварочный инструмент. Он нужен для того, чтобы сплавить между собой все тонкие нити стали. Это процесс трудоемкий, поэтому требует терпения.
Изготовление ножей в домашних условиях – процесс нелегкий, но он стоит тех прилагаемых усилий и времени, потому что в результате получиться полезный и уникальный предмет.
Применение рессорной стали
65Г считается одной из самых дешевых пружинных сталей. При этом она обладает рядом уникальных свойств, делающих ее незаменимой для создания пружин. Рессорная сталь для ножа содержит хром, никель, марганец, кремний. Эти элементы придают свойства, за которые изготовителями выбирается именно этот материал:
- хорошая гибкость;
- высокая ударная вязкость;
- твёрдость;
- износостойкость;
Термообработка играет большую роль в улучшении качеств материала. Сталь становится прочнее, повышается ее твердость. К сожалению, она недостаточно устойчива к коррозии – имеет обыкновение ржаветь. Но достоинства перевешивают недостатки и ее часто используют как материал для клинка.
Такие ножи применяют в самых разных сферах. В первую очередь в качестве кухонных – крепкие, прочные, долговечные – что ещё нужно для ежедневной работы на кухне и, например, для разделки мяса? Те же соображения заставляли охотников, рыбаков и туристов стараться заполучить в свой арсенал эту качественную «самоделку». Поэтому многие мастера делали на продажу туристические и охотничьи ножи.
Благодаря хорошим характеристикам стали, эти ножи были популярны среди военных. Солдаты срочной службы, имевшие доступ к инструментам для металлообработки, в кустарных условиях изготавливали армейские ножи.Со временем, изготовители начали замахиваться на более серьёзные изделия: топоры, мечи, мачете, катаны. Из-за хорошей ударной вязкости рессорные стали прекрасно подходят для ковки. Ковкой можно изготовить клинок любой формы, даже самой причудливой.
Свойства и применение пружинной стали
Наличие кремния в разных рессорно-пружинных сталях составляет 0,17-2,60% в зависимости от класса. Помимо этого, полезными легирующими добавками считаются хром и марганец при совокупном легировании, поскольку они увеличивают сопротивляемость к низким пластическим деформациям, одновременно увеличивая многие технологические свойства сплава. Добавление ванадиевых, молибденовых и вольфрамовых включений обеспечивает образование стойкой тонкой однородной структуры и карбидной фракции, блокирующей дислокацию. Для улучшения технико-эксплуатационных свойств в состав стали вводят микродозы бора.

Максимальными физико-механическими качествами отличаются пружинные стали марки 70СЗА и 60С2ХА. Их параметры упругости достигают 1100 МПа, а твердость – до 48 HRC по шкале Роквелла. При этих показателях металл чувствителен к концентраторам напряжений (поверхностным дефектам). При их отсутствии параметры выносливости металла на изгиб – выше 550 МПа, а на кручение – 350 МПа. Для снижения этой чувствительности готовые изделия получают наружный паклен обдуванием дробью. В результате такого упрочнения показатели выносливости возрастают в 2 раза.
Нержавеющая проволока из пружинной стали используется для изготовления пружин сжимания, растяжения и кручения, эксплуатирующихся без изоляции в дистилляте, водно-паровой среде, солевых, щелочных и спиртовых растворах, морской воде. Такая проволока оптимально подходит для производства пружин, использующихся в химико-пищевой отрасли, для работы в температурном диапазоне −250 °С…+250 °С.

Конструкционная пружинная сталь 65г получила наибольшее распространение в производстве упругих частей разных механизмов (рессор, пружин и шайб) благодаря дешевизне, повышенной твердости и упругости. Единственным недостатком, ограничивающим ее использование в приборостроении, является невысокая усталостная прочность (менее 200.000 циклов). Сталь этой марки обладает твердостью в незакаленном виде 25 HRC, после закалки она возрастает до 61 HRC.
Легированная пружинная сталь 60с2а характеризуется дешевизной, высокой упругостью, износоустойчивостью, отсутствием отпускной хрупкости. Такой металл не боится деформации от физико-механических контактов и давления. Он не нуждается в защитном покрытии, может эффективно эксплуатироваться при обычной влажности. Максимальная температура его применения – не более 250 ºС. Используется в производстве разнообразных изделий металлопроката.

Сталь пружинная листовая актуальна в производстве морского, пищевого и медицинского оборудования, где рабочая среда требует повышенной коррозиеустойчивости. По прочности такая сталь немного уступает нержавеющей.
Коррозионная стойкость пружинных нержавеющих сталей связана с повышенным уровнем хрома и молибдена. Кроме этого, они сочетают в себе прекрасную сопротивляемость к трещинообразованию под нагрузкой и значительную физико-механическую прочность.
Сварка пружинной стали имеет свои сложности. Как правило, предварительно металл упрочняется термоспособом, а при проведении сварки данное упрочнение разрушается. Решением проблемы может быть сварка соответственным ферритным электродом за счет предварительного нагревания и дальнейшего отпуска для предотвращения трещин в области термовоздействия. При сварке аустенитными электродами на основе нержавейки или никеля риск образования трещин уменьшается за счет повышенной растворенности водорода и хорошей пластичности плавящегося металла.

Официально принята буквенно-цифровая система маркировки пружинной стали. Главные легирующие добавки имеют специальный буквенный код. Числовое обозначение показывает уровень процентного содержания конкретного элемента. Если количество отдельного компонента не превышает 1,5 %, то число после буквенного индекса не указывают. Уровень углерода отображается в начале шифра в сотых долях %.










Делаем заготовку
После того как определились с моделью и подобрали материал, нужно сделать выкройку из плотного картона. Экспериментировать лучше на бумаге, а не на заготовке. После окончательных правок заготовка очерчивается на металле. Нужно взять небольшой запас, оставляющий припуск на обработку.
Читать также: Самодельная грохотная картофелекопалка для мотоблока
Вырезать заготовку можно 3 способами. Каждый из них имеет достоинства и недостатки:
- Лазерная резка. Высокоточный метод. Применяется на предприятиях для изготовления новых деталей. Этот способ хорош тем, что дальнейшая обработка после него минимальна. Также он годится для вырезания аккуратных отверстий в твердом материале, что сделать при помощи сверла гораздо сложнее. Минусом этого способа является то, что он доступен не для каждого. Кроме того, лазер перегревает при резке металла, поэтому режущая кромка может плохо держать заточку.
- Гидроабразивная резка. Это метод разрезания струей воды с добавлением в нее абразивных частиц. Этот способ подходит идеально за исключением того, что он труднодоступен.
- Вырезание при помощи шлифовальной машинки. Это самый доступный и трудоемкий вариант. Для работы болгаркой нужно запастись отработанными кругами, которые имеют самый минимальный диаметр. Это нужно для того, чтобы делать криволинейные резы. Кругами больших диаметров работать опасно. Более того, разрезы будут неаккуратными. Нужно оставлять большой запас на обработку.
Как выполняются эти ковки
Ковка ножа из сверла, которое изготовлено из качественной инструментальной стали принесет хорошие плоды, если оно ранее предназначалось для металла. Такие сверла не требуют высокого нагревания во время переделок, а также относятся к быстро режущимся материалам.
Методика ковки несложная:
- сверло помещают в печь для накаливания, оно обязано покраснеть;
- его вынимают и зажимают тисками хвост для процедуры выравнивания;
- уже приступают к изготовлению формы резца и ручки;
- заточка производится с помощью молота или шлифовальной машины. Болгаркой быстрее всего работать;
- ковка ножа из сверла делается в несколько этапов для того, чтобы не изделие не потрескалось и не сломалось.
Ковка ножа из рессоры – процесс тонкий, требующий внимания. Главное, не перегреть сталь, иначе изделие станет некрепким и испорченным.
Сборка
Требуется развести эпоксидный клей. На соединяемые плашки следует нанести риски или продавить неглубокие вмятины для лучшей адгезии слоя эпоксидки. Обязательно следует обезжирить металлическую часть ножа, которая будет находиться внутри рукояти. Сборка производится в следующей последовательности:
- наносится эпоксидный клей на поверхности накладок со стороны рисок;
- половинки накладываются с обеих сторон хвостовика, в отверстия продеваются штифты, собранная рукоять оборачивается бумагой и плотно сжимается струбциной;
- после застывания эпоксидки резаком по дереву снимают фаски с ребер накладок ножа;
- наждаком на матерчатой основе с зернистостью 80 производят грубую обработку деревянных плашек ручки ножа;
- полосками наждачной бумаги полируют рукоятку вчистую.
Отполированная поверхность покрывается разогретым до 50–60 градусов льняным маслом. После впитывания процедура повторяется 2–3 раза. В последующем покрывать лаком рукоять ножа нет необходимости. Под воздействием ультрафиолетовых лучей масло полимеризуется, превращаясь в твердую эластичную субстанцию. Она заполняет мельчайшие поры древесины, защищая лучше любого лака рукоятку ножа от влаги и внешних воздействий.
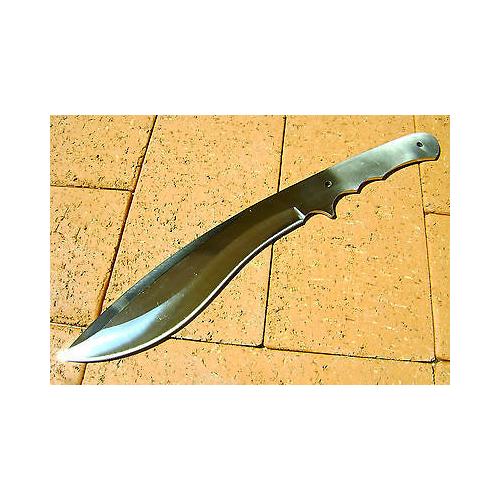
Как сделать нож из рессоры с помощью ковки
Работа с металлом – дело тонкое. Ковка изделия требует определённых навыков. Нет ничего зазорного, испортить одну заготовку. Полученный опыт пригодится при очередной попытке.
Работать будем с рессорой, ориентировочно марки стали 65Г, выяснить точно сплав поможет цвет заготовки при накаливании. Профессионалы считают ковочный метод более практичным.
При многократном нагревании и охлаждении металла происходят процессы на молекулярном уровне. Уплотнение металла и изменение структуры, скажутся на качестве изделия.

Кованый нож из рессоры.
Инструменты и материалы
Работы следует проводить на свежем воздухе или в просторном гараже с вытяжкой. Стоит позаботиться о своём здоровье, найти маску и жаропрочные перчатки. Набор для ковки выглядит так:
- стальная заготовка из рессоры;
- горн или печь;
- молот большой 4-5 кг, молот маленький 1-1,5 кг;
- наковальня, щипцы;
- шлифовальный станок;
- сварочный аппарат, УШМ.
В качестве нагревательного элемента вполне подойдёт простой костёр с подачей воздуха. Закинуть каменного угля и трудностей с нагревом не возникнет.
Ковка клинка
Все пружинные изделия проходят закалку на предприятии. Сталь необходимо отжечь. Процесс производят постепенным нагреванием заготовки до температуры до 800-900 °С и оставляют остывать на воздухе. Деталь готова к работе:
- После отжига металл становится более податливым к любым манипуляциям. Проще приварить пруток, для удобства в дальнейшей работе, щипцы не понадобятся.
- Если заготовка имеет изогнутую форму, стоит её нагреть докрасна и малым молотом выпрямить. Следить за температурой обязательно. Не работать с остывшим металлом.
- Ковочная температура 1000-1100 °С, не имея термометра, определять её стоит на глаз (темно-жёлтый), либо магнитом – заготовка перестанет прилипать к нему. Цвет и термометр подсказывают, что сталь реально марки 65Г.
- Крупным молотом проковываем изделие и вытягиваем в длину. Рессоры в основном имею толщину в 5-6 мм, вытягивание следует продолжать до толщины в 3-4 мм.
- Лучше выковать спуски и носик к острию клинка сразу, в будущем меньше мороки на шлифовальном станке.
Приобретя вид клинка, изделие следует остудить на воздухе, срезать болгаркой пруток. Разметив конкретнее спуски и хвостовик, продолжить обработку на шлифовальном станке. Процессы изготовления рукояти и закалки клинка, обязательно опишем ниже.
Особенности состава
Определенные свойства стали 65Г привели к тому, что она полностью непригодна для такой процедуры, как сварка. Однако даже несмотря на это сфера применения остается достаточно широкой, если не брать в расчет применение в качестве холодного оружия. Из такого сплава можно успешно изготавливать такие детали, как пружины, рессоры, металлические конструкции, разнообразные узлы и т. д. Используется сталь при сборке грузовых машин в качестве рессоры для заднего моста. Для того чтобы максимально долго избегать такого дефекта, как ржавчина, необходимо хранить изделия только в сухом месте, а также периодически покрывать их масляным составом.
Стоит отметить, что существует документ, который регламентирует основные качества этого продукта. Выпускается сталь 65Г по ГОСТу 14959-2016. Действие данного документа распространяется только на сталь, изготовленную либо горячекатанным прокатом, либо кованым.

Стоит выделить, что отсутствие большого количества элементов для легирования состава делает его достаточно дешевым. Кроме того, закалка стали 65Г улучшает такие параметры, как стойкость к износу, высокая ударная вязкость и некоторые другие. Закалка происходит при температуре 800-830 градусов по Цельсию, с последующим отпуском при температуре 160-200 градусов по Цельсию.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.

Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.

![Ковка ножа: из чего лучше делать [4 вида ножей и материалов]](https://domdetaley.ru/wp-content/uploads/8/7/0/8700e86f8f74dddf332243df820a4043.jpeg)








Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Видео:
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Плюсы и минусы самодельного ножа из напильника
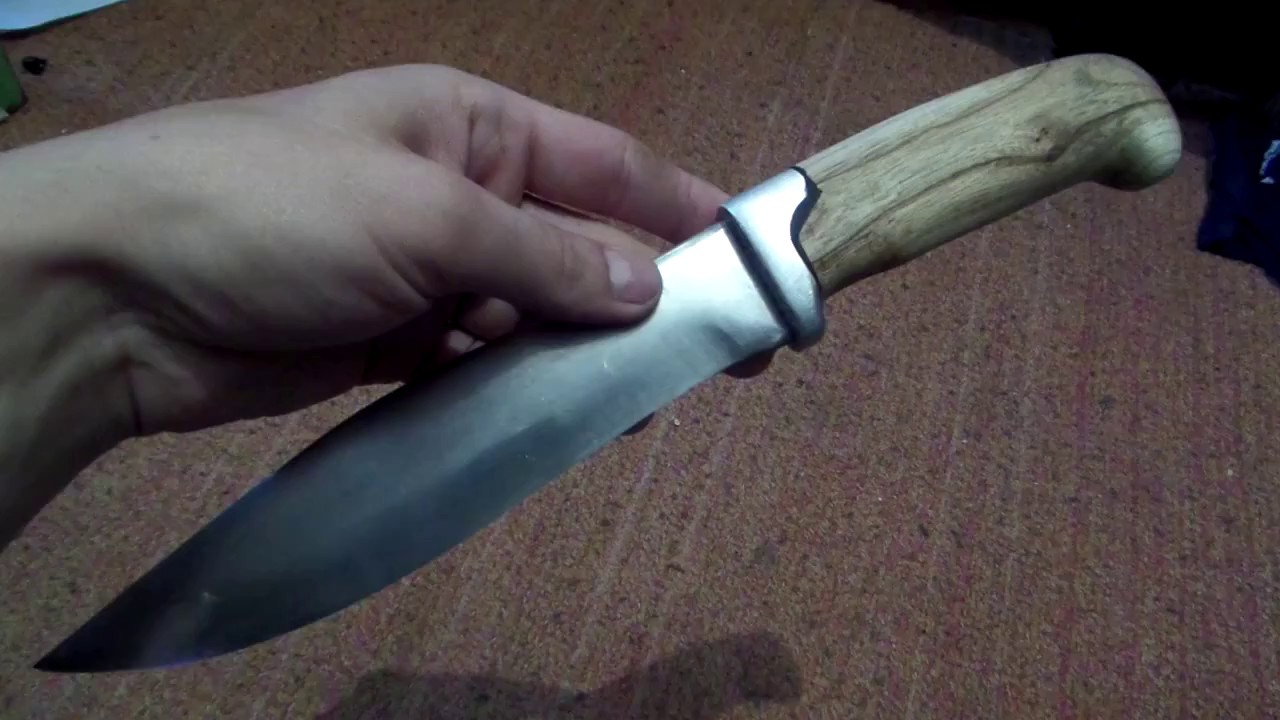
Для изготовления ножа можно использовать любую ненужную металлическую деталь. Но лучше все же использовать для этой цели напильник (рисунок 1).
Наверняка в кладовке или гараже у каждого на полке пылится несколько напильников, произведенных еще в СССР. Эти инструменты лучше всего подходят для переделки в нож, так как в советское время для изготовления ручного инструмента использовался очень качественный металл – легированная сталь. После закалки такой нож прослужит очень долго и не будет тупиться.
Главными преимуществами самодельного ножа из напильника считаются:
- Качественный материал: как уже говорилось выше, советские напильники изготавливались из высококачественной стали, поэтому даже старый и ржавый ручной инструмент станет отличным исходным сырьем для изготовления ножа.
- Форма инструмента: плоский напильник идеально подходит для производства лезвия ножа своими руками.
- Подходит для длительной эксплуатации: поскольку большинство напильников изготавливали из легированной стали, готовый нож придется дополнительно закалять. В результате его лезвие не будет терять остроту даже при постоянной и интенсивной эксплуатации.
 Рисунок 1. Из обычного советского напильника можно сделать качественный и острый нож
Рисунок 1. Из обычного советского напильника можно сделать качественный и острый нож
Но есть и недостатки, которые касаются материала изготовления. Если напильник выполнен из легированной стали, сделать из него нож без ковки и закалки можно, но готовое изделие не будет обладать достаточными эксплуатационными характеристиками. Именно поэтому мы будем рассматривать технологию, которая предполагает ковку.
Этапы изготовления
Поскольку материал имеет не самый подходящий вид для заготовки, необходимо поработать над ним кузнечным молотом или болгаркой, чтобы придать необходимую толщину в 3-6 мм (зависит от вида изделия). Первый этап в изготовлении ножа из рессорной стали – снятие внутреннего напряжения металла. Для этого его нужно раскалить до температуры 420-460 градусов Цельсия и, не вынимая из кузнечного горна, дать остыть. При отсутствии термометра заготовка делается на глаз, то есть до полного равномерного покраснения.
Следует придерживаться принципа: лучше не перегревать сталь, а опытным путем, проверяя свойства материала после каждого отпуска, увеличивать время, пока не будет достигнуто состояние, при котором сталь приобретет желаемую пластичность.
После процедуры отпуска можно начинать слесарные работы. Если нет специального профессионального инструмента, используется ручной – с ним на придание нужной формы заготовке будет потрачено больше времени. Добившись правильных параметров клинка с помощью наковальни и шлифовальных инструментов, необходимо провести закалку – тогда рессорная сталь для ножей вернет прежние свойства.
Материалы и инструменты
Для изготовления клинка подойдет практически любая автомобильная рессора, однако желательно использовать запасную часть от грузового транспорта. Рукоятка ножа выполняется из материала, выбранного мастером. Это могут быть древесина, пластмасса, оргстекло и так далее. Слесарные работы по изготовлению ножа из рессорной стали лучше всего проводить с использованием оборудования, помогающего ускорить процесс производства:
- угловая шлифовальная машинка (болгарка);
- дрель или сверлильный станок;
- напильники и наждачная бумага разной зернистости;
- кузнечный горн, наковальня, молот;
- масло для закалки и печь для отпуска стали;
- точильный станок для ножей.
Для изготовления ножей из рессорной стали необязательно пользоваться профессиональным инструментом – всегда можно найти альтернативу и создать качественное изделие в кустарных условиях. За неимением перечисленных выше приспособлений можно использовать подручные средства: ножовку по металлу, напильник, обычную печь или костер для закалки и отпуска.

Закалка
Закалка стали – важнейший этап в производстве. Без него невозможно получить полноценное изделие, так как до начала слесарных работ проводится снятие внутреннего напряжения у металла, и он теряет свои характеристики. Кованые ножи из рессоры своими руками закаливать несложно. Можно использовать даже обычный костер, растопленный из каменного угля, но желательно делать это с помощью кузнечного горна. Изделие нужно разогреть до 840-880 градусов Цельсия или, если нет термометра, до температуры, при которой к нему не будет притягиваться магнит.
Есть два варианта закалки: с нагревом только режущей кромки или всего клинка. Использовать последний метод нет практической необходимости. Рессорная сталь довольно упругая и прочная, а в месте рукоятки ножа она не подвергается повышенному воздействию тяжелых нагрузок. К тому же в домашних условиях может быть проблематично раскалить всю площадь заготовки до высокой температуры, поэтому целесообразно использовать первый вариант. Окунув разогретый металл в отработанное машинное или растительное масло, его нужно вынуть, дать остыть.
После закалки стали необходимо провести низкий отпуск – раскалить до 160-200 градусов Цельсия. Для этих целей подойдет костер, печь и даже обычный духовой шкаф. После всех действий металлу нужно дать медленно остыть.

Заточка
Процедуру желательно выполнять на специальном приспособлении, которое позволяет регулировать и фиксировать угол расположения заготовки относительно точильного камня. Для этих целей подойдет напильник и обычный абразивный круг. При первой заточке выполняется формирование сечения лезвия – это обязательно нужно осуществить до процедуры закалки. Мастер может выбрать один из самых распространенных видов сечения: плоско-выгнутый, плоско-вогнутый, клиновидный. После первичной заточки, закалки и отпуска стали можно проводить шлифовальные работы и крепить рукоятку ножа, а затем доводить лезвие до необходимой остроты. Если всё делать правильно, рессорная сталь для ножей очень долго будет оставаться острой. Финальным этапом будет полировка всей поверхности клинка для придания зеркального блеска.

Как ковать меч
Независимо от того, что послужит исходной заготовкой для будущего меча (пруток или полоса с рессоры), ее нужно нагреть. Главное — соблюдать температурные рамки разогрева стали.
Нижняя граница ковкости низкоуглеродистых сталей составляет показатель 800-850 градусов. Без приборов определить прогрев материала можно двумя способами.
- Первый — при определенной температуре накала сталь приобретает соответствующий окрас. При 800-830 градусах — светло-красные и светло-вишневые тона.
- Второй — магнитные свойства материала. Их проверяют обычным магнитом. Когда сталь нагревается до показателя 768 градусов и более, она теряет свои магнитные свойства. После остывания они восстанавливаются.
Итак, заготовка разогрета, как ее формировать ковкой?
Если это пруток, то его нужно проковать вдоль протяженности, сделав из него полосу нужного сечения.
Во время поковки на поверхности металла будет образовываться слой окалины. Часть ее сама отвалиться, но всю поверхность нужно периодически зачищать, пользуясь щеткой по металлу.







- Спуски будущего меча можно сформировать после ковки, используя наждачный круг, либо проковать их, сформировав приблизительные формы клинка.
- На конце полосы, где будет собрана рукоять, нужно сделать хвостовик. Для этого часть полосы проковывают с торцов и плоскостей, образовывая конус.
- В месте, где хвостовик соединяется с клинком, ковкой формируют плечи меча.
- Вдоль плоскостей лезвия нужно проковать долы. Их формируют, используя подбойники или шаблоны.
- Гарда обычно изготавливается отдельно и ее не куют вместе с клинком меча.
- После окончания работы изделие очищают от окалины и стабилизируют (отпускают). Для этого в горне клинок разогревают до красного цвета и оставляют остывать вместе с очагом.
- Закалку делают после остывания при стабилизации металла. Меч нужно прогревать равномерно по всей длине, следя, чтобы подаваемый воздух не попадал на клинок. Когда металл станет едва красным, его быстро опускают в воду полностью. После чего нужно снова отпустить материал. Для этого его предварительно зачищают и греют до золотистого цвета. Остывание проводят уже на открытом воздухе.
Это самая простая технология того, как выковать меч в домашних условиях. Потренировавшись, можно будет изготовить отличный клинок.
Закончив ковочные процессы, изготавливают граду, рукоять и навершие.
Конечно, можно изготовлять мечи и без кузнечных технологий, используя слесарные приемы. Однако, именно кованое изделие будет прочным и натуральным.
В примитивных условиях очень трудно соблюдать правильную технологию изготовления кованного меча хорошего качества. Особенно без опыта кузнечных работ. Лучше всего изначально потренироваться, куя, например, коротки ножи или другие подобные изделия.
Огромное преимущество дает наличие механизированного оборудования. Как пример изготовления меча кузнечным способом с использованием механического молота можно посмотреть на предоставленном видео:
А есть ли у Вас опыт изготовления длинномерных предметов и, в особенности, мечей? Поделитесь способами и приемами обработки металла, примите участие в обсуждении в блоке комментариев.
Нож – это отличная вещь, которая может быть полезна не только в качестве прекрасного инструмента, но и в виде замечательного сувенира. Каждый мальчишка будет рад такому подарку. Если нож изготовлен вручную, то он сразу становится уникальной ценностью в глазах владельца.
Взрослые тоже не всегда используют ножи исключительно в бытовых целях – многие люди их коллекционируют. Критерии выбора у всех разные, но каждый знает, что качественная сталь – это обязательное условие для хорошего ножа. Но и красиво выполненная ручка может произвести не меньшее впечатление, чем прочное лезвие, способное долго держать заточку.
Чехол для ножа
Чтобы обезопасить себя и окружающих, нож мачете должен находиться в чехле. Для его изготовления подойдет кусок толстой кожи или пластика и ткани. Также понадобятся крепкие нитки или заклепки. Чтобы сделать чехол, надо обернуть лезвие куском кожи. Затем очертить его с большим запасом. Этот запас нужен для того, чтобы впоследствии можно было поставить заклепки. После этого кожа обрезается по контуру.

Перед тем как соединить края заготовки, следует сделать прорези для ношения чехла на ремне. Можно вместо прорезей пришить кожаные петли. После того как изготовлены петли, заготовка складывается пополам и фиксируется заклепками.
Финальная доработка
Иногда не получается сделать инструмент, который полностью удовлетворяет с первого раза. Проблема может быть в заточке, форме рукояти. Поработав какое-то время, владелец может в качестве недостатка ощутить вес ножа. Тогда придется устранить недостатки, доработав конструкцию. Например, тесак весом 1,5 кг может быстро вызывать усталость при работе, тогда нужно будет срезать лишнюю часть лезвия, облегчив инструмент.

Если рубка древесины будет неэффективной, то можно переточить спуски, тем самым уменьшить угол заточки. После этого лезвие будет лучше входить в твердый материал. Если не понравится деревянная или пластиковая рукоятка, можно убрать накладки и обмотать рукоять шнурком. Такая рукоятка точно не будет скользить в руке. Таким образом, можно довести мачете до совершенства.





