

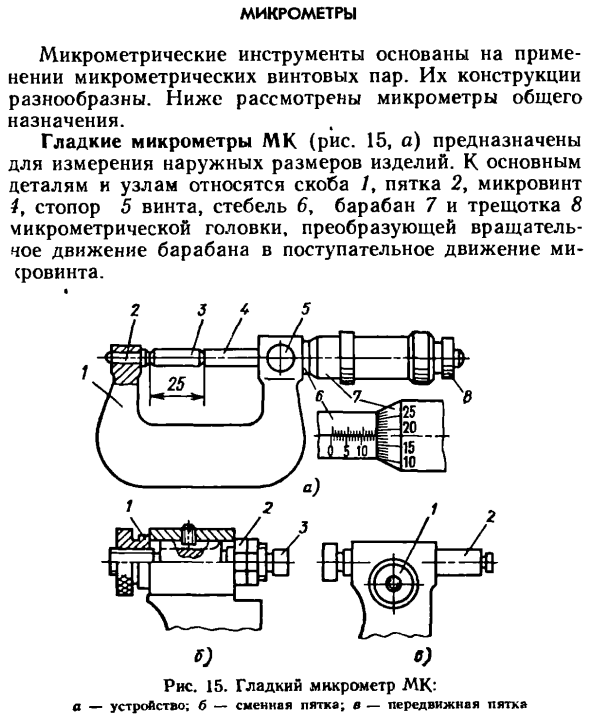
Конструкция прибора и как он работает
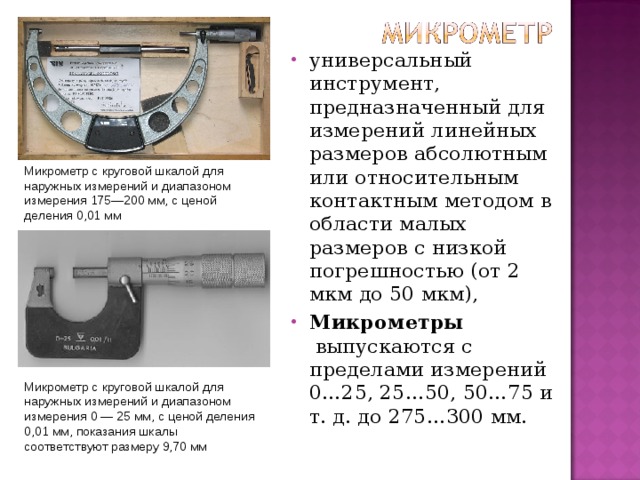
Микрометр МК относится к категории измерительных инструментов, предназначенных для проведения высокоточных замеров. Высокая точность измерений обеспечивается конструкцией рассматриваемого инструмента. К основным составляющим частям этого измерительного прибора относятся:
- Скоба или дужка, имеющая С-образную конструкцию
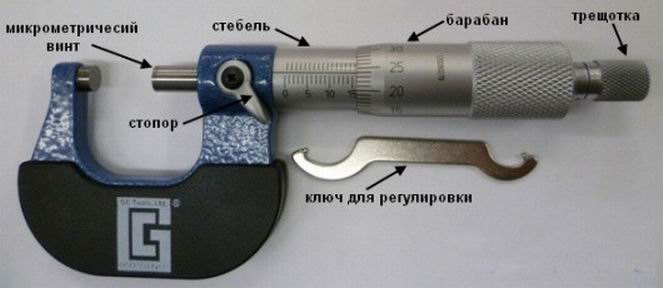
- Стебель — измерительная часть, на которой находится шкала
- Рабочая часть, состоящая из пятки и шпинделя
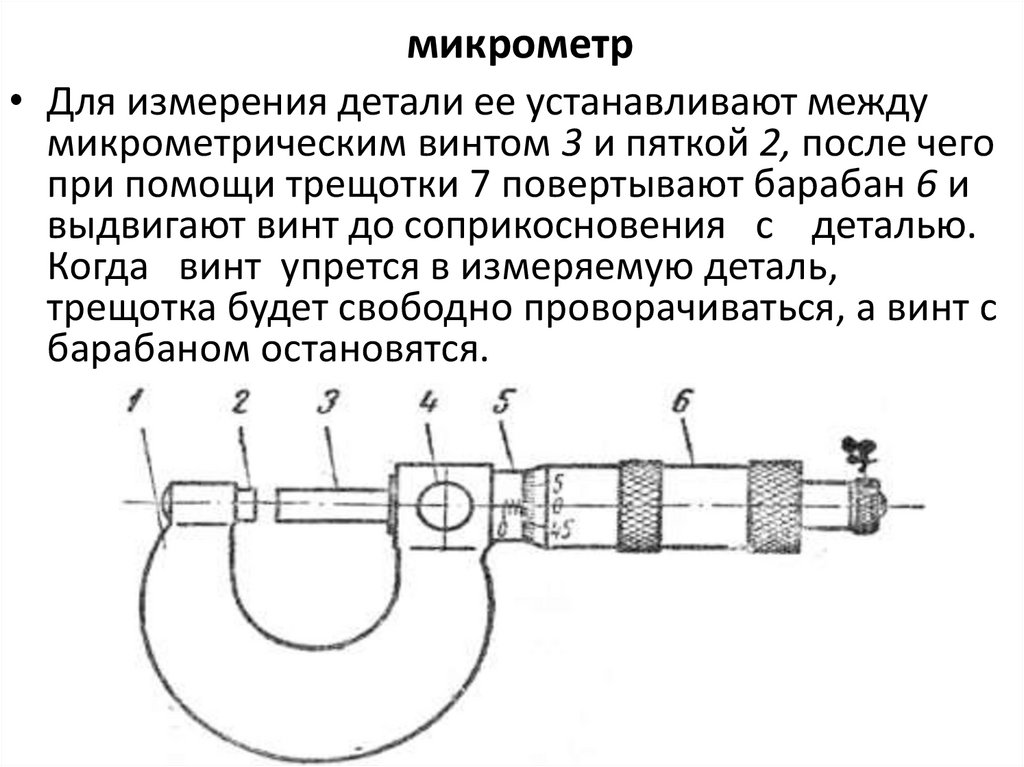
Если взять в руки микрометр впервые, то возникает вопрос, как ним надо правильно пользоваться. Ведь внешне прибор хотя и имеет простую конструкцию, но при попытке измерить что-либо, возникает много трудностей. Чтобы произвести правильные измерения микрометром, надо разобраться с его устройством и принципом работы детально.
Работа измерителя заключается в перемещении подвижного винта, который соединен с измерительной осью. Перемещение винта способствует его отклонению от нулевой отметки. Для выявления показаний размеров детали, на стебле прибора имеется шкала, цена деления которой составляет 0,5 мм, что зависит от точности микрометра.
Чтобы разобраться, как надо пользоваться микрометром, требуется научиться читать шкалу этого инструмента. Как и со шкалой штангенциркуля, для снятия замеров микрометром, требуется соответствующий подход. Для этого прибор оснащен двумя шкалами:
- Неподвижная или основная — расположена на стебле, и ее еще называют круговой. Неподвижная шкала имеет разметку, шаг деления которой составляет 1 мм между большими рисками и 0,5 мм между большой и малой
- Подвижная или крутящаяся (нониусная) — происходит исчисление доли миллиметра. Для уточнения размера детали, понадобится сложить полученные результаты на подвижной и неподвижной части
Это интересно! Подвижный барабан имеет 50 делений, а один оборот его соответствует значению в 0,5 мм.

На торцевой части рассматриваемого инструмента находится трещотка, которая предназначена для того, чтобы исключить повреждение измеряемой детали. При соприкосновении подвижного шпинделя с измеряемой деталью, происходит прокручивание трещотки. Это прокручивание и есть сигналом о том, что можно производить измерения. Перед тем, как научиться измерять микрометрами, требуется разобраться с их видами. Знать виды микрометров надо, чтобы выбрать инструмент для соответствующих измерительных работ.
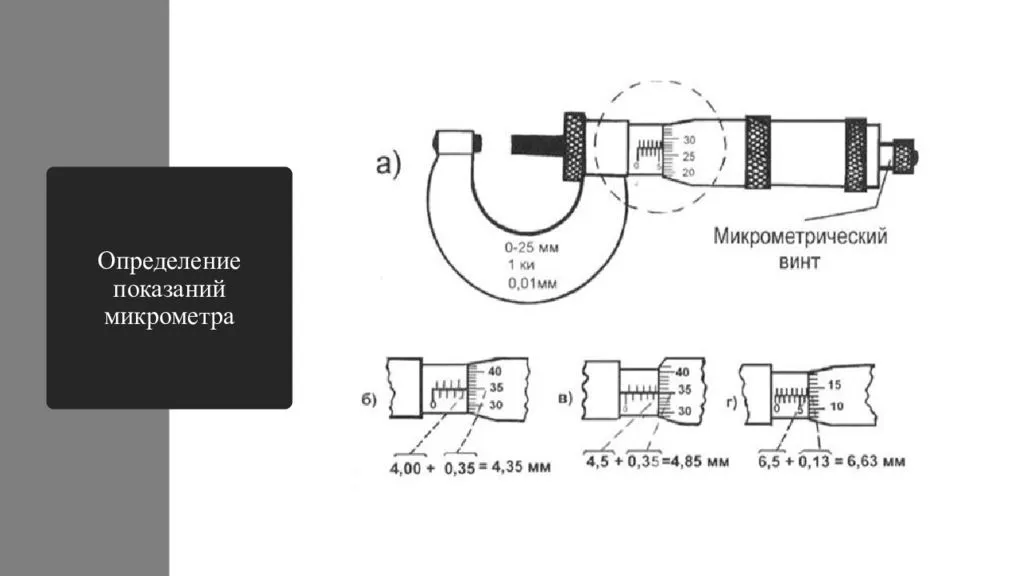
Определение показаний
Применяемый метод измерения микрометром предусматривает считывание результата, как суммарное значение делений нескольких шкал. На стебле инструмента нанесены деления (мм). По нему перемещается по резьбе шагом 0,5 мм барабан с равномерно распределенными 50 рисками (каждая означает разницу 0,01). Измерение резьбовым микрометром начинают разведением мерительных губок с размахом больше Ø детали. Позиционируют скобу прибора вокруг детали, посредством трещотки на торце стебля закручивают без усилия, достаточно 3 – 5 щелчков.
Не закрытое барабаном деление стебля означает измеряемую толщину в целых единицах, совпадающая с ним ближайшая риска барабана – сотые доли. Точность показаний микрометра, дополненного нониусом –1 мкм.
Микрометр – что это такое: немного об истории прибора
В основе работы прибора простой, но эффективный механизм – винтовая пара. Все измерения проводятся контактным методом. Деталь зажимается тисками, а вращаемый винт в гайке, ширина шага которого варьируется, в зависимости от типа прибора, перемещается по оси.
Важно! Длина рабочего винта обычно составляет не более 25 мм, а микрометры производят различных типоразмеров, соответствующих диапазону измеряемых длин.
Кстати, винтовая пара для точной установки размеров применялась еще в шестнадцатом веке. В те далекие времени она входила в устройство прицелов для пушек, а также геодезических инструментов. Патент на микрометр получил француз Пальмер в 1848 году. Но широкого применения он не получил
Только через 19 лет американские инженеры Луснан Шарпе и Джозеф Браун обратили внимание на устройство и организовали серийное производство микрометров
Инструкция по устранению погрешности микрометра
Чем точнее инструмент, тем легче сбить его настройку – это общее правило, касающееся и микрометров.
Поэтому до начала работы надо убедиться в том, что прибор работает нормально, «выставить на ноль».
Для настройки используются эталонные детали, чьи размеры точно соответствуют заявленным.
Вначале проверяется взаимное положение шкал стебля и барабана, сведя губки (пятку и шпиндель) до треска фрикционного механизма. Вот так это должно выглядеть в идеале.
Если совпадения нет, необходимо изменить положение барабана. Для этого вначале подвижная губка стопорится с помощью зажимающего устройства.
Далее ослабляется крепление трещотки.
Меняется положение барабана до желаемого, трещотка закрепляется снова, стопорное устройство возвращается в исходное положение.
При этой операции губки должны касаться друг друга, но не быть зажатыми с явным, до срыва резьбы, усилием!
Для проверки правильности работы прибора выполняется замер эталонной детали, а лучше нескольких.
Как видно на фото, деление «40» на барабане микрометра четко совпадает с основной линией шкалы стебля, при этом край барабана находится на отметке 12,5 мм. Следовательно, размер детали совпадает с заявленным.
Также возможна корректировка положения нуля с помощью ключа для откручивания самого барабана. Он поставляется в комплекте с микрометром.
Конструкция прибора
Современный рынок измерительных приборов предлагает довольно широкий ассортимент микрометров, однако их конструктивное исполнение практически идентично, за исключением моделей электронного типа. Отличия механических приборов заключаются в основном в габаритных размерах измеряемых ими предметов. Стандартный измеритель состоит из следующих компонентов:
- «Скоба». Деталь, представляющая собой основу инструмента, на которой закреплены остальные механизмы прибора. Изготавливается из особо прочного металла, устойчивого к деформационным воздействиям, поскольку от жесткости этого элемента напрямую зависит величина погрешности при измерении.
- «Пятка». Элемент, выполняющий функции жесткого упора. Выполняется в двух вариантах: запрессованная в корпус скобы и съемная. Сменная пятка характерна для приборов с диапазоном измерений 500 — 800 миллиметров.
- «Стебель». Составная часть микрометра, выполненная в виде полого цилиндра с размещенной внутри винтовой парой. На лицевой стороне стебля находятся основная, показывающая миллиметры, и дополнительная, показывающая половины миллиметров, шкалы.
- «Барабан». Элемент, шкала которого показывает десятые и сотые доли миллиметра (микрометры), одновременно играет роль указателя для шкалы стебля.
- «Трещотка». Размещена со стороны внешнего торца барабана. Эта деталь не только перемещает микрометрический винт, но и ограничивает величину крутящего момента, прикладываемого человеческой рукой. Такая функция обеспечивает правдивость показаний при возникновении упругой деформации элементов винтовой пары и не позволяет повредить механизм прибора.
- «Микрометрический винт». Одно из окончаний элемента имеет гладкую поверхность и выдвигается в измерительную зону, а другое жестко соединено с барабаном.
- «Стопорное устройство». Деталь выполнена в виде винтового зажима, фиксирующего микрометрический винт в момент настройки прибора или снятия показаний.
- «Эталон». Элемент, находящийся вне прибора и предназначенный для его проверки перед проведением измерений.
Порядок проведения измерений микрометром
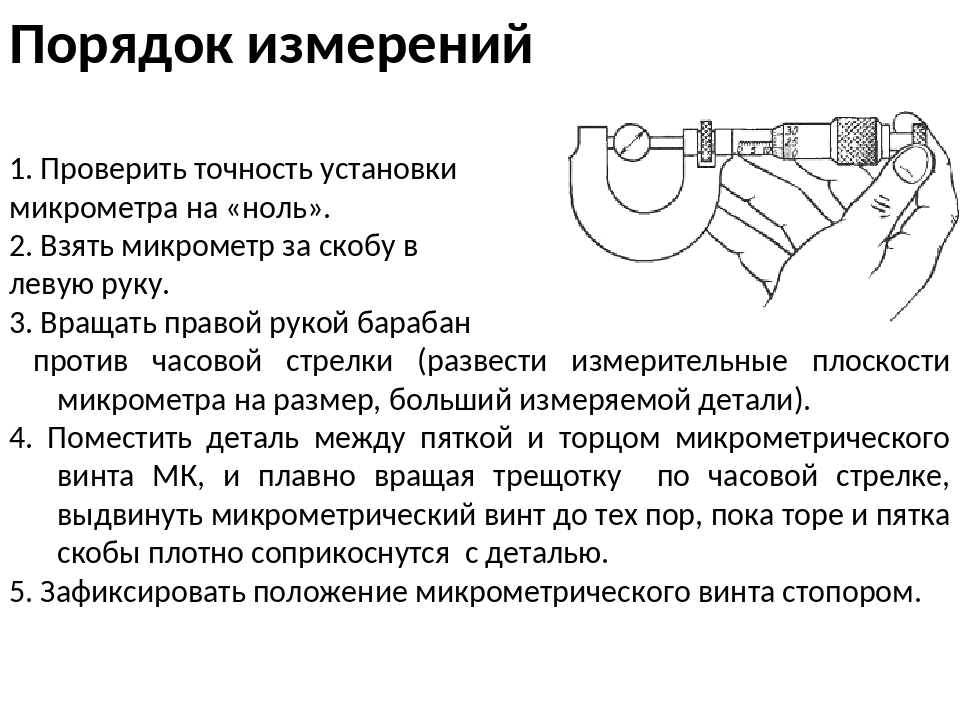
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.





Методика измерений микрометром гладким
Для получения точного размера измеряемое изделие необходимо разместить и неподвижно зафиксировать с помощью трещотки между пяткой и винтом. При этом нельзя измерять грубо обработанные поверхности покрытые слоем ржавчины, металлической пыли или окалины. Не следует работать и с нагретыми деталями, из-за температурного расширения вы не получите точный результат. Трещотку барабана необходимо вращать медленно и аккуратно. Показание с микрометра снимаются в следующем порядке:
- шкала стебля с точностью 1 мм,
- шкала с точностью 0,5 мм;
- шкала барабана.
Три полученных результата складываются и получается точное значение.
Технические характеристики
В этом рейтинге представлены самые распространённые виды микрометров.
МР 0-25:
- класс точности – 1;
- спектр измерения устройства – 0 мм-25мм
- габариты – 655х732х50мм;
- цена делений – 0,0001мм/0.0002мм;
- отсчет – по шкалам на стеле и барабане, по внешнему стрелочному показателю.
Все элементы устройства усилены жаропрочным материалом, что позволяет использовать его при очень высоких температурах. Прибор выполнен из нержавеющей стали, а механические детали – из особо прочного сплава нескольких металлов.


МР-50 (25-50):
- класс точности – 1;
- спектр измерения устройства – 25 мм-50мм;
- габариты – 855х652х43мм;
- цена делений – 0,0001мм/0.0002мм;
- отсчет – по шкалам на стеле и барабане, по внешнему стрелочному показателю.

МРИ-600:
- класс точности –2;
- спектр измерения устройства – 500мм-600мм;
- габариты – 887х678х45мм;
- цена делений – 0,0001мм/0.0002мм;
- отсчет – по шкалам на стеле и барабане, по внешнему стрелочному показателю.
МРИ-1400:
- класс точности –1;
- спектр измерения устройства – 1000мм-1400мм;
- габариты – 965х878х70мм;
- цена делений – 0,0001мм/0.0002мм;
- отсчет – по шкалам на стеле и барабане, по внешнему стрелочному показателю.

О том, как использовать микрометр, смотрите в следующем видео.
Это интересно: Все о браслете-мультитул
Рейтинг цифрового измерителя 2018
 Если потребитель ищет отличный цифровой микрометр с трещоткой, тогда он будет выбирать между Mitutoyo 293 — 340 — 30 и Mahr Federal 40EWR. Хотя оба они построены по самым высоким стандартам, модель Mitutoyo обладает большей степенью точности. Из диапазона измерения около 200 мм микрометр Митутойо является точным до невероятно тонких 3 микрометров. 40EWR с точностью до 7 микрометров для аналогичного диапазона.
Если потребитель ищет отличный цифровой микрометр с трещоткой, тогда он будет выбирать между Mitutoyo 293 — 340 — 30 и Mahr Federal 40EWR. Хотя оба они построены по самым высоким стандартам, модель Mitutoyo обладает большей степенью точности. Из диапазона измерения около 200 мм микрометр Митутойо является точным до невероятно тонких 3 микрометров. 40EWR с точностью до 7 микрометров для аналогичного диапазона.
Другими словами, если нужна выдающаяся точность, лучше Mitutoyo 293 — 340 — 30 не бывает. Но если не нужны более 7 микрометров точности для измерений, полностью подойдут соотношением цены и производительности MahR Federal’s 40EWR, поэтому этот прибор больше будет частить в запросах.
Примеры применения
Видео, как пользоваться микрометром 0-25 и как пользоваться микрометром 25-50, помогает понять, что вращение трещотки производится по часовой стрелке, а показания снимаются без удаления измеряемого изделия из зазора между пяткой и измерительным стержнем.
Как правильно пользоваться микрометром: пример измерения. Выполняются следующие действия:
- торцевые поверхности недвижного и неподвижного стержней сводятся плотно друг к другу, до исчезновения видимого зазора;
- считываются показания обеих шкал: они должны совпадать, и находиться на нулевой отметке;
- микрометрический винт должен вращаться свободно, без заеданий;
- перемещение измерительного стержня должно быть прямолинейным, а его торец – гладким, без загрязнений и посторонних частиц.
Резьбовой механизм – как пользоваться? Последовательность отсчёта – всегда строго определённая: вначале устанавливают целое число миллиметровых делений по нижней шкале, а затем – микронных, по верхней. Для удобства отсчёта на корпусе скобы имеется вертикальная риска.
Как пользоваться микрометром призматическим (Именно такие изделия и производятся в цифровом варианте)? Отличия несущественны, они сводятся к тому, что измерительная скоба имеет вид не дуги окружности, а прямоугольной в плане рамки. При этом следует проверять степень зарядки аккумуляторной батареи, питающей дисплей. Если напряжение недостаточно, экран дисплея либо не светится вовсе, либо светится весьма тускло. Пользоваться таким инструментом нельзя.
Микрометр F50 для измерения толщины плоских материалов
Как пользоваться часовым микрометром? Здесь в качестве микронной отсчётной шкалы выступает стрелка, вращающаяся по циферблату, и показывающая мантиссу измеряемой величины. Действие такого прибора аналогично индикатору часового типа ЛИЗ, причём с той же точностью.
Если специалист хорошо знает, как пользоваться микрометром, то он сможет с высокой точностью спроектировать, изготовить и заменить многие из высокоточных деталей машин, приборов и механизмов.
Измерения с помощью цифровых микрометров
Они используются для измерения размеров длины, диаметра или толщины с отображением результата на электронном дисплее. Цифровые микрометры доступны для эксплуатации в большом количестве разных размеров. Обычно имеется от 0 до 25 мм (от 0 до 1 дюйма), от 25 до 50 мм (от 1 до 2 дюймов), от 50 до 75 мм (от 2 до 3 дюймов) и от 75 до 100 мм (от 3 до 4 дюймов) микрометров.
Подготовка измерений:
- Шаг 1: Очистить измерительную поверхность измеряемого предмета чистой тканью.
- Шаг 2: Очистить все измерительные поверхности цифрового внешнего микрометра чистой тканью.
- Шаг 3. Полностью закрыть цифровой внешний микрометр.
- Шаг 4: Поверните барабан, чтобы убедиться, что линия 0 полностью выровнена с линией на шкале. Если используется 25−50 мм, от 50 до 75 мм или микрометры с большим диапазоном, необходимо будет применить соответствующий для калибровки перед измерением. Например, необходимо использовать 25 — миллиметровый для калибровки цифрового микрометра с 25 до 50 мм.
- Шаг 5: Включите кнопку ON / OFF цифрового микрометра. Если он читает 0, вы можете начать измерение. Если он не читает 0, отрегулируйте трещотку до тех пор, пока он не будет читать 0.
- Шаг 6: Включите кнопку mm / in цифрового внешнего микрометра, а затем выберите нужную систему единиц по своему усмотрению.
Для того чтобы понимать, как правильно пользоваться микрометром, нужно выполнить:
- Шаг 1: Открыть устройство, вращая барабан.
- Шаг 2: Поместите измеряемый элемент в цифровой микрометр. Убедитесь, что устройство перпендикулярно измеряемым поверхностям.
- Шаг 3: Поверните стопор трещотки, пока винт не будет контактировать с предметом измерения. Не зажимайте прибор плотно на заготовку. Используйте только достаточное давление до остановки трещотки, чтобы изделие могло просто поместиться между пяткой и винтом. Вообще говоря, можно вращать храповой механизм трещотки на три круга после того, когда винт прикоснётся к предмету измерения.
- Шаг 4: Зафиксируйте зажим на цифровом внешнем микрометре, чтобы убедиться, что цифры больше не могут измениться.
Можно также получить показания, читая метки на шкалах измерителя. Обычно пользуются в основном данными с большого ЖК — дисплея цифрового микрометра, потому что оно является более точным. Инструкции по техническому обслуживанию цифрового прибора:
- Не забудьте выключить его после завершения измерения, чтобы продлить срок службы и предотвратить ремонт.
- Никогда не применяйте давление на любой части устройства, опасаясь повредить цепь.
- Очистите измерительную поверхность прибора сухой и чистой тканью, надо разобрать батарею и положить её в сухом месте, если прибор долгое время простаивает.
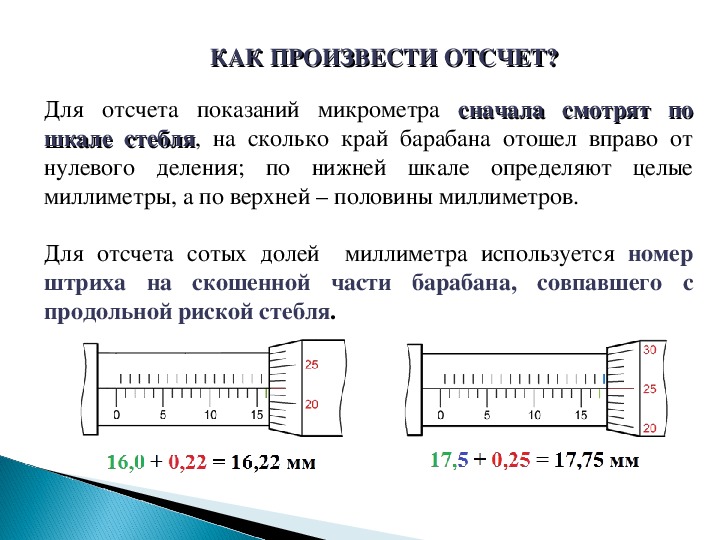
Определение показаний прибора
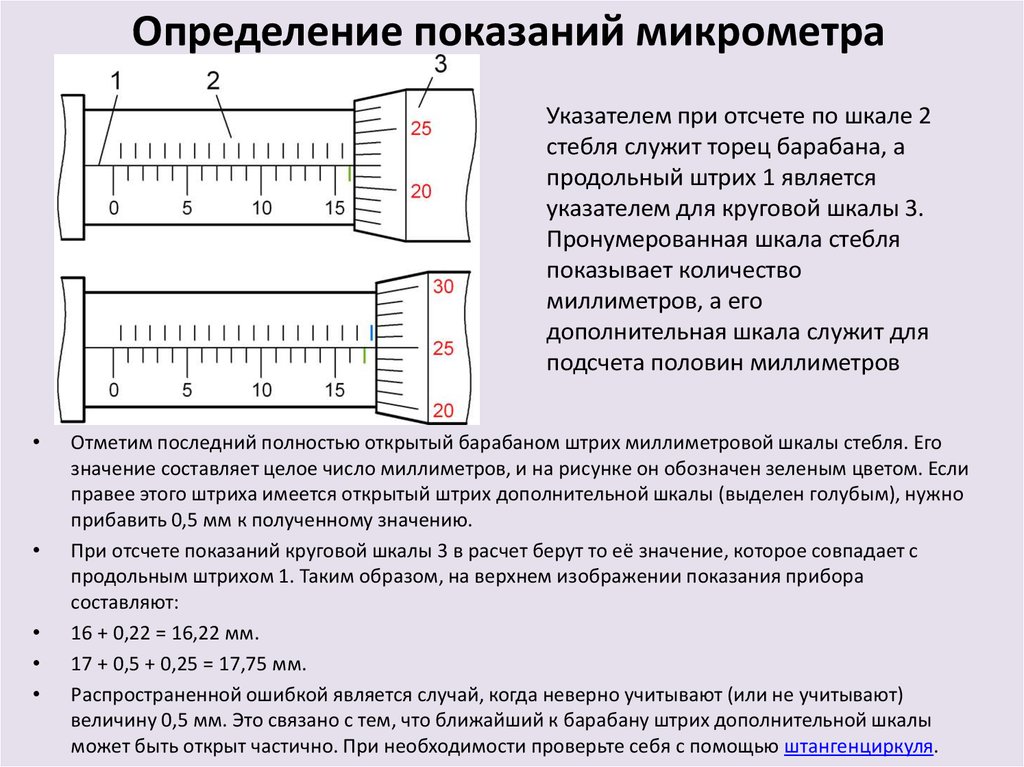
Указателем при отсчете по шкале 2 стебля служит торец барабана, а продольный штрих 1 является указателем для круговой шкалы 3. Пронумерованная шкала стебля показывает количество миллиметров, а его дополнительная шкала служит для подсчета половин миллиметров.
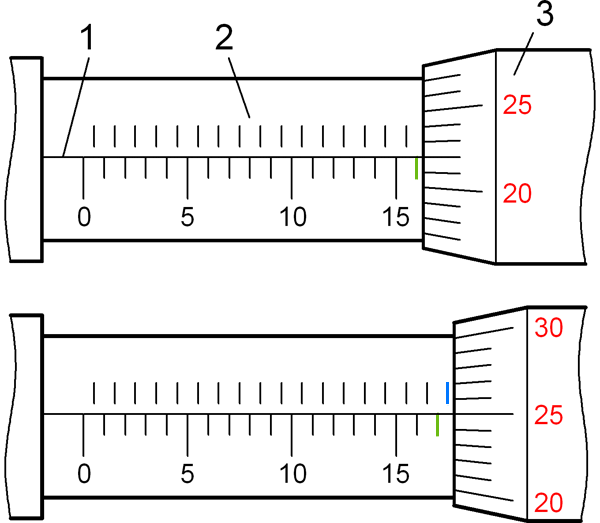
Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля. Его значение составляет целое число миллиметров, и на рисунке он обозначен зеленым цветом. Если правее этого штриха имеется открытый штрих дополнительной шкалы (выделен голубым), нужно прибавить 0,5 мм к полученному значению.
При отсчете показаний круговой шкалы 3 в расчет берут то её значение, которое совпадает с продольным штрихом 1. Таким образом, на верхнем изображении показания прибора составляют:
- 16 + 0,22 = 16,22 мм.
- 17 + 0,5 + 0,25 = 17,75 мм.
Распространенной ошибкой является случай, когда неверно учитывают (или не учитывают) величину 0,5 мм. Это связано с тем, что ближайший к барабану штрих дополнительной шкалы может быть открыт частично. При необходимости проверьте себя с помощью штангенциркуля.
Технология измерения
Перед проведением измерений нутромером требуется проверить его работоспособность. Для этого нужно оценить состояние его комплектующих и осмотреть маркировку. После визуального осмотра проверяется взаимодействие элементов штихмаса. Посредством инструментального микроскопа измеряются ширина штрихов стебля и барабана. В конце проверяются радиус кривизны наконечника и габариты установочной меры.









Перед проведением измерительных работ также требуется убедиться, что штихмас соответствует следующим требованиям:
- Предел погрешностей при комнатной температуре и влажности до 80 % составляет не более 0,09 мм.
- Размах показаний составляет не более 1/3 деления шкалы.
- Радиус контактной поверхности стержней равняется 2–40 мм.
- Головки прибора изготовлены из твердых сплавов и имеют шероховатости в соответствии с международным стандартом 2789.
- Покрытие металлических поверхностей микрометрического нутромера обладает антикоррозионными свойствами.
- Ручка, расположенная на барабане, изготовлена из материалов с низкой теплопроводностью.
Рекомендуется пользоваться нутромерами от официальных производителей (Mitutoyo, Mahr, Norgau, ЧИЗ). Они обладают сертификатом соответствия международным и российским техническим стандартам, что подтверждает качество измерительных инструментов.
Процедура измерения заготовок микрометрическим нутромером осуществляется по следующему алгоритму:
- На инструменте выставляются размеры измеряемого объекта. Необходимо выставить приблизительные размеры заготовки.
- Головка располагается под углом 90° относительно продольной оси микрометрического нутромера.
- Штихмас соприкасается со стенками барабана и трещотки.
- Микрометрический винт завинчивается, стержень с наконечником извлекается.
- Длина головки складывается со значением шкалы.
При работах с широкими отверстиями рекомендуется использовать микрометрические нутромеры с дополнительными стержнями-удлинителями.
Как настроить микрометр
Перед измерением деталей микрометром необходимо провести настройку инструмента, при использовании требуется высочайшая точность. Даже незначительные отклонения могут помешать процессу:
Инструкция по применению и использованию микрометра рекомендует для начала удалить мельчайшие загрязнения с поверхности губок. Для этого необходимо взять тонкий бумажный лист. Его располагают между лапками и сводят их до упора
Затем бумагу осторожно и медленно вытягивают, следя за тем, чтобы она не порвалась.
Дальше инструмент по правилам пользования микрометром нужно выставить на ноль. Губки снова сводят и проверяют, совпадают ли насечки на барабане с отметкой нижней шкалы
Если точности не наблюдается, с помощью специального ключа стебель регулируют до тех пор, пока риска не будет установлена на ноль.
При использовании цифровых приборов перед измерениями нужно убедиться, что батарейка не разряжена, и при необходимости вставить новый элемент питания.
Если настроечного инструмента к устройству не приложено, следует открутить крепление трещотки и вручную отцентрировать накатку до полного совпадения с отметкой ноль. После этого фиксирующий механизм закручивают обратно.
Настройку на ноль выполняют перед каждым измерением Важно! Камень и наждак для очистки губок при настройке микрометра использовать категорически запрещено, они только нарушат точность инструмента
Настройка нутромера по микрометру
В первую очередь проверяется точность микрометра с помощью концевой меры. Если погрешность находится в допустимых пределах, то действовать необходимо по следующему плану:
- подбирается сменный стержень (например, длиной 10 мм) и устанавливается на измерительную штангу нутромера;
- на микрометре так же выставляется размер 10 мм, после чего зажимается стопорный винт;
- нутромер фиксируется в тисках через деревянную втулку на стебле. Этим обеспечивается его неподвижность;
- стержень нутромера помещается между измерительными губками микрометра;
- отклонившаяся стрелка совмещается с о на циферблате вращением головки индикатора.
Для измерения диаметра цилиндра прибор помещается внутрь отверстия так, чтобы его стержень находился перпендикулярно продольной оси изделия. Нужное положение достигается с помощью легких покачиваний.
Если стрелка отклоняется влево от нуля, то диаметр исследуемого отверстия больше размера образца. Если вправо – то меньше.
Снимаем показания: стрелка отклонилась влево на 15 делений. Делаем расчет: умножаем 15 на цену одного деления (0,01 мм) и получаем 0,15 мм.
Зная диаметр образца (10 мм), производим окончательный расчет: 10+0,15=10,15 мм.
При снятии показаний стоит учитывать, что индикатор имеет две шкалы:
- большую – сотые доли мм.;
- малую – миллиметры.
Для измерения отверстий больших размеров применяются дополнительные стержни-удлинители, входящие в комплектацию нутромера. Более детальную информацию о том, как пользоваться прибором, вы можете найти в инструкции по эксплуатации.
Технология измерения
Прежде всего, необходимо отметить, что разработано два метода измерения:
- Абсолютный способ состоит в определении значения расстояния между заданными точками путем помещения прибора внутрь.
- При относительной технологии для получения результата используется образец.
Следует отметить, что названные технологии подходят для различных типов измерительных приборов. Первая служит для микрометрического нутромера, а вторая – для индикаторного.
Измерения прибором первого типа включают приведенные далее операции:
- На инструменте выставляют приблизительный размер измеряемого отверстия.
- Головку располагают внутри перпендикулярно продольной оси прибора.
- C обеих сторон обеспечивают прижатие поверхностей измерения к стенкам путем вращения трещотки и барабана.
- Закручивают стопорный винт и извлекают инструмент.
- Для получения результата к значению шкалы прибавляют длину манометрической головки, а также удлинителя в случае его применения.
При работах с отверстиями цилиндрической формы инструмент покачивают поочередно в продольном и поперечном направлениях с целью определения максимального и минимального значения соответственно.
Измерение индикаторным прибором также включает несколько этапов:
- Прежде всего, индикаторный нутромер располагают внутри отверстия стержнем перпендикулярно продольной оси измеряемой детали, корректируя его легкими покачиваниями.
- Отклонение стрелки вправо свидетельствует о меньшем диаметре отверстия в сравнении с образцом, влево – о большем.
- Далее снимают показания, применяя обе шкалы индикатора.
- Наконец, к полученному значению прибавляют диаметр образца.
Для измерения больших отверстий индикаторные нутромеры комплектуют дополнительными стержнями-удлинителями.
Как выбрать
Главное при выборе микрометра — определиться со своими задачами. Для домашнего использования и бытовых целей подойдет обычный механический микрометр с точностью до 50 мкм. Такой инструмент стоит недорого и справляется с любой бытовой задачей. Для дома лучше всего подойдет ручной микрометр, так как он компактный и лучше подходит для стандартных в быту задач.
Если же микрометр нужен для профессиональных целей — выполнения сложных строительно-отделочных, токарных, фрезеровочных и литейных работ, то стоит задуматься о покупке более дорогих микрометров. Подойдет ручной или настольный механический, в том числе стрелочный
Важно покупать микрометр высокой точности, так как от этого зависит качество выполненных работ. Часто бывает так, что сверла одинакового диаметра (на глаз) обладают разной степенью износа, из-за чего качество креплений при монтажных работах страдает
С помощью регулярного использования микрометра таких проблем можно избежать.
Самые точные и дорогие цифровые и стрелочные-механические микрометры нужны в лабораториях, ювелирном деле, в электронике и при создании точных моделей. В этих сферах деятельности нельзя обойтись микрометром с обычной степенью погрешности. Соответственно, нужно покупать самые точные из микрометров.
Описание и действие
 Прибор на современном рынке представлен множеством типов и моделей, которые по принципу действия и правилам эксплуатации не имеют существенных различий. Исключением являются лишь электронные и лазерные приборы.
Прибор на современном рынке представлен множеством типов и моделей, которые по принципу действия и правилам эксплуатации не имеют существенных различий. Исключением являются лишь электронные и лазерные приборы.
Название инструмента указывает размерную величину, в пределах которой прибор способен с достоверной точностью определить размер детали. Один микрон — очень мелкий параметр; на практике чаще пользуются точностью в 50 микрон — это величина, значение которой может повлиять на результат сборочных работ либо настройку детали.
Приемы измерения микрометром — абсолютный и относительный. При первом варианте разъем прибора прилагается непосредственно к поверхности детали. Зажимы для крепления выставляются в соответствии с геометрией измеряемой детали. Показания в микронах снимаются согласно измерительным шкалам.
Относительный метод основан на данных, снятых при измерении предметов, которые находятся в непосредственной близости к искомому объекту обмера. В дальнейшем с их помощью косвенным математическим путем устанавливаются искомые параметры этого предмета.







Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении) . При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей(плоских, цилиндрических, сферических) . Также различными будут деформации этих деталей под действием измерительного усилия;
- деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров) является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера(для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки) ;
- погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
Пределы допускаемой погрешности микрометров приведены в Таблице 1
. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия)
оговоренГОСТ 6507-78 «Микрометры с ценой деления0,01 мм . Технические условия» в виде предельной погрешностиδ= ±4 мкм . Правильно было бы нормировать погрешность расстояний между двумя любыми точками — амплитудную погрешность, как это предусмотрено рекомендациямиИСО 3611-1978 , так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G
микрометра в любой точке диапазона измерений(25 мм) указана вТаблице 1 .
Таблица 1
| Диапазон измерения,мм | Предельно допустимая погрешность G ,мкм | Отклонение от параллельности и плоскостности винта и пятки,мкм |
| 0 – 50 | 4 | 2 |
| 50 – 100 | 5 | 2 |
| 100 – 150 | 6 | 3 |
| 150 – 200 | 7 | 4 |
| 200 – 250 | 8 | 4 |
| 250 – 300 | 9 | 5 |
| 300 – 350 | 10 | 5 |
| 350 – 400 | 11 | 6 |
| 400 – 450 | 12 | 6 |
| 450 – 500 | 13 | 7 |
Указанная в таблице предельно допустимая погрешность G
включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
Проверка и калибровка микрометров
Калибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90
. Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения. Например, рекомендуемые размеры концевых мер длины для проверки микрометров –3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм .
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки)
необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в1/4 или1/3 шага микровинта(0,5 мм) . Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта. Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности. При длине волны света примерно640 нм ширина одной интерференционной полосы составляет320 нм(0,32 мкм) .
***
Микрометрический глубиномер
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм
, и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до300 мм . Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом. Цена деления глубиномера –0,01 мм . Отклонение от плоскостности базирующей опоры –2 мкм . Допуск длины измерительных вставок±(2 + L/75) , гдеL – длина вставки. Погрешность измерения с самой маленькой вставкой –5 мкм .





