

Комплектация станка
Стандартная комплектация предусматривает наличие:
- станка в сборе;
- суппорта, имеющего механический привод;
- каретку, укомплектованную механическим приводом суппорта;
- набором сменных зубчатых колес;
- набором инструментов для установки;
- инструкцией по эксплуатации.
Также в комплектацию входит большое количество запасных деталей для проведения сервисного обслуживания. Расширить стандартную комплектацию можно с помощью:
- люнеты подвижного или неподвижного типа;
- микрометрического упора продольного хода;
- конусной линейки;
- заднего резцедержателя;
- резьбоуказателя;
- державки;
- сверлильно-фрезерного приспособления;
- линейки, с помощью которой ведется отсчет поперечного хода суппортов;
- пневматического оборудования.
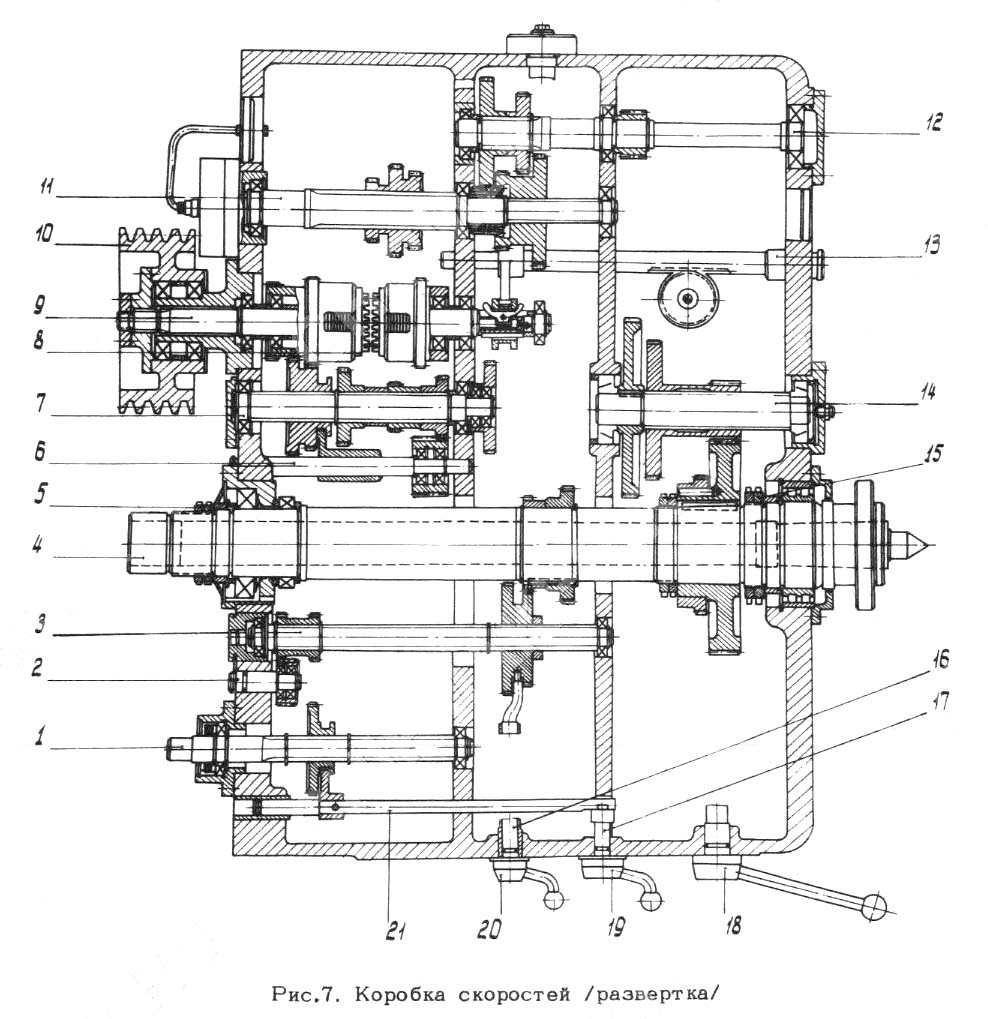
Коробка передач
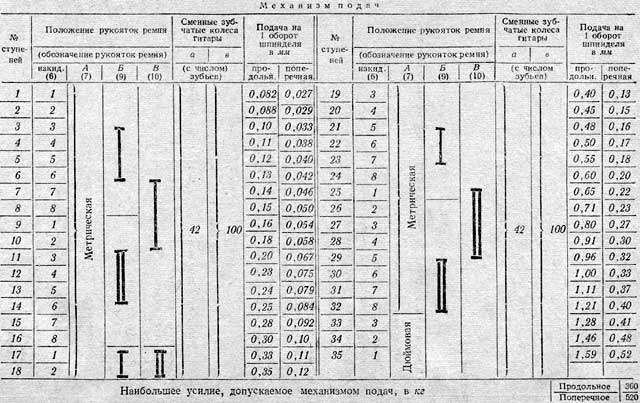
Конструкция коробки передач состоит из набора сменных зубчатых колес, которые передают кинематическое движение к приводному валу от шпиндельной бабки. Для распределения передаваемых усилий используются различные варианты комбинаций зубчатых колес.
Токарный станок гс526у имеет коробку передач, представленную в виде гитары зубчатых колес, подлежащих замене, оснащенной промежуточной осью, которая располагается между приводным валом коробки подач и валом шпиндельной бабки. Каждое сменное колесо оснащено шлицевым отверстием. Для предотвращения продольного смещения оно фиксируется посредством оси, болтов и быстросъемных шайб.
Время от времени владельцу оборудования требуется проведение планового сервисного обслуживания. Оно заключается в проверке состояния сменных зубьев на наличие стружки, сколов, трещин и других повреждений, спровоцированных сильным износом или перегрузкой.
Это интересно: Токарные станки Универсал 2 и Универсал 3 — устройство, характеристики
Особенности
Рассматриваемый станок ГС526У имеет технические характеристики, которые позволяют его использовать для обработки деталей с классом точности П. Завод-производитель выпускает эту модель в различных исполнениях под заказ покупателя, назначение – точение конических и цилиндрических поверхностей, нарезание резьбы. Устройство станка токарно-винторезного типа:
- Токарный станок ГС526У 01 имеет самые различные отверстия в шпинделе. Изготовитель дает возможность указать данный технический параметр в зависимости от потребностей.
- Зубчатые колеса изготавливаются из стали повышенной прочности, что дает возможность существенно увеличить срок службы: коробка скоростей может выдерживать большую нагрузку. Токарный винторезный ГС526У имеет конструкцию, которая позволяет выполнять замену зубчатых колес на момент ремонта коробки передач.
- Гитара сменных шестерен не изменяется при нарезании 11 и 19 ниток резьбы. Данная характеристики существенно упрощает поставленные задачи перед мастером. Универсальный токарно-винторезный станок используется для получения высококачественной резьбы.
- Токарно-винторезный ГС526У оснащен фартуком, который имеет собственный привод.
- Центр в пиноли задней бабки представлен Морзе 5, созданный согласно установленным нормам.
- Коробка подач дает возможность регулировать подвод резца. Коробка подач связана с основной кинематической схемой. Механический метод подачи также обладает высокой точностью. Поперечный ход также механический.
- Частота вращения шпинделя варьирует в пределе от 16 до 2000 об/мин. Установленная коробка передач позволяет с наибольшей точностью настраивать режим обработки. Ходовой винт также изготавливается при использовании высокопрочной стали. Станочный электродвигатель может бесперебойно работать на протяжении всего дня благодаря эффективной системе охлаждения.
- Вес оборудования вместе с комплектом поставки винторезного оснащения составляет 3 500 кг. Перед установкой стоит учитывать данную характеристику, так как основание должно выдерживать нагрузку и принимать часть вибрации на себя. Большой вес усложняет процесс транспортировки токарно-винторезного ГС526У.
- В комплекте поставки есть паспорт, в котором указывается устройство токарно-винторезного ГС526У, электрическая схема, инструкция по эксплуатации и кинематическая схема.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ГС526У
Технические характеристики винторезного станка могут существенно отличаться, поэтому нужно изучать описание. При этом электросхема остается неизменной, может устанавливаться новый суппорт или модернизированный привод. Производитель проставляет дополнительные индексы для указания внесенных изменений. По стоимости токарный станок ГС526У 02 может доходить до 2 000 000 рублей. Время от времени производитель проводит модернизацию этой модели. Поэтому перед покупкой следует уделять внимания описанию токарно-винторезного ГС526У, обзор выполняет и производитель.
Электрическая схема станка ГС526У
Назначение
Станок ГС526У предназначен для снятия слоев металла на поверхностях вращения. Он позволяет:
- проводить операции точения, с широким диапазоном значения подач на суппорте, а также скоростей вращения на шпинделе;
- нарезать резьбы практически всех классов: метрические, дюймовые, питчевые, модульные;
- проводить обработку деталей с конической поверхностью.
К несомненному достоинству данного семейства оборудования — можно заказать станочный агрегат с удобным межцентровым расстоянием, а также максимальными габаритами обрабатываемых деталей. Гомельский завод предлагает шесть стандартных вариантов исполнения оборудования, с РМЦ от 750 до 3000 мм.
ГС526У Станок токарно-винторезный повышенной точности

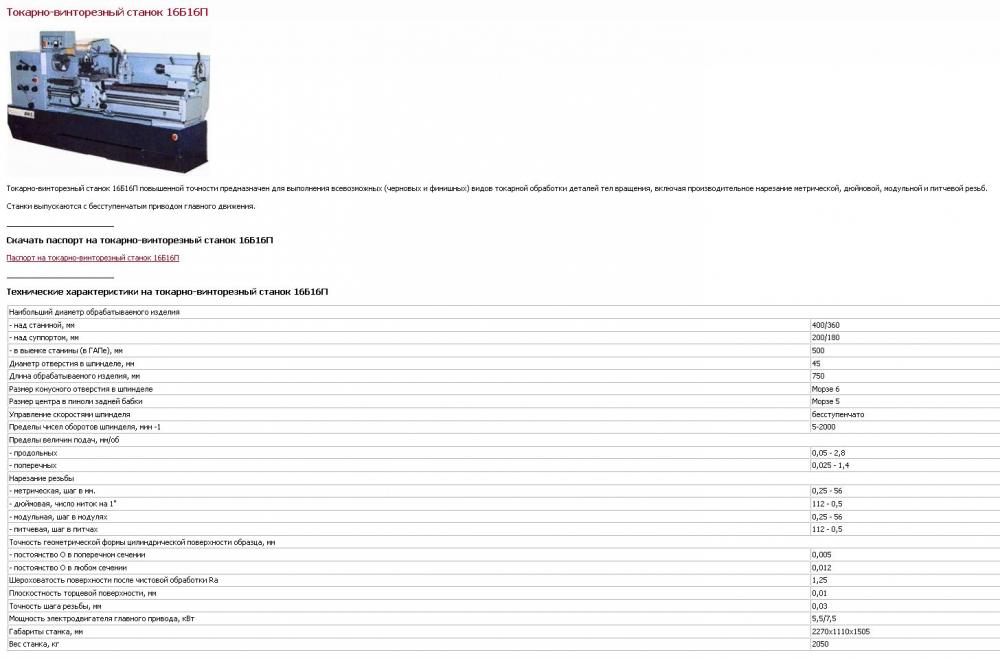
Станок предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля в центрах или патроне, а также и для нарезания резьб: метрической, модульной, дюймовой, питчевой. Станок может применяться в различных отраслях промышленности в серийном и мелкосерийном производстве на всевозможных операциях для обработки деталей из стали, чугуна, цветных металлов, различных пластмасс.
— Станок повышенного класса точности (П по ГОСТ 8-82); — Жёсткая и прочная станина смонтирована на основании, состоящим из двух тумб; — Закалённые шлифованные направляющие станины, обеспечивают длительный срок службы и повышенную точность обработки; — Станок оснащен фартуком, имеющим собственный привод ускоренного перемещения каретки и суппорта, что улучшает динамику работы станка на ускоренном ходу и коробкой подач, которая позволяет нарезать резьбы 11 и 19 ниток на 1″ без смены шестерен гитары; — Шпиндель станка имеет фланцевое исполнение конца, что обеспечивает быструю смену устройства для закрепления обрабатываемой детали: трехкулачкового патрона или планшайбы и их надежное крепление; — Передача вращения на вал шпинделя осуществляется с помощью фрикционных полумуфт; — Широкий диапазон частот вращения шпинделя и подач позволяет полностью использовать потенциал как современного твердосплавного, так и обычного инструмента; — Пневмооборудование служит для создания воздушной подушки, облегчающей перемещение задней бабки по станине и предотвращающей износ направляющих; — Перемещение верхней части суппорта с резцедержателем производится вручную; — Средняя часть суппорта может быть повернута на угол +/- 90o; — Нижняя часть суппорта и каретка могут перемещаться вручную и механически. При этом имеют рабочие подачи (от привода подач) и быстрые (от привода быстрых перемещений); — Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке; — Современный дизайн станка, удобство эксплуатации и обслуживания повышают эффективность его использования, создают дополнительные преимущества перед существующими аналогами.
ВЫПУСКАЕТСЯ В ИСПОЛНЕНИЯХ:
— индекс «С» (ГС526УС) — оснащение станка сверлильно-фрезерным приспособлением, предназначенным для выполнения сверлильных, фрезерных работ и нарезания резьбы под разными углами на деталях, установленных на суппорте станка; — индекс «В» (ГС526УВ) — станок с высотой центров 320 мм. и с наибольшим диаметром устанавливаемой заготовки над станиной 630 мм., наибольший диаметр обрабатываемой заготовки над суппортом — 420 мм.; — индекс «Г» (ГС526УГ) — наличие выемки в станине (ГАП), максимальный диаметр устанавливаемой заготовки над выемкой — 700 мм., длина 235 мм.; — индекс «К» (ГС526УК) – станок с закрытой задней зоной; — индекс «Д» (ГС526УД) — увеличенный диаметр отверстия в шпинделе (70 мм.); — индекс «Д1» (ГС526УД1) — увеличенный диаметр отверстия в шпинделе (95 мм.); — индекс «Л» (ГС526УЛ) — установку лимба поперечного перемещения с ценой деления 0,02 мм.; — индекс «М» (ГС526УМ) – станок оснащён механизированным приводом суппортной группы; — индекс «Ц» (ГС526УЦ) означает комплектацию устройством цифровой индексации (УЦИ) и преобразователями линейных перемещений (основные варианты устанавливаемых УЦИ: «Ц1» «Fagor»; «Ц2»; — «СКБ ИС»; «Ц3» — «SINO»»); — индекс «РЦ» (ГС526УРЦ) означает комплектацию устройством цифровой индексации, преобразователями линейных перемещений и бесступенчатым регулированием частоты вращения шпинделя; — индекс «Е» (ГС526УЕ) — вариант исполнения станка с соответствием требованиям безопасности Директив ЕС и имеющий маркировку «СЕ».
Вариант исполнения отображается в наименования модели станка соответствующим индексом. Итоговая маркировка модели содержит индексы примененных модификаций, например ГС526УДМЦ — станок с увеличенным диаметром отверстия в шпинделе, механизированным приводом верхней части суппорта и цифровой индикацией.
голоса
Рейтинг статьи
Достоинства модели ГС526У
Установка с кодовой маркировкой ГС526У может использоваться для потокового массового производства деталей, показатель точности которых не является обязательным. Благодаря увеличенному размеру все элементы располагаются на достаточно растянутом расстоянии, что обуславливает обработку больших заготовок. Главная характеристика токарной машины – мощность 1600 оборотов. Это не является рекордным показателем, но для осуществления полноценной работы с низким показателем влияния нагрузок подходит идеально.
На токарном станке этой серии возможно выполнять сложные технические операции, это обеспечивает несколько углов наклона основного резца, а также большой диапазон регулировки скорости подач. Имеется функция обратного хода, что не требует от мастера преднамеренной остановки и дополнительного закрепления детали в необходимом положении.
Каждый модуль станка обладает повышенной прочностью и устойчивостью к нагрузкам. В процессе работы негативного воздействия на элементы машины не происходит, это делает работу на токарном устройстве полностью безопасной.Машина предназначена к использованию в любых цехах с большими производственными мощностями. Универсальность установки обеспечивается большим диапазоном заготовок, которые можно обрабатывать на этой машине.
Отличия от ГС526У-01
Станок ГС526У-01 — это одна из модификаций в основном модельном семействе. Эта марка оборудования является наиболее распространенной на рынке. Для этого станка выпускается расширенный набор инструментария, что позволяет работать с деталями и заготовками из чугунов, сталей, производить операции точения, другой обработки на высоких скоростях резания.
Базовая модель, станок ГС526У, отличается от модификации с добавочной маркировкой 01, главным образом, по максимальному ограничению длины обработки. В агрегате ГС526У-01 можно точить заготовки до 1500 мм, в то время, как базовое исполнение оборудования предназначено для работы с деталями до метра. В обеих рассматриваемых моделях может устанавливаться двигатель главного привода как мощностью 7.5 кВт, так и более производительный вариант в 11 кВт.
Технические характеристики
В зависимости от индекса модели станка, меняются параметры максимальных габаритов детали при обработки над станиной и суппортом, другие технические характеристики. Паспорт на оборудование приводит такие данные ГС526У:
- РМЦ (расстояние межцентровое) — 1000 мм;
- максимум диаметра при расположении деталей над станиной — 500 мм;
- высота центра над направляющими блока станины — 250 мм;
- максимум диаметра при расположении заготовки над суппортом — 275 мм;
- ограничение диаметра при позиционировании над выемкой с блоке станины — 630 мм;
- патрон шпинделя имеет диаметр в 55 мм;
- конус шпинделя стандарта Морзе 6;
- число скоростей коробки передач для прямого и обратного вращения шпиндельного блока — 22 для каждого направления;
- максимум оборотов шпинделя – 2000 в минуту;
- наибольший момент, передаваемый от главного привода на шпинделе — 1000 Нм;
- число ступеней, с которыми переключается винт подач — 24;
- скорость быстрого смещения суппорта продольной подачи 3,6 м/мин, поперечной — 1,8 м/мин;
- максимальное смещение каретки продольной подачей 935 мм;
- стандарт центра пиноли задней бабки Морзе 5;
- ход пиноли, фиксируемой рукояткой и позиционируемой вращением колеса — 150 мм;
- мощность электродвигателя трехфазного тока, главного привода 7,5 кВт;
- габариты оборудования 2800х1265х1305 мм для длины, ширины, высоты соответственно;
- масса оборудования 3100 кг.
Станок питается от трехфазной сети напряжением 380 В, требует установки с обязательным заземлением. В системе установлено три электродвигателя. Главный привод формирует крутящий момент на шпинделе для обработки деталей механическим способом, в работе системы задействован двигатель охлаждения (мощность насоса 0,18 кВт), отдельный агрегат занят ускоренным движением каретки (0,37 кВт).
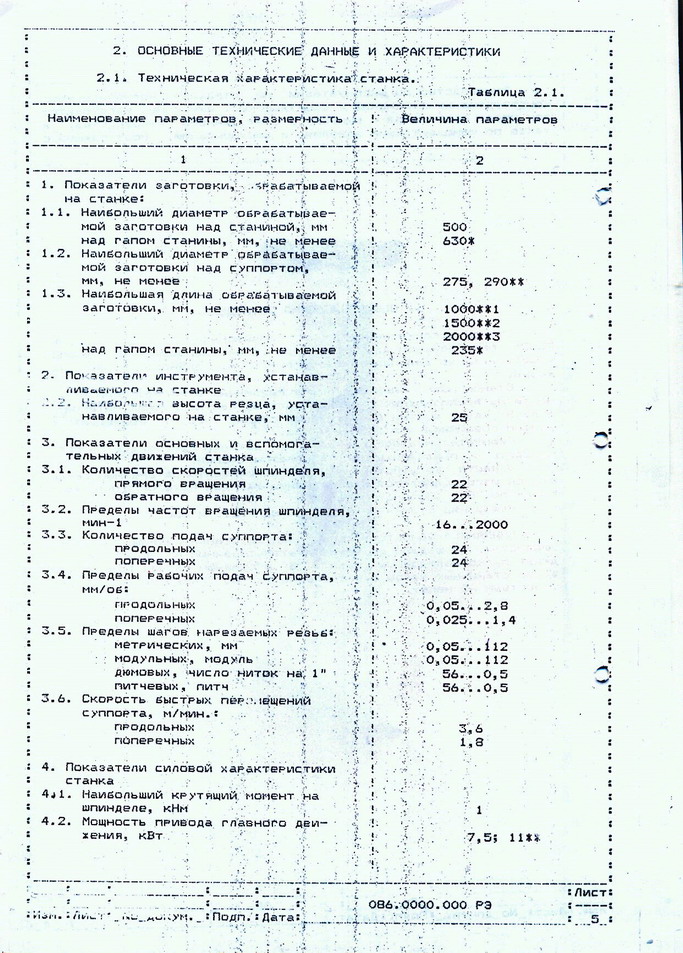
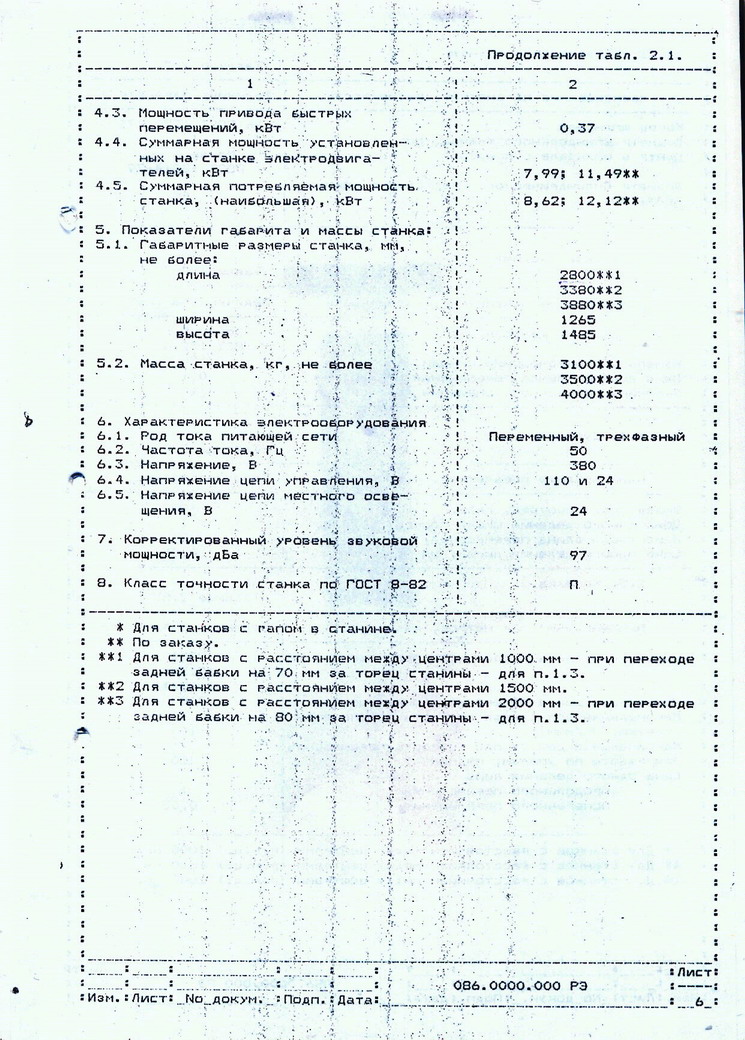
Технические характеристики ГС526УЦ
| Параметр | Значение |
| 1 Показатели заготовки, обрабатываемой на станке | |
| 1.1 Наибольший диаметр обрабатываемой заготовки — над станиной, мм — над гапом станины, мм, не менее | 500 630* |
| 1.2 Наибольший диаметр обрабатываемой заготовки над суппортом, мм, не менее | 275 |
| 1.3 Наибольшая длина обрабатываемой заготовки, мм — над гапом станины, мм, не менее | 1000**1 1500**2 2000**3 235* |
| 2 Показатели инструмента, устанавливаемого на станке | |
| 2.1 Наибольшая высота резца, устанавливаемого на станке, мм | 25 |
| 3 Показатели основных и вспомогательных движений станка | |
| 3.1 Количество скоростей шпинделя: — прямого вращения — обратного вращения | 22 (3***) 11 (3***) |
| 3.2 Пределы частот шпинделя, об/мин | 16 – 2000 |
| 3.3 Способ регулирования частоты вращения шпинделя бабки шпиндельной в пределах одного диапазона | бесступенчато *** |
| 3.4 Количество подач суппорта: — продольных — поперечных | 24 24 |
| 3.5 Пределы подач суппорта, мм/об: — продольных — поперечных | 0,05 — 2,8 0,025 — 1,4 |
| 3.6 Пределы шагов нарезаемых резьб: — метрических, мм — модульных, модуль — дюймовых, число ниток на 1” — питчевых, питч | 0,5 — 112 0,5 — 112 56 — 0,5 56 — 0,5 |
| 3.7 Скорость быстрых перемещений суппорта, м/мин: — продольных — поперечных | 3,6 1,8 |
| 4 Показатели силовой характеристики станка | |
| 4.1 Наибольший крутящий момент на шпинделе, кНм | 1 |
| 4.2 Мощность привода главного движения, кВт | 7,5; 11** |
| 4.3 Мощность привода быстрых перемещений, кВт | 0,37 |
| 4.4 Мощность привода охлаждения, кВт | 0,18 |
| 4.5 Суммарная мощность установленных на станке электродвигателей , кВт | 8,3; 11,8** |
| 4.6 Суммарная потребляемая мощность станка, (наибольшая), кВт | 8,87; 12,37** |
| 5 Показатели габарита и массы станка | |
| 5.1 Габаритные размеры станка, мм, не более: — длина — ширина — высота | 2800**1/ 3380**2/ 3880**3 1265 1360 |
| 5.2 Масса станка, кг, не более | 3250**13650**23830**3 |
| 6 Характеристика электрооборудования | |
| 6.1 Род тока питающей сети | Переменный, трехфазный |
| 6.2 Частота тока, Гц | 50 ± 1 |
| 6.3 Напряжение, В | 380 ± 38 |
| 6.4 Напряжение цепи управления, В | 24 |
| 6.5 Напряжение цепи местного освещения, В | 24 |
| 7 Уровень звука на рабочем месте оператора, дБа | 97 |
| 8 Класс точности станка по ГОСТ 8-82 | П |
Примечание: * Для станков с гапом в станине. ** По заказу. **1 Для станков с РМЦ 1000 мм – при переходе задней бабки на 70 мм за торец станины – для п.1.3. **2 Для станков с РМЦ 1500 мм – при переходе задней бабки на 70 мм за торец станины – для п.1.3. **3 Для станков с РМЦ 2000 мм – при переходе задней бабки на 70 мм за торец станины – для п.1.3. *** Для станков с бесступенчатым регулированием частоты вращения шпинделя, с устройством цифровой индикации и преобразователями линейных перемещений (РЦ).
Основные технические данные шпиндельной бабки
| Параметр | Значение |
| Конец шпинделя | 6К ГОСТ 12593 |
| Диаметр шпиндельного фланца, мм | 170 |
| Центр в шпинделе с конусом | Морзе 6 по ГОСТ 13214 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
Основные технические данные задней бабки
| Параметр | Значение |
| Центр пиноли с конусом | Морзе 5 по ГОСТ 13214 |
| Наибольшее перемещение пиноли, мм, не менее | 180 |
| Цена деления лимба перемещения пиноли, мм | 0,1 |
| Величина поперечного смещения корпуса, мм | ±15 |
| «Мертвый ход» механизма перемещения пиноли, не более | 3 деления лимба |
Основные технические данные суппортной группы
| Параметр | Значение |
| Верхняя часть суппорта | |
| Наибольшая длина перемещения, мм | 150 |
| Цена одного деления лимба, мм | 0,05; 0,01* |
| «Мертвый ход» механизма перемещения, не более | 5; 25* делений лимба |
| Средняя часть суппорта | |
| Шкала угла поворота, град. | ±90 |
| Цена одного деления шкалы поворота, град. | 1 |
| Нижняя часть суппорта | |
| Наибольшая длина поперечного перемещения, мм | 285 |
| Цена одного деления лимба поперечного перемещения на диаметр обрабатываемого изделия, мм | 0,05; 0,02* |
| «Мертвый ход» механизма перемещения, не более | 2; 5* делений лимба |
Примечание: *для станков с индексом «Л».
Основные технические данные каретки
| Параметр | Значение |
| Наибольшая длина продольного перемещения, мм | 935* 1435** 1935*** |
| Минимальная допустимая скорость перемещения, мм/мин | 20 |
| Максимальная допустимая скорость, мм/мин | 250 |
| Цена одного деления лимба продольного перемещения, мм | 1 |
Примечание:
* Для станков с расстоянием между центрами (РМЦ) 1000 мм. ** Для станков с расстоянием между центрами (РМЦ) 1500 мм. *** Для станков с расстоянием между центрами (РМЦ) 2000 мм.
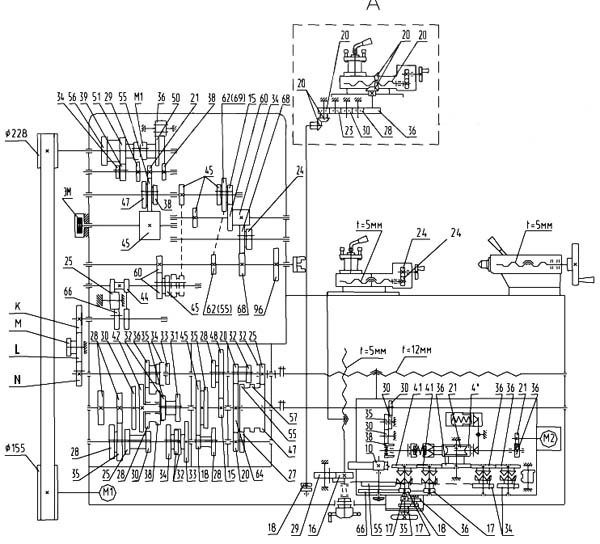
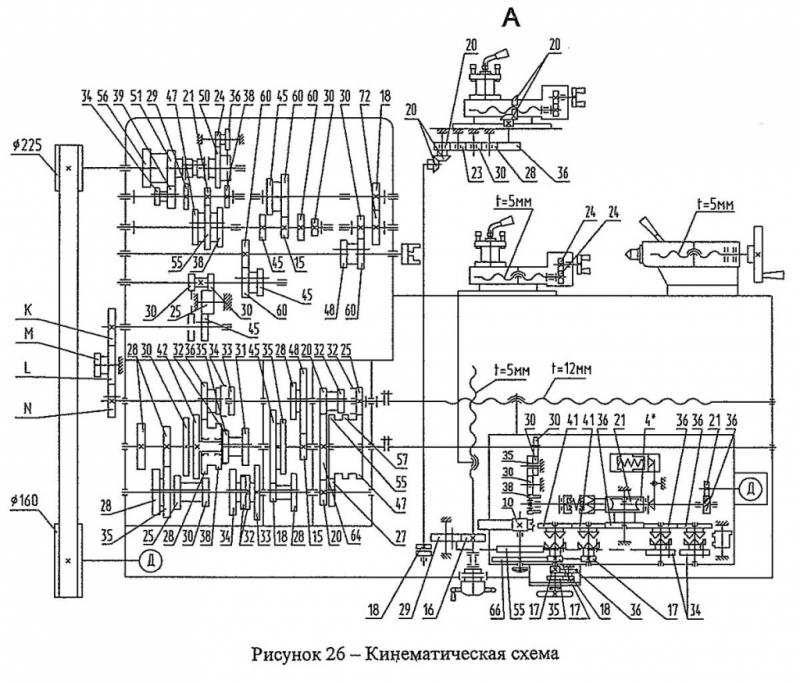
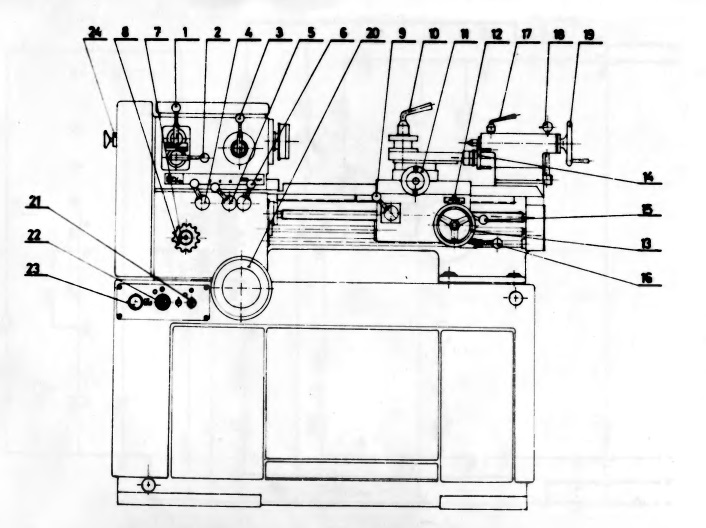
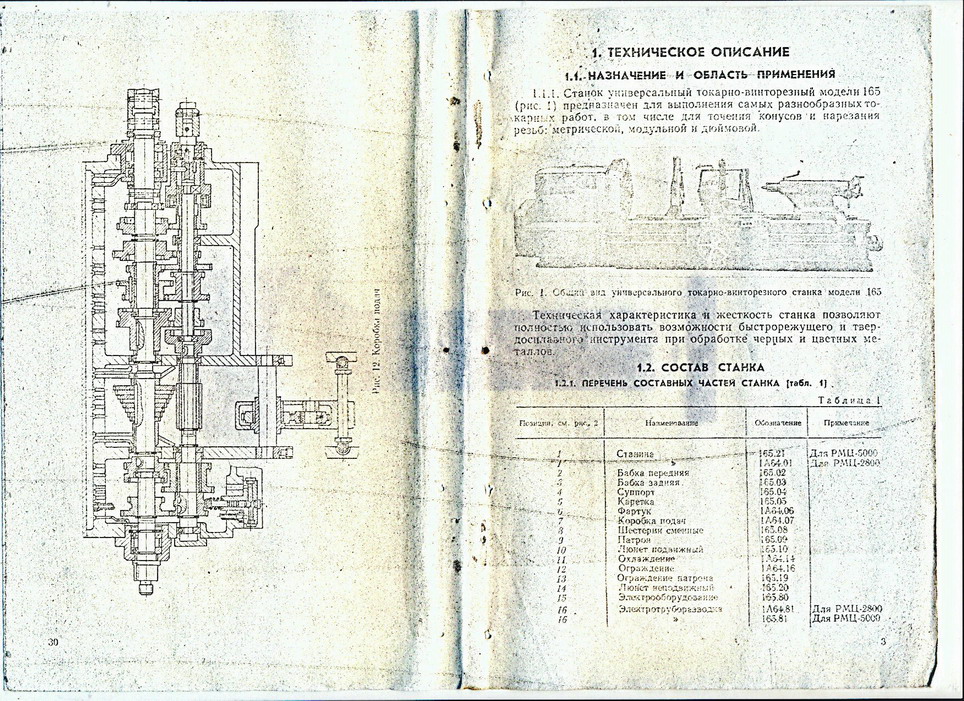
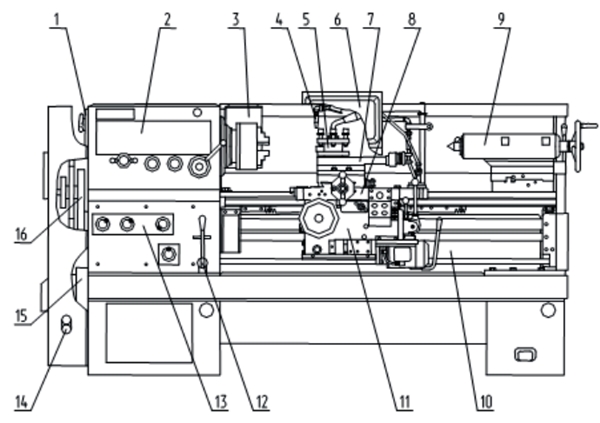
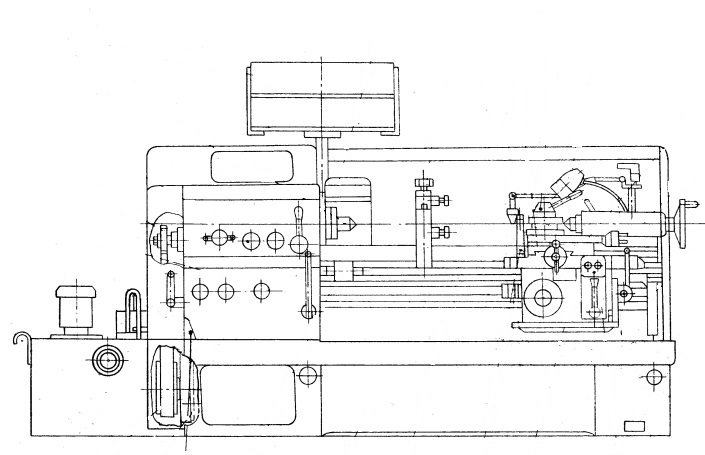
Особенности конструкции
Ознакомляясь с особенностями конструкции станка ГС526У, можно отметить наличие взаимосвязей между рядом элементов конструкции. Так, например, в кинематической схеме прекрасно видно, как закрепленная в патроне заготовка вращается.
- С помощью ремней передается вращение с главного привода на шкив.
- Посредством кинематической схемы происходит переход вращения на изделие.
В модификации ГС526У 01 присутствует очень полезная доработка в виде привода, адаптированного под ускоренное вращение суппорта. На таких станках передвигается не только сам суппорт, но и каретка. В соответствии с паспортными данными, движение обеспечивается благодаря обособленному электрическому мотору М2.

Оборудование имеет шпиндельную бабку. Основное ее предназначение заключается в том, что частота вращения шпинделя, заданная мастером, подается напрямую. На самом же шпинделе установлен специальный крепеж, на котором размещается устройство для фиксации заготовок. Это неподвижный элемент, который жестко фиксируется к корпусу главной станины, тем самым усиливая прочность удержания обрабатываемой детали. Чтобы отрегулировать настройки шпиндельной баки, надо частично снимать облицовку коробки передач, после чего осуществляется регулировка посредством специального винта.
Токарно-винторезный станок гс526 оснащается задней бабкой. Этот узел предназначается для того, чтобы с помощью специальных центров правая часть заготовки была жестко зафиксирована. Задняя бабка присутствует в правой части станины, но в случае необходимости, ее можно слегка переместить по направляющим влево. Фиксация задней бабки является возможной благодаря специальной рукоятке.

ГС526 — Токарные 1К62, 16К20 и модификации
В общем посетил я Гомель, завод ГЗСУ, прошёл по производству, посмотрел на полный цикл их деятельности. И, таки, да — это единственный производитель полного цикла универсальных токарных станков. Численность завода порядка 600 человек. Производство функционирует. Однако производство видно что не новое, основной парк с советских времён.
Из покупного — только литые заготовки. Станины — либо Гомель, либо Сасово. В тот момент когда я был станины были Сасовские. Это видно по отлитому «SASTA» на открытом торце станины. Своими глазами осмотрел цикл изготовления станиня — фрезеровка, шлифовка, закалка ТВЧ, чистовая шлифовка.
Коробки подач, фартуки, передние бабки — так же изготавливаются там же из чугунных отливок. Линии фрезеровки корпусов, изготовления шестерен, валов, шпинделей. Суппорт так же .
Сборочный участок — слесари собирают станки, пришабривают плоскости на краску. Однако тут сомнения закрались — суппорт с завода с наделками на направляющих плоскостях из полимерного материала. К станине пришабриваются именно наделки. Спорный момент.
Потом была встреча с конструктором завода, где я задал вопрос касаемо нарезаемых резьб на стандартном наборе гитары. Тут я впал в полный ступор. Конструктор мне сказал что ходовой винт винт имеет только прямой привод через гитару, под каждую резьбу надо ставить свой набор шестерён в гитаре, а нарезание резьбы в стандартном наборе гитары происходит не через винт и маточную, а через вал привода суппорта. Конструктор при этом долго листал паспорт пытаясь что-то там найти, в итоге предъявил мне формулу… При этом я говорил про стандартный ряд метрических и дюймовых резьб.
Но что сказать по крайней мере не Китай. И меня там заверили что в Россию станочные узлы давно они не поставляют — не заказывают, последним кто брал была Астрахань, да и та закрылась. А Гомель — по сути был филиалом Красного Пролетария по выпуску узлов, после чего унаследовал лицензию на весь станок.
www.chipmaker.ru
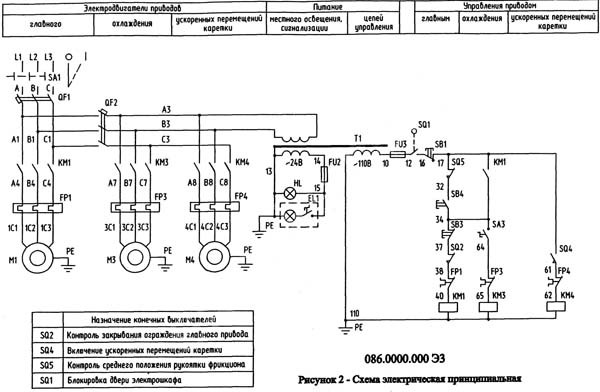
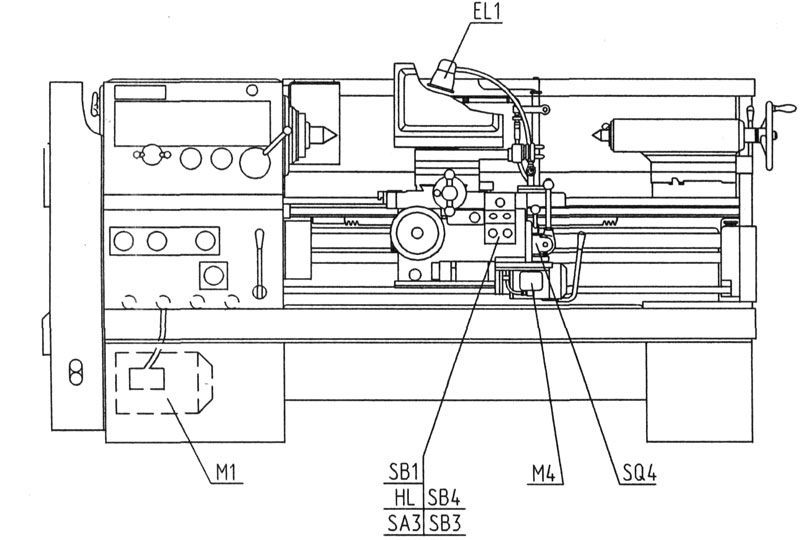
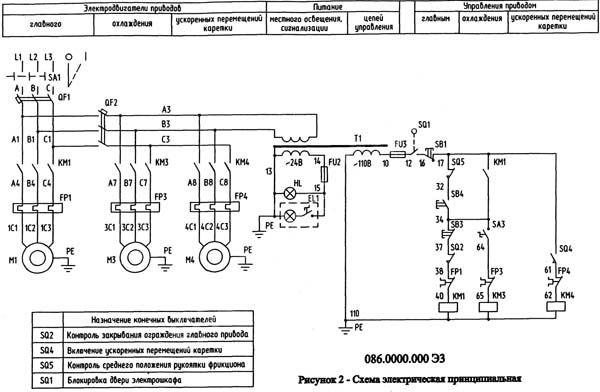
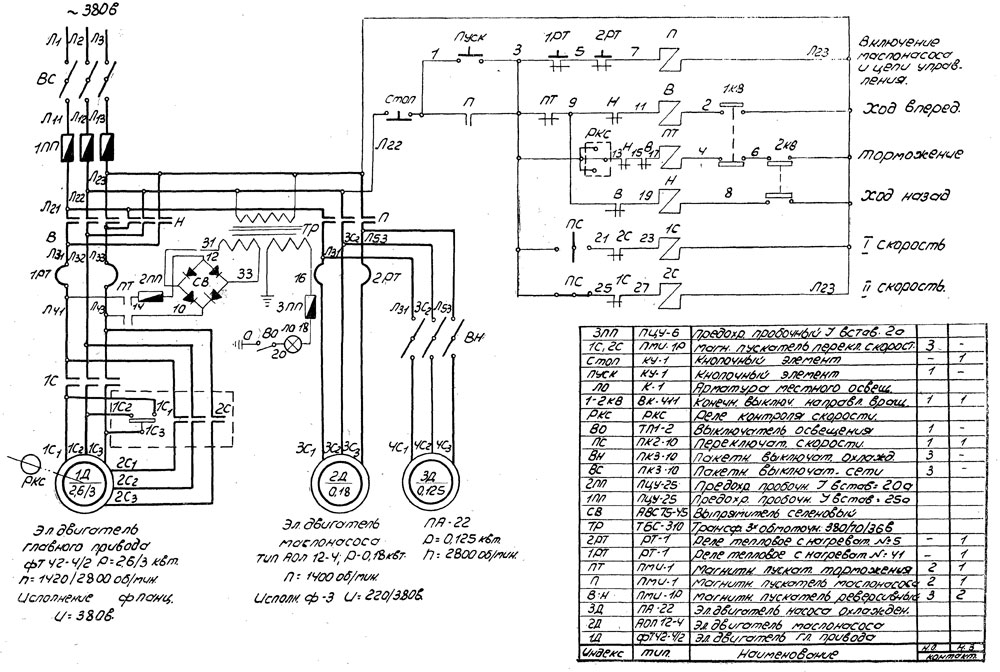
Описание работы электросхемы станка
При включении вводного переключателя SA1 и автоматических выключателей QF1, QF2 электрооборудование станка подключается к питающей электросети и включается сигнальная лампа HL2.
Местное освещение включается переключателем, встроенным в светильник ELl.
Работа электродвигателя главного привода Ml осуществляется пускателем КМ1, управляемым при помощи кнопки SB4 «пуск главного привода» и кнопки SB3 «Стоп главного привода». Включение шпинделя станка по часовой стрелке, останов, включение против часовой стрелки при включенном электродвигателе главного привода Ml осуществляется вручную при помощи фрикциона.
Работа электродвигателя привода охлаждения
Пуск и останов электродвигателя привода охлаждения М3 осуществляется пускателем КМ3, управляемым переключателем SA3. Включение насоса возможно только после включения электродвигателя главного привода Ml.
Характеристика электрооборудования станка ГС526У
Электрооборудование станка рассчитано на подключение к трехфазной сети переменного тока напряжением ~380 В с частотой 50 Гц.
Электроавтоматика станка питается от следующих величин напряжения вторичного источника питания:
- цепь управления ~110 В переменного тока;
- цепь сигнализации ~22 В переменного тока;
- местное освещение ~24 В переменного тока.
На станке установлены три трехфазных асинхронных двигателя Ml, МЗ, М4.
- Электродвигатель привода главного движения (Ml) (АИР132М4), мощность 7.5 кВт; AИP132S4, мощность 11 кВт
- Электродвигатель насоса охлаждения (М3) АИР56А2П, мощность 0,18 кВт
- Электродвигатель ускоренных перемещений каретки (М4) АИР63В4, мощность 0,37 кВт
Электрическое освещение станка осуществляется с помощью светильника местного освещения. Мощность лампы накаливания светильника 25 Вт.


Допустимое отклонение напряжения питающей сети на вводе 0,9..1,1 номинального значения, отклонение частоты от номинального значения в пределах 0,99..1,01.
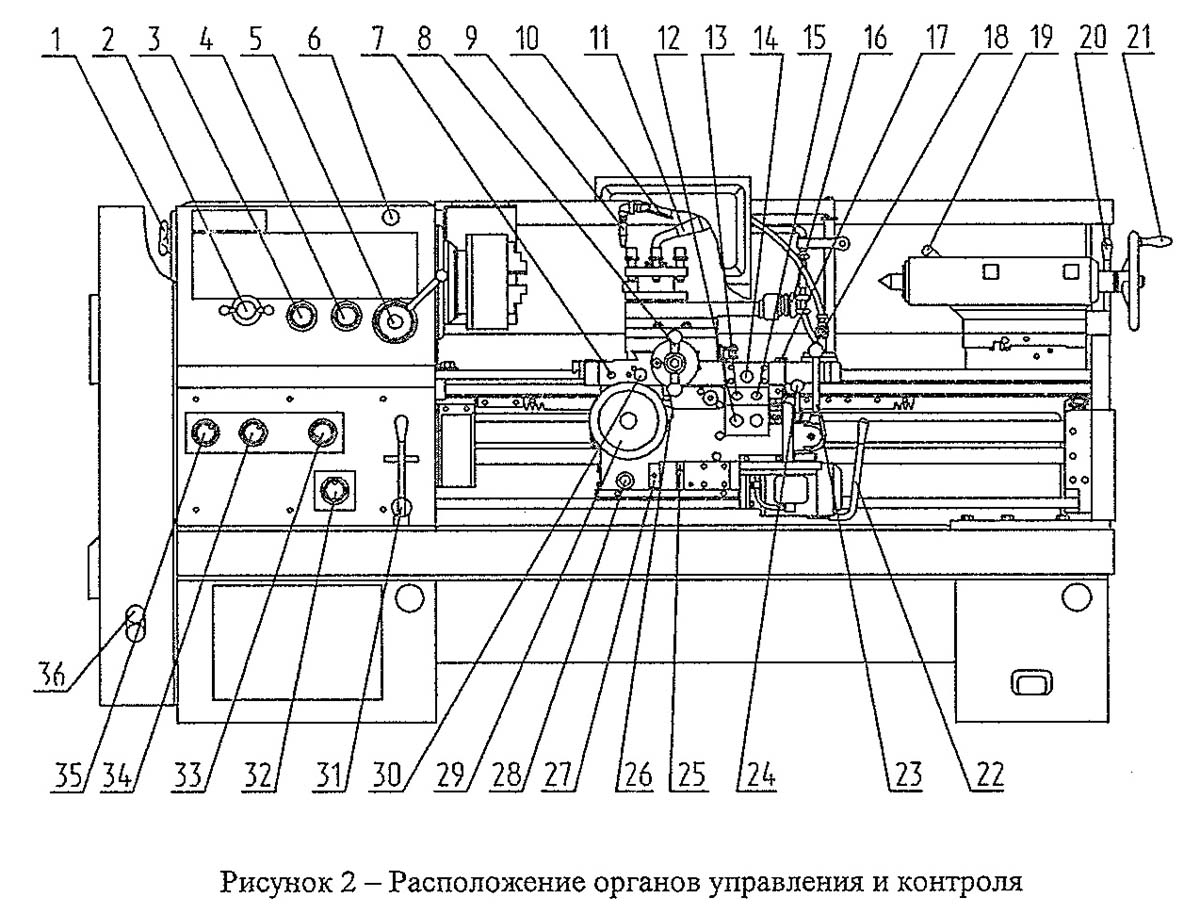
Работа электрооборудования определяется схемой электрической принципиальной 086.0000.000 Э3, приведенной на рисунке 2.
Полный состав электрооборудования станка указан в перечне элементов 086.0000.000 ПЭ3 и приведен в таблице 1.2.
Электрические соединения в шкафу управления и между частями станка выполнены по схеме электрической соединений 086.0000.000 Э4, приведенной на рисунке 3.
Таблица соединений проводов выполнена по схеме электрической соединений 086.0000.000 ТЭ4 и приведена в таблице 1.3.
Особенности конструкции
Станок модели ГС526У разработан для производства сложных токарных операций. Конструкция обеспечивает:
- собственный привод для быстрого продольного спещения каретки, установленный в блоке фартука, что дало возможность обеспечивать резьбы в 1 дюйм с 11 и 19 нитками, при этом гитара не требует смены шестеренок;
- вращение на вал шпинделя передается через систему фрикционных муфт;
- задняя бабка имеет систему пневморазгрузки;
- можно двигать верхнюю часть суппорта вручную предлагаются варианты исполнения с механической передачей, в том числе со специализированным приводом;
- средняя часть суппорта поворачивается в двух направлениях на угол до 90 градусов;
- каретка может перемещаться с рабочими подачами от двух приводов, с разными скоростными диапазонами.
В линейке моделей, производимых Гомельским заводом — несколько стандартных предложений с разными диаметрами патрона, с увеличенными ограничениями максимальных габаритов детали, плавным бесступенчатым регулированием оборотов шпинделя. Также изготавливаются:
- устройства с сверлильно-фрезерными приспособлениями, предлагающими расширенный функционал (индекс модели С);
- с увеличенным максимумом диаметра обработки (индекс В);
- со специальной выемкой в блоке станины (индекс Г);
- с увеличенным значением отверстия в шпинделе до 89 мм (индекс Д);
- с установленным лимбом поперечного перемещения с малой ценой деления (индекс Л);
- станки с установленными устройствами цифровой индикации (маркировки Ц2, Ц1, Ц3 для разных типов УЦИ) с преобразователями данных перемещения.
Список стандартных модификаций станка, предлагаемый производителем — не полный. В него входят станки с маркировкой модели СЕ, полностью соответствующие отраслевым стандартам безопасности Евросоюза и многие другие.





