

Виды гибки и форма исходной заготовки
Гибке подвергается не только металл в виде листа или ленты. При изготовлении металлоконструкций нередко требуются изогнутые профили или трубы.
Листовая гибка

При радиусной обработке листового металла нужно точно подобрать линейный размер. Следует ориентироваться на размеры детали, учитывая, что обрабатываемая заготовка по длине должна оказаться несколько больше, чем готовое изделие. Это обусловлено спецификой самого процесса гибки.
Когда части плоской заготовки меняют своё положение, внутренние слои металла сжимаются, а наружные, соответственно, вытягиваются. Отсюда следует, что перед выполнением операции необходимо просчитывать параметры детали, которую предстоит обрабатывать. Для расчёта радиуса изгиба применятся таблицы, содержащиеся в инженерных справочниках, или же соответствующее программное обеспечение.
Гибка труб
Гибка выполняется в соответствии с требованиями нормативов из технической документации. Трубы можно изгибать ручным и механизированным способом. Изогнутые трубы широко применяются в строительных и хозяйственных сферах, например при изготовлении перил и ограждений. Как правило, производится зашивание труб по радиусу с формированием полного или частичного изгиба. Он не зависит от сечения трубы.

Когда обрабатывается профиль, имеющий внутреннюю полость, на заготовку действует сразу несколько сил: одна — на внутреннюю стенку, а другая — на наружную.
Выполняя изгибание труб, необходимо учитывать вероятность деформирования из-за взаимодействия таких сил, действующих на две поверхности в одно и то же время. Взаимодействие может привести к потере соосности. Если не все условия технологического процесса будут выполнены с точностью, не исключён риск разрыва заготовки. Если гибка производилась неравномерно, в области сгиба могут возникнуть складки из-за влияния тангенциальных сил, возникающих при деформации.
Вероятность вышеописанных проблем можно снизить, варьируя холодную и горячую гибку металла. Технология холодной гибки целесообразна при обработке небольших труб. Обязательно заранее определяется минимально радиус, проходящий по оси.
Локальный нагрев создаёт подходящие условия для гибки труб, так как при повышенной температуре металл проявляет пластичность. Увеличение пластичности оказывается достаточным для выполнения требуемого изгиба.
Гибка профильного проката
У профилей большой момент сопротивления, поэтому использовать классические виды гибки невозможно. Для обработки применяется специализированное ротационное оборудование. Оно отличается от станков, используемых для листового проката последовательным приложением усилия. В результате общее усилие, прикладываемое к профилю, уменьшается, и одновременно с этим уменьшается крутящий момент силового агрегата.

Если нужно изгибать заготовки малого размера и сечения, можно применять оборудование с ручным приводом. Использование последовательных усилий даёт возможность деформировать заготовку и править её, снимая внутренние напряжения в структуре металла.
Правильно-гибочные станки для профильного металлопроката различаются количеством рабочих валков (3 или 4), и их расположением (симметричное и асимметричное). Смена положения оси валка привода, диаметра и профиля рабочей части, дают возможность регулировать изгиб.
Валковые машины отличаются небольшой энергоёмкостью и простотой конструкции, работа с ними не требует применения штампов. Но автоматизировать процесс гибки на валковом оборудовании достаточно сложно.
Валки можно применять и в станках для гибки труб. Отличия будут в оправке, которая должна помещаться внутрь трубы, чтобы не допускать дополнительной деформации.
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:
Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
Особенности гибки металла в условиях домашней мастерской
При проведении ремонта или строительства, и если нужно использовать металл или изделия из него, часто возникает необходимость деталь согнуть. Гибка металла в домашних условиях – это процесс достаточно трудоемкий, но мастеру вполне подвластный. Без использования специального ручного листогибочного станка в этом случае все равно не обойтись. Часто такое нехитрое оборудование делают из подручных средств и инструментов. В список обязательных составляющих такого ручного гибочного станка входят такие детали:
- Струбцина.
- Основание и щечки.
- Кронштейн.
- Сварной прижим.
- Оси.
- Угол Пуансона.
Найти необходимые детали для изготовления подобного оборудования не сложно. После изготовления подобного станка стоит позаботиться об установке (лучше установить инструмент достаточно надежно). Удобнее всего этот станок установить на специально отведенный для него стол. Но все это выполнимо, останется только понять, как с ним работать. Лучше попрактиковаться или попросить показать кого-то специфику процесса гибки на ручном листогибочном станке. Кстати, сами ручные станки могут отличаться по конструкции, что влияет на особенности их прямого использования. Непосредственно сам процесс обработки металла нельзя представить без использования киянки, плоскогубцев, молотка и подобного ручного инструмента. Но такое нехитрое оборудование поможет справиться только с листами сравнительно небольшой толщины. При работе с более толстыми листами стоит приобрести специальные гидравлические вальцы или ручные роликовые прессы. В домашних условиях не получится сделать работы высокой сложности. Также проблематично будет обработать достаточно толстые металлические листы. Но изготовить уголки, комплектующие для водоотвода и даже трубы технически возможно. Однако такая операция займет много времени, что существенно растянет сами ремонтные или строительные работы.
Дефекты и трудности при гибке
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…15, что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
Пружинение при гибке
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 12, то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…600С, а для низкоуглеродистых 180…200С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Разнообразие технологий
В зависимости от ориентированности заготовки гибка делится на продольную и поперечную.
При продольной выполняется одна только гибка, а при поперечной металл дополнительно вытягивают и осаживают. Такие процедуры выполняются, например, при отгибании бортов, высаживании заготовок.

- Продольная выполняется на станках, предназначенных для обработки металла холодным способом.
- Поперечная используется, если необходимо обработать толстую заготовку, или в том случае, когда радиус искривления не слишком большой, а холодная обработка приведёт к появлению значительных напряжений в структуре.
Если возникает необходимость нагревания заготовки, имеющей большую площадь, нужно учитывать вероятность появления на ней кривизны: она возникает по винтовой и сферической поверхности.
Если нагревание не применяется, кривизна не образуется: её образованию препятствует способность металла пружинить. При поперечной гибке металл нагревается практически всегда.
огда обрабатываются заготовки, представляющие собой плоские листы металла, например, при изготовлении судовых корпусов, их изгибают в холодном состоянии без нагревания и без осаживания, используя для того специализированные прессы.
Когда обрабатываются кромки и проделываются отверстия, гибку производят в горячем виде: тогда при повышении температуры изменяется расстояние между отверстиями, а кромки при вытягивании и осаживание изменяют очертания.
Когда используют холодную гибку, сначала обрабатывают кромки, на следующем этапе проделывают отверстия, и лишь после этого заготовку сгибают.
Технологические особенности процесса
Кроме того, что для проведения этих работ (например, гибки труб, технология изготовления которых предусматривает использование гидравлического пресса) необходимы специальные штампы. Благодаря этим штампам размещенный в прессе лист приобретает необходимую форму за счет воздействия на заготовку высокого давления. Для того чтобы структура заготовки стала достаточно прочной и более плотной, заготовки предварительно нагревают до конкретной температуры. Технология проведения – проста, но это позволяет делать прочные изделия приемлемого качества, эффективно используя время. Готовые гнутые изделия из металла имеют возможность стать подходящей альтернативой другим видам металлопроката. Относительно характеристик и конкретных параметров (например, устойчивости к воздействию коррозии) гнутые изделия намного лучше аналогов. Поэтому такая металлопродукция составляет разумную конкуренцию сварным изделиям, которые не гарантируют прочности и устойчивости создаваемой конструкции. Особенных отличий в использовании автоматического или ручного листогибочного оборудования нет. Принцип работы обоих типов станков одинаковый, отличаются только усилия и скорость изготовления конкретных деталей.









Основные преимущества
Главным преимуществом этого метода обработки листового металла является высокая точность линейных замеров готового изделия
Не менее важно и то, что изделия, выполненные этим методом формовки металла, получаются бесшовными. Это значительно повышает надежность и механическую устойчивость изделий
Кроме того, такая обработка значительно улучшает структуру самого металла, делая его более прочным и устойчивым к воздействию коррозии. Но данное применимо при условии, что для гибки не используются листы хрупких марок металлических сплавов. Стоит отметить, что сама процедура изготовления металлических изделий данным методом более эффективна. Это происходит потому, что можно достичь сравнительно высокой интенсивности производства. А за счет минимизации затрат на человеческий труд (если имеется в виду промышленное изготовление) этот метод обработки листового металла существенно снижает стоимость готового продукта.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.
Радиусная гибка листа
Радиусная гибка листового металла выполняется на вышеописанном оборудовании
При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали
Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Гибка труб
Трубы тоже можно изгибать в соответствии с требованиями рабочей документации. Существует несколько методов – ручной и механизированный. Кстати, в повседневной жизни гнутые трубы можно встретить на ограждениях и перилах, установленных в жилых домах и помещениях другого назначения.
Гибка гидравлических труб
Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.
Процесс гибки круглых труб
При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
Во избежание подобных явлений применяют холодную и горячую гибку трубы. Первый метод применяют для обработки труб с небольшим диаметром. Но в таком случае необходимо знать минимально допустимый радиус гиба, который проходит по осевой линии. Надо отметить, что применение местного разогрева трубы создает более комфортные условия для выполнения гиба трубы. Металл после нагрева получает пластичность, достаточную для выполнения заданной деформации. Метод горячей гибки применяют на трубах большого диаметра.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Дефекты, возникающие при нарушении правил гибки металла
Основными изъянами, возникающими при несоблюдении правил гибки металла, являются:
- утяжина в зоне изгиба;
- трещины;
- складки;
- неточности размера и формы деталей.

Утяжина.
Из-за данного дефекта искажается форма детали и снижается ее прочность. Для ликвидации недостатка предварительно набирается металл в месте изгиба либо высаживается заготовка в процессе обработки.
Трещины.
Они появляются на участке изгиба с внешней стороны заготовки, чаще всего при обработке низкопластичного металла (в холодном или подстывшем состоянии). При гибке, к примеру, холодной дюралюминиевой заготовки не только образуются трещины, но и возможно полное разрушение металла.
Соответствие требованиям важно для заготовок, выполненных из высокоуглеродистых, легированных сталей, сплавов. Правила гибки металла требуют выбора подходящего режима обработки, т
е. оптимальной температуры, схемы обработки, минимального радиуса изгиба, последовательности переходов и т. п.
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.
Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.




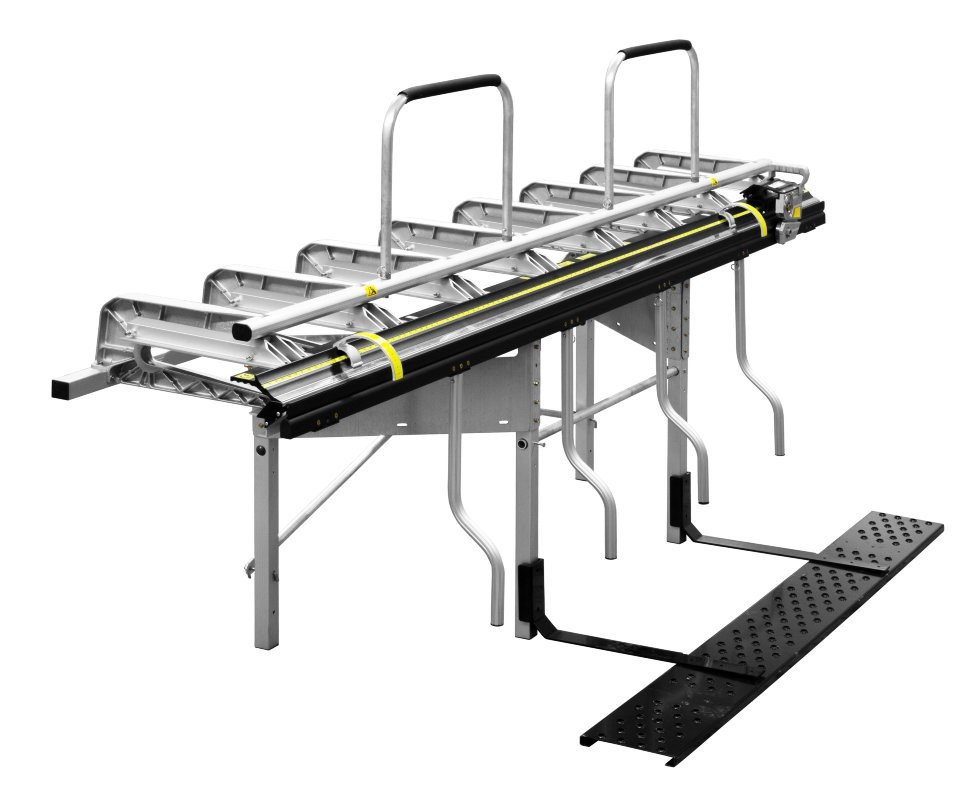



Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Преимущества гибки металла на станках с ЧПУ
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
- при помощи носителей информации или через ЛВС в систему управления вводится управляющая программа.
- в ней закодированы необходимые для работы оборудования сигналы, на основании которых будет выполняться обработка заготовки. То есть, исполнительные механизмы, получая соответствующие команды, приводят в движение рабочий орган (пуансон) вдавливающий заготовку в матрицу.
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
- Качество готового изделия, оно обеспечивается, в том числе и том, что при работе ЧПУ полностью исключается влияние человеческого фактора.
- Размеры и форма получаемого изделия полностью соответствуют требованиям рабочей документации.
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)
- П-образную (двухугловую).
- М-образную (одноугловую).
- Многоугловую гибку.
Все эти разновидности могут выполняться следующими способами:
 Гибка калибрующим ударом
Гибка калибрующим ударом
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки
Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно. В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком
Оборудование для гибки
В производственных условиях гибку ведут на так называемых листогибочных прессах серии И13. Они могут изготавливаться с механическим или гидравлическим приводом. Механические двухкривошипные прессы состоят из следующих узлов:
 Механический листогибочный пресс серии И — 13
Механический листогибочный пресс серии И — 13
- Сварной двухстоечной станины;
- Электродвигателя;
- Клиноременной передачи;
- Пневмофрикционной системы управления прессом, которая включает в себя сблокированные муфту и тормоз (ввиду относительно небольшого крутящего момента муфта и тормоз часто выполняются однодисковыми);
- Промежуточного вала, на котором размещается понижающая зубчатая передача;
- Главного вала, к которому присоединяется основной исполнительный механизм кривошипно-шатунного типа (число шатунов – обычно два);
- Ползуна, к которому в нижней его части крепится активный рабочий инструмент – пуансон (их может быть несколько) и направляющая плита со втулками.
- Стола, к которому крепится неподвижная часть штампового блока с матрицами, направляющими колонками и устройствами фиксации заготовки в штампе.
- Системы смазки и блока управления листогибочным прессом.
 Пресс иб1430Б-02
Пресс иб1430Б-02
Листогибочные прессы с гидроприводом (серия И14__) конструктивно мало отличаются от кривошипных, за исключением того, что привод ползуна осуществляется от гидростанции, а сам ползун имеет плунжерное направление. Гибочные прессы с гидроприводом могут обеспечивать изменение скорости перемещения ползуна – от увеличенной на стадии холостого хода, до сниженной в момент начала операции деформирования. Это способствует снижению брака при гибке малопластичных сталей и сплавов.
Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.
Гибочный станок
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия.Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.
Ручное оборудование для гибки металла
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.
Электромеханическое оборудование для гибки металла
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.
Гидравлические листогиб
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух.Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Выход из положения есть!
Но всегда можно найти выход из положения – заказать изготовление необходимого гнутого металлопроката в специальной мастерской. Если вам нужны трубы для домашнего водоотвода или карнизы, а также другие формы металлических гнутых изделий, то выгоднее, быстрее и надежнее заказать их у профессионалов. Сотрудничество со специалистами гарантирует:
- высокую скорость выполнения каждого отдельного заказа;
- точность и отличное качество готовой продукции;
- использование при гибке металла современного высокоточного оборудования;
- выгодную стоимость услуги.
Заказ изготовления гнутых металлических изделий у специалистов – это существенная экономия ваших времени и сил. А кроме того – получение ожидаемо хорошего результата.
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
Гибка прокаткой в роликах
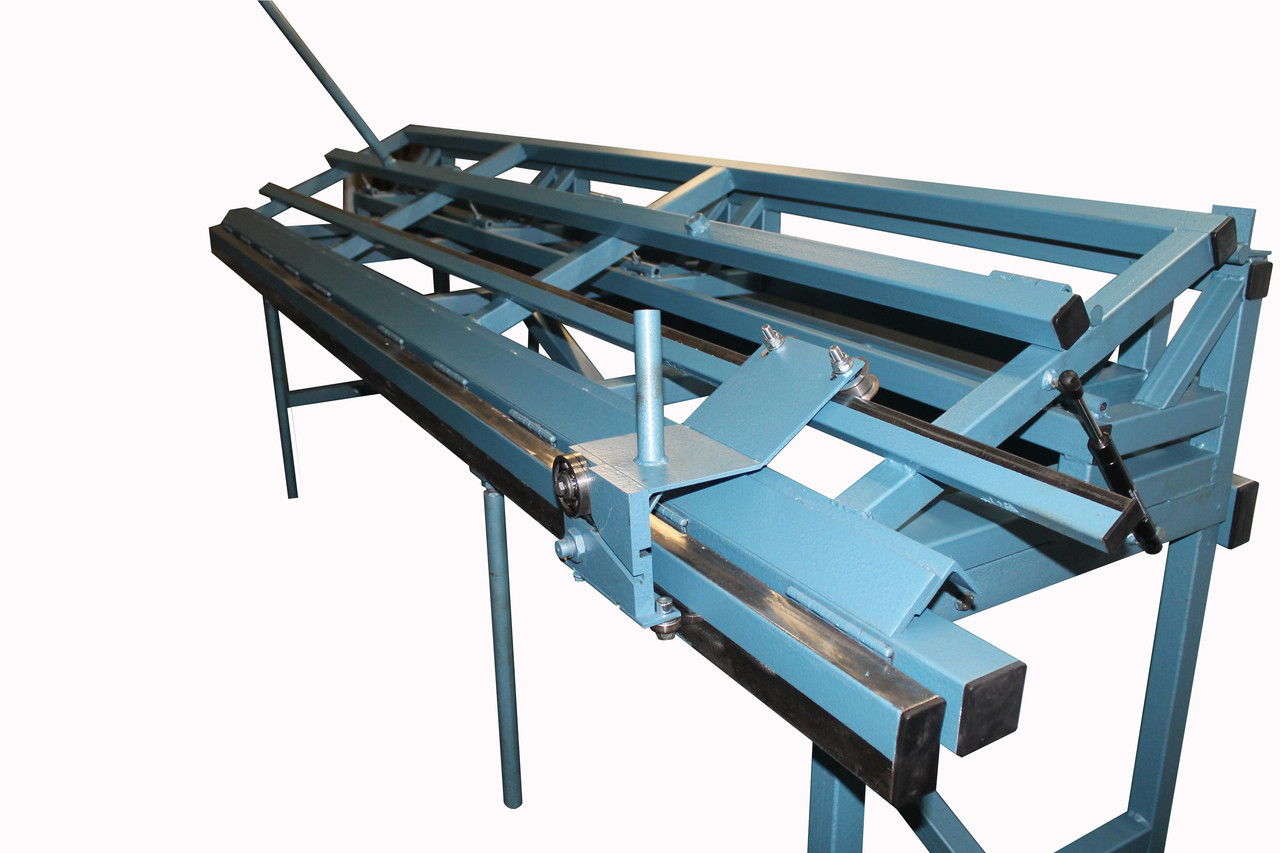
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.










Гибка ручным листогибом
Работа ручной установки строится следующим образом:Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку.Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла.Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.
Гидравлический листогиб
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений.Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 – 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.
Электромеханические листогибы
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.





