

Как выполняется газовая сварка в полуавтоматическом режиме
Полуавтоматическая газовая сварка подразумевает гибридный метод соединения металлов. Применяется с использованием защитного газа и электрической дуги, процесс происходит следующим образом:
- Пуск механизмов, подготовку инструментов к работе.
- В специальное отверстие продевается проволока, в непосредственной близости к горелке.
- Редуктором контролируется, выставляется уровень горючей смеси.
- Скорость подачи проволоки контролируется специальным механизмом на барабане.
- Устанавливается напряжение, другие параметры на полуавтомате.
- Перед началом процесса необходимо выставить под правильным углом горелку.
Давление редуктора должно быть при определенных величинах, тип и параметры шлангов. Баллоны для содержания газа должны быть опрессованы и проверены, горелки и проволока отличаются по параметрам, должны соответствовать установленным порядкам. Проверку необходимо производить перед тем, как сваривать металлы.
Плюсы и минусы технологии
Газокислородная резка обладает целым рядом положительных качеств, делающим такую технологию экономически эффектной, а во многих случаях — и просто незаменяемой:
- Большая толщина разрезаемого материала.
- Выполнение разрезов разной сложности, в том числе многоступенчатых.
- Помимо сквозного реза, возможен рез на конкретную глубину, что дает возможность проводить фасонную обработку поверхности.
- Небольшая цена операции при достаточном качестве поверхности реза.
- Большая продуктивность.
- Высокая мобильность выполняет метод необходимым при демонтаже трудных промышленных конструкций и корпусов судов, а еще во время работы в местах куда сложно добраться.
Как и любой по настоящему существующей технологии, есть у нее и минусы:
Просит большой квалификации и длительного набора навыка оператором резака. Начинающим доступны только самые несложные операции типа прямого реза тонкого листа.
Пожароопасность и взрывоопасность. Метод просит проведения ряда мероприятий по подготовке для обеспечения безопасных рабочих условий и щепетильного выполнения условий безопасности в ходе ее выполнения.
Низкая точность разрезания, тем более при ручном резании. В основном, нужна добавочная механическая обработка заготовок для приведения размеров и формы в соответствии с чертежом.
Влияние температуры на материал может привести к деформациям — короблению, кручению и др
Это не так важно при демонтаже, но вносит дополнительный риск при раскрое листов.
Стационарного типа автоматические установки плазменной резки металла дают возможность побороть большинство минусов, но лишают процесс мобильности.
Преимущества и недостатки технологии
Газокислородная резка обладает целым рядом достоинств, делающим эту технологию экономически эффективной, а в ряде случаев — и просто незаменимой:
- Большая толщина разрезаемого материала.
- Выполнение разрезов любой сложности, в том числе многоступенчатых.
- Кроме сквозного реза, возможен рез на определенную глубину, что позволяет проводить фасонную обработку поверхности.
- Низкая себестоимость операции при достаточном качестве поверхности реза.
- Высокая производительность.
- Высокая мобильность делает метод незаменимым при демонтаже сложных промышленных конструкций и корпусов судов, а также при работе в труднодоступных местах.
Как и любой реально существующей технологии, есть у нее и минусы:
Требует высокой квалификации и продолжительного набора опыта оператором резака. Начинающим доступны только самые простые операции типа прямого реза тонкого листа.
Пожароопасность и взрывоопасность. Метод требует проведения ряда подготовительных операций для обеспечения безопасных условий работы и тщательного соблюдения требований безопасности в ходе ее выполнения.
Невысокая точность раскроя, особенно при ручном резании. Как правило, необходима дополнительная механическая обработка заготовок для приведения размеров и формы в соответствие с чертежом.
Температурное воздействие на материал может привести к деформациям — короблению, кручению и пр
Это не так важно при демонтаже, но привносит дополнительный риск при раскрое листов.
Стационарные автоматизированные установки плазменной резки металла позволяют побороть большинство недостатков, но лишают процесс мобильности.
Качество резки
На качество резки влияет:
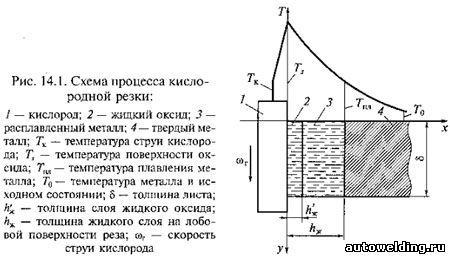
- расход кислорода. Недостаток кислорода приводит к неполному окислению металла и не интенсивному удалению окислов; а избыток — к охлаждению и выносу тепла из зоны резки.
- чистота кислорода. Снижение чистоты влияет на качество кромок реза; Чем ниже чистота, тем больше налипает трудноотделимого шлака на нижней кромке реза.
- мощность подогревающего пламени; В зависимости от состава смеси пламя бывает окислительным, нормальным и науглероживающим. Окислительное — для резки стали толщиной 3–8 мм. Нормальное — для толщин 10–100 мм. Науглероживающее — для больших толщин.
- общая длина пламени должна быть больше толщины разрезаемого металла.
Это интересно: Газовая горелка для пайки меди, алюминия, латуни — рассмотрим тщательно
Пропан или ацетилен: что выбрать?
Для кислородной резки применяют несколько подогревающих газов. Очень часто применяют пропан. Это можно объяснить следующими его плюсами:
- Невысокая пожароопасность и взрывоопасность если сравнивать с ацетиленом.
- Выраженный аромат меркаптановых добавок в пропане дает возможность очень просто определить факт и место разгерметизации и утечки.
- Значительно более низкая цена пропана.
Ацетилен обладает собственными плюсами, которые в конкретных обстоятельствах делают его одним из лучших выбором. В их числе вдвое больший энергетический потенциал. При резке толстых конструкций или если понадобится обеспечить большую скорость резания это становится определяющим аргументом. Впрочем ацетилен более сложен в обращении, для него строже нормы безопасности и он намного дороже.
Более того, ацетилен издает отличительный зловонный запах, и в помещениях ограниченного объема он будет помехой иным работам.
Для работы в установке газокислородной резки не подойдет бытовой газ. Там пропан смешан с бутаном, тормозящим или останавливающим процесс первичного нагрева. Заводской пропан не имеет этой вредной примеси. При снижении температуры ниже 10 °С плотность пропана растет настолько, что меняется скорость его подачи в горелку. Это приводит к уменьшению продуктивности и к максимальному изнашиванию деталей и узлов резака.
Помимо подогревающего газа, важно уделять внимание и держать под строгим контролем узел кислородной подачи. Давление режущего кислорода — более 10 атмосфер, и при его утечке можно получить сильные ожоги
Оборудование, использующееся для кислородной резки металлов
Устройство для резки металла следует выбирать по следующим параметрам:
- тип горючего газа, с которым он работает;
- тип смешения газов (эжекторный, безэжекторный);
- назначение (универсальный, специальный);
- вид разрезания металла.
Резак, с помощью которого можно расплавить металл, может работать на основе ацетилена, заменителя газа или жидкого горючего газа. В газовой резке устройства могут быть разделительными, поверхностными, копьевыми или кислородно-флюсовыми. Аппарат для кислородной резки нельзя использовать в качестве сварочного аппарата. Зато он отлично подходит для резки каленой стали и чугуна.
В настоящее время резка кислородная осуществляется с помощью аппаратов, называемых универсальными. Они удобны тем, что позволяют расплавлять листы металла толщиной до 300 мм. При этом в резке можно задавать любое направление. Эти приборы, производящие резку металла, удобны тем, что имеют небольшой вес, легки в эксплуатации и способны выдержать обратные удары.
Кислород для резки металла фото №4
Фотография кислород для резки металла от НПО “Грасис”
Кислород для резки металла фото №5
Фотография кислород для резки металла от НПО “Грасис”
Кислород для резки металла фото №6
Фотография кислород для резки металла от НПО “Грасис”
Деформация материала при резке газом
Термические деформации часто сопутствуют технологическим операциям, связанным с нагревом заготовок до высоких температур. Чаще всего встречается изгиб и коробление.




Для снятия внутренних напряжений, возникших поле газокислородной резки, и восстановления формы деталей, применяют следующие приемы:
- термообработка методом отпуска или отжига;
- правка на правильных вальцах;
- прочное крепление проката перед раскроем и до полного остывания;
- повышенная скорость резания.
Кроме изменения формы, неравномерный нагрев может привести и изменению механических свойств заготовки. Их восстанавливают термообработкой.
Электроннолучевая сварка (ЭЛС)
Электронный луч представляет собой остросфокусированный поток электронов, эмитованных катодом и ускоренных в вакууме разницей потенциалов между катодом и анодом (в электронной пушке). При торможении ускоренных электронов возле поверхности анода (изделия) их кинетическая энергия преобразуется в тепловую. Высокая концентрация энергии в анодном пятне, диаметр которого равен 0,01 … 1,0 мм, позволяет получить сварные швы с минимальной зоной термического влияния и отношением глубины к ширине от 20 и более. Толщина свариваемого материала при ЭЛС достигает 100 мм и более за один проход.
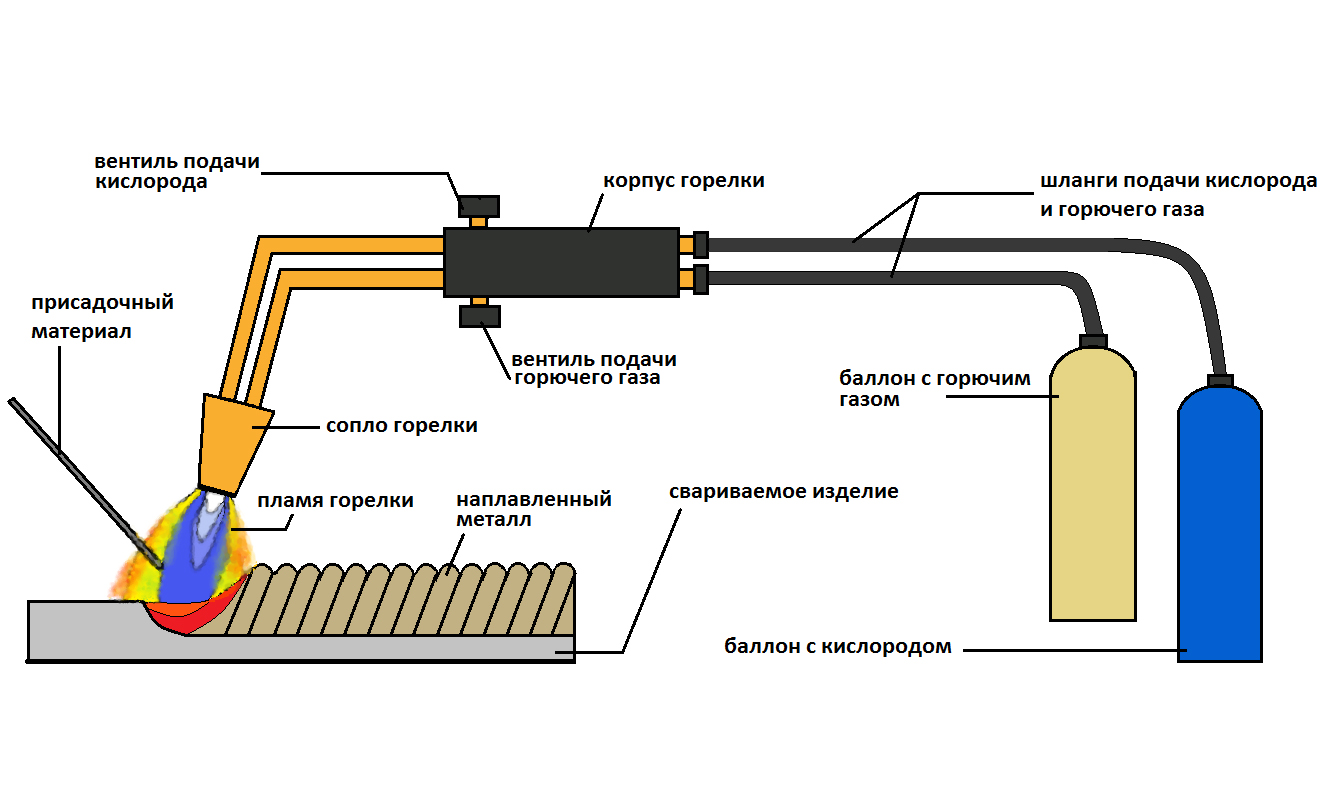
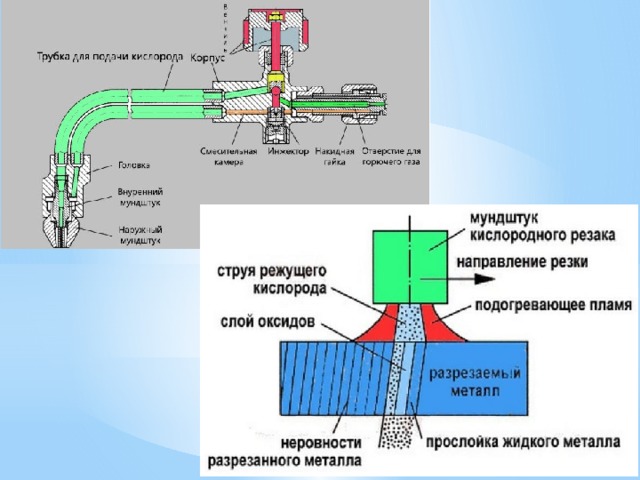
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.

Номинальный расход газов.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
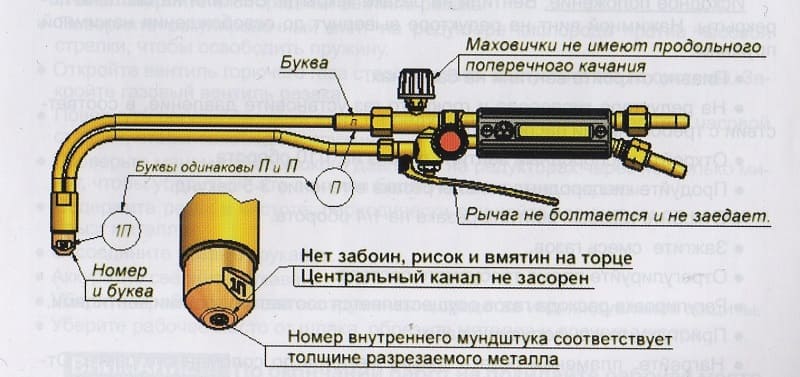
Осмотр резака
Особо опасной неисправностью, делающей невозможной дальнейшую работу, является обратный удар — распространение пламени в обратном направлении внутрь горелки. Если оператор слышит повторяющиеся хлопки или видит, как пламя втягивается внутрь горелки, он должен немедленно перекрыть подачу пропана, затем кислорода. Горелку следует остудить. Далее необходима прочистка и продувка инжектора, смесительной камеры и форсунок. Все соединения после продувки необходимо подтянуть. Категорически недопустимо:
- Продолжение резки при обратном ударе или нарушении регулировок состава газовой смеси.
- Удержание шлангов в руках или опора их на другие части тела.
- Движение с работающей газокислородной горелкой. При необходимости сменить рабочее место резак следует погасить и вновь разжечь на новом месте.
- Оставлять работающую горелку без присмотра.

Резак
Рабочая зона должна быть не захламлена и обеспечивать свободное перемещение оператора и шлангов.
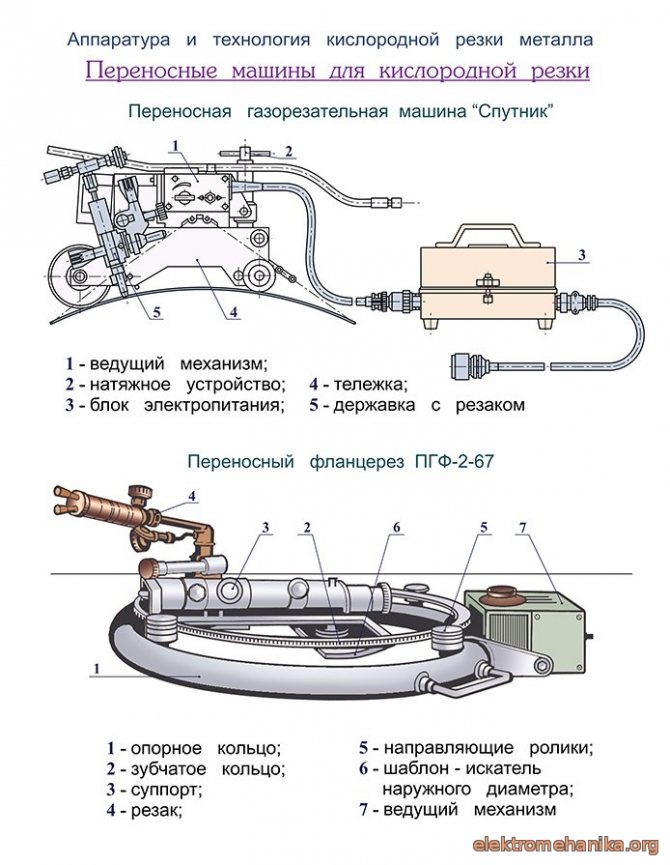
Механизированная газопламенная резка
 Механизированная газопламенная резка
Механизированная газопламенная резка
Проблема высококачественного разделения металла решается применением специальных станков газопламенной резки. Их эксплуатационными преимуществами являются:
 Плазменная резка (промышленная)
Плазменная резка (промышленная)
- Увеличение допустимой скорости реза без ухудшения его качества.
- Отсутствие влияния квалификации газорезчика на стабильность процесса. Дело в том, что все параметры реза полностью контролируются автоматикой.
- Оптимизируются параметры самого реза, в частности, ширина струи, что определяет минимальные потери металла при механизированной резке.
- Контролируются параметры и применяемого кислорода. Например, при пониженной чистоте газа (менее 99%) процесс резки на современных станках не начнётся вовсе.
- Ряд конструктивных исполнений такого оборудования имеют специальные узлы подогрева стального листа (для других материалов наилучшая температура также может быть подобрана). Это сокращает подготовительно-заключительное время, позволяет увеличить производительность газопламенной резки, а также уменьшает коробление заготовки, которая подвергается разрезанию.
- Наличие устройств, которые производят своевременное удаление с поверхности частиц флюса, образующегося при резке (для ручной резки это приходится делать рабочему, периодически прекращая процесс).
Тем не менее, и процесс механизированной резки имеет свои ограничения. Дело связывается, в основном, с уровнем возникающих термических напряжений, а также с обезуглероживанием поверхности сталей.
Для ликвидации перечисленных проблем на установках механизированной газопламенной резки используют модульную конструкцию подогревающих горелок, расположение которых подбирается таких образом, чтобы температурные перепады по габаритным размерам обрабатываемого листа были бы наименьшими.
Современные установки газопламенной резки обеспечивают достижение таких эксплуатационных показателей:
- Скорость реза, мм/мин – до 500;
- Ширина реза, мм – 1.5…2,0;
- Размерная точность, мм – 1…2;
- Отклонение от прямолинейности, мм/м – до 1.5.
Качество резки
Качество газокислородной резки является весьма важным фактором и слабым местом технологии. Чтобы его обеспечить, необходимо контролировать следующие параметры:
- Подача кислорода. Необходимо точно выдерживать этот параметр. Недостаточная подача вызывает неполно окисление разрезаемого материала и накапливанию оксидом в рабочей зоне Переизбыток же охлаждает рабочую зону и выносит из нее тепло, приводя к нестабильности реакции горения.
- Чистота промышленного газа. Применение загрязненного кислорода приводит к скоплению шлаковых масс на нижней стороне разреза, снижению скорости резания и повышенному расходу газа.
- Мощность факела подогрева. Исходя из состава газовой смеси, различают три типа пламени. Окислительное применяется для работы с листом в 3-9 мм. Обычное — для заготовок от 10 до 100 мм. Для более толстого материала используют т.н. науглероживающее пламя подогрева.
- Длина факела. Факел должен быть длиннее, чем толщина детали. Это позволит эффективно выносить продукты горения за пределы рабочей зоны.

Качество резки металла
Опытный мастер должен быть способным одновременно контролировать все указанные параметры.
Технология газовой сварки
Технология газовой сварки происходит с использованием присадки из легко сплавного материала, основной задачей которого является наполнение кромки материалов. Ацетиленовая горелка используется для оплавления кромок путем нагрева, после чего происходит соединение. Второй способ подразумевает наплавку или напыление, при зависимости от типа металла и оборудования. Отличие способов в расходе газовой смеси, подвергаемым к обработке материалам, затрачиваемом времени на операцию.
Опыление двух соединений металла затребует больших температурных показателей, на это потребуется повышенное количество горючей смеси. Для нагрева присадочных прутков не требуется высоких температур, структура инструмента состоит из легкоплавких материалов. Существует специальный вид электродов для соединения материалов инверторным типом оборудования.




![Газовая (кислородная) резка металла [технология и оборудование]](https://domdetaley.ru/wp-content/uploads/1/6/9/169afe1b662311864f9df67091bf47b4.jpeg)
Техника газовой сварки с применением различных присадок значительно прочнее, приятнее на внешний вид, процесс происходит быстрее, а расходы горючей смеси меньше в разы.

Сварочная проволока
Применяется данная технология сварочных работ в различных сферах, соединение трубопроводов технологического направления, запасных частей машин, наплавление прутка, ковка различных фрагментов.
Для процесса сварки газом потребуются основные элементы:
- В качестве газа при большинстве случаев используется пропан. Подойдет различного типа газ с инертной текучестью.
- Катализатором к воспламенению выступает баллон с кислородным газом.
- Шланги для отвода газовой смеси, сопло, редуктора на баллоне и рукояти.
Калибровочное сопло распыляет газовую смесь под давлением, для поджига применяется кремниевая пьеза-зажигалка, после чего регулируется насыщенность смеси, сила пламени.
Виды резки металла газом
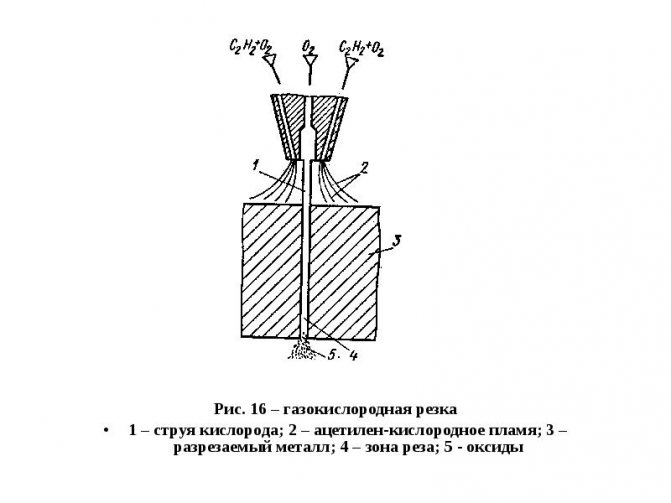
Газокислородная резка имеет несколько разновидностей. Ученые и инженеры разработали эти методы, исходя из особенностей применения в конкретных условиях. Наиболее употребительны следующие методы резки:
- Пропаном. Этот довольно популярный способ применим для титановых, низколегированных сплавов и сталей с низким содержанием углерода. Для углеродистых и высокоуглеродистых сталей он не подходит. Для большей производительности и энергоэффективности пропан могут заменять на метан или ацетилен.
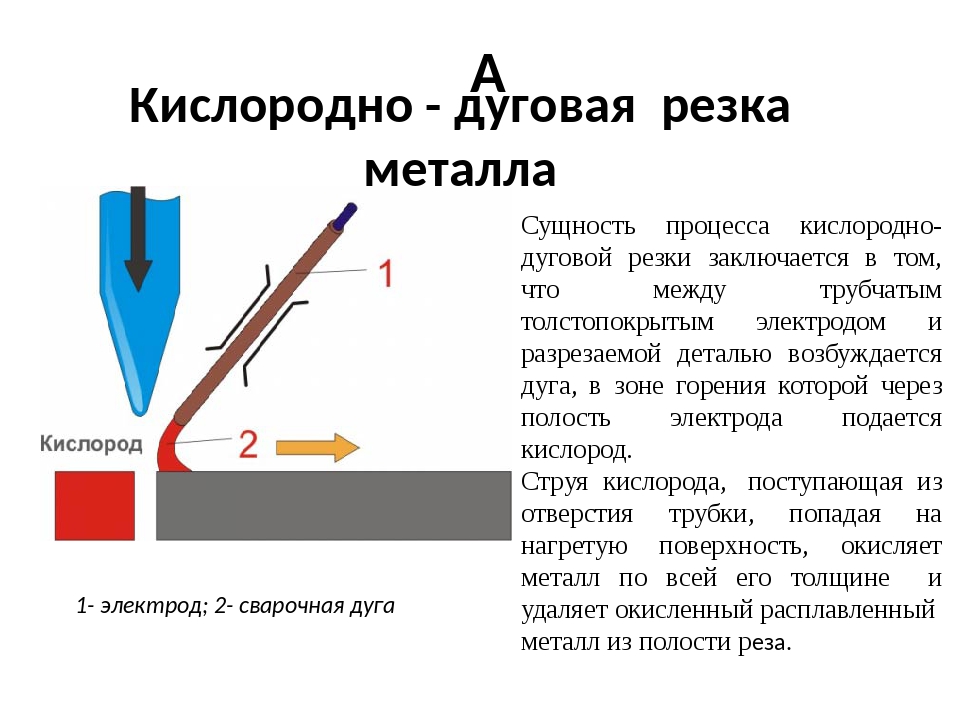
- Воздушно — дуговая. В дополнение к сгоранию материала в струе кислорода меду заготовками и встроенным в резак электродом возбуждается электродуга. Она плавит металл в районе линии реза, а газовый поток уносит его остатки. Метод не позволяет разрезать толстые изделия, зато дает возможность делать разрезы большой ширины. Это очень полезно при выполнении фасонного раскроя и позволяет существенно снизить трудоемкость операции.
- Кислородно-флюсовая. При данном методе в рабочую область подается флюсовый порошок. Этот компонент участвует в физико-химических процессах и обеспечивает повышенную пластичность и податливость материала во время резания. Способ применим для резания сплавов, на поверхности которых образуются прочные и термостойкие оксидные пленки. Применение флюса позволяет избавиться от них, сместив температурный баланс в зону более высоких температур. Особенно эффективен данный метод для чугунных, медных, бронзовых и латунных изделий, заготовок с высокой степенью зашлакованности и для железобетона.
- Копьевая. Применяется при разборке металлических конструкций, технологических отходов, разделке массивных крупногабаритных заготовок. Струя кислорода пропускается через тонкую стальную трубку — газовое копье. Копье является расходным материалом, оно сгорает в ходе процесса, повышая температуру и эффективность основной реакции и позволяет дополнительно концентрировать режущий факел. В результате скорость разделки существенно возрастает.
Подача газов управляется одним общим или двумя раздельными запорными вентилями. Применение раздельных вентилей позволяет точно настраивать состав смеси и оперативно перестраивать оборудование для другого вида работ.

Промышленная газокислородная сварка
Рукоятка резака снабжена тремя патрубками с разъемами. По ним подводится кислород, пропан (или ацетилен) и охлаждающая жидкость. Давление кислорода устанавливается на баллонном редукторе и может достигать 12 атмосфер.
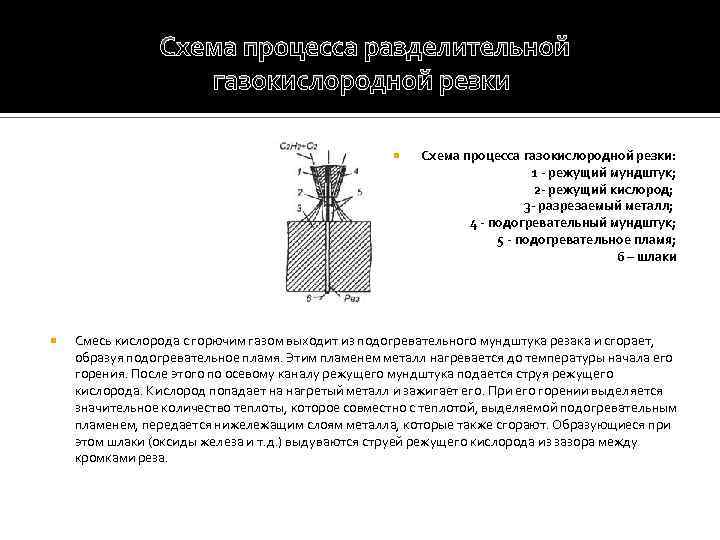
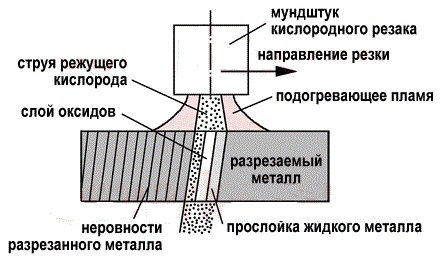
После выполнения поджига в факел резака подается кислород. Сгорание пропана нагревает поверхность заготовки до такой температуры, что начинается химическая реакция его окисления. Она идет настолько интенсивно, что деталь прожигается насквозь струей режущего кислорода и газовый поток выносит сгорающие частицы металла в разрез.
Устройство резака
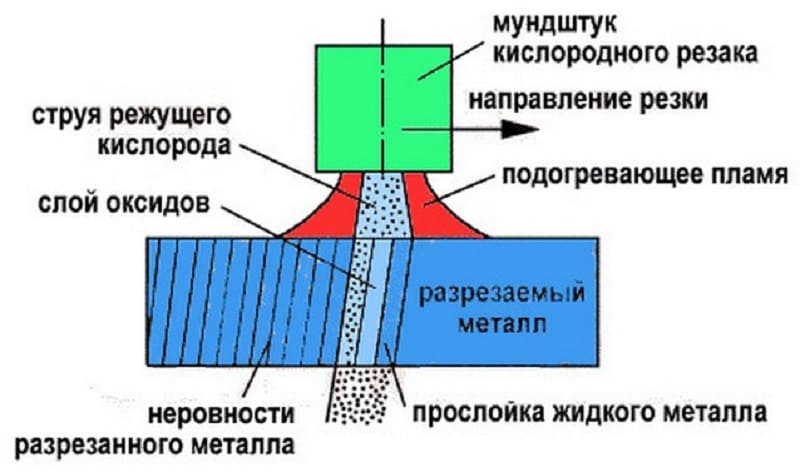
Нюансы резки по металлу

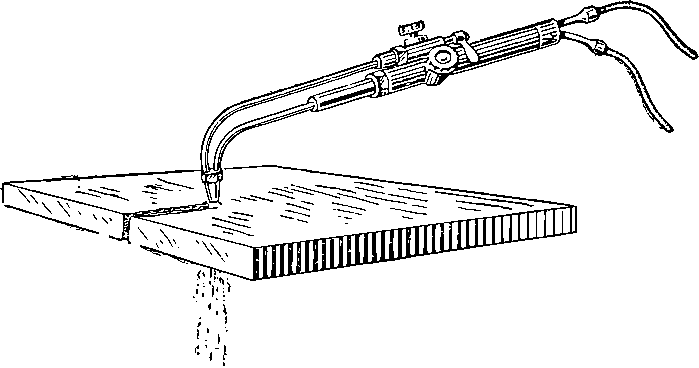
Схема процесса разделительной газокислородной резки.
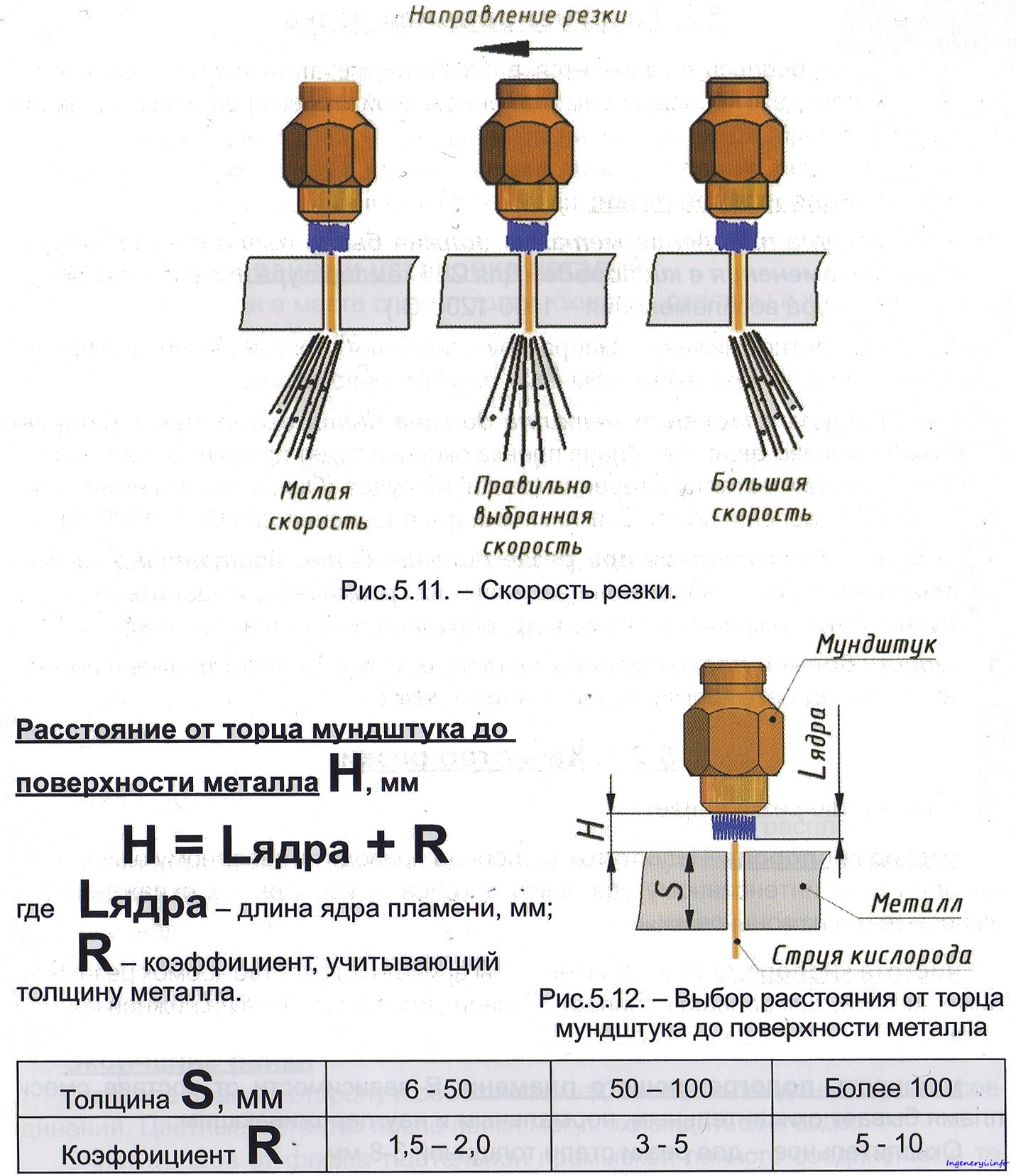
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
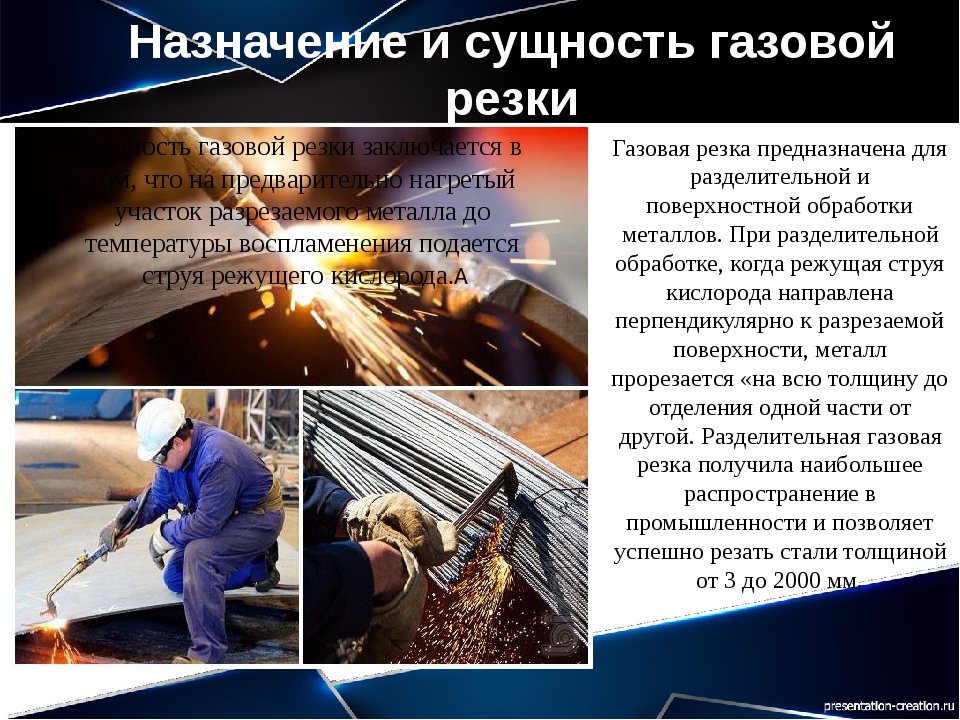
Как работает газовая резка?
Широкая популярность, которую заслужила газовая резка
, основана на самой высокой производительности среди всех обработок с аналогичной целью. Её принцип действия основан на свойстве металлов нагретых до температуры более 1000 градусов «сгорать» в чистом кислороде. Практическигазовая резка осуществляется следующим образом:
- Начальную точку резки подогревают до температуры воспламенения. Время нагрева зависит от толщины слоя и колеблется в диапазоне от 5 до 40 секунд.
- Когда металл прогреется до нужного уровня, подают кислород. Струя газа прожигает материал насквозь и после этого резак начинают перемещать по линии обреза. Пока он режет в одном месте, до нужной температуры доходят соседние области. Кислород сам же и удаляет оксиды, возникающие вследствие горения.
Не все материалы поддаются газокислородной резке. Например, у алюминия температура плавки ниже температуры воспламенения, а резать его в жидком виде бессмысленно. Получить стабильную линию среза практически невозможно. То же самое относится к высоколегированным, высокоуглеродистым и хромоникелевым маркам стали.
Газовая резка
имеет следующие преимущества:
- низкая трудоёмкость и стоимость работ;
- возможность резать исходный материал толщиной до полуметра.
К недостаткам относят:
- относительно низкое качество кромки для решения некоторых поставленных задач требует дополнительной обработки;
- ограничения на применение к некоторым материалам;
- резка тонкослойных изделий ведет к их сильной термической деформации.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Это интересно: Разделка кромок под сварку — виды, ГОСТ, формы, углы
Условия для газовой резки
- Температура плавления металла должна быть выше температуры его воспламенения в кислороде. (Для Ст.З температура плавления −1539°С, а температура воспламенения — 1100-1200°С.) Углерод заметно снижает температуру плавления. Поэтому высокоуглеродистые стали и чугуны резать обычным резаком невозможно.
- Температура плавления металла должна быть выше температуры плавления его окислов. Иначе пленка окислов будет препятствовать доступу кислорода к металлу и горения (резки) не будет. (Окисел хрома имеет температуру плавления 2270°С, а температура плавления для Ст.З −1539°С).
- Окислы, образующиеся при резке должны быть достаточно жидко-текучими. При их избытке они налипают на кромки реза, и удалить их очень трудно (Окислы кремния, хрома и др. обладают высокой вязкостью). И можно потратить очень много времени причем малорезультативно на их удаление.
- Металл должен плохо проводить тепло, иначе тепла от пламени не хватит, чтобы нагреть кромку перед началом резки.
Принцип работы
Принцип действия плазменного резака основан на использовании высокой тепловой энергии ионизированного газа, или плазмы. Для ее получения струю газа подвергают резкому сжатию, одновременно на нее воздействуют электродугой. Дуга разжигается между центральным вольфрамовым электродом и соплом, либо между электродом и заготовкой. Поток плазмы направляют в зону разреза, там он испаряет узкую область металла, формируя линию разделки. Во избежание перегрева в сопло встроена система жидкостного охлаждения.


Резак прямого действия
Предварительная дуга будет зажигаться между заготовкой и вольфрамовым электродом. Она ионизирует газ, и далее рабочий разряд идет уже через него. Применяется для резки металлов, имеющих высокую проводимость.
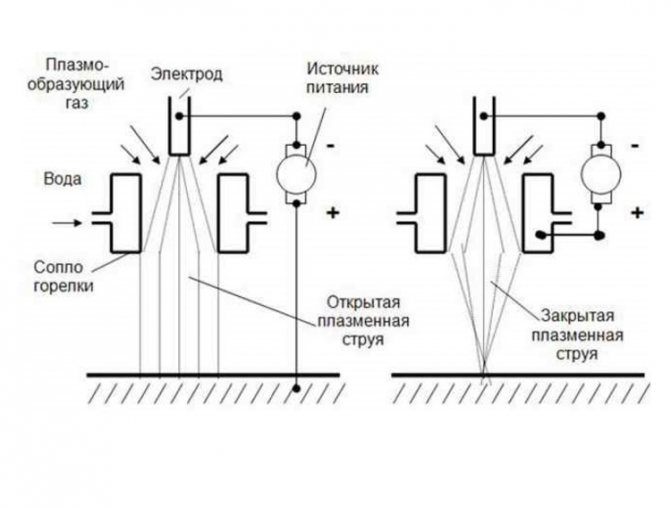
Прямое (слева) и косвенное (справа) действие.
Косвенного
Таким способом можно резать низкопроводящие металлы и даже диэлектрические материалы. Дуга разжигается между центральным неплавким электродом и латунным соплом. На заготовку действует только поток плазмы. Такие плазмотроны обходятся дороже и при покупке, и в эксплуатации.
Технология выполнения
Методика проста, ее суть в том, что металл нагревается до температуры горения, а затем место нагрева поддается действию чистого кислорода, который и «разрезает» лист.
Важно знать, что если у металла температура плавления будет ниже, чем температура горения, то расплавленные остатки будет тяжело удалить, изделие будет испорчено. Перед обработкой необходимо очистить металлический лист от грязи, ржавчины и лакокрасочных материалов
Это можно сделать при помощи щетки по металлу или специальных агрегатов
Перед обработкой необходимо очистить металлический лист от грязи, ржавчины и лакокрасочных материалов. Это можно сделать при помощи щетки по металлу или специальных агрегатов.
 Особенности кислородной резки
Особенности кислородной резки
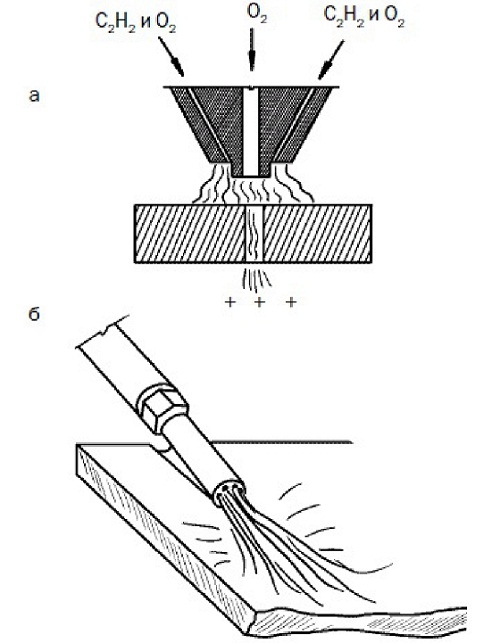
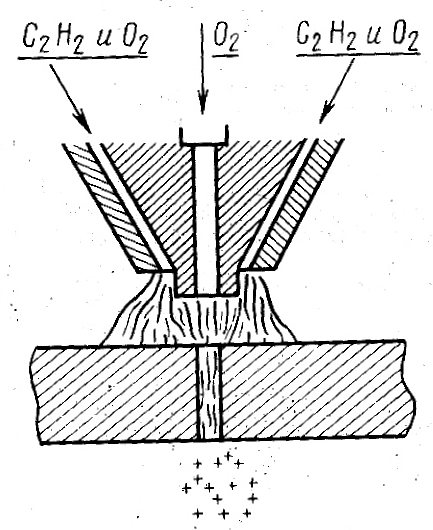
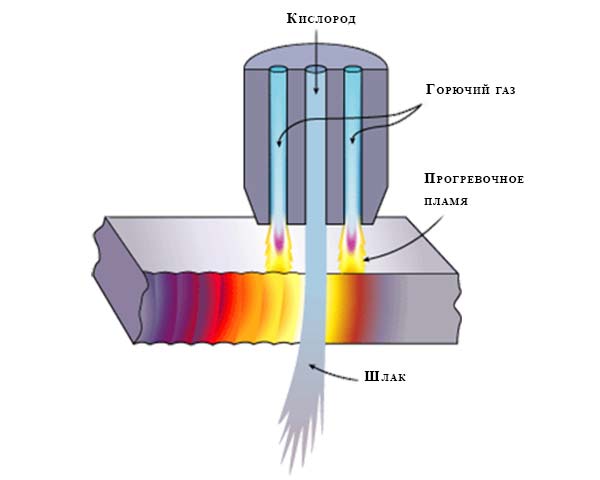
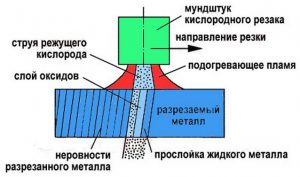
Этапы газовой резки металла:
- Нагревание металла до высоких температур.
- Окисление.
- Выдувание шлака из места реза.
 Технология газовой резки
Технология газовой резки
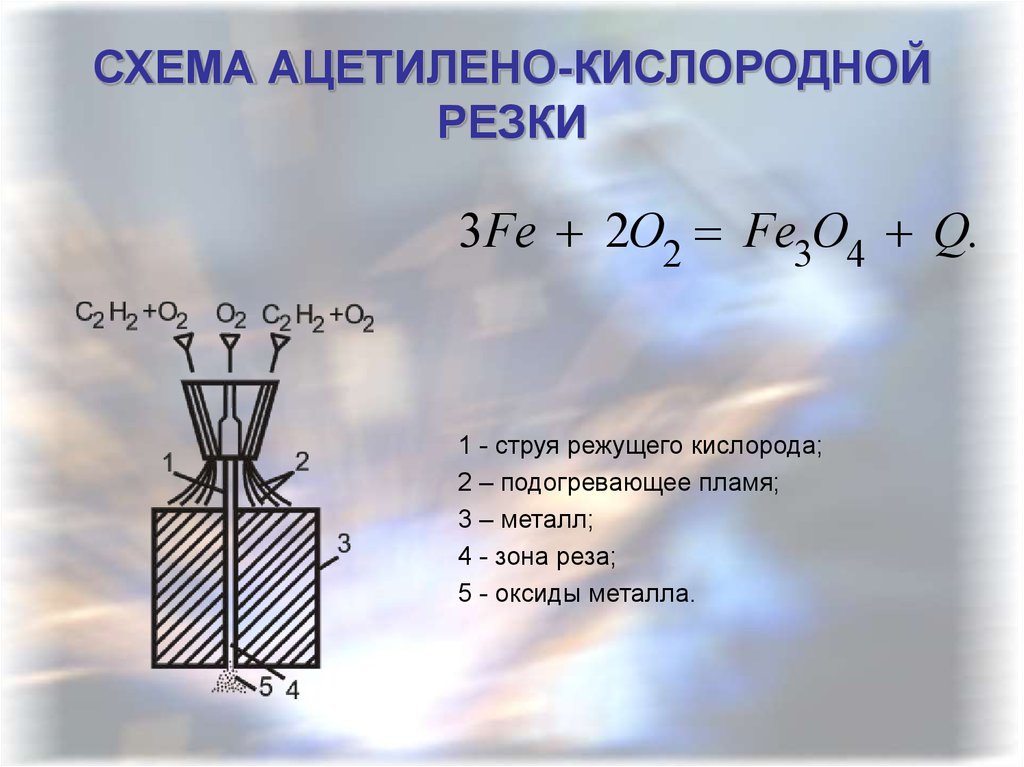
На первом этапе необходимо нагреть материал. Через сопла горелки подается пламя, которое получается в результате горения газовой смеси (кислорода и ацетилена). Это пламя направляется на нужный участок (он должен прогреться до 1100 ˚С). Во время нагревания выделяется кислота, которая способствует прогреванию нижних слоев материала.
По достижению высоких температурных показателей на участок обработки направляется только струя технического кислорода. Металл вступает в реакцию с кислородом и получается расплавленный оксид. Горячая струя приводит к тому, что материал в месте резки сгорает. Если на этом этапе возникнут проблемы с подачей кислорода, возможно возникновение дефектов.
Деформация материала при резке газом
Термические деформации часто сопутствуют технологическим операциям, связанным с нагревом заготовок до высоких температур. Чаще всего встречается изгиб и коробление.
Для снятия внутренних напряжений, возникших поле газокислородной резки, и восстановления формы деталей, применяют следующие приемы:
- термообработка методом отпуска или отжига;
- правка на правильных вальцах;
- прочное крепление проката перед раскроем и до полного остывания;
- повышенная скорость резания.
Кроме изменения формы, неравномерный нагрев может привести и изменению механических свойств заготовки. Их восстанавливают термообработкой.





