

Устройство и работа фрезерного станка 679
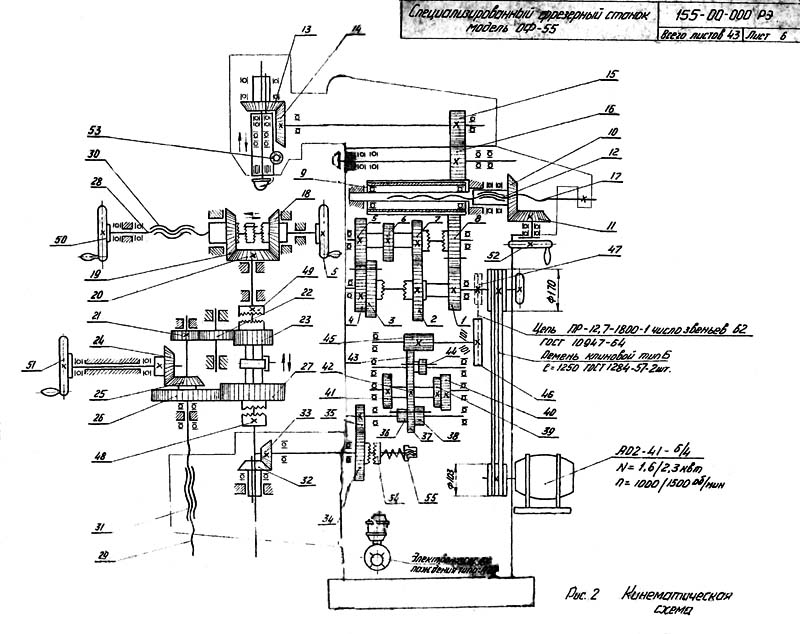
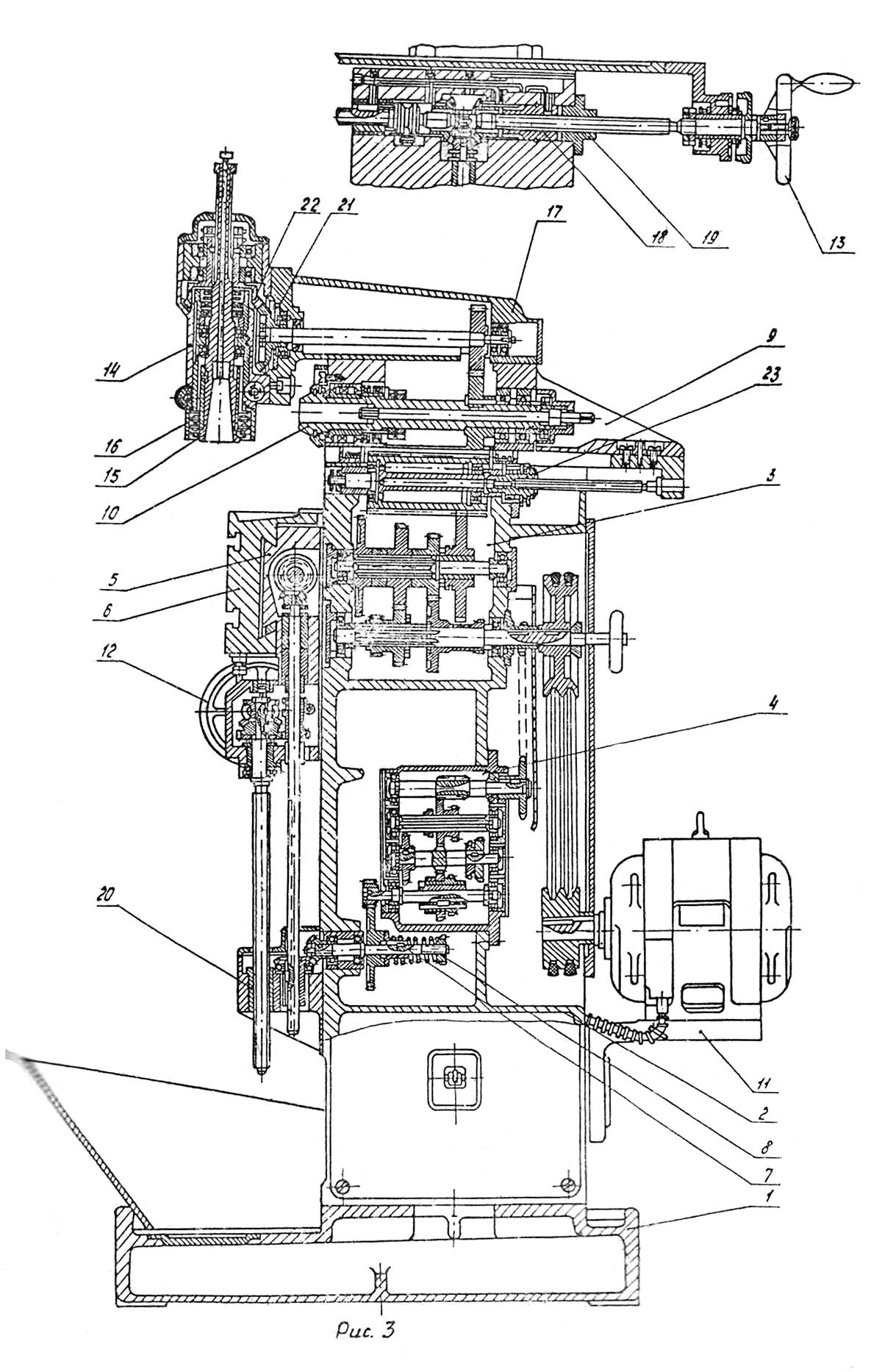
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
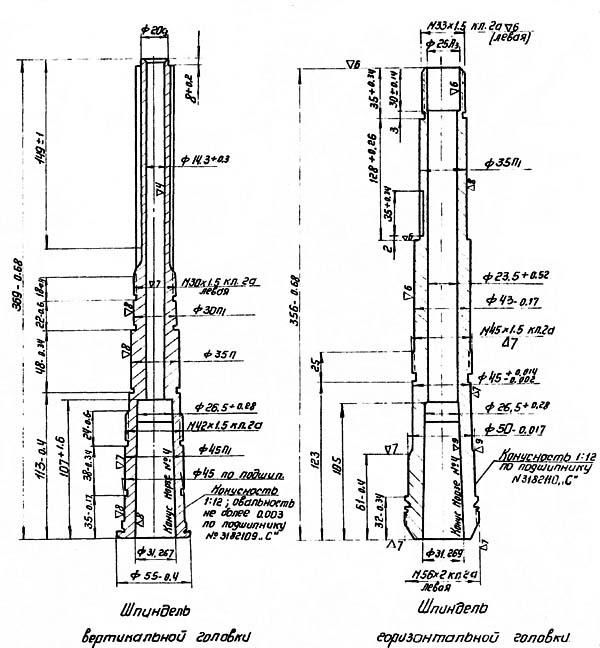
Горизонтальный шпиндель и шпиндель вертикальной головки
Универсальность станка ОФ-55 обеспечивается возможностью монтажа разных головок – горизонтальной, стандартной вертикальной, высокоскоростной вертикальной и шлифовальной. Все головки могут отводиться назад и вперед по опорной колонне, чтобы обеспечить необходимую величину подачи. Рабочий стол присоединен к плоской вертикальной поверхности, имеющей Т-образные пазы, и предусматривающей подачу по вертикали и горизонтали. Скорость вращения шпинделей определяется характеристиками коробки передач.
Основные параметры:
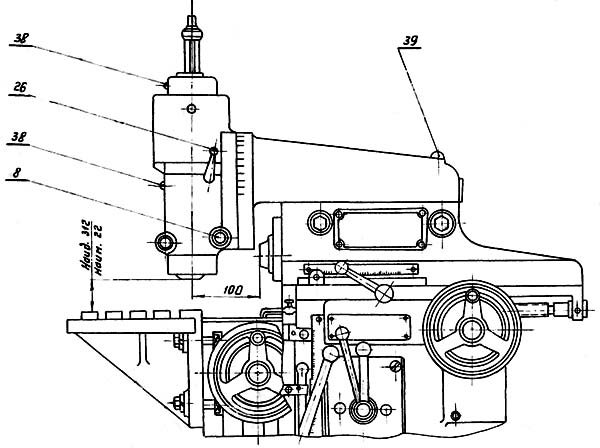
- Расстояние от торца шпинделя до плоскости стола, мм – 105.
- Вылет, мм – 100.
- Пределы регулировки расстояния до горизонтально расположенного стола – 25…312 мм.
- Ход шпинделя в направлениях, мм: вертикальном – 290, продольном – 250, поперечном – 150.
- Скорость вращательного движения горизонтального шпинделя, мин-1 – 42…1250.
- Скорость вращательного движения вертикального шпинделя, мин-1 – 56…2450.
Изменение скоростей – ступенчатое, переключением пар шестерен (всего доступно 12 скоростей). Значение крутящего момента может быть изменено переключением скоростей вращения двигателя главного привода.

Особенности станка
Здесь стоит отметить станину, полое основание которой является баком охлаждающей жидкости. Верхняя часть используется для установки коробки передач, способной передавать шпинделям по 12 скоростей. Внизу станины монтируют коробку подач для стола, она сообщает на него по 12 различных подач. В специальном отделении размешается электрическая схема фрезерного станка ОФ.
Перемещение детали, продольное и вертикальное, осуществляется с помощью суппорта. Для ручного перемещения используется винт подачи ОФ 55, если перемещение механическое применяют коробку передач. Регулируется подача рукоятками, отключение происходит с помощью конечных упоров. Выполняя точные работы, применяют плитки мерительные и индикатор, их устанавливают в специальные зажимы. За годы выпуска фрезерного станка ОФ 55 было сделано несколько его модернизаций.
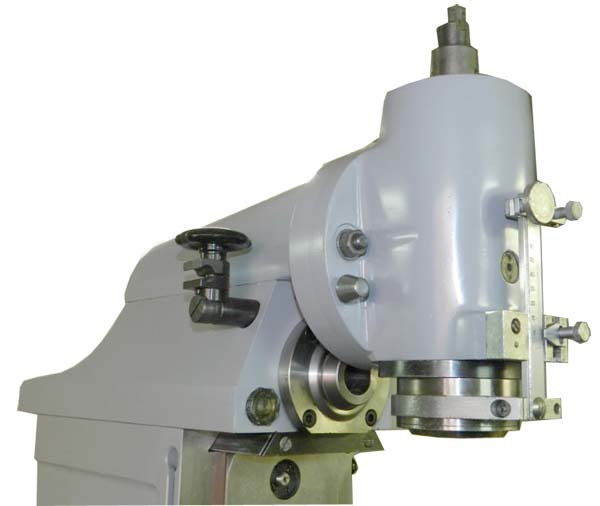
Удобство при работе достигается использованием двух шпинделей, причем вертикальный может изменять угол наклона. Это достигается благодаря его расположению на хоботе, который выдвигается. Оптимальные режимы обработки деталей достигаются за счет возможности изменять обороты шпинделей в широком диапазоне.
При постоянной эксплуатации требуется следить за смазкой подшипников, такую информацию несет карта смазки. Периодически потребуется смазка:
- непосредственная;
- картерная;
- автоматическая.
Можно отметить следующие преимущества при работе:
- простое управление;
- компактные размеры;
- поглощение вибрации тяжелым основанием;
- возможность производить долбления.
Достать запчасти для фрезерных станков ОФ 55 не составляет проблему. Однако использование его в индивидуальном хозяйстве затруднено. Специалисты, в своих статьях, утверждают, что модель имеет прекрасные характеристики, однако очень тяжелая и дорого стоит.







Сведения о производителе широкоуниверсального фрезерного станка ОФ-55
Отметим, что ОФ-55 имеет множество аналогов. В той же Германии ими считаются, например, Thiel (тип 58) или Maho, а в США и Великобритании – Alexander “Master Toolmaker”. Тем не менее, получив в 1945 году по репарационным поставкам из Германии подобное оборудование, специалисты Владимирского станкостроительного завода приступили к разработке собственного варианта широкоуниверсального фрезерного агрегата с индивидуальным электроприводом.

В послевоенные годы унификации названий металлообрабатывающих машин должного внимания не уделялось. Поэтому рассматриваемая техника до сих пор производится по индивидуальным заказам именно как ОФ-55 (от слов «Общего назначения Фрезерный», цифры 55 указывают год начала серийного выпуска). Кроме того, российское предприятие «Станкостроительный завод «Техника»» производит широкоуниверсальный фрезерный станок ОФ-55 в модернизированном варианте под названием ФСМ-250. Это оборудование отличается повышенной точностью изготовления отдельных узлов, а также наличием шаговых двигателей (управляемых по частоте) и двигателя подачи.
Аналоги ОФ-55 периодически выпускаются в Белоруссии (Витебск, модель ВЗ-371), Украине (Одесса, модель ОММ 64S), Литве (Вильнюс, модель 676П), а также в КНР (модель ХВ-132). Единичным производством схожих по техническим возможностям и компоновке металлорежущих машин, адаптированных под собственные нужды, занимается также ряд неспециализированных предприятий.
При выборе производителя/продавца обращают внимание на состояние основных узлов, поскольку большинство единиц такого оборудования уже прошли модернизацию и капитальный ремонт

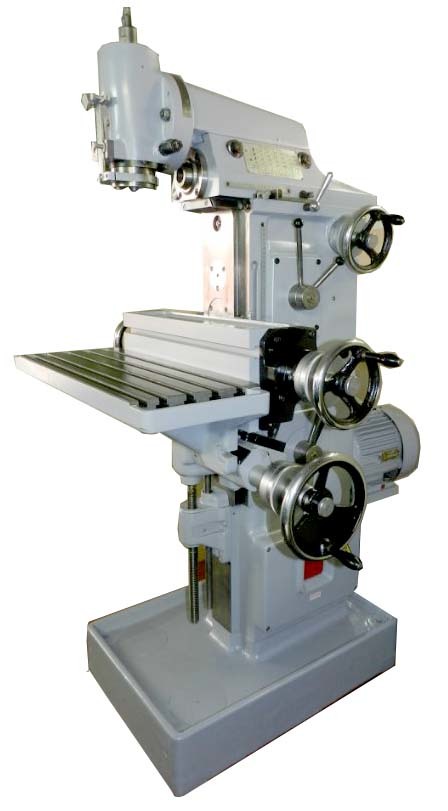
ОФ-55 Назначение и область применения широкоуниверсального фрезерного станка
ОФ-55 — первый широкоуниверсальный инструментальный фрезерный станок повышенной точности разработан и запущен в производство в 1967 году — аналог немецкого фрезерного станка FP-1.
Фрезерный станок модели ОФ-55 (ОФ55) предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который, при необходимости, может быть повернут под углом.
Особенности конструкции и принцип работы станка
Станок ОФ-55 имеет две механические подачи — вертикальную (движение суппорта по направляющим станины) и продольную (движение стола по направляющим суппорта). Поперечная подача (движение шпиндельной бабки) — ручная.
Электродвигатель двухскоростной на 1000 об/мин и 1500 об/мин, мощностью 1,6/2,3 кВт 380 В.
Станок ОФ-55 имеет 12 скоростей вращения горизонтального и вертикального шпинделей и 12 подач стола в вертикальном и продольном направлениях.
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
К станку прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка ОФ-55 могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Класс точности станка П.
ОФ-55 Преимущества использования широкоуниверсального фрезерного станка:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
ФС-250 Аналоги универсального фрезерного станка
- ФСМ-250/676М — Владимирский станко ВСЗ, г. Владимир
- ОММ64S, ОММ67S — «Микрон», г. Одесса
- ВМ130 — Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 — Дмитровский завод фрезерных станков, г. Дмитров
- ВЗ-371 — ВИЗАС, г. Витебск, Беларусь
- 676, 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0 — Иркутский станкостроительный завод, г. Иркутск
- 6Т80 — Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 — Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 67К25ПР, 67К25ПФ1, 67К25ПФ2-0 — Вильнюсский станкостроительный г. Вильнюс (сегодня Vingriai, АО Вингряй, Литва
- X8132 — Shandong Rooy Manufacture Co., Ltd., Китай
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.




Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Дополнительные принадлежности / Инструменты
- Адаптер SK40 / MK3
- Хвостовик с резьбой крепления ISO 40
- Поворотная пластина для HNCS 130V
- Патрон с зажимной цангой ER 32, зажим ISO 40
- Набор цанг ER32, 6 штук
- Патрон с зажимной цангой ER 40, зажим ISO 40
- Набор зажимных цанг ER40, 15 штук
- Цанговый патрон для концевых фрез ISO40
- Рычажный прихват 100/М12
- Гидравлические станочные тиски HNCS 130V
- НS 125 гидравлические тиски
- Устройство индексации / RT 160-320
- Комбинированная вставная фрезерная оправка Ø16 SK 40
- Комбинированная вставная фрезерная оправка Ø22 SK 40
- Комбинированная вставная фрезерная оправка Ø27 SK 40
- Комбинированная вставная фрезерная оправка Ø32 SK 40
- Комбинированная вставная фрезерная оправка Ø40 SK 40
- Концентрат охлаждающей жидкости 5 л
- Тиски c системой прижима NZM 125
- MS 125 — Cтaнoчныe тиcки
- Монтажный стенд
- PMS 100 — Пpeцизиoнныe cтaнoчныe тиcки
- Переходная втулка SK40 / SK30
- Задняя бабка / RT 200/250
- RT 200 — Поворотный кpyглый стол
- Набор обдирочных концевых фрез 10 шт
- Набор концевых фрез DIN 844 B
- RTS 250 — Универсальный поворотный круглый стол
- ST 250 — Пoвopoтный cтoл
- Виброустойчивые опоры LK 55
- Набор установочных винтов и гаек для Т-пазов 14/М12
- Набор опциональных комплектующих / ST 130
- Патрон с зажимной цангой ER 40, зажим ISO 40
- Набор зажимных инструментов De Luxe 14/M12
- Набор ступенчатых блоков
- ST 130 — Дeлитeльная гoлoвкa
- ADA / SK40
- НТ — Универсальная делительная головка
- Универсальный поворотный стол
- Обдирочная торцевая цилиндрическая фреза 63
- Набор принадлежностей ISO 40, 5 дет.
Оборудование для фрезерования
Промышленностью производится металлорежущие агрегаты, которые подразделяются на девять групп. В шестую группу входят станки, выполняющие операцию фрезерования. Они могут обрабатывать поверхности, различные канавки, пазы, зубчатые колеса, шлицы и многое другое. Более широкую информацию содержит руководство по эксплуатации.
По особенностям конструкции выделяются станки:
непрерывно действующие; консольные; бесконсольные.
По выполняемым операциям оборудование можно разделить на:
специализированное; общего назначения.
Каждый вид имеет отличительные особенности, описание которых содержит паспорт изделия. Для всех механизмов характерно движение фрезы и подачи, причем подача может относиться к обрабатываемой детали или фрезе. Также имеет значение величина такого параметра, как размер стола. Чтобы упростить обслуживание агрегатов, их унифицируют.
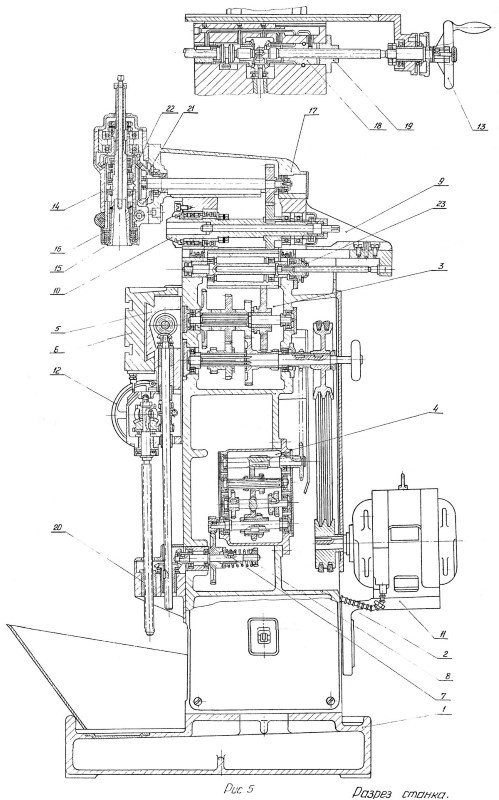
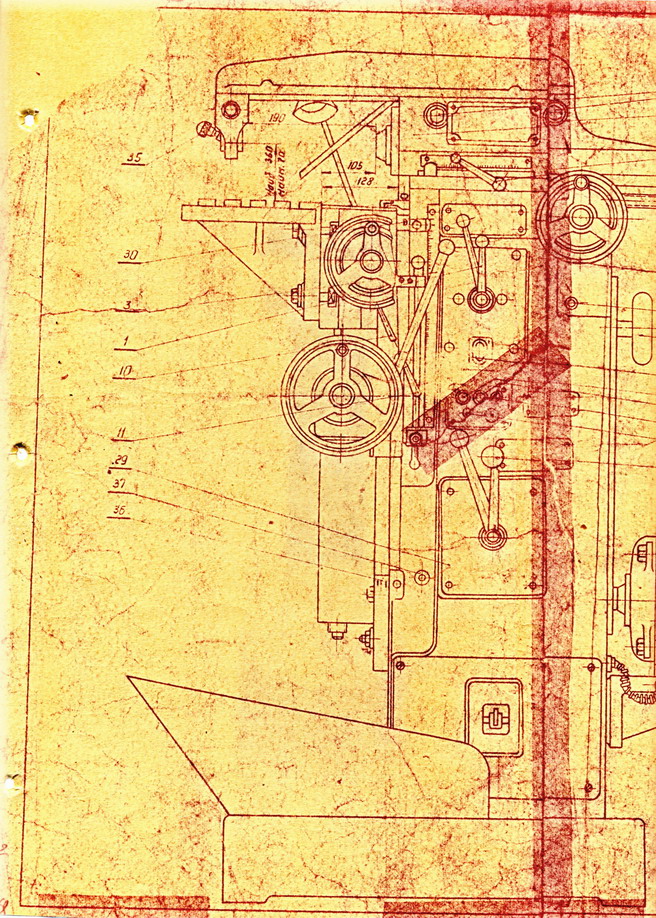
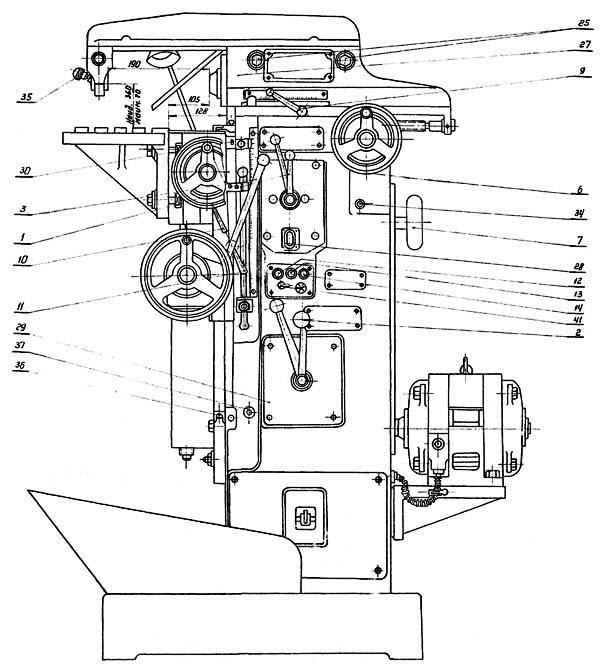
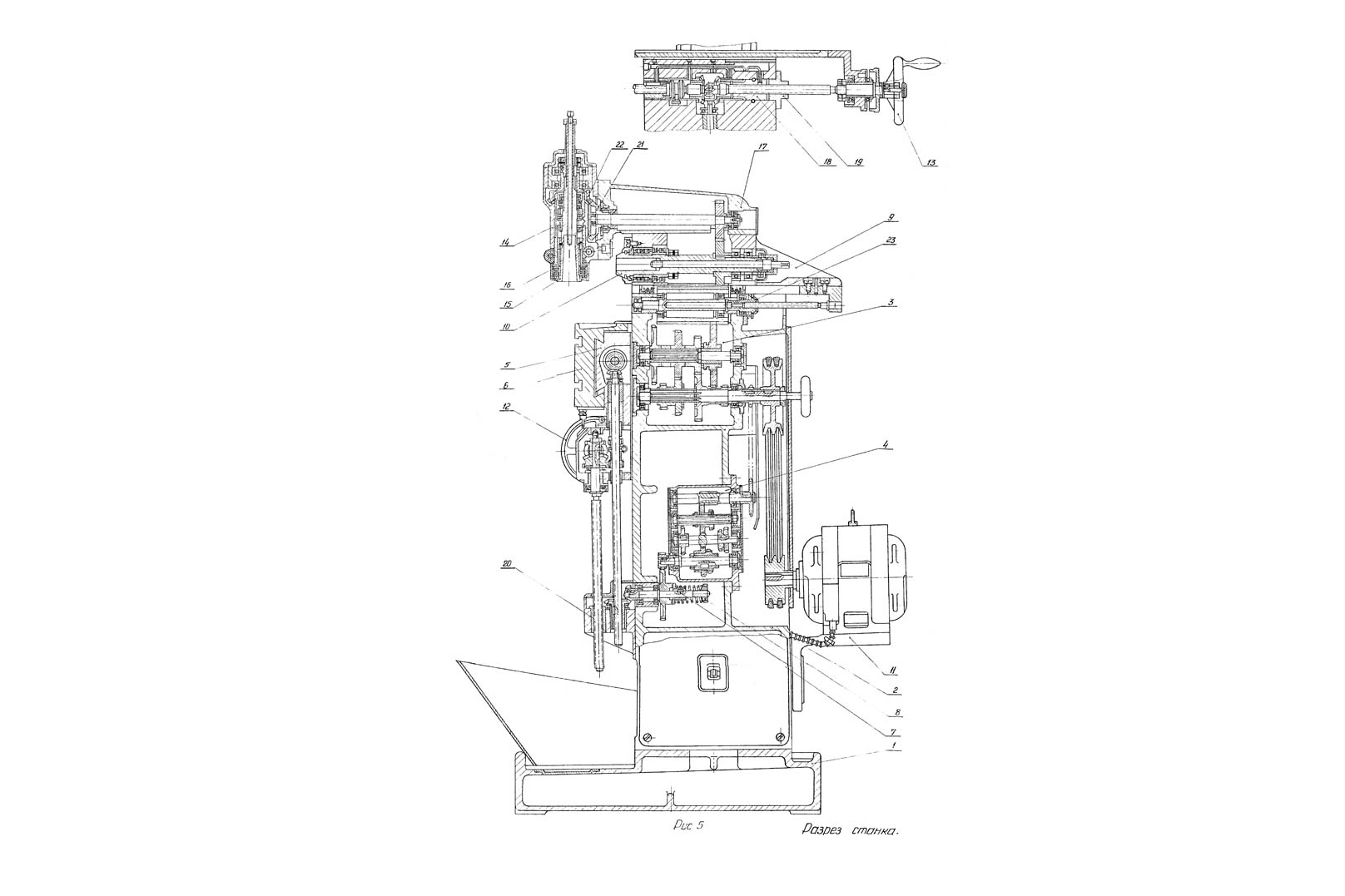
Станок ОФ-55 в разрезе
Наибольшую часть применяемого оборудования составляют консольно-фрезерные модели. Консоль, дающая при фрезеровке ряд преимуществ, снижает жесткость в месте соединения со станиной. Чтобы этого избежать увеличивают длину направляющих консоли. Для ремонтных и инструментальных участков налажено производство широкоуниверсальных станков, их назначение маленькая серия или единичное производство. Агрегаты имеют возможность работать с деталью в ручном режиме, используя винт подачи.
Следует помнить, что до начала работы должна быть внимательно изучена инструкция по эксплуатации.
Технические характеристики фрезерного станка ОФ-55
| Наименование параметра | СФ676 | ОФ-55 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 260 х 630 |
| Размеры вертикального стола, мм | 250 х 630 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 100 | |
| Наибольшее расстояние от рабочей поверхности вертикального стола до торца шпинделя, мм | 105 | |
| Наибольшее расстояние от рабочей поверхности вертикального стола до вертикальных направляющих, мм | 128 | |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального (углового) стола, мм | 80..460 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 22..312 |
| Наибольший вылет оси вертикального шпинделя, мм | 125..375 | 100 |
| Наибольший продольный ход стола (X), мм | 450 | 250 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 300 | 150 |
| Наибольший вертикальный ход суппорта (Z), мм | 380 | 290 |
| Горизонтальный и вертикальный шпиндели станка | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 42..2150 |
| Количество скоростей шпинделей | 16 | 12 |
| Перемещение шпинделя на одно деление лимба, мм | 0,025 | |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 148 | |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 |
| Подачи | ||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 13..395 | 10..380 |
| Ускоренный ход стола, мм/мин | 935 | 935 |
| Перемещение стола продольное на одно деление лимба, мм | 0,025 | |
| Перемещение суппорта стола вертикальное на одно деление лимба, мм | 0,025 | |
| Количество подач стола | 16 | 12 |
| Наибольшее усилие подач стола, Н | 5000 | |
| Вертикальная шпиндельная головка | ||
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 55..2450 |
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 120 | |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±45 |
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 13..395 | нет |
| Количество подач шпиндельной бабки | 16 | нет |
| Наибольшее усилие подач шпиндельной бабки, Н | 5000 | |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 |
| Электрооборудование и привод станка | ||
| Электродвигатель главного привода, кВт | 3 | 1,6/ 2,3 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 3,12 | 1,12 |
| Габарит и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1200 х 1240 х 1780 | 1150 х 1100 х 1600 |
| Масса станка, кг | 1050 | 900 |
Список литературы:
Специализированный фрезерный станок ОФ-55. Руководство по эксплуатации и обслуживанию, 1967
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Технология ремонта фрезерных станков
Регулировка фрезерных станков
Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
Автоматические циклы фрезерных станков (6Р12)
Испытания и проверка металлорежущих станков на точность
Справочник универсальных фрезерных станков
Заводы производители металлорежущих станков в России
Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
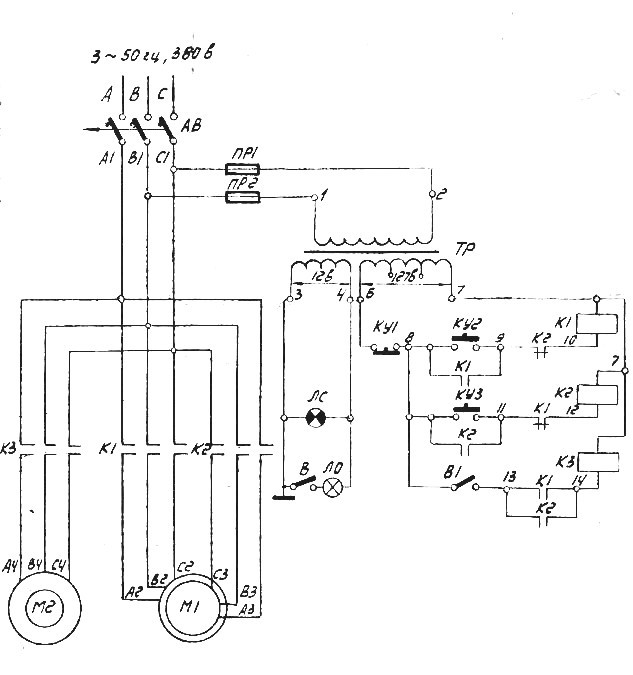
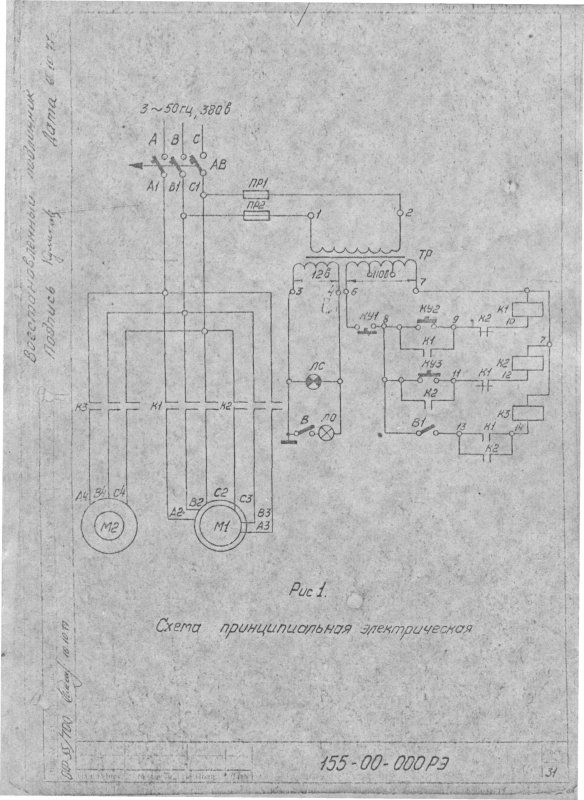
Схема электрическая
Электропитание станком от сети напряжением 380 В передается выключателем, что определяется по включению контрольной лампы на панели управления. Далее нажимают одну из кнопок, которая соответствует скорости вращения электродвигателя 1000 или 1500 мин-1. Пуск двигателей (включая и привод подачи смазочно-охлаждающей жидкости) производится соответствующими магнитными пускателями. Запуск насоса при выключенном двигателе главного привода невозможен. Отключение системы управления производится кнопкой «Стоп». Для надлежащей электробезопасности схема оснащена устройствами аварийного отключения.

Основные характеристики
Конструкции ОФ-55, как и его характеристики, разнообразны и подразделяются на несколько категорий:
- Консольные станки снабжены опорной консолью, на которой расположен стол механизма.
- Бесконсольные агрегаты, где на статичной станине расположена поверхность, способная двигаться продольно и поперек.
- Барабанные агрегаты непрерывного вращения.

Консольный вертикально-фрезерный станок UNIVERSAL WM5036 с УЦИ
Особенности моделей
Для горизонтальной консольной модификации передвижение консоли по направляющим стойки является одним из основных движений. На ней находятся стол и салазки. Агрегат снабжен горизонтальным валом и выдвижным хоботом.
Универсальная модификация позволяет задавать поверхности необходимый угол.
Широкоуниверсальный станок снабжен шпиндельной головкой, которая способна поворачиваться в двух направлениях. Это позволяет устанавливать фрезу под необходимым углом к рабочей площади и заготовке.




Вертикальный фрезерный станок ОФ 55 снабжен вертикальным валом, установленным в поворачивающейся головке, закрепленной к стойке.

Вертикальный фрезерный станок ОФ 55
Бесконсольная вертикальная конструкция предназначена для работы с крупными заготовками. Площадь перемещается по настраиваемой станине. По ориентиру стойки движется головка шпинделя.
Горизонтальный бесконсольный агрегат также снабжен столом, который ходит по направляющим станины и шпиндельной головкой, движущейся по направляющим стойки.
Продольно-фрезерные конструкции служат для обработки заготовок крупного размера. На стойках, размещенных по вертикали, закреплена поперечина, на которой установлены фрезерные головки. Во время работы стол движется по ориентиру стоек.
Карусельно-фрезерные агрегаты снабжены торцовыми фрезами, которые требуются для первичной и чистовой обработки заготовок. Стол вращается непрерывно по настройкам станины. По направляющим стойки ходит головка шпинделя.
На барабанно-фрезерном инструменте деталь устанавливается на барабане, который совершает вращательные движения. Головки двигаются по наводящим стойки.
Паспорт установки содержит подробное описание каждой модификации, инструмента и приспособлений, входящих в комплект.
Основные конструктивные элементы
Описание конструкционной схемы станка подразумевает наличие станины, которая необходима для крепления рабочего стола и шпиндельной бабки.
При этом можно выделить такие основные узлы:
- два шпинделя;
- основной и съемный стол;
- шпиндельная бабка;
- коробка скоростей;
- электрические узлы;
- суппорт;
- станина;
- вертикальная головка.
 Коробка скоростей фрезерного станка 675П
Коробка скоростей фрезерного станка 675П
Кинематика основных узлов агрегата осуществляется цепями подач и главного движения. Первое устройство передает свою энергию следующим деталям:
- салазкам – продольно;
- суппорту – вертикально;
- шпиндельной бабке – поперечно.
Все производимые движения осуществляются при помощи электрического привода. Все перемещения узлов осуществляются в широком диапазоне, что обеспечивает выполнения таких операций:
- шестнадцать подач, которые могут осуществляться со скоростью в диапазоне от 12,5 до 400 мм за минуту;
- ускоренные подачи – рабочая скорость около 930 мм за минуту.






