

Какие есть фрезерные приспособления?
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
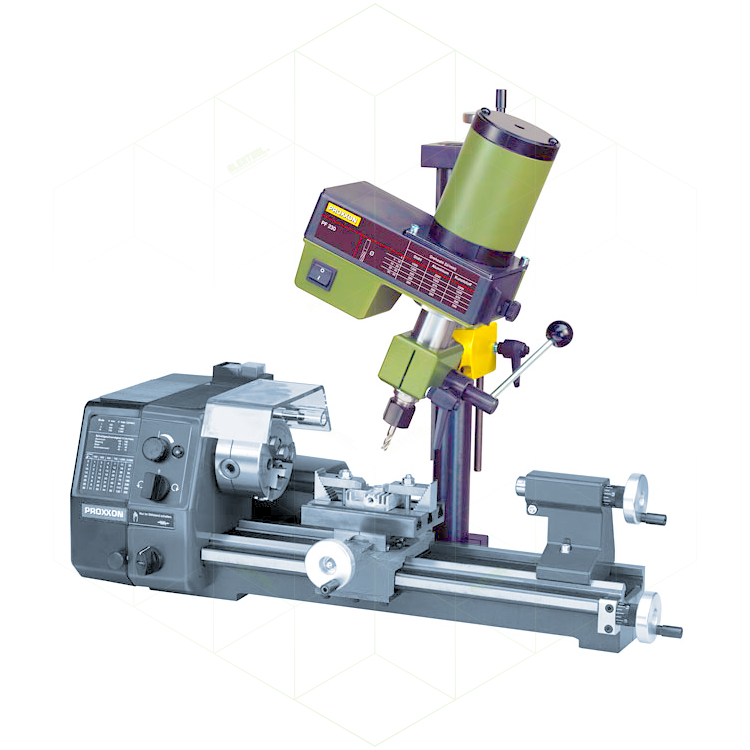
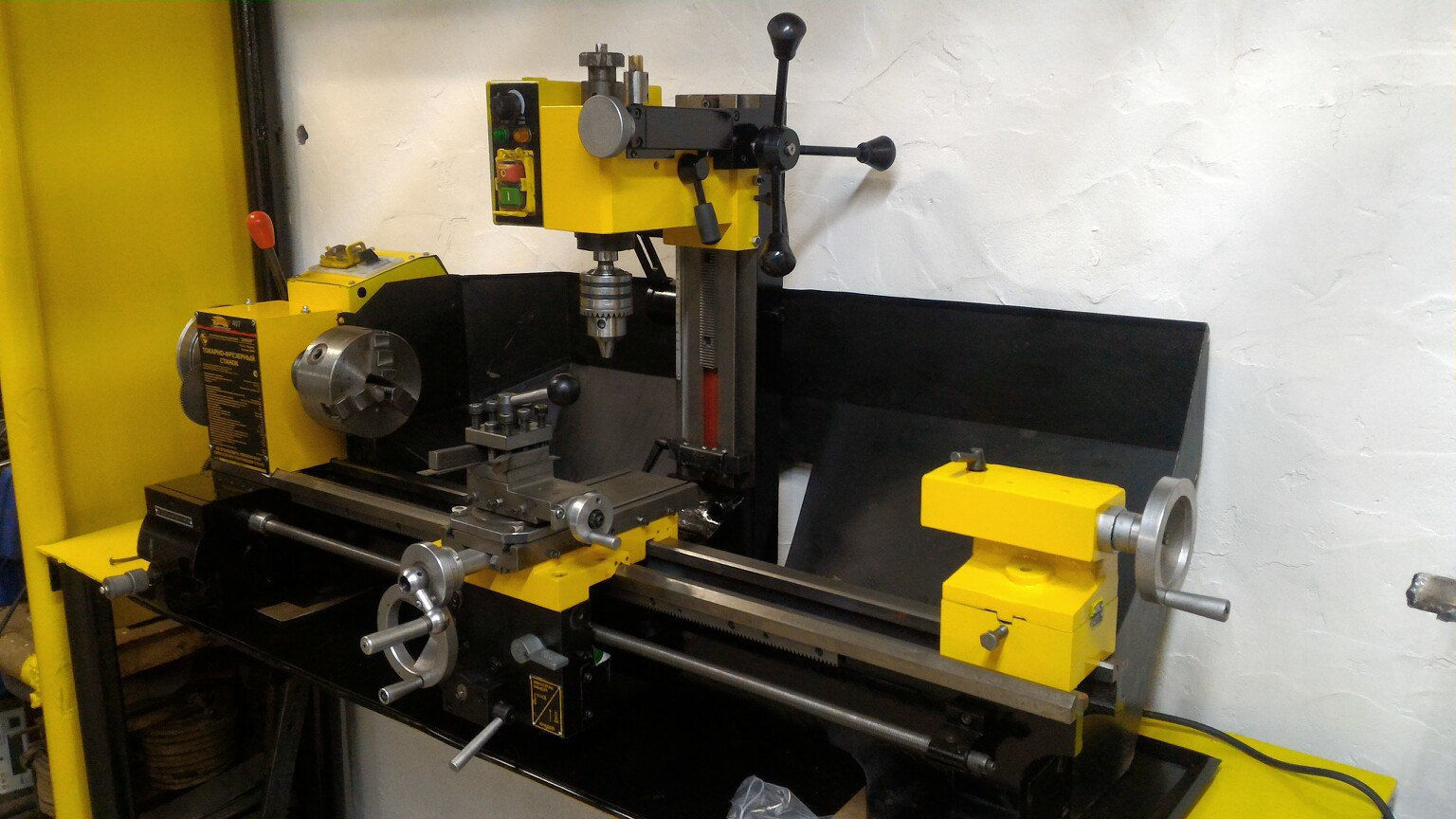
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
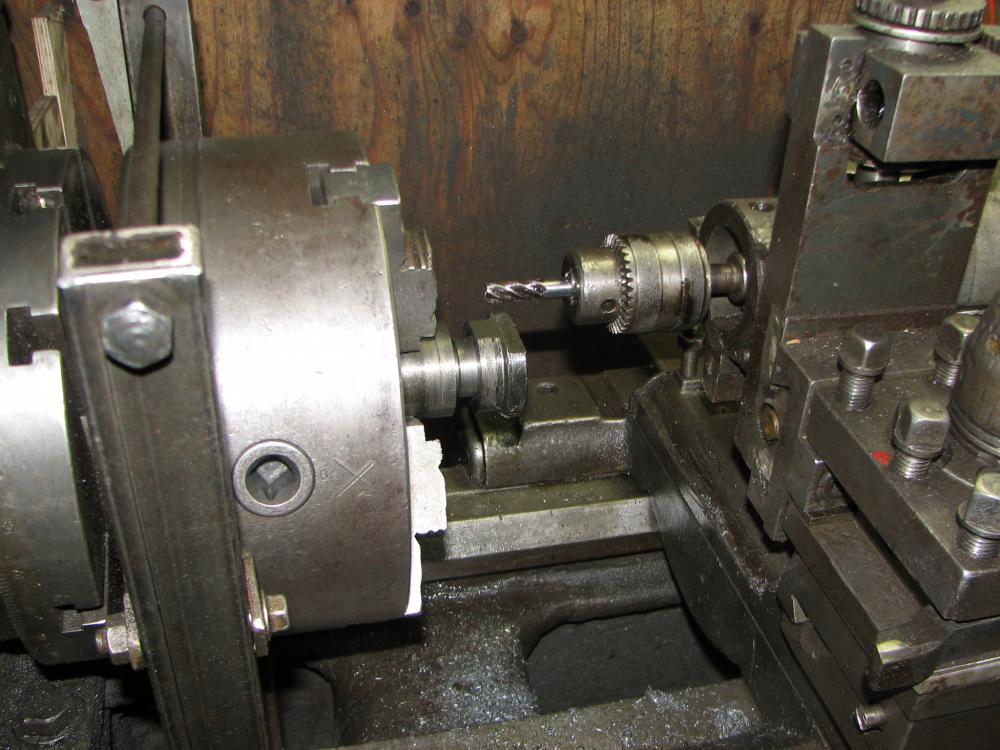
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Условные обозначения, термины и пояснения
Пояснения терминов
Мотор-шпиндель – интегрированный привод шпинделя (ISM). Шпиндель станка является осью приводного электродвигателя. В серии CTX (фирма DMG) применяется 9 типоразмеров мотор-шпинделей. Мотор шпиндели имеют высокую точность и термостабильность благодаря жидкостному охлаждению. Мотор шпиндели применяются как в главном приводе так и в противошпинделе. (В станке CTX beta 800 установлен мотор-шпиндель ISM 76 – мощностью (100% ED) 25 кВт, крутящий момент (100% ED) 280 Нм. Скорость вращения до 5000 об/мин, встроенная ось C (0,001°).
Ось С – в токарных станках с ЧПУ – программное управление углом поворота шпинделя и удержание его. Используется синхронно с приводным инструментом. Основной параметр – минимальный угол поворота шпинделя (В серии CTX минимальный управляемый угол поворота 0,001°). Может быть встроенной в шпиндельный двигатель либо иметь отдельный серводвигатель.
Ось Y – ось Y расширяет возможности приводного инструмента. Механизмы оси Y позволяют направлять инструмент со смещением к оси вращения детали. Основной параметр – наибольшее ход
Противошпиндель – в токарных станках с ЧПУ – дополнительный шпиндель (контршпиндель), установленный вместо задней бабки. В случае необходимости обработки детали с противоположной стороны она передается от главного шпинделя противошпинделю. Для этого по команде с ЧПУ скорость вращения противошпинделя синхронизируется со скоростью основного шпинделя, противошпиндель перемещается, захватывает и зажимает обрабатываемую деталь. Обработка продолжается с другой стороны детали.
Линейные направляющие – направляющие качения. Для перемещения револьверной головки по осям X и Z в токарных станках серии CTX используются шариковинтовые пары и шариковые (роликовые) линейные направляющие, которые обладают низким коэффициентом трения (малым тепловыделением), отсутствием эффекта «прилипания» (быстрый ход до 30 м/мин), постоянством точности (низкий износ) и очень низкой потребностью в смазке.
Линейный привод – высокодинамичный привод для максимальной динамики и долговременной точности по оси X (верхняя револьверная головка). Привод с высоким скоростным ходом до 60 м/мин и ускорениями до 1,5 g сокращает вспомогательное время до минимума. Линейный привод состоит из линейных направляющих и линейного двигателя, узел ШВП исключен и сила трения приближается к 0.
Direct Drive – технология привода приводного инструмента непосредственно от электродвигателя.
TRIFIX – способ установки инструмента на револьверную головку VDI с опорой на три точки с более высокой точностью чем при обычной установке.
Приводной инструмент – вращающийся инструмент (сверло, фреза, метчик.), предназначенный для установки в револьверную головку.
VDI – (Verein Deutscher Ingenieure – Ассоциация Немецких Инженеров) револьверная голова с резцедержателями для токарных станков с ЧПУ (Крепление инструментальной державки: клин с зубьями на хвостовике державки), выполненными по немецкому стандарту DIN 69880 (VDI 3425) (ГОСТ 24900-81). Соединения VDI имеют шесть типоразмеров 16, 20, 25, 30, 40, 50 в зависимости от мощности станка и размера инструмента. Используется для крепления как приводного так и неприводного инструмента.
BMT – (Built-in Motor Turret) револьверная голова с встроенным приводом инструмента.
BOT – (Bolt-On Tools) револьверная голова с болтовым креплением неприводного инструмента. Термин принятый в документации Haas.
TWIN – станок с двумя независимыми рабочими зонами – двумя револьверными головами, которые работают одновременно с думя шпинделями. Запатентованная концепция фирмы DMG.
Как работает программируемая ось C
Ось С – в токарных станках с ЧПУ – это программное управление углом поворота шпинделя и удержание его. Используется синхронно с приводным инструментом. Основной параметр – минимальный угол поворота шпинделя (обычно минимальный управляемый угол поворота 0,001°).
Ось C обеспечивает прецизионное двунаправленное перемещение шпинделя, которое полностью интерполируется с перемещением оси X и/или Z. Можно задать командой скорость вращения шпинделя от 0,01 до 60 об/мин.
Станки с осью С, соответственно, должны иметь 3-х координатную систему ЧПУ с возможность линейной и круговой интерполяции.
Привод оси С может осуществляться двигателем шпинделя или отдельным серводвигателем. На корпусе шпинделя крепится датчик углового положения.
Работа оси C зависит от массы, диаметра и длины обрабатываемой детали и/или зажимной оснастки (патрона).
В станках с осью С шпиндель работает в 2-х режимах:
- Режим главного движения (точение) – шпиндель приводится в движение главным приводом и вращается с заданной скоростью в соответствии с режимом точения. Скорость вращения задается УЧПУ.
- Режим ось C – шпиндель по команде УЧПУ поворачивается на заданный угол и фиксируется (осуществляется индексация оси C).
Управление осью С
Основные команды управления шпинделем и осью С:
- M03 подает команду шпинделю на вращение в прямом направлении
- M04 подает команду шпинделю на вращение в обратном направлении
- M05 подает команду шпинделю на остановку
- M154 включает ось C
- M155 выключает ось C
Токарный станок автоматически выключает тормоз шпинделя, если подана команда о движении оси C, а после снова включает его, если коды M по-прежнему активны.
Возможно относительное перемещение оси C с помощью адресного кода H, как показано в примере:
- G0 C90. (C-Axis moves to 90. deg.) ;
- H-10. (C-Axis moves to 80. deg. from the previous 90 deg position) ;
Типовая программа управления осью С
Команды в декартовых координатах преобразуются в движения линейной оси (движения револьверной головки) и движения шпинделя (вращение детали).
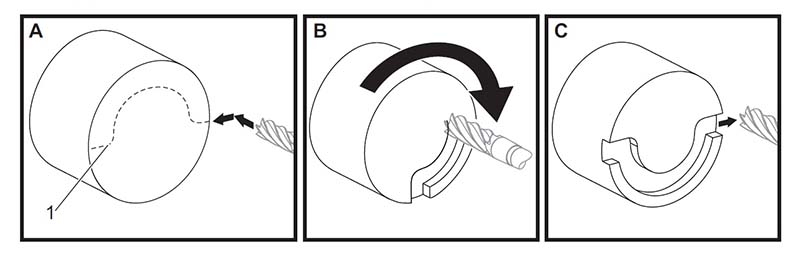
Интерполяция в декартовы координаты, пример 1.
- (1) Намеченная траектория резания;
- (A) Подача концевой фрезы 1″ в обрабатываемую деталь с одной стороны;
- (B) Ось C поворачивается на 180 градусов для выполнения контура дуги;
- (C) Подача концевой фрезы 1″ из обрабатываемой детали.
Пример декартовой интерполяции
- o51121 (CARTESIAN INTERPOLATION EX 1) ;
- (G54 X0 Y0 is at the center of rotation) ;
- (Z0 is on face of the part) ;
- (T1 is an end mill) ;
- (BEGIN PREPARATION BLOCKS) ;
- T101 (Select tool and offset 1) ;
- G00 G18 G20 G40 G80 G99 (Safe startup) ;
- G98 (Feed per min) ;
- M154 (Engage C Axis) ;
- G00 G54 X2. C90 Z0.1 (Rapid to 1st position) ;
- P1500 M133 (Live tool CW at 1500 RPM) ;
- M08 (Coolant on) ;
- (BEGIN CUTTING BLOCKS) ;
- G01 Z-0.1 F6.0 (Feed to Z depth) ;
- X1.0 (Feed to Position 2) ;
- C180. F10.0 (Rotate to cut arc) ;
- X2.0 (Feed back to Position 1 ) ;
- (BEGIN COMPLETION BLOCKS) ;
- G00 Z0.5 M09 (Rapid retract, coolant off) ;
- M155 (Disengage C axis) ;
- M135 (Live tool off) ;
- G18 (Return to XZ plane) ;
- G53 X0 Y0 (X & Y home) ;
- G53 Z0 (Z home) ;
- M30 (End program) ;
Пример декартовой интерполяции 2
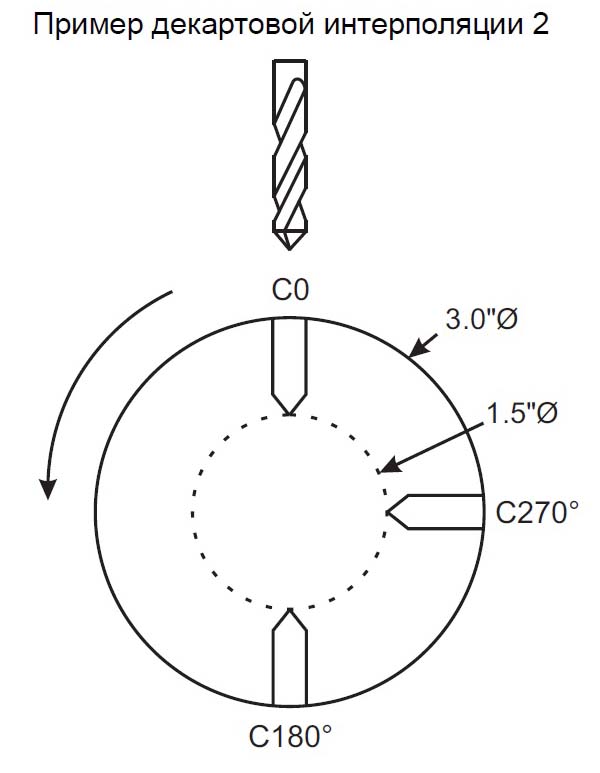
Пример декартовой интерполяции 2
- o51122 (CARTESIAN INTERPOLATION EX 2);
- (G54 X0 Y0 is at the center of rotation) ;
- (Z0 is on face of the part) ;
- (T1 is a drill) ;
- (BEGIN PREPARATION BLOCKS) ;
- T101 (Select tool and offset 1) ;
- G00 G18 G20 G40 G80 G99 (Safe startup) ;
- G19 (Call YZ plane) ;
- G98 (Feed per min) ;
- M154 (Engage C-Axis) ;
- G00 G54 X3.25 C0. Y0. Z0.25 ;
- (Rapid to 1st position) ;
- P1500 M133 (Live tool CW at 1500 RPM) ;
- M08 (Coolant on) ;
- G00 Z-0.75 (Rapid to Z depth) ;
- (BEGIN CUTTING BLOCKS) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 1st hole) ;
- G00 C180. (Rotate C axis to new position) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 2nd hole) ;
- G00 C270. (Rotate C axis to new position) ;
- G75 X1.5 I0.25 F6. (Begin G75 on 3rd hole) ;
- (BEGIN COMPLETION BLOCKS) ;
- G00 Z0.25 M09 (Rapid retract, coolant off) ;
- M155 (Disengage C axis) ;
- M135 (Live tool off) ;
- G18 (Return to XZ plane) ;
- G53 X0 (X home) ;
- G53 Z0 (Z home) ;
- M30 (End program) ;
Обрабатывающие центры под брендом «TRENS»
Европейский бренд «TRENS» выпускает линию станков с наклонной станиной. Их уникальная конструкция обеспечивает высокую точность обработки за счет особой прочности инструментария. Станки ориентированы на крупное и среднее серийное производство и выпуск сложных профилей и деталей. Востребованы следующие модели станков TRENS:


- «SBL 500 A» ориентирован на детали до 1050 килограмм весом. Агрегат снабжен надежным приводом (Fagor, Siemens), фрезерование и расточку обеспечивает система ЧПУ с противошпинделем. Бабка имеет гидропривод и гидравлическую фиксацию заготовки. Предусмотрены специальные операции, например внеосевое сверление.
- «SBL 300» с С-осью выполняет стандартные операции фрезерования, в т. ч. доводку фланцев, валов и других сложных деталей, подходит для резьбовой нарезки. Особо жесткий шпиндель рассчитан на длительное высокоскоростное вращение и высокую производительность станка. С-ось имеет дисковую систему фиксации, что позволяет мгновенно переключать рабочие режимы.
- «SBL 700» самый сложный и технологичный, способен обрабатывать тяжелые (до 2500 кг) криволинейные, ступенчатые и прямолинейным профили. Контроль работы осуществляется от ЧПУ производства Siemens с 3D-программированием (возможно подключение к ПК через интернет).

Что умеет токарно фрезерный станок с ЧПУ
Речь идет не о токарных станках класса “хобби”, на которых смонтировано фрезерное приспособление и которые используются в ремонтных мастерских.
Токарно-фрезерные станки с ЧПУ – это относительно новый класс промышленных машин, которые имеют более высокую производительность и расширенные возможности, чем классические токарные станки с ЧПУ.
Токарно-фрезерный станок умеет все то же, что и обычный 2-х осевой токарный станок с ЧПУ + имеет дополнительную поворотную ось C и револьверную головку с приводным инструментом, которые позволяют вести внеосевую обработку (сверление, фрезерование, нарезание резьбы метчиком и т.д.).
Например, такая деталь как фланец, обычно обрабатывается на двух станках: токарном и сверлильном (или фрезерном). Токарно-фрезерный станок изготовит фланец за одну установку за минимальное время.
Программирование станков
Для того чтобы эксплуатация токарно-фрезерного станка с ЧПУ была максимальной, необходимо правильно продумать технологический процесс обрабатывания и обязательно разработать программу управления станком
Для решения этого вопроса нужно принять во внимание много важных факторов, таких, как положение детали и инструмента, а также привязку координатной системы
При программировании учитывается фактор движения инструмента по осям координат заготовки, которая должна быть закреплена неподвижно. Инструмент должен перемещаться прямолинейно относительно оси, которая расположена параллельно детали.
Задача программирования операций, которые выполняются на станке с числовым программным управлением, состоит в том, чтобы задать правильную траекторию. По ней будет проходить инструмент для формирования детали с правильной геометрией.
Следует учесть правила, которые необходимы при разработке программы для станка с ЧПУ.
- Технологический процесс разделяется на три стадии: черновую, чистовую и отделку.
- Для сведения погрешности к минимуму фиксация и базировка заготовки сводятся в один этап.
- Обточку заготовки рекомендуется делать с меньшим числом установок.
- Необходимо рационально подходить к обработке деталей.
- В самом конце лучше обтачивать детали, имеющие форму конуса или цилиндра, для их обточки необходимо больше жёсткости.
В технологическом процессе есть операции:
- Элементарная.
- Позиционная.
- Инструментальная.
- Вспомогательная.
Соблюдая правила составления программы, необходимо обеспечить хорошее качество обработки. Программист может указывать параметры:
- Число проходов или переходов.
- Тип обрабатывания и обрабатываемой детали.
- Общее количество установок.
- Число инструментов и их размеры.
Дополнительное оснащение и приводы
Для работы применяются различные виды электроприводов. В маломощных применяются двигатели постоянного тока. С большой мощностью применяются двигатели переменного тока, они оснащены асинхронными электродвигателями с четырьмя полюсами, которые могут бесперебойно работать в жёстких условиях.
Многоцелевые токарно-фрезерные станки
Токарные станки с осью C и приводным инструментом существенно превосходят классические токарные станки с ЧПУ по возможностиям и производительности, но и они имеют свои недостатки: один из которых небольшое количество инструмента в револьверной головке (максимум 24).
Полностью недостатки компенсируются применением отдельного поворотного токарно-фрезерного шпинделя с магазином инструментов.
После установки фрезерного шпинделя токарный станок можно называть многоцелевым. Многоцелевые станки, сочетают в себе функции токарного станка с ЧПУ и обрабатывающего центра и реализуют концепцию Done-In-One (сделано за один установ).
INTEGREX e-500H II многоцелевой токарно-фрезерный станок

Многоцелевой токарно-фрезерный станок INTEGREX e-500H II
Многоцелевой токарно-фрезерный станок INTEGREX e-500H II имеет возможность применения всех видов операций за один установ – токарные и расточные операции, фрезерная обработка, сверление, перехват детали от главного ко второму шпинделю и многое другое. Идеально подходит для высокоточной обработки крупногабаритных деталей типа «вал» для большинства видов промышленности.
Станок оснащен мощным, высокомоментным интегрированным мотор-шпинделем с двумя ступенями частот вращения для повышения возможностей обработки при тяжелых режимах резания.
Ось С (с дискретностью поворота 0,0001°) активируется с помощью подключаемой червячной передачи, характеризующейся высокой точностью позиционирования.
Одношпиндельная фрезерная головка (конус 50) с устройством автоматической смены инструмента обеспечивает простую установку инструмента при минимальной вероятности столкновения.
Благодаря режиму контурной обработки по оси В фрезерный шпиндель может выполнять разнообразные виды операций за один установ детали.
Автоматический люнет, управляемый от ЧПУ, и задний центр обеспечивают безопасную обработку длинных деталей.
Основные параметры многоцелевого токарно-фрезерного станка INTEGREX e-500H II
- Фрезерная головка мощностью 37 кВт имеет ход по трем осям (X – 870 мм, Y – 500 мм, Z – 1598 мм) и поворот по оси B (240° (-30° +210°), индексирование 0,0001°).
- Шпиндель мощностью 40 л.с. Ось С (с дискретностью поворота 0,0001°) активируется с помощью подключаемой червячной передачи.
- Управляемый от ЧПУ автоматический люнет (опция)
- 5-осевая обработка
- Автоматическая смена инструмента на 80 или 120 позиций (опция)
- Система длинных расточных оправок (макс. длина 1 000 мм) на 2 инструмента (опция)
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления. Они жестко фиксируют хвостовик инструмента, центрируют его и повышают точность обработки.







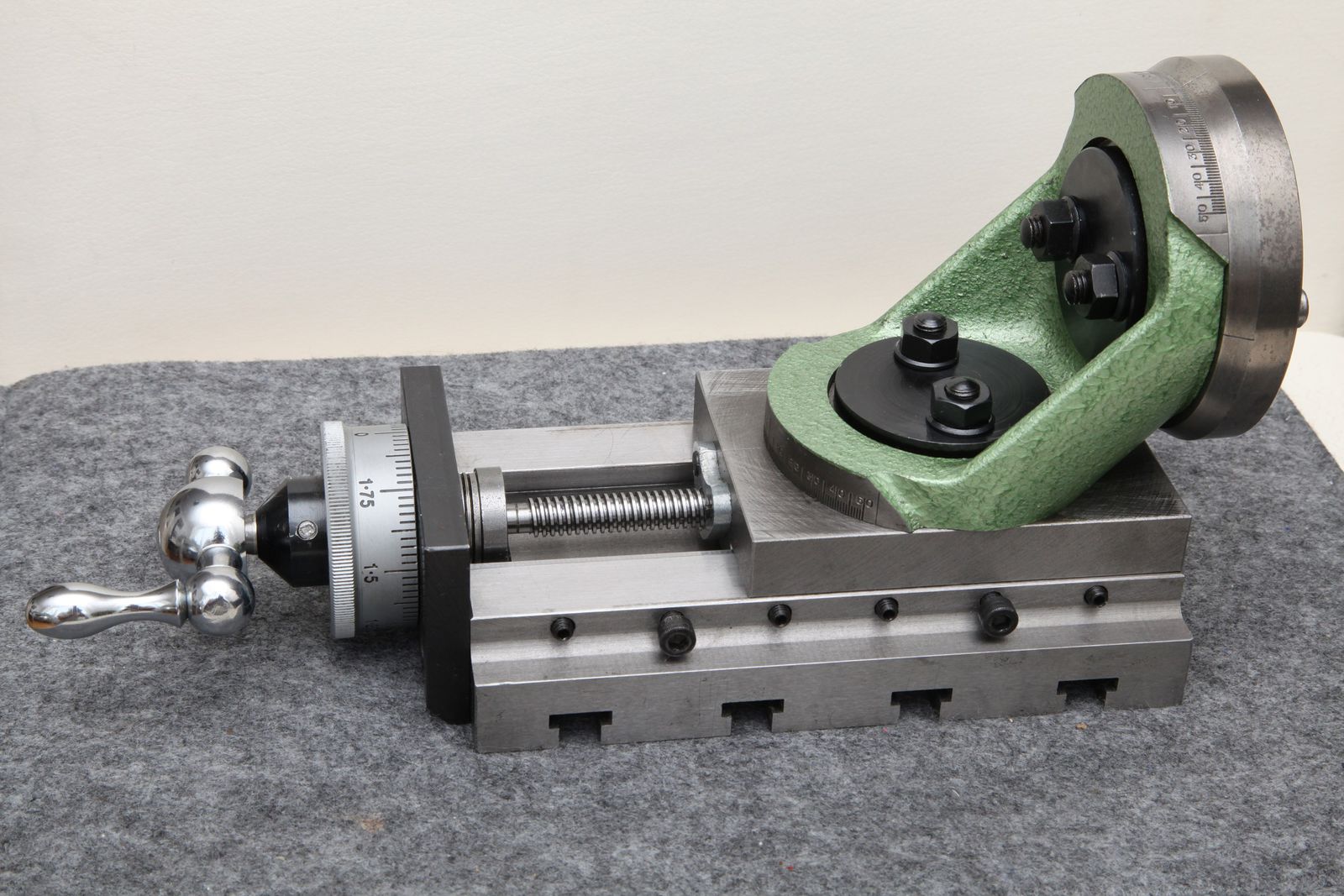
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Разновидности и назначение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
- головка с отдельным приводом;
- приставка;
- приспособление для фиксации детали.
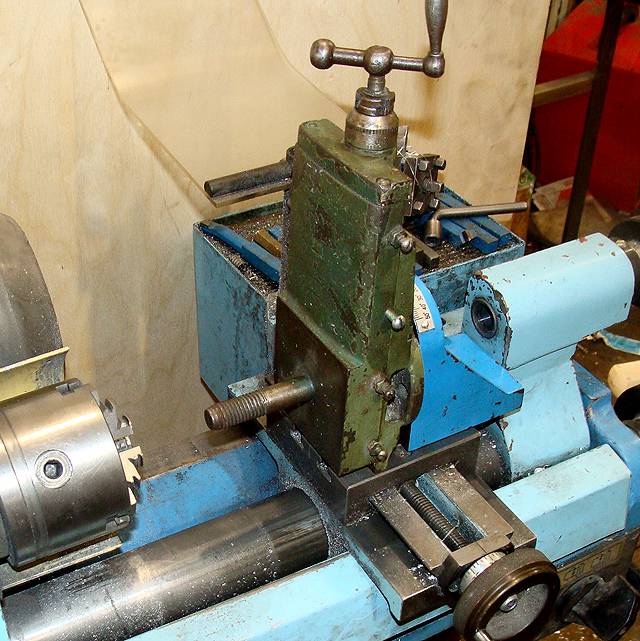
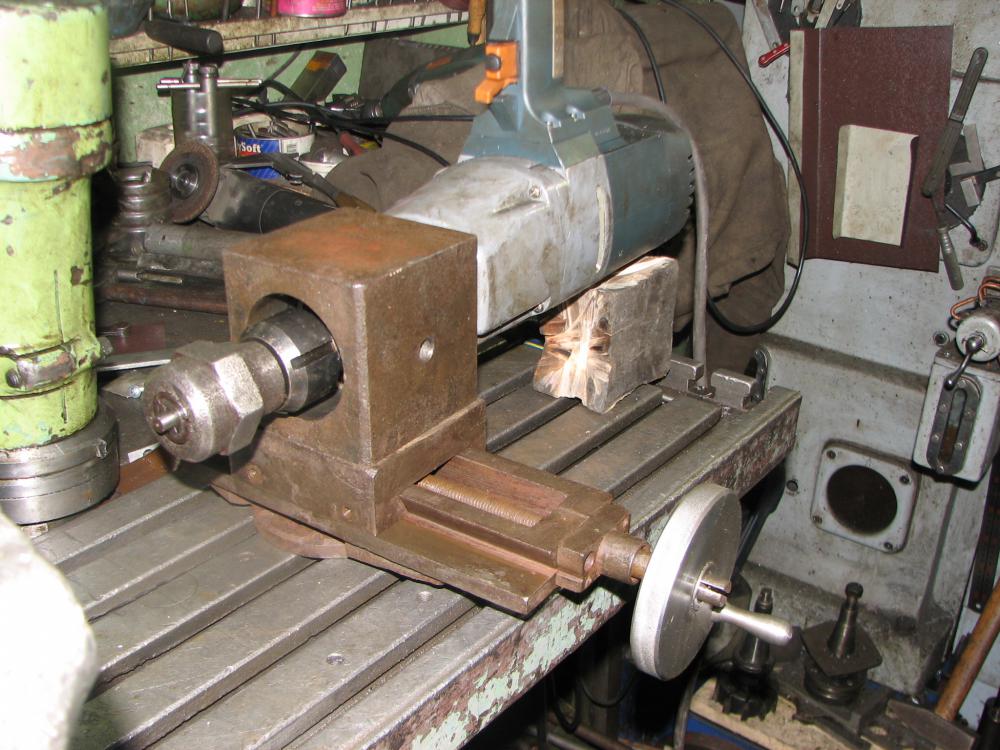
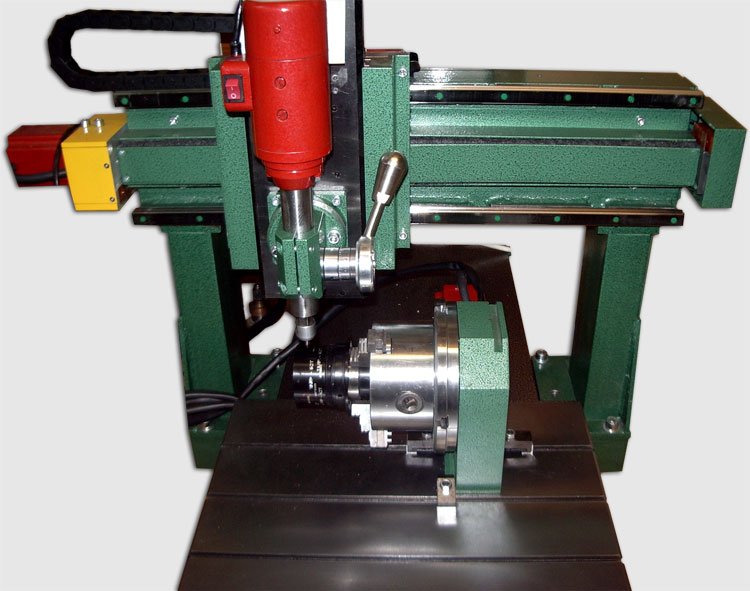
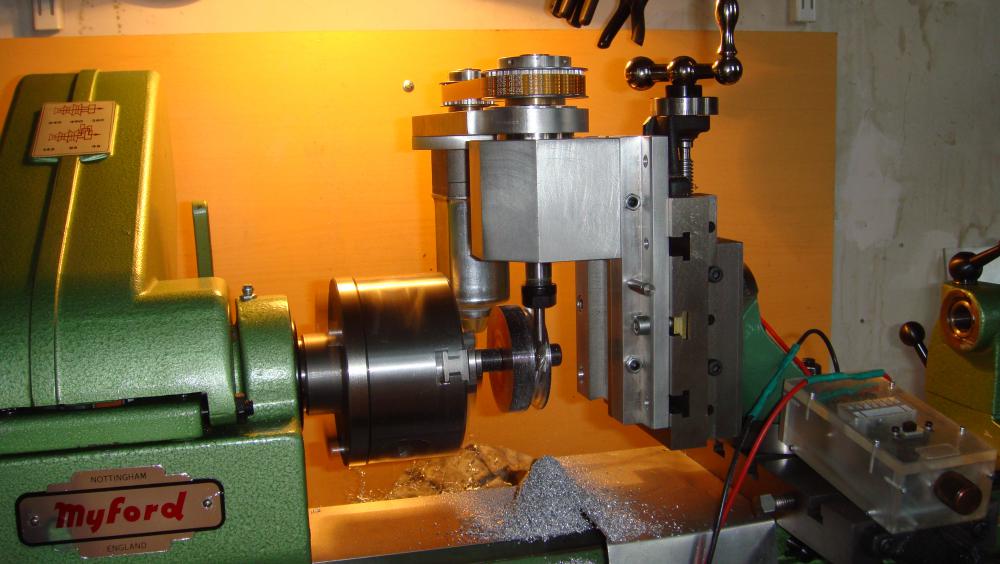
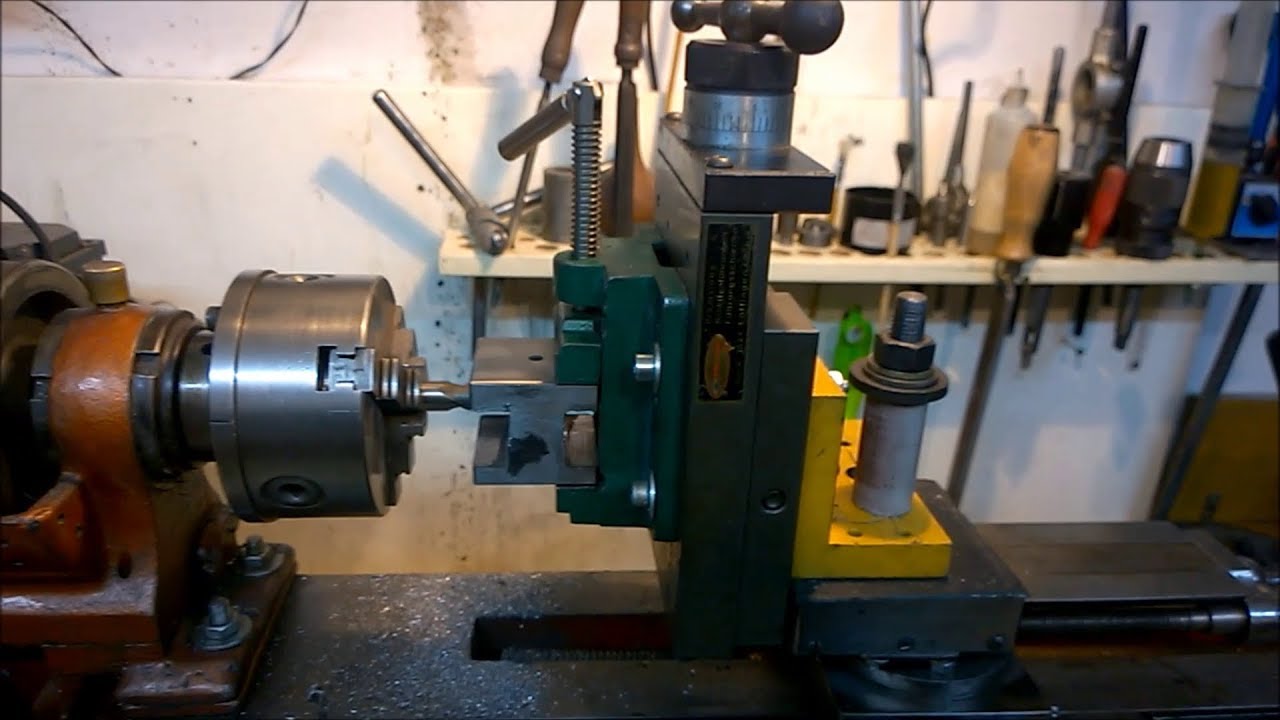
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении. Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
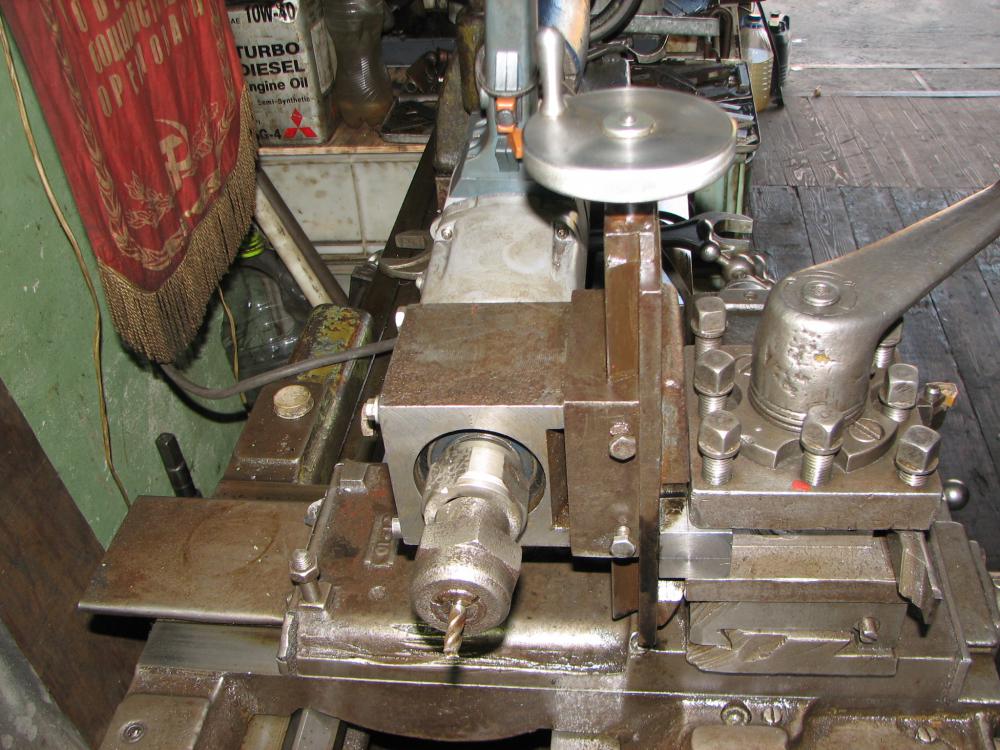
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Важно!
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
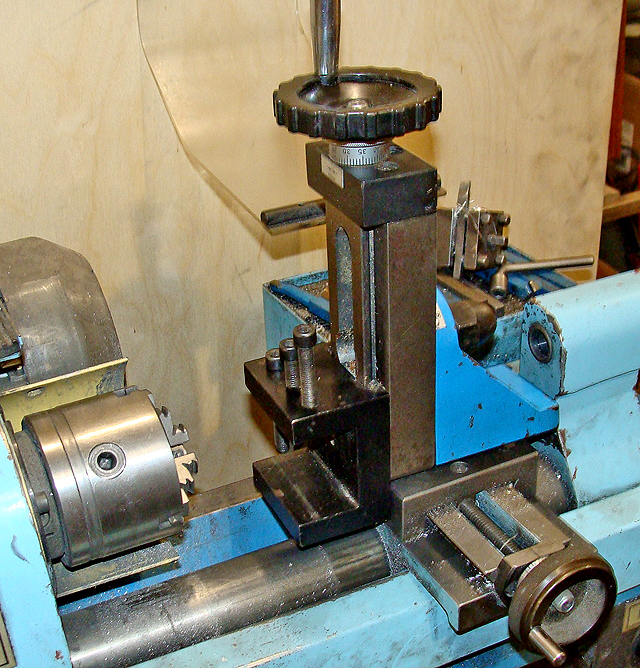
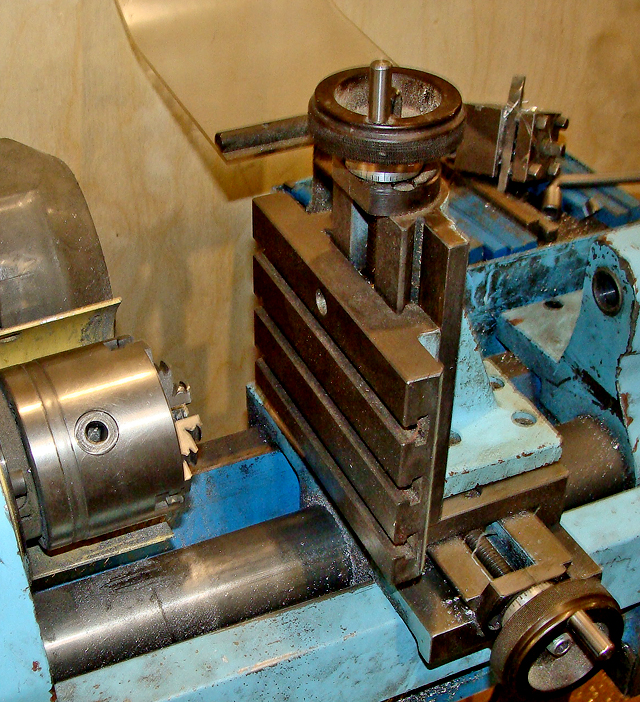
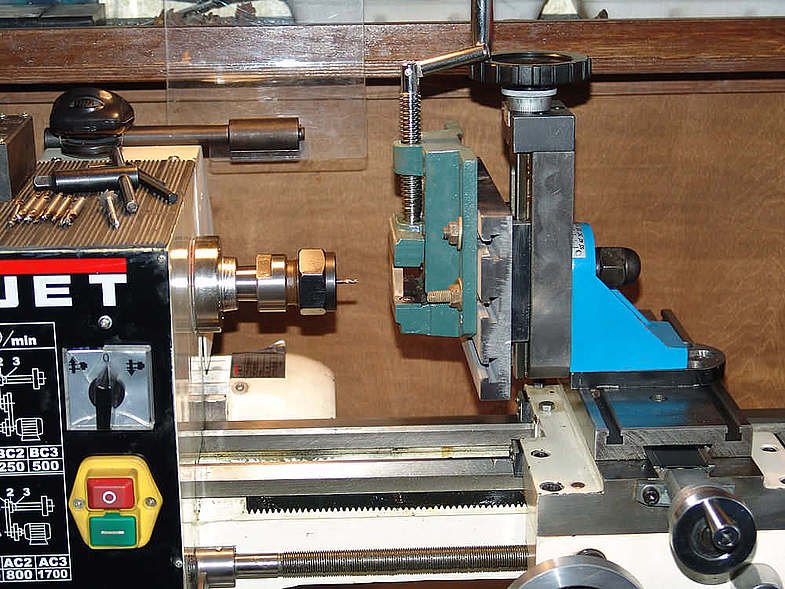
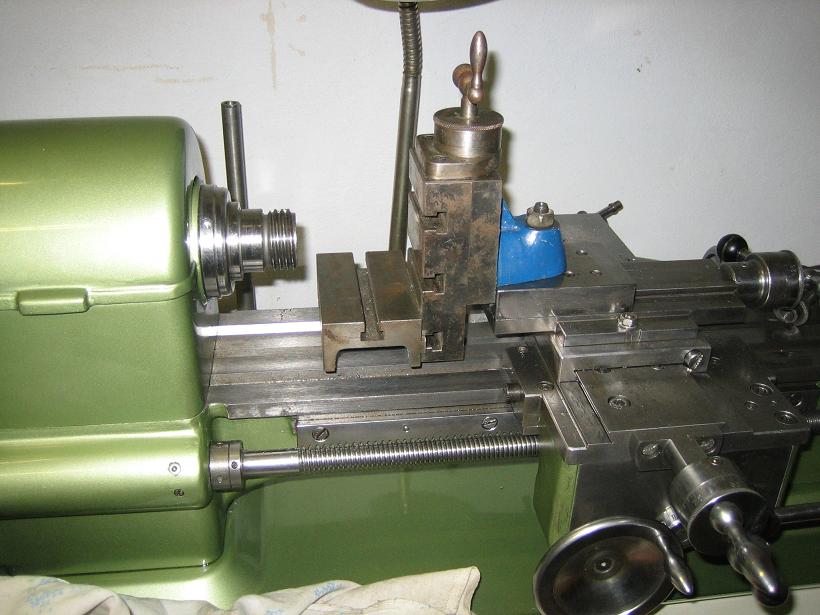
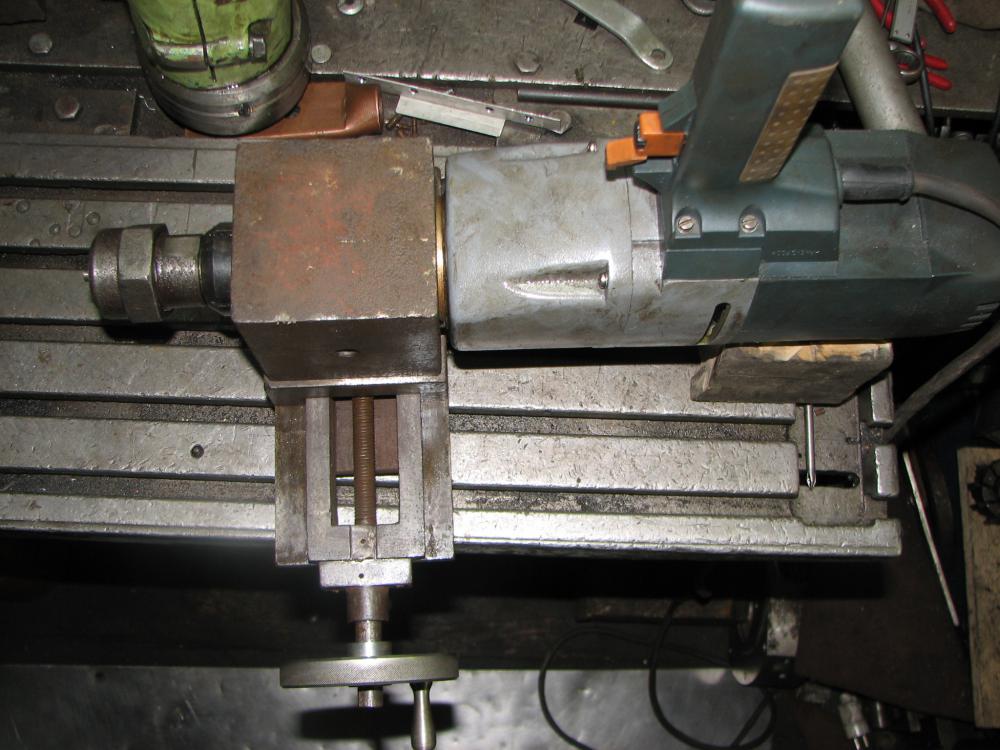
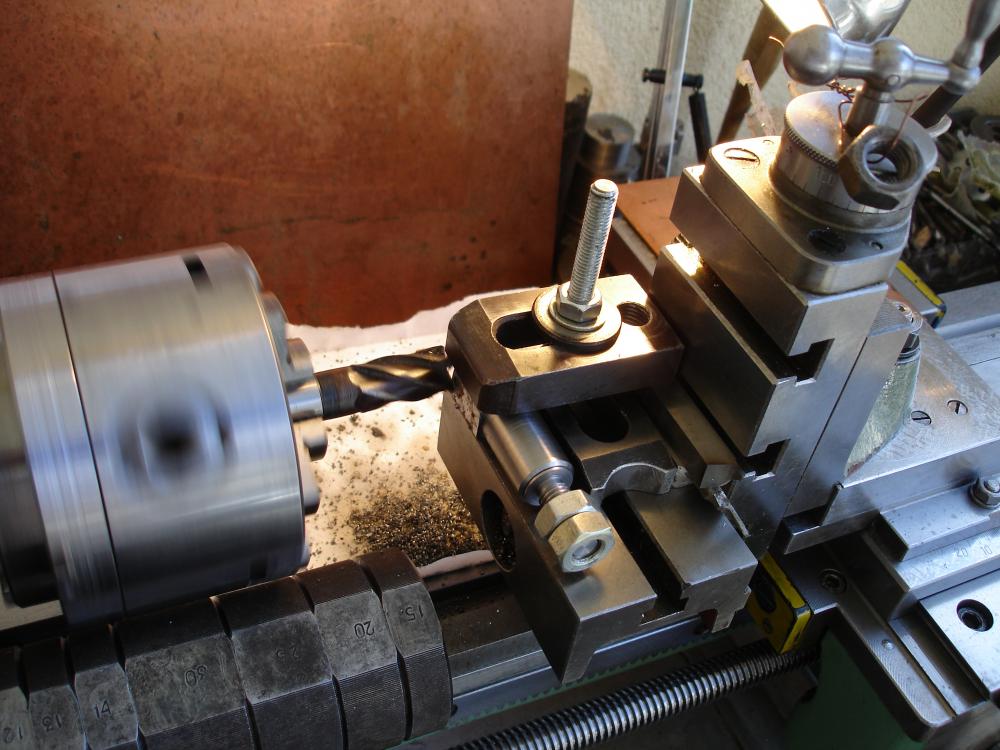
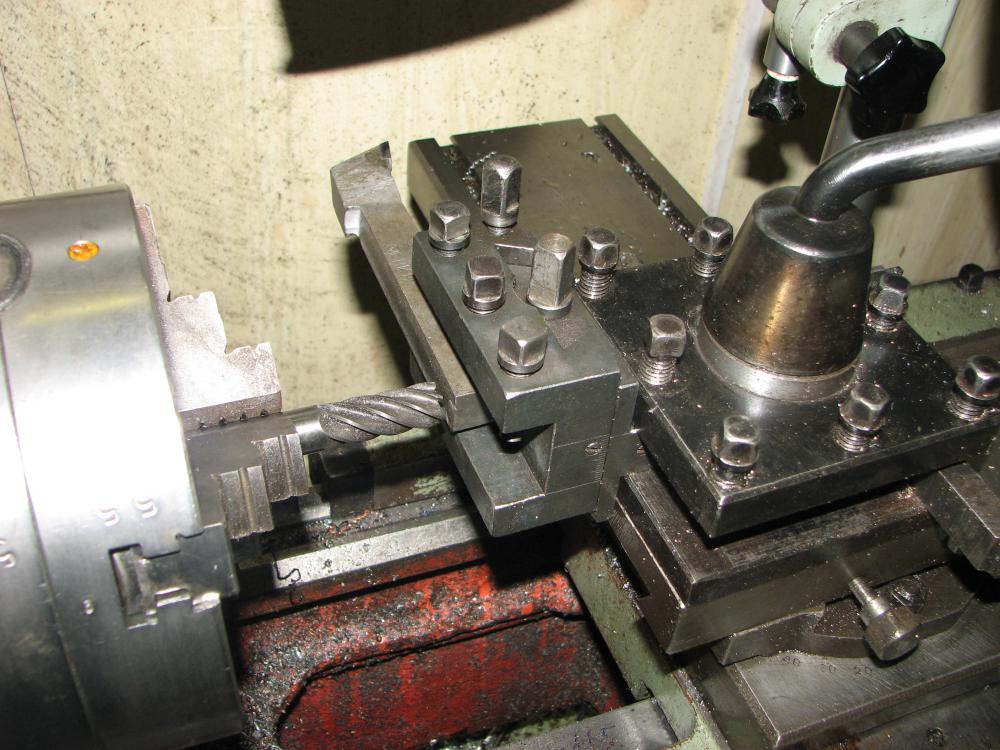
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
Токарно-фрезерные станки с ЧПУ
Числовое управление делает станки автоматизированными и помогает точно обработать самые разные заготовки. Станки по металлу с ЧПУ обладают большими плюсами, по сравнению с аналогами на ручном управлении:
На порядок выше производительность, что важно
Используется повышенная точность, что особенно важно при изготовлении мелких и точных деталей.
Возможность применить современные информационные технологии при переходе на другие разновидности деталей.
Подготовка к процессу происходит в инженерной сфере труда.
Служат долго и надежно.
Экономичны в расходе ресурсов, что очень важно для большого предприятия.
Просты в использовании и обслуживании.
Также такие станки отличаются эргономичностью в дизайне. Обрабатывать при помощи таких станков можно длинные и плоские детали.
Разновидности токарно-фрезерного оборудования с ЧПУ
Производство на данный момент выпускает несколько видов фрезерных станков:
- стандартного устройства;
- с наличием противошпинделя;
- с противодным центром;
- с наличием С-оси.
Каждый из подвидов станка имеет свои технологические различия. Современные стандартные станки могут не только заниматься фрезерованием, но и сверлить отверстия в металлических изделиях. Правда револьвера у таких станков малоподвижна, а следовательно и производительность низкая.
Токарно-фрезерный аппарат по обработке не имеет таких проблем, поскольку оснащен фрезерной головкой с посадочным концом в виде самых разных типов конусов. Наличие таких головок позволяет устанавливать на оборудовании специальные резцы. Это значительно расширяет процессы, которые могут быть произведены с металлом на таком оборудовании:
- зенкерование;
- просверливание;
- фаски, а также канавки на заготовках;
- обработочные действия у торцов;
- развертывание;
- нарезание резьбы.
Также используется специальное приспособление, чтобы фиксировать квадратный хвостовик или особый инструмент для резки. Также имеется специальный механизм, который отвечает за замену инструментов в токарно-фрезерной установке с ЧПУ. Это устройство так и называется — сменщик.
Такие сложные установки необходимо на предприятиях, где изготавливают максимально сложные металлические детали различной точности и сложности. При помощи данного оборудования получается по много раз чередовать фрезерование с обточкой.
Это интересно: Термическая обработка металла
Фрезерные центры с наличием противошпинделя и С-оси
Наличие С-оси — одна из первых моделей оборудования с фрезами на центрах первейших модификаций.
Имеется отдельный привод для того, чтобы придать основному инструменту (сверлу или фрезе) вращательный момент. За замену инструментария отвечает автоматизированное устройство — сменщик.
Все устройства с С-осью — имеют одну важную рабочую функцию — контролировать угол наклона и скорость вращения обрабатываемой детали. Точность индексации в таком случае будет одна тысячная градуса.
При наличии таких механизмов обрабатывающий центр с С-осью может выполнять гораздо больше функций, чем стандартный токарный станок:
- работа над шестернами;
- операции фрезой над червячными передачами;
- обточка коленчатых валов, а также их изготовление.
Все эти операции выполняет аппарат с наличием С-оси без проблем. Это повышает его производительность.
Но аппараты с противошпинделем является более совершенным инструментом для работы с фрезой и токарным оборудованием. Второй шпиндель крепится на место задней бабки. Наличие на обрабатывающем устройстве второго шпинделя обеспечивает инструмент огромной функциональностью. Для того, чтобы инструмент стал в разы более эффективным, его можно оснастить вторым сменщиком.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Скорость вращения инструмента регулируется диаметрами шкивов. Обычно в домашних устройствах используется одна частота. Реверс отсутствует. Органы управление узлом расположены на его корпусе, обычно сверху, на двигателе и состоят из кнопок «Пуск» и «Стоп».
Важно!
При длительной работе двигатель греется. На шлифовальных устройствах устанавливается дополнительное охлаждение мотора.
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.

Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
5-осевой станок. Видеоролик.
Список литературы
Руководство оператора токарного станка. Система управления следующего поколения 96-RU8910. Редакция M. Февраль 2020. Haas Automation Inc.
- Заводы-производители металлорежущих станков СССР и России
- Производители токарных станков в России
- Производители фрезерных станков в России
- Производители шлифовальных станков в России
- Производители токарных обрабатывающих центров
- Производители 5-осевых центров в России
- Производители обрабатывающих центров в России
- Производители сверлильных станков в России
- Производители кузнечно-прессового оборудования в России
- Справочник заводов производителей станков и КПО
- Производители деревообрабатывающих станков в России
- Производители бытовых деревообрабатывающих станков в России
- Производители рубильных машин в России





